《1 Introduction 》
1 Introduction
High-end equipment components in the fields of aerospace, new energy, rail transit, etc. must meet extremely high requirements for surface performance [1]. Conventional surface strengthening methods, such as induction quenching, spraying, peening, and rolling, are unable to satisfy performance requirements [2]. Laser technologies display outstanding potential for improving the surface properties of metal materials and breaking the application constraints of traditional modification technologies [3]; therefore, they are regarded as a universal processing tool and the common processing method for future manufacturing systems in modern industry. Laser surface modification technologies utilize the characteristics of high brightness, high directivity, high monochromaticity, and high coherence of laser to strengthen the surface of metal materials by changing the structure and chemical composition of the metal surface, thus improving the material surface properties. The preparation of low-cost, high-performance coatings on the surface of low-cost materials is of great significance for material selection and the design and manufacturing of important components [4–7].
As a universal technology of surface engineering, regarding the requirements of transformation and upgrading the Chinese manufacturing industry, laser surface modification technology can be directly applied to improving the performance of high-end parts of major equipment and localized manufacturing, which has a wide service range and excellent application prospects. Laser surface modification techniques include laser quenching, laser annealing, laser remelting, laser alloying, laser cladding, laser shock peening, laser glazing, and laser texturing. Among these, laser shock peening, laser quenching, and laser cladding are the most popular and play an important role in modern industrial production. The laser shock peening technique has many advantages, such as non-contact, no heat-affected zone, good controllability, and significant strengthening effect [3–4]. Laser quenching possesses superior characteristics, including fast heating speed, small heat-affected zone, small thermal deformation, and partial quenching [5]. The resulting surface strength is 5 %–20 % higher than that of the conventional quenching process and the depth of the quenching layer can reach 1 mm after laser quenching. Laser cladding exhibits a low dilution, dense structure, and excellent bonding between the coating and substrate [6].
This article will focus on the development of typical laser surface modification technologies — laser shock peening, laser quenching, and laser cladding — in both domestic and foreign regions and discusses the problems faced by these technologies, as well as industrial application needs and proposals for improved technology guidance in this field. This will provide references for research on laser surface modification technologies in China.
《2 Development status of laser surface modification technology 》
2 Development status of laser surface modification technology
《2.1 Laser shock peening》
2.1 Laser shock peening
The laser shock peening technique has been widely used in equipment manufacturing in aerospace, maritime, automobile, petrochemical, nuclear, and high-end molding fields. According to statistics [8], in the aerospace and shipbuilding fields, 49 % of component damage in gas turbine engines is caused by fatigue failures. The blades, casing, and transmission components are more prone to fatigue fractures (Figs. 1 and 2). The laser shock peening technique is a necessary means to improve the fatigue life of key engine parts.
《Fig. 1》

Fig. 1. Failure mode distribution of gas turbine engine.
《Fig. 2》
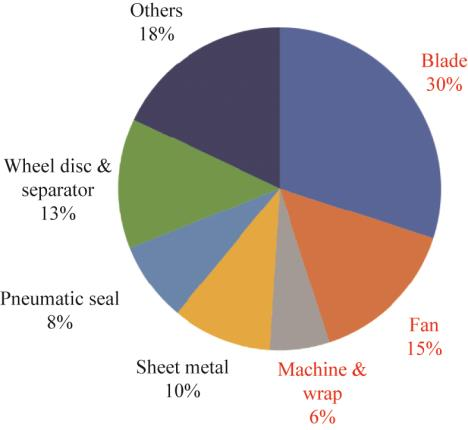
Fig. 2. Sensitivity distribution of high cycle fatigue on gas turbine engine components.
Industrially developed countries have researched laser shock peening technology in the early stages. At present, the United States is still the leading country, with the fastest development and most successful application of laser shock peening technology. The Scientific and Technical Research on High-Cycle Fatigue program was proposed by the United States in the late 1990s, where laser shock peening was deemed as one of the 76 key technologies for advanced aero-engines. In 2012, the American Metal Improvement Company developed a movable laser shock peening equipment to address on-site operation problems [1]. To meet market demand, the General Electric Company (GE) of the United States has launched laser shock peening equipment to process large thin-walled parts in response to market demand, which is widely used in the surface strengthening of engine blade/blade discs, wings, and other structural parts.
In the 1990s, technical research and application exploration of laser shock peening began in China. With the rapid development of laser technology and the constant improvement of related theories, the engineering application scale of the laser shock peening technique in China has gradually expanded. In 2008, the first laser shock peening industrial chain with independent intellectual property rights was put into operation and China became the second country in the world to practically apply this technique [9]. In 2011, the Shenyang Institute of Automation of Chinese Academy of Sciences, developed the first vane-integrated disk laser shock peening system that has been used in Chinese industry [10]. In 2016, the Ningbo Institute of Materials Technology and Engineering of Chinese Academy of Sciences, made a breakthrough in laser shock peening technology, achieving the treatment of complex parts, such as gears, electromechanical cavities, tools, and fine structures [11]. Jiangsu University has completed a series of studies, including the formation mechanism of high-end metal gradient nanostructures with laser shock, anti-fatigue manufacturing mechanism, shock peening processes, and applications of typical structures [12].
