
2019, Volume 5, Issue 4
Engineering >> 2019, Volume 5, Issue 4 doi: 10.1016/j.eng.2019.06.006
Data Mining for Mesoscopic Simulation of Electron Beam Selective Melting
a Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China
b Biomanufacturing and Rapid Forming Technology Key Laboratory of Beijing, Tsinghua University, Beijing 100084, China
c Department of Mechanical Engineering, National University of Singapore, Singapore 117576, Singapore
Next Previous
Abstract
In the electron beam selective melting (EBSM) process, the quality of each deposited melt track has an effect on the properties of the manufactured component. However, the formation of the melt track is governed by various physical phenomena and influenced by various process parameters, and the correlation of these parameters is complicated and difficult to establish experimentally. The mesoscopic modeling technique was recently introduced as a means of simulating the electron beam (EB) melting process and revealing the formation mechanisms of specific melt track morphologies. However, the correlation between the process parameters and the melt track features has not yet been quantitatively understood. This paper investigates the morphological features of the melt track from the results of mesoscopic simulation, while introducing key descriptive indexes such as melt track width and height in order to numerically assess the deposition quality. The effects of various processing parameters are also quantitatively investigated, and the correlation between the processing conditions and the melt track features is thereby derived. Finally, a simulation-driven optimization framework consisting of mesoscopic modeling and data mining is proposed, and its potential and limitations are discussed.
Figures

