
2019, Volume 5, Issue 4
Engineering >> 2019, Volume 5, Issue 4 doi: 10.1016/j.eng.2019.01.010
Whole-Process Pollution Control for Cost-Effective and Cleaner Chemical Production—A Case Study of the Tungsten Industry in China
Beijing Engineering Research Center of Process Pollution Control and National Engineering Laboratory for Hydrometallurgical Cleaner Production Technology, Division of Environment Technology and Engineering, Institute of Process Engineering, Chinese Academy of Sciences, Beijing 100190, China
Next Previous
Abstract
In this research, a methodology named whole-process pollution control (WPPC) is demonstrated that improves the effectiveness of process optimization. This methodology considers waste/emission treatment as a step of the whole production process with respect to the minimization of cost and environmental impact for the whole process. The following procedures are introduced in a WPPC process optimization: ① a material and energy flow investigation and optimization based on a systematic understanding of the distribution and physiochemical properties of potential pollutants; ② a process optimization to increase the utilization efficiency of different elements and minimize pollutant emissions; and ③ an evaluation to reveal the effectiveness of the optimization strategies. The production of ammonium paratungstate was chosen for the case study. Two factors of the different optimization schemes—namely the cost-effectiveness factor and the environmental impact indicator—were evaluated and compared. This research demonstrates that by considering the nature of potential pollutants, technological innovations, economic viability, environmental impacts, and regulation requirements, WPPC can efficiently optimize a metal production process.
SupplementaryMaterials
Figures
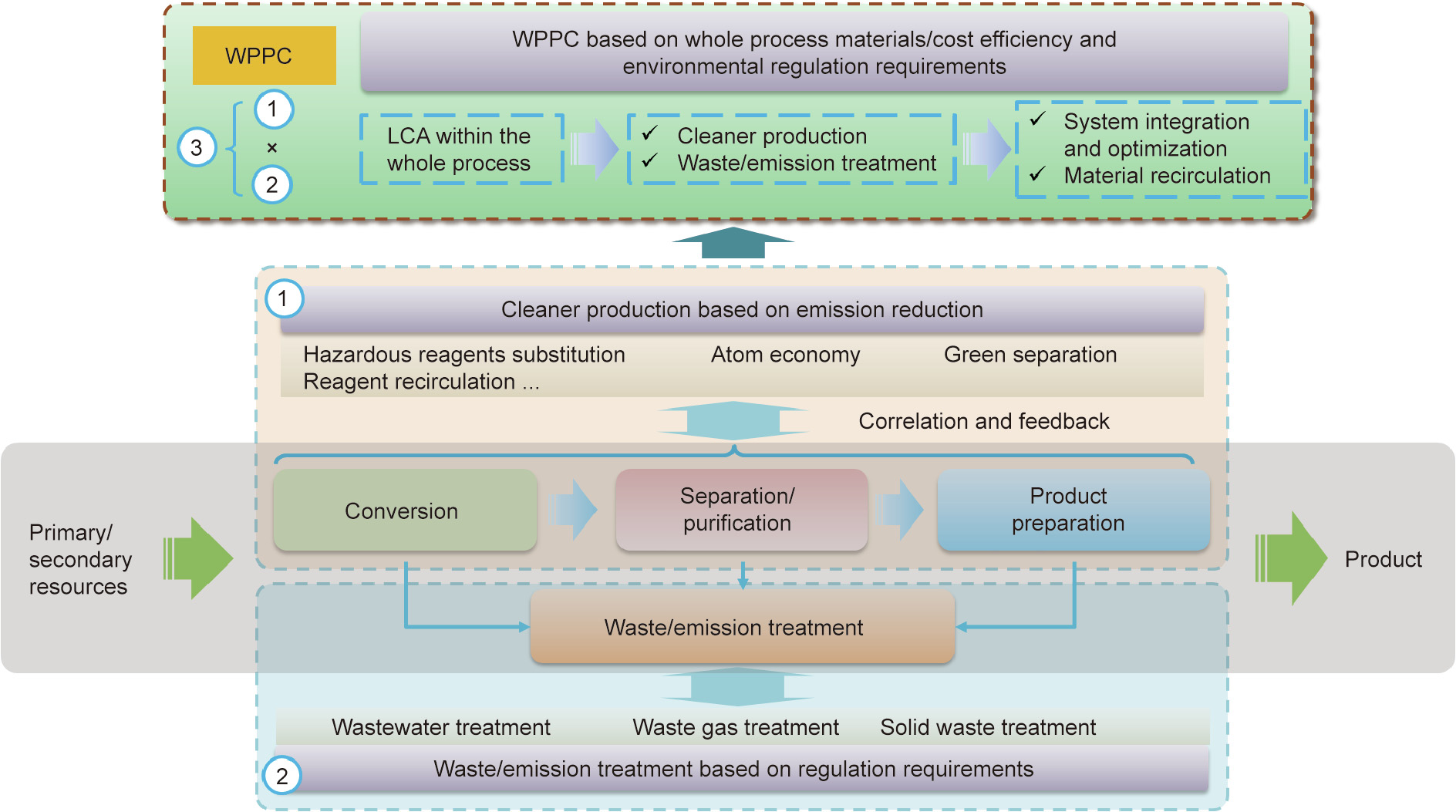
Fig. 1

Fig. 2
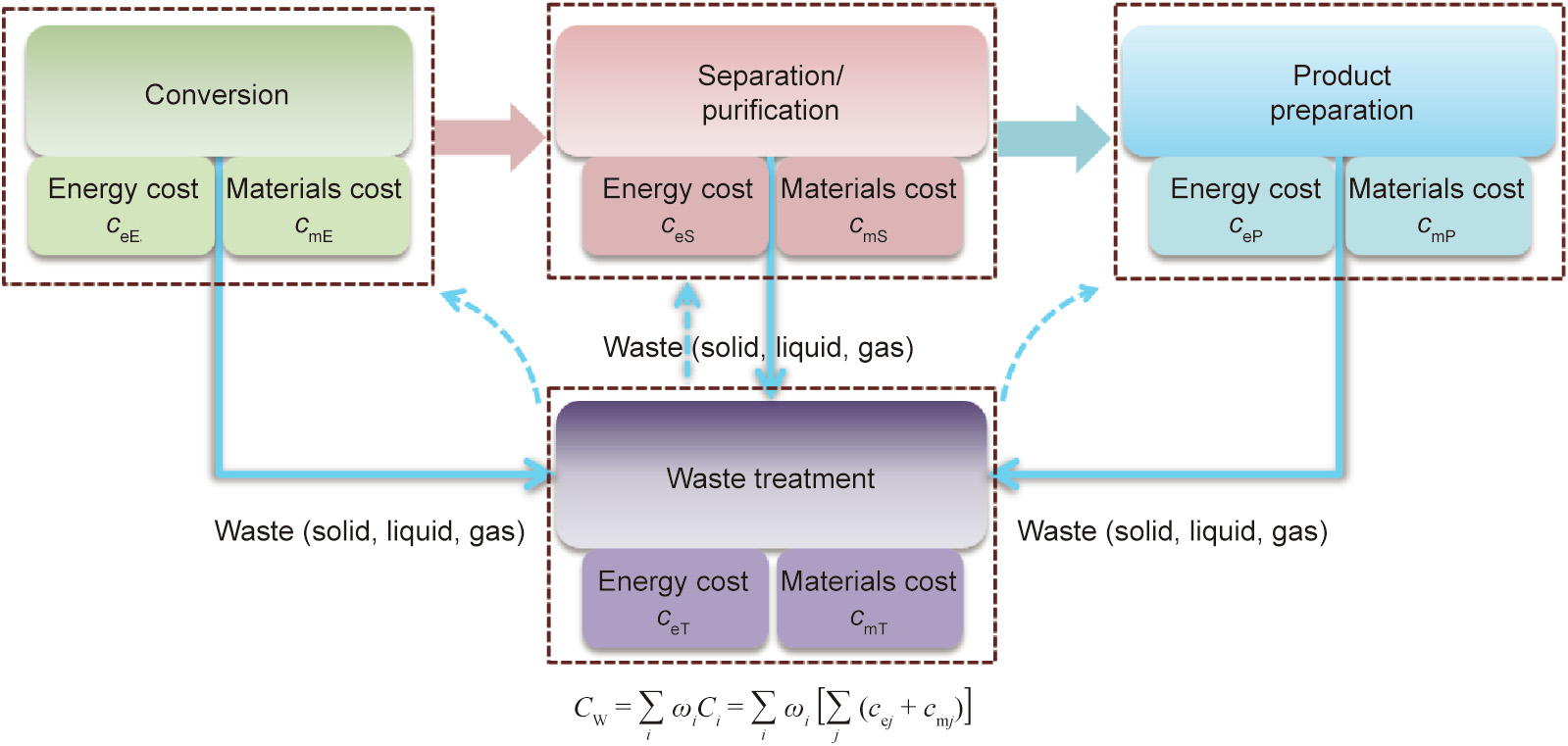
Fig. 3

Fig. 4

Fig. 5

Fig. 6

Fig. 7
References
[ 1 ] Sun Z, Cao H, Xiao Y, Sietsma J, Jin W, Agterhuis H, et al. Toward sustainability for recovery of critical metals from electronic waste: the hydrochemistry processes. ACS Sustain Chem Eng 2017;5(1):21–40. link1
