

《1 前言》
1 前言
技术进步是新时期我国工业污染防治和产业升级的重要突破口[1] 。2007年,我国颁布实施了《国家环境技术管理体系“十一五”建设规划》,其中明确提出制定我国的污染防治最佳可行技术导则[2],其灵魂则是最佳可行技术评估。目前,国内外的研究多集中在污染治理或全过程控制的管理体系建设上,尚未发现对电解锰(EMM)行业污染防治技术的筛选评估研究[3~5] 。电解锰行业最佳可行技术评估能够为我国电解锰行业和环境保护部门选择清洁生产工艺、污染物达标排放技术和工艺方法提供重要依据,有利于促进行业整体技术进步和污染防治措施的科学性和可操作性的提高。
电解锰是我国重要的冶金、化工原材料,在国民经济中占有十分重要的战略地位[6,7] 。由于长期以来的粗放型发展,产业发展缺乏统筹规划,投入产出比较低,导致资源能源消耗较大,环境污染排放多且管理不够规范。针对当前企业污染防治技术选择和污染防治措施的难题,本文以电解锰行业为例,从清洁生产与污染控制系统的全流程出发,通过大样本的污染防治技术调研,研究并构建了污染物减排技术评估指标和技术选择方法,以环境、经济效益多目标整体优化为原则,开展技术筛选,得到污染防治最佳可行技术,并对筛选出的技术进行减排潜力预测,以此作为支撑电解锰行业污染物减排和技术普及推广的依据。
《2 污染防治最佳可行技术评估指标体系构建》
2 污染防治最佳可行技术评估指标体系构建
《2.1 污染防治最佳可行技术的定义》
2.1 污染防治最佳可行技术的定义
中华人民共和国环境保护部编制的《污染防治最佳可行技术指南评价技术通则》对污染防治最佳可行技术(BAT)的定义为:针对生活、生产过程中产生的各种环境问题,为减少污染物的排放,从整体上实现高水平的环境保护所采用的与某一时期的技术、经济发展水平和环境管理要求相适应、在公共基础设施和工业部门得到应用的有效、先进、可行的污染防治工艺和技术。
《2.2 污染防治最佳可行技术评估框架的确定》
2.2 污染防治最佳可行技术评估框架的确定
依据污染防治最佳可行技术的定义,制定污染防治最佳可行技术的评估路线,如图1所示。
《图1》

图1 污染防治最佳可行技术评估路线
Fig.1 The pollution prevention and control BAT assessment route
《2.3 污染防治最佳可行技术评估指标体系》
2.3 污染防治最佳可行技术评估指标体系
对于最佳可行技术的评估筛选,在评估之前应确定可以将各项技术进行评估、分析、比较的指标体系,所构建的指标体系应能体现技术各方面的性能,满足最佳可行技术定义的要求。在借鉴国外 BAT 经验的基础上,结合我国国情,并根据电解锰企业工艺流程、排污节点和污染防治技术的特点,构建适用于我国当前经济和环境承受能力的评价体系。
电解锰行业污染防治最佳可行技术评估指标体系分为清洁生产技术指标体系和末端治理技术指标体系,评价指标体系主要包含目标层、准则层和指标层3个层次,如图2和图3所示。其中,目标层为一级评价指标,反映了电解锰行业污染防治最佳可行技术水平。准则层为二级评价指标,一般为具有普适性和概括性的指标。指标层中的各项指标在二级评价指标之下,是具有电解锰行业生产特点的、具体的、可操作的、可验证的若干指标。
《图2》

图2 污染防治最佳可行技术评估指标体系(清洁生产技术)
Fig.2 The pollution prevention and control BAT evaluation index system (cleaner production technology)
《图3》

图3 污染防治最佳可行技术评估指标体系(末端治理技术)
Fig.3 The pollution prevention and control BAT evaluation index system (end-of-pipe control technology)
《3 确定备选技术》
3 确定备选技术
本文设计了电解锰企业调研表格,通过函调和实地调研等途径获取技术参数,通过对大量调研数据进行处理筛选,最终获得近70家企业的技术参数信息。通过调研发现:a.国内电解锰生产工艺主要采用湿法冶金工艺,该工艺在电解锰生产过程中产生大量含铬含锰废水和固体废弃物,对周边环境造成了严重的破坏;b.目前国内外鲜有与电解锰行业污染防治技术有关的研究,原因在于电解锰行业污染严重,20世纪90年代初,国外大批电解锰企业倒闭,到目前为止,国外电解锰企业只有南非 Manganese Metal Company(MMC)一家,且其工艺水平与我国情况类似[2,8] ;c.电解锰行业污染治理技术颇多,其中应用较多的主要有还原-中和沉淀、碱中和、铁屑微电解、絮凝沉淀、碱液吸收、文丘里、袋式除尘、旋风+ 袋式除尘、电除尘和水膜除尘等,而清洁生产技术明显不足,成熟应用的主要有负压立磨、锰粉二段酸浸洗涤一体化、空气氧化除铁和铬离子循环利用等。表1对各调研企业的污染防治技术进行了汇总。
《表1》
表1 电解锰企业污染防治技术分类表
Table 1 Classification of commonly used pollution control technology in EMM industry