Fig. 1

Fig. 2

Fig. 3
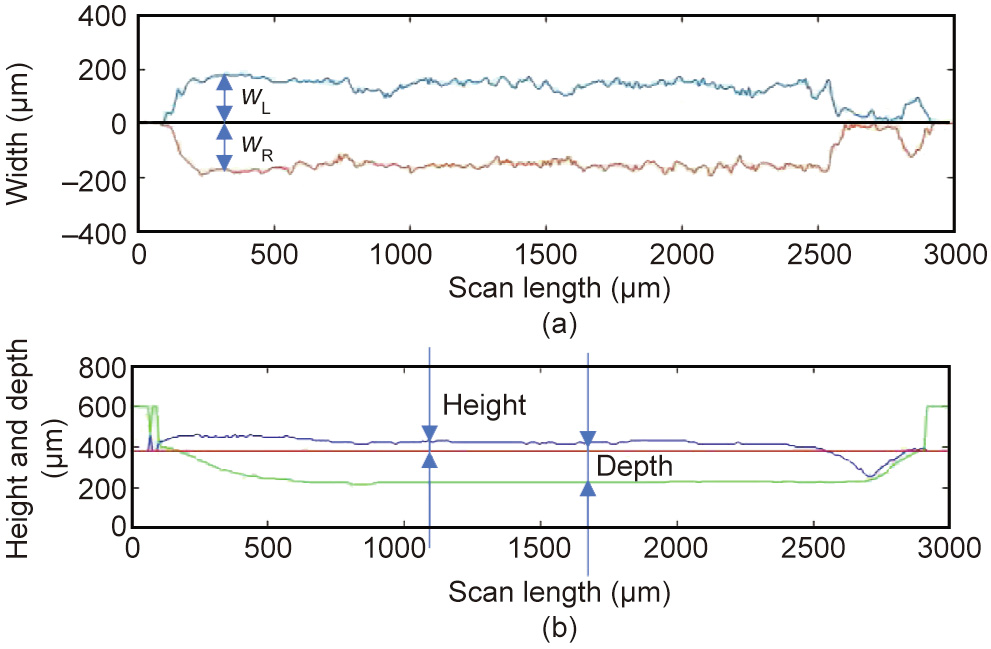
Fig. 4

Fig. 5

Fig. 6
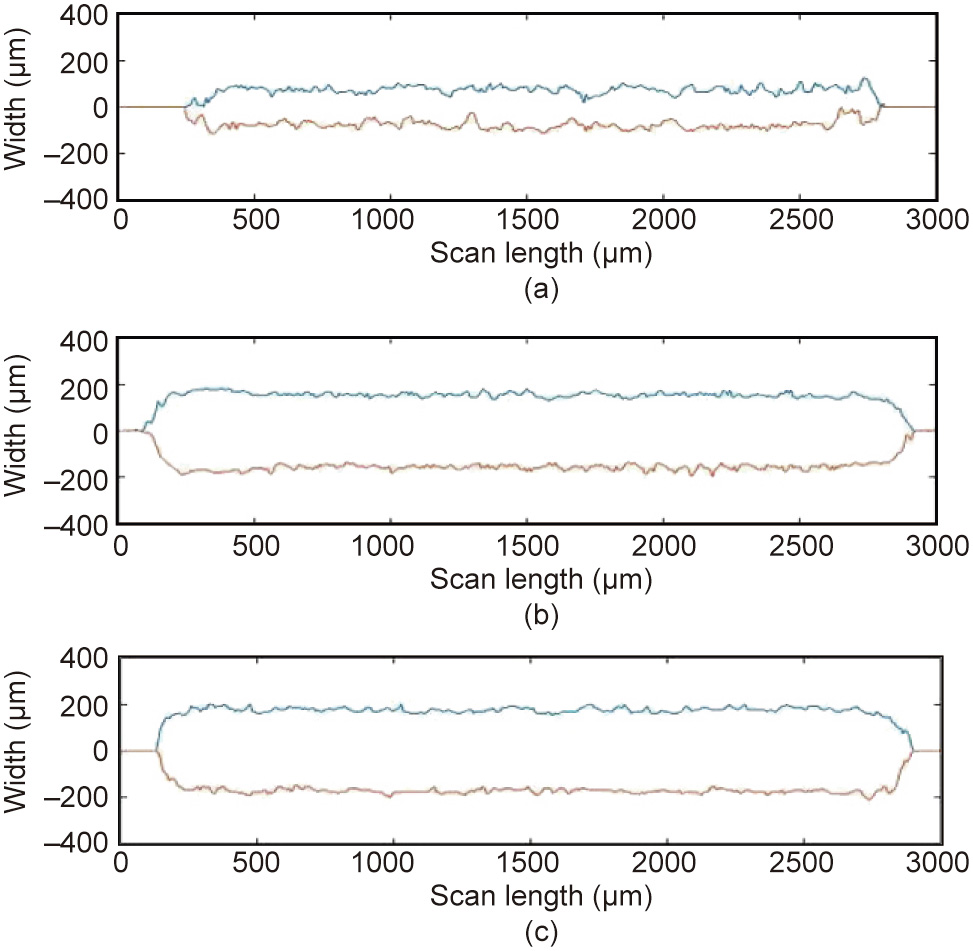