[ 2 ] Chapman A, Arendorf J, Castella T, Thompson P, Willis P, Espinoza LT, et al. Study on critical raw materials at EU level. Final report. Oakdene Hollins and Fraunhofer ISI; 2013. link1
[ 3 ] US Geological Survey. Mineral Commodity Summaries 2018. US Geological Survey; 2018 Jan.
[ 4 ] US Geological Survey. Tungsten [Internet] Reston: USGS. [cited 2018 Dec 23]. Available from: https://minerals.usgs.gov/minerals/pubs/commodity/tungsten. link1
[ 5 ] DeLong CM, Bragg R, Simmons JA. Evidence for spatial representation of object shape by echolocating bats (Eptesicus fuscus). J Acoust Soc Am 2008;123 (6):4582–98. link1
[ 6 ] Fan Y, Zhu T, Li M, He J, Huang R. Heavy metal contamination in soil and brown rice and human health risk assessment near three mining areas in central China. J Healthc Eng 2017;2017:4124302. link1
[ 7 ] Ponthot JP, Kleinermann JP. A cascade optimization methodology for automatic parameter identification and shape/process optimization in metal forming simulation. Comput Methods Appl Math 2006;195:5472–508. link1
[ 8 ] Ghafari S, Aziz HA, Isa MH, Zinatizadeh AA. Application of response surface methodology (RSM) to optimize coagulation-flocculation treatment of leachate using poly-aluminum chloride (PAC) and alum. J Hazard Mater 2009;163(2–3):650–6. link1
[ 9 ] Sun Y, Yang G, Wen C, Zhang L, Sun Z. Artificial neural networks with response surface methodology for optimization of selective CO2 hydrogenation using Kpromoted iron catalyst in a microchannel reactor. J CO2 Util 2018;24:10–21. link1
[10] Khafri HZ, Ghaedi M, Asfaram A, Safarpoor M. Synthesis and characterization of ZnS:Ni-NPs loaded on AC derived from apple tree wood and their applicability for the ultrasound assisted comparative adsorption of cationic dyes based on the experimental design. Ultrason Sonochem 2017;38:371–80. link1
[11] Dastkhoona M, Ghaedi M, Asfarama A, Azqhandi MHA, Purkait MK. Simultaneous removal of dyes onto nanowires adsorbent use of ultrasound assisted adsorption to clean waste water: chemometrics for modeling and optimization, multicomponent adsorption and kinetic study. Chem Eng Res Des 2017;124:222–37. link1