《2.2 Laser quenching》
2.2 Laser quenching
The application of laser quenching technology in industrially developed countries has become widespread and mature. Many automobile manufacturers have established laser surface quenching production lines to improve the wear resistance of automobile parts with laser surface modification. The wear resistance of the inner wall of a marine diesel engine cylinder liner can be increased by laser quenching. This technique, when applied to heavy-duty gears, can avoid large deformations and high pollution problems, which may be caused by conventional heat treatment processes.
The application of laser quenching technology in China started in the 1980s and was applied to cylinder blocks, cylinder liners, and other parts of automobile engines. After decades of development, laser quenching technology has also been used in aerospace, energy, petrochemical, metallurgy, and other industrial fields, with great achievements in strengthening shafts, sleeves, gears, blades, molds, and other parts. When the surface of a 65Mn spring steel part was quenched by a laser beam with a larger spot, the depth of the hardened layer was approximately 0.3 mm and the hardness of the treated layer can reach 4.2 – 5.4 times that of the substrate [13]. The surface of the 40CrNiMoA steel part for the coiler reel spindle was treated by laser quenching; the wear loss of the hardened layer was only 36.1 % of the substrate [14]. Laser quenching was also used to locally strengthen the abrupt change in the cross-section of the 35CrMo alloy structural steel part and the residual compressive stress in the treated surface was 1.9 times that of the untreated surface [15]. To address the damage problem of the rail in the process of friction matching with a high-speed running wheel set, Huazhong University of Science and Technology, Wuhan Xinruida Laser Engineering Co., Ltd., etc., researched rail laser quenching strengthening technology and developed the first international rail laser hardening engineering vehicle, which was officially proven and passed the performance evaluation [16]. To solve the problem of reliable servicing main shaft bearings in megawatt wind turbines operating in extreme environments (heavy load wear, high impact, severe salt corrosion, etc.), the Zhejiang University of Technology has developed laser deep quenching technology, which can increase the depth of the laser quenching layer to 3.7 mm, effectively improving the fatigue and wear resistance of parts in harsh working environments (Fig. 3) [17].
《Fig. 3》

Fig. 3. Laser deep quenching of heavy-duty bearings.
《2.3 Laser cladding》
2.3 Laser cladding
Laser cladding technology was developed in the 1970s and AVCO of the United States took the lead role in exploring the application of surface strengthening for wearable parts in automobile engines. Currently, related technologies are widely used in the fields of automobiles, power equipment, and railways. To reduce costs and improve remediation efficiency [18], Japanese and American companies commercialized laser additive remanufacturing technology, allowing the batch-repair of worn-out parts of military aircraft engines. In the automotive industry [19], to produce a cladding coating on the surface of crankshafts with good performance, laser cladding technology is employed to repair the surface of automobile crankshafts. Germany has developed ultra-high-speed laser cladding technology (EHLA), which can rapidly prepare large-area coatings in a short time. The thickness of the cladding layer is adjustable in the range of 0.1 – 0.25 mm and the production efficiency is 100 – 250 times higher than that of traditional laser cladding processes. It can replace traditional techniques, such as electroplating, thermal spraying, and built-up welding.
Since the 1980s, laser cladding technology has rapidly developed in China, which has expanded from laboratory research to industrial production in aerospace, power generation, machinery, petrochemical, automobile, and other industries. China Academy of Machinery Sciences and Technology Group Co., Ltd., Harbin Institute of Technology, and foreign institutions conducted collaborative research to promote the engineering application of ultra-high-speed laser cladding technology [20]. Northwestern Polytechnical University has conducted laser repair research on titanium alloy parts and successfully repaired aviation parts [21]. Zhejiang University of Technology applied laser cladding technologies to turbine blade strengthening and turbine rotor repair [22] and recycling and remanufacturing failed rotors, which extended the service life of rotors by a factor of approximately 2–3 (Fig. 4). Laser cladding technology is widely used in bearings, crankshafts, molds, screws, tools, and other vulnerable and consumable parts in the machinery industry. For example, laser cladding technology was utilized to repair the deformed regions of turbine cylinders in natural gas purification plants on the site, eliminating the cylinder air leakage phenomenon [23]. Iron-based alloy powder was deposited on the connecting rod journal of 45 steel crankshafts by laser cladding to form a cladding layer whose hardness was 2–3 times that of the substrate; this solved the problem of cracks and excessive wear of the crankshaft journal [24].
