
2017, Volume 3, Issue 5
Engineering >> 2017, Volume 3, Issue 5 doi: 10.1016/J.ENG.2017.05.016
Control for Intelligent Manufacturing: A Multiscale Challenge
Department of Systems Engineering and Engineering Management, City University of Hong Kong, Hong Kong, China
Next Previous
Abstract
The Made in China 2025 initiative will require full automation in all sectors, from customers to production. This will result in great challenges to manufacturing systems in all sectors. In the future of manufacturing, all devices and systems should have sensing and basic intelligence capabilities for control and adaptation. In this study, after discussing multiscale dynamics of the modern manufacturing system, a five-layer functional structure is proposed for uncertainties processing. Multiscale dynamics include: multi-time scale, space-time scale, and multi-level dynamics. Control action will differ at different scales, with more design being required at both fast and slow time scales. More quantitative action is required in low-level operations, while more qualitative action is needed regarding high-level supervision. Intelligent manufacturing systems should have the capabilities of flexibility, adaptability, and intelligence. These capabilities will require the control action to be distributed and integrated with different approaches, including smart sensing, optimal design, and intelligent learning. Finally, a typical jet dispensing system is taken as a real-world example for multiscale modeling and control.
Keywords
System modeling ; Process control ; Artificial intelligence ; Manufacturing ; Jet dispensing
Figures