[12] Marchetti AG, Ferramosca A, González AH. Steady-state target optimization designs for integrating real-time optimization and model predictive control. J Process Contr 2014;24(1):129–45. link1
[13] Ding J, Yang C, Chai T. Recent progress on data-based optimization for mineral processing plants. Engineering 2017;3(2):183–7. link1
[14] Chai T, Ding J, Yu G, Wang H. Integrated optimization for the automation systems of mineral processing. IEEE Trans Autom Sci Eng 2014;11(4):965–82. link1
[15] Li J, Zhang Y, Du D, Liu Z. Improvements in the decision making for cleaner production by data mining: case study of vanadium extraction industry using weak acid leaching process. J Clean Prod 2017;143:582–97. link1
[16] Koutsospyros A, Braida W, Christodoulatos C, Dermatas D, Strigul N. A review of tungsten: from environmental obscurity to scrutiny. J Hazard Mater 2006;136(1):1–19. link1
[17] Xiao L. Progress and prospect of tungsten extraction metallurgy in China. Nonferr Metal Sci Eng 2013;5:6–9. Chinese. link1
[18] Ma X, Qi C, Ye L, Yang D, Hong J. Life cycle assessment of tungsten carbide powder production: a case study in China. J Clean Prod 2017;149:936–44. link1
[19] Schubert WD. Aspects of research and development in tungsten and tungsten alloys. Int J Refract Met H 1992;11(3):151–7. link1
[20] Zhao Z, Li J, Wang S, Li H, Liu M, Sun P, et al. Extracting tungsten from scheelite concentrate with caustic soda by autoclaving process. Hydrometallurgy 2011;108(1–2):152–6. link1
[21] Ejaz M. The extraction of trace amounts of tungsten (vi) from different mineral acid solutions by amine oxides. Anal Chim Acta 1974;71(2):383–91. link1
[22] Chen M, Li Z, Li X, Qu J, Zhang Q. Aluminous minerals for caustic processing of scheelite concentrate. Metall Mater Trans B 2017;48(3):1908–14. link1
[23] Sauer PC, Seuring S. Sustainable supply chain management for minerals. J Clean Prod 2017;151:235–49. link1