《Fig. 4》

Fig. 4. Steam turbine blade after laser surface strengthening.
《3 Problems in laser surface modification in China 》
3 Problems in laser surface modification in China
《3.1 Fundamentals of theory》
3.1 Fundamentals of theory
The research history of laser surface modification technology in China is relatively short and only emphasizes application while neglecting the mechanism; hence, the basic understanding and theoretical study in this field are deficient, such as the physical and metallurgical mechanism, grain growth, and defect formation mechanism based on the interaction between a far-equilibrium-based laser and the material surface.
Regarding special cladding materials, feedstock powder for thermal spraying is still used in most applications. Thermal spraying and laser beams are completely different physical metallurgical processes and, hence, are unsuitable for laser surface hardening and reconstruction; the resulting pores and cracks are unavoidable.
《3.2 Localization of equipment core components》
3.2 Localization of equipment core components
At present, most lasers used in high-quality laser surface modification in China are imported products, mainly because the reliability and stability of imported lasers are better. However, the purchase cycle of imported products is long, which often has a great impact on the development and research of domestic technologies; however, the localization level of core components — such as laser chips, laser diodes, laser heads, and control software — is relatively low and the circumstance that industrial development is restricted by other countries has not been eliminated.
In the future, laser surface modification will become the mainstream manufacturing technology; intelligent, extreme, and high-performance abilities are developmental trends in this field. Breaking through the localization of high-efficiency and high-quality laser generators, building an integrated technology system for special equipment for laser surface modification, enhancing mass production capacity, and implementing product development will be important for supporting the high-quality advancement of the domestic manufacturing industry.
《3.3 Marketing and technical standardization》
3.3 Marketing and technical standardization
The application of domestic laser surface modification technologies is still in a small and scattered state and there is a big gap with foreign countries in terms of enterprise scale, R&D investment, product maturity, market development, and material research and exploration.
3.3.1 Technology focus
Foreign countries pay more attention to green production and quality control in the remanufacturing process and related research focuses on green cleaning and non-destructive testing technologies. Many studies have focused on laser surface cladding technologies published in China and several application-oriented enterprises have recently emerged in the field of remanufacturing. Related research and applications are concentrated on the damage repair and forming of ingots (which belongs to the initial stage of shape recovery), but there is a large gap in quality control technology, such as repair performance and defect detection, and process specifications and standards are evidently missing.
3.3.2 Manufacturing applications
Foreign laser cladding technologies have already been implemented in a considerable industrial volume, focusing on the application of remanufacturing and surface modification of high-end components, including vehicles, aerospace, and ocean engineering equipment. Domestically, laser cladding technologies are mainly employed in the repair of basic parts and improvement of wear and corrosion resistance, in various applications, such as mining machinery, mold manufacturing, steel smelting, petrochemical, coal mining, and automobile production. The laser surface modification industry of China has been developed to a certain level but still cannot satisfy the application of major high-end equipment.
3.3.3 Industrial scale
A certain number of large-scale laser surface modification enterprises in Europe have not only completed the market layout in Europe but also those in major cities in China, via agent mode. From the perspective of business models, European companies focus on the combination of production equipment and processing services; this approach has been proven effective for promoting the industrialization of laser surface cladding technology. In contrast, domestic laser surface strengthening enterprises have not yet expanded overseas. There are many shortcomings in the independent innovation and development of laser manufacturing technology and equipment. The business operation mode also needs to be optimized and the core competition ability needs to be improved.
《4 Key development direction of laser surface modification 》
4 Key development direction of laser surface modification
《4.1 Preparation technology of special alloy materials》
4.1 Preparation technology of special alloy materials
Laser surface modification processes (especially laser cladding) are conducted under high-temperature and far-equilibrium solidification conditions, which can cause significant differences in the evolution process of precipitation and phase transformation, compared with that under conventional solidification conditions. An abnormally high supersaturation is required to obtain the precipitation of hard phases when post-processing cannot be implemented. Although this process can guarantee high performance, it can also cause unexpected stress and cracking. In brief, designing the composition formula for high-performance alloy materials is the primary precondition for laser surface modification techniques to achieve a wide range of industrial applications. The special material design theory and scientific constituent composition method based on the far equilibrium state are explored to establish various special material systems, which provide the key foundation support for the development and application of laser surface modification technologies.