注:技术推广使用情况指调研企业中已推广使用该技术的企业数量
《4 污染防治最佳可行技术评估》
4 污染防治最佳可行技术评估
在开展技术调研后,对于最佳可行技术指标体系(见图2和图3)中可定量化的指标则以调研数据为依据,对于定性指标则以专家判断为参考,采用层次分析法[9~13] 开展最佳可行技术评估。其具体步骤介绍如下。
《4.1 规范化》
4.1 规范化
规范化是指采用某些数据方法将不同量纲的指标值变成可比的规范值,即利用一定的数学变换,把性质、量纲各异的指标值转化为可综合处理的无量纲值,通常情况下各指标值统一变化到[0 ,1]区间。
本文采用极差变换法对指标进行规范化。具体处理思想为:将最好的指标属性值规范化为1,将最差的指标值规范化为0,其余的指标值均用线性差值方法得到其规范值。规范化后的各指标即xi 。
对效益型指标,当 max xi → 1,min xi → 0 时,其变化公式为

对成本型指标,当 max xi →0 , min xi →1 时,其变化公式为

《4.2 构造判别矩阵》
4.2 构造判别矩阵
从层次结构模型的第一个指标开始,对其他指标采用1~9及其倒数的标度方法两两比较,确定构造出一个n 阶判断矩阵,即 >1,
>1, ,
, ,判断矩阵的重要性标度及其含义见表2。
,判断矩阵的重要性标度及其含义见表2。
《表2》
表2 重要性判断标度及其含义
Table 2 Important judgment scale and its application

《4.3 计算特征向量》
4.3 计算特征向量
根据所得判断矩阵,计算最大特征值 λmax 及其对应的特征向量 
《4.4 一致性检验》
4.4 一致性检验
对计算出的特征向量进行一致性检验,当一致性比率参数CR 小于0.1时,则认为该判别矩阵通过一致性检验,则最大特征值对应的特征向量即为权重,不能通过检验的判别矩阵需要重新调整标度,直至具有满意的一致性。
CR 计算公式为

式中,CI 为一致性指标, CI =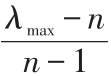 ;RI 为随机平均一致性指标, RI =-0.511 4+2.178 4lgn 。
;RI 为随机平均一致性指标, RI =-0.511 4+2.178 4lgn 。
《4.5 加权》
4.5 加权
将各指标规范化后的值 和所得判别矩阵对应的特征向量 进行加权处理,即可得出该项技术的综合评价结果值 C=
和所得判别矩阵对应的特征向量 进行加权处理,即可得出该项技术的综合评价结果值 C= 。
。
《4.6 评估结果》
4.6 评估结果
评估出的电解锰行业污染防治最佳可行技术分为两类:一类为清洁生产技术,即通过生产工艺的改进或提升达到预防或减少污染物排放目标的实际应用技术;另一类为污染治理技术,即在工艺末端使污染物减少排放的实际应用技术(见表3)。
《表3》
表3 电解锰行业污染防治最佳可行技术评估结果表
Table 3 Evaluation results table of the pollution prevention and control BAT for EMM industry

续表
《5 污染减排潜力分析》
5 污染减排潜力分析
电解锰行业水环境污染严重,据统计每生产1 t 电解锰,就会产生3~4 m3 废水(不包括循环冷却水)[14]。电解锰废水 pH 低,含有 Cr6+ 、M2+ 、NH3-N 等有害成分,且 NH3-N 浓度很高,对锰三角地区多家代表性的电解锰企业的生产废水进行取样分析发现NH3-N 浓度达 8 000 mg/L,最高达 13 000 mg/L,超过国家排放标准(15 mg/L)500倍以上,对环境造成极大污染[15~19] 。在筛选出的电解锰行业污染防治最佳可行技术的基础上,通过构建自底向上模型[20~24] ,并根据研究需要对模型进行简化改进,来预测各项技术的减排潜力。

式中, 为情景年与i 工艺对应的p 污染物削减量;
为情景年与i 工艺对应的p 污染物削减量; 为基准年与i 工艺对应的p 污染物排放量;
为基准年与i 工艺对应的p 污染物排放量; 为i 工艺j 技术生产k 产品产量;
为i 工艺j 技术生产k 产品产量; 为i 工艺j 技术生产k 产品的污染物产生系数。
为i 工艺j 技术生产k 产品的污染物产生系数。
通过文献调研、企业调研和专家咨询获得各项参数,如基准年污染物排放量通过行业年鉴获得,工艺过程各项技术生产的产品产量通过文献和企业调研获得,工艺过程各项技术吨产品污染物产生系数通过咨询专家和分析行业情况后折算得到。假设各污染物年排放总量不变,以 2010 年为基准年,计算情景年2015年各技术的减排能力。
根据潜力分析计算结果,2015年电解锰行业废水排放总量可削减 270 多万吨,NH3-N 氨氮减排 6.6×104 t,减排回收的锰和重铬酸钾可分别达到 1.9×105 t 和 3.747×107 t,锰渣减排 4×106 t。结果也显示出清洁生产技术减排量明显大于末端治理技术减排量,表明清洁生产技术具有较大的推广普及潜力。
《6 结语》
6 结语
污染防治最佳可行技术筛选评估使得电解锰行业“无好技术可用,有好技术不用”的困局得到了改善,最佳可行技术的初步推广和普及使得行业污染物排放得到了有效控制,环境恶化趋势有一定程度的减缓,但总体环境形势依然严峻。最佳可行技术减排潜力分析初步预测了电解锰行业各项最佳可行技术的污染减排能力,从而使企业对最佳可行技术的推广和普及所带来的减排效果有了直观的认识,同时也为行业工艺结构调整指明了方向。加大清洁生产技术的推广和普及,尤其针对新建企业进行大力推广,鼓励其采用清洁生产技术,有利于实现行业技术结构的进一步优化。











 京公网安备 11010502051620号
京公网安备 11010502051620号