[24] Huo G, Peng C, Liao C. The separation of tungsten and molybdenum by ion exchange resins. Rare Metal Technol 2014;2014:47–52. link1
[25] Kekesi T, Torok TI, Isshiki M. Anion exchange of chromium, molybdenum and tungsten species of various oxidation states, providing the basis for separation and purification in HCl solutions. Hydrometallurgy 2005;77(1–2):81–8. link1
[26] Zhu X. Investigation on the state-of-the-art of tungsten production in China. Report. Beijing: China Tungsten Industry Association; 2017. p. 1–102. Chinese. link1
[27] Fusi A, Guidetti R, Benedetto G. Delving into the environmental aspect of a Sardinian white wine: from partial to total life cycle assessment. Sci Total Environ 2014;472:989–1000. link1
[28] Frondel M, Horbach J, Rennings K. End-of-pipe or cleaner production? An empirical comparison of environmental innovation decisions across OECD countries. Bus Strategy Environ 2007;16(8):571–84. link1
[29] Zhang K, Cui Z. Cleaner production and circular economy 1: principle and method. Beijing: Science Press; 2005. Chinese. link1
[30] Liu C, Lin X, Tao L, Tian P, Li J, Cao H. Distillation treatment on highconcentration ammonia nitrogen wastewater from ammonium molybdate production. Nonferr Metal 2015;11:69–74. Chinese. link1
[31] Nguyen TH, Lee MS. A review on the separation of molybdenum, tungsten, and vanadium from leach liquors of diverse resources by solvent extraction. Geosy Eng 2016;19(5):247–59. link1
[32] Wang Y, Cheng K, Wu W, Tian H, Yi P, Zhi G, et al. Atmospheric emissions of typical toxic heavy metals from open burning of municipal solid waste in China. Atmos Environ 2017;152:6–15. link1
[33] Islam MS, Ahmed MK, Raknuzzaman M, Habibullah-Al-Mamun M, Kundu GK. Heavy metals in the industrial sludge and their ecological risk: a case study for a developing country. J Geochem Explor 2017;172:41–9. link1
[34] Ahmed MJK, Ahmaruzzaman M. A review on potential usage of industrial waste materials for binding heavy metal ions from aqueous solutions. J Water Process Eng 2016;10:39–47. link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