Fig. 7
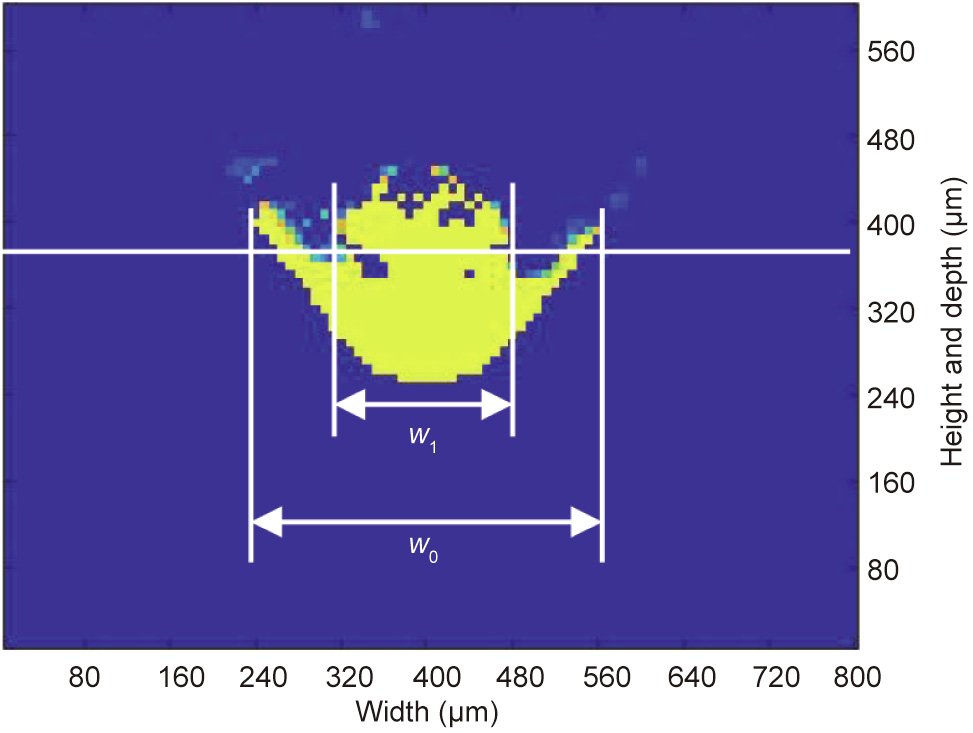
Fig. 8
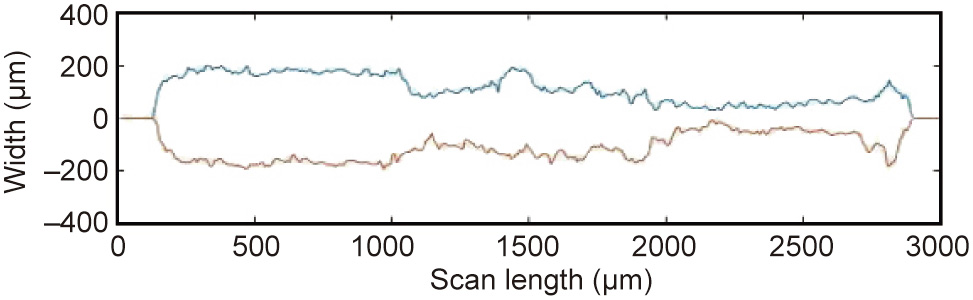
Fig. 9