Fig. 1

Fig. 2

Fig. 3

Fig. 4

Fig. 5

Fig. 6

Fig. 7
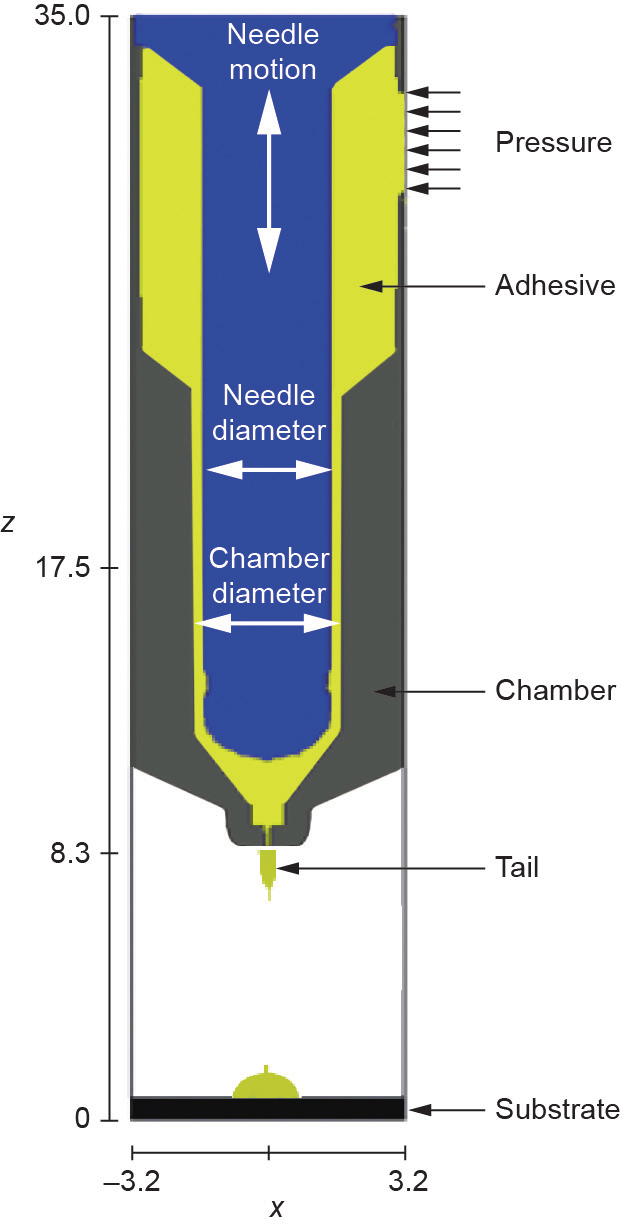
Fig. 8

Fig. 9
References
[ 1 ] Hermann M, Pentek T, Otto B. Design principles for Industrie 4.0 scenarios: A literature review. Working paper No. 01/2015. Dortmund: Technische Universit?t Dortmund; 2015.
[ 2 ] Khaitan SK, McCalley JD. Design techniques and applications of cyberphysical systems: A survey. IEEE Syst J 2015;9(2):350–65 link1
[ 3 ] Lee EA. Cyber physical systems: Design challenges. Technical report. Berkeley: University of California at Berkeley; 2008 Jan. Report No.: UCB/EECS-2008-8.
[ 4 ] Alippi C. Intelligence for embedded systems: A methodological approach.Cham: Springer; 2014.
[ 5 ] Lee J, Bagheri B, Kao HA. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf Lett 2015;3:18–23 link1
[ 6 ] Guo L, Billings SA. State-space reconstruction and spatio-temporal prediction of lattice dynamical systems. IEEE Trans Automat Contr 2007;52(4):622–32 link1
[ 7 ] Coca D, Billings SA. Identification of finite dimensional models of infinite dimensional dynamical systems. Automatica 2002;38(11):1851–65 link1
[ 8 ] Li HX, Qi C. Spatio-temporal modeling of nonlinear distributed parameter systems: A time/space separation based approach.Dordrecht: Springer; 2011.
[ 9 ] Li HX, Qi C. Modeling of distributed parameter systems for applications—A synthesized review from time-space separation. J Process Contr 2010;20(8):891–901 link1
[10] Christofides PD. Nonlinear and robust control of PDE systems: Methods and applications to transport-reaction processes.Boston: Birkh?user; 2001.
[11] Deng H, Li HX, Chen G. Spectral-approximation-based intelligent modeling for distributed thermal processes. IEEE Trans Contr Syst T 2005;13(5):686–700 link1
[12] Qi C, Li HX. Nonlinear dimension reduction based neural modeling for distributed parameter processes. Chem Eng Sci 2009;64(19):4164–70 link1
[13] Liu Z, Li HX. A probabilistic fuzzy logic system for modeling and control. IEEE Trans Fuzzy Syst 2005;13(6):848–59 link1
[14] Li HX, Wang Y, Zhang G. Probabilistic fuzzy classification for stochastic data. IEEE Trans Fuzzy Syst 2017. In press.
[15] Favero JL, Secchi AR, Cardozo NSM, Jasak H. Viscoelastic flow analysis using the software OpenFOAM and differential constitutive equations. J Non-Newton Fluid 2010;165(23–24):1625–36. link1
[16] Tucker CL. Fundamentals of computer modeling for polymer processing.New York: Hanser Publishers; 1989.
[17] Chen Y, Wang F, Li HX. Experimental and modeling study of breakup behavior in silicone jet dispensing for light-emitting diode packaging. IEEE Trans Comp Pack Man 2015;5(7):1019–26.
[18] Chen Y, Li HX, Shan X, Gao J, Chen X, Wang F. Ultrasound aided smooth dispensing for high viscoelastic epoxy in microelectronic packaging. Ultrason Sonochem 2016;28:15–20 link1
[19] Li HX, Chen Y, Wang FL, inventors; Central South University, assignee. A new jet valve mechanism and dispensing method. China patent CN 201310388378.9. 2015 Nov 18. Chinese.
[20] Li HX, Li WS, Shen P, Zhang HN, inventors; Central South University, assignee. A needle motion sensing mechanism for jet system and its displacement detection method. China patent CN201510431974.X. 2017 Apr 19. Chinese.
[21] Li HX, Shen P, inventors; Central South University, assignee. Consistent control method and system for jet dispensing process. China patent CN201410150653.8. 2016 Aug 31. Chinese.











 京公网安备 11010502051620号
京公网安备 11010502051620号