Fig. 10

Fig. 11

Fig. 12

Fig. 13

Fig. 14

Fig. 15
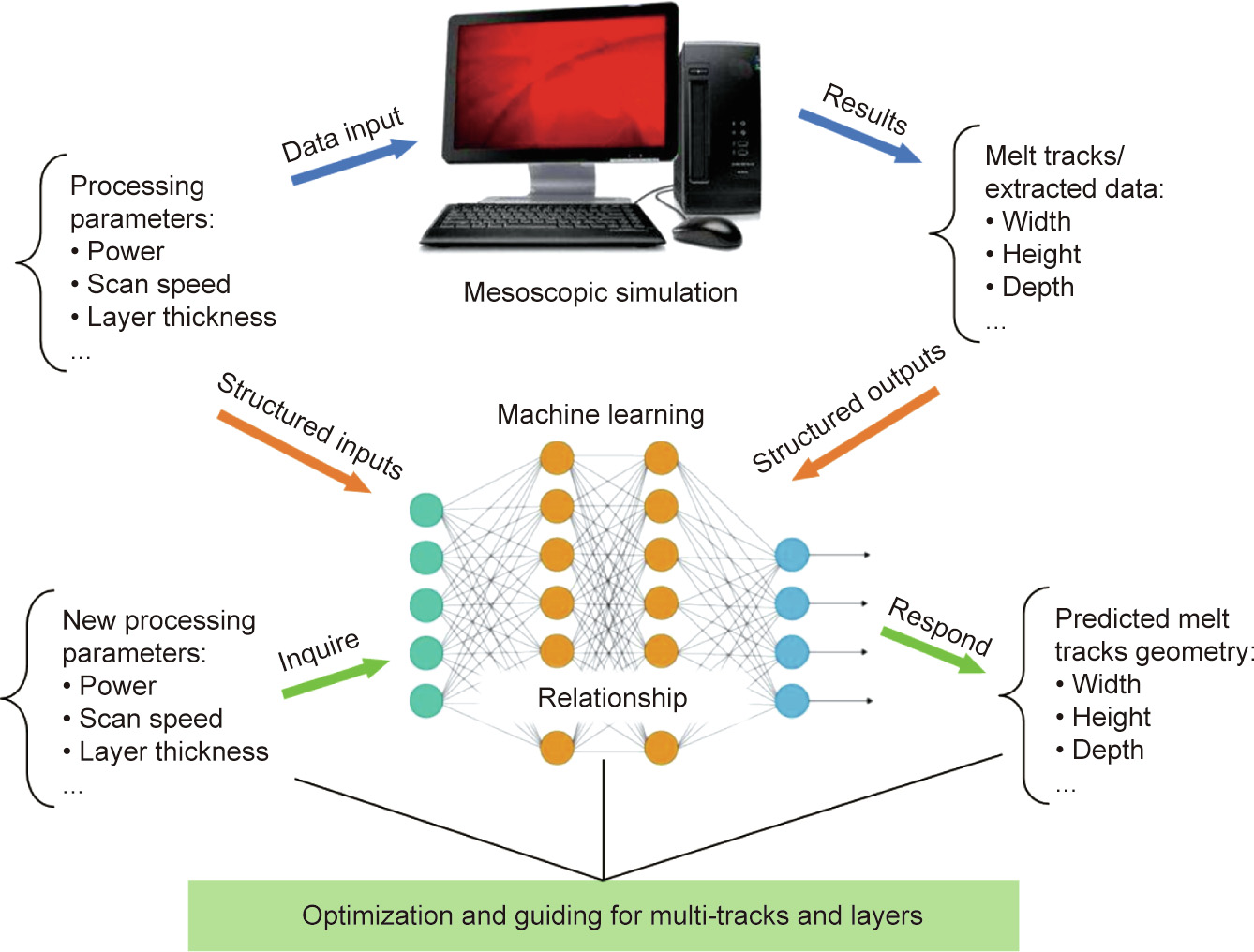
Fig. 16
References
[ 1 ] Cansizoglu O, Harrysson O, Cormier D, West H, Mahale T. Properties of Ti–6Al– 4V non-stochastic lattice structures fabricated via electron beam melting. Mater Sci Eng A 2008;492(1–2):468–74. link1
[ 2 ] Körner C, Helmer H, Bauereiß A, Singer RF. Tailoring the grain structure of IN718 during selective electron beam melting. In: Guedou JY, editor. Proceedings of the 2nd European Symposium on Superalloys and Their Applications; 2014 May 12–16; Giens, France. Les Ulis: EDP Sciences; 2014. p. 117–22. link1
[ 3 ] Guo C, Ge W, Lin F. Effects of scanning parameters on material deposition during electron beam selective melting of Ti–6Al–4V powder. J Mater Process Technol 2015;217:148–57. link1
[ 4 ] Bauereiß A, Scharowsky T, Körner C. Defect generation and propagation mechanism during additive manufacturing by selective beam melting. J Mater Process Technol 2014;214(11):2522–8. link1
[ 5 ] Safdar A, He H, Wei LY, Snis A, Chavez de Paz LE. Effect of process parameters settings and thickness on surface roughness of EBM produced Ti–6Al–4V. Rapid Prototyping J 2012;18(5):401–8. link1
[ 6 ] Scharowsky T, Juechter V, Singer RF, Körner C. Influence of the scanning strategy on the microstructure and mechanical properties in selective electron beam melting of Ti–6Al–4V. Adv Eng Mater 2015;17 (11):1573–8. link1
[ 7 ] Rausch AM, Markl M, Körner C. Predictive simulation of process windows for powder bed fusion additive manufacturing: influence of the powder size distribution. Comput Math Appl. In press.
[ 8 ] Jamshidinia M, Kong F, Kovacevic R. Numerical modeling of heat distribution in the electron beam melting of Ti–6Al–4V. J Manuf Sci Eng 2013;135 (6):061010. link1
[ 9 ] Yan W, Ge W, Qian Y, Lin S, Zhou B, Liu WK, et al. Multi-physics modeling of single/multiple-track defect mechanisms in electron beam selective melting. Acta Mater 2017;134:324–33. link1
[10] Körner C, Bauereiß A, Attar E. Fundamental consolidation mechanisms during selective beam melting of powders. Model Simul Mater Sci Eng 2013;21 (8):085011. link1
[11] Khairallah SA, Anderson AT, Rubenchik A, King WE. Laser powder-bed fusion additivemanufacturing: physics of complexmelt flow and formationmechanisms of pores, spatter, and denudation zones. Acta Mater 2016;108:36–45. link1
[12] Markl M, Körner C. Multiscale modeling of powder bed-based additive manufacturing. Annu Rev Mater Res 2016;46:93–123. link1
[13] Körner C, Attar E, Heinl P. Mesoscopic simulation of selective beam melting processes. J Mater Process Technol 2011;211(6):978–87. link1
[14] Leung CLA, Marussi S, Atwood RC, Towrie M, Withers PJ, Lee PD. In situ X-ray imaging of defect and molten pool dynamics in laser additive manufacturing. Nat Commun 2018;9(1):1355. link1
[15] Guo Q, Zhao C, Escano LI, Young Z, Xiong L, Fezzaa K, et al. Transient dynamics of powder spattering in laser powder bed fusion additive manufacturing process revealed by in-situ high-speed high-energy X-ray imaging. Acta Mater 2018;151:169–80. link1
[16] Ly S, Rubenchik AM, Khairallah SA, Guss G, Matthews MJ. Metal vapor microjet controls material redistribution in laser powder bed fusion additive manufacturing. Sci Rep 2017;7(1):4085. link1
[17] Yan W, Qian Y, Ma W, Zhou B, Shen Y, Lin F. Modeling and experimental validation of the electron beam selective melting process. Engineering 2017;3 (5):701–7. link1
[18] Yan W, Qian Y, Ge W, Lin S, Liu WK, Lin F, et al. Meso-scale modeling of multiple-layer fabrication process in selective electron beam melting: interlayer/track voids formation. Mater Des 2018;141:210–9. link1
[19] Hirt CW, Nichols BD. Volume of fluid (VOF) method for the dynamics of free boundaries. J Comput Phys 1981;39(1):201–25. link1
[20] Czitrom V. One-factor-at-a-time versus designed experiments. Am Stat 1999;53(2):126–31. link1
[21] Saltelli A, Chan K, Scott EM. Sensitivity analysis. New York: John Wiley & Sons, Inc.; 2000. link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