《4.2 Multi-energy-field compound laser surface modification technology》
4.2 Multi-energy-field compound laser surface modification technology
The surface performance requirements of key components in the high-end equipment manufacturing industry continue to improve and traditional surface modification technologies using a single laser as a heat source have encountered a development bottleneck. Compound modification technology, with the synergistic effect of multiple physical fields, shows unique advantages in the flexible regulation of heat and mass transfer behavior in the laser surface modification process. The corresponding key development directions include supersonic laser deposition, laser surface modification with electromagnetic compound field, laser-induction compound surface modification, laser-ultrasonic vibration compound surface modification, laser-(electrical) chemical compound surface modification, and multilayer gradient compound surface modification. Furthermore, the interaction mechanism of multi-physical field synergy on the nonequilibrium process of laser surface modification can be studied in depth and the relationship between the compound field process, laser process, and properties of the modified layer can be established.
《4.3 On-site laser remanufacturing technology》
4.3 On-site laser remanufacturing technology
To solve the problems regarding the on-site repair of difficult disassembly and transportation of large-scale machinery on the enterprise site, a convenient and flexible set of mobile laser remanufacturing equipment should be developed urgently. A large-area continuous laser remanufacturing technology with high power, wide spot, and high stability must be developed and the process window of laser remanufacturing technology needs to be broadened. The remanufacturing time can be reduced by process control and the performance of the repaired layer can be comparable to — or better than — that of the original workpiece by improving the deposition accuracy of the laser remanufacturing layer to minimize the surface roughness and the amount of subsequent processing.
《4.4 Laser shock peening technology with controlled shape and performance》
4.4 Laser shock peening technology with controlled shape and performance
It is a current technical bottleneck to achieve the desired performance and shape during laser shock peening on key components of aero-engines. To promote the popularization and development of laser shock peening technology, efforts can be made to overcome the technological problems in laser shock peening with controlled shape and performance to concurrently meet the technical requirements for performance, dimensional precision, and shape-surface integrity of key components of aero-engines. The main tasks can be categorized as follows: designing a new energy coupling device with high efficiency to reduce the output requirements of the laser device and obtain flexible laser shock peening technology that does not require a pre-laid absorption layer and is insensitive to the edge effect; investigating the basic mechanism of the new laser shock peening technology and completing the application of laser shock peening on the inner walls of narrow spaces and pipelines; special equipment for laser shock peening with long service lifetime, excellent reliability, intelligent special equipment, and implementation of multiple engineering applications; and establishing a system of process specifications.
《4.5 Intelligent laser surface modification technology》
4.5 Intelligent laser surface modification technology
Laser surface modification involves multiple disciplines and current domestic intelligent control technology for laser surface modification is in the initial stage. The key development directions involve the following aspects: connecting upstream and downstream research institutions and enterprises in collaborative research by in-depth integration of knowledge in optics, mechanics, electricity, materials, manufacturing, control, information, network, and other disciplines; developing the intelligent control technologies of temperature, material, size, position, and surface quality; establishing a special material library and process database for laser surface modification; conducting the integration and systemization of laser surface modification equipment; and enhancing the capacity of intelligent production.
《4.6 Laser surface microtexturing technology》
4.6 Laser surface microtexturing technology
Functional surface microtexturing, prepared via short and ultra-short pulse lasers, has become the research frontier of current manufacturing technology to meet the demand for products with comprehensive performance, such as multi-function, multi-scale, high efficiency, high quality, and high precision. The high peak energy intensity and nonlinear absorption characteristics of lasers are utilized in pulsed laser texturing technology to prepare super-hydrophobic and super-hydrophilic biomimetic microstructures. In addition, this technique can produce an anti-reflection microstructure on the surface of semiconductor materials and obtain an anti-friction microstructure on the surface of metals. The nonlinear, non-equilibrium, and multi-scale processes of laser-material interaction should be intensively studied to obtain a high temporal/spatial resolution and cross-scale organizational structure. New processing methods and technologies, as well as new equipment for electronic dynamic control with closed-loop feedback control, will be developed to expand the limited micro-nano manufacturing capacity, with repeatability and high efficiency to meet the major needs of national industrial applications.
《5 Suggestions 》
5 Suggestions
《5.1 Guidance role of the government》
5.1 Guidance role of the government
It is necessary to clarify short-term and medium-term development strategies, main areas, technical policies, etc., by exerting the policy guidance role of government agencies in the development of the laser manufacturing industry. It is encouraged to unite all parties to make technological breakthroughs and establish a self-controllable key technology system as soon as possible. As a high-tech industry with intensive intelligence, capital, and technology, laser surface modification technologies have a higher threshold, higher investment risk, and longer profit return time. Therefore, it is recommended that governments at all levels propose industrial support policies, provide appropriate proportions of enterprise R&D expenditures, promote the establishment of new mechanisms to reduce investment risks, encourage technological innovation, and realize enterprise transformation and upgrading.
《5.2 Innovation and localization of key core equipment》
5.2 Innovation and localization of key core equipment
It is necessary to accelerate the development of a complete set of laser surface modification equipment and key core devices with independent intellectual property rights and achieve the domestication of laser generators, powder feeding devices, optical systems, laser processing heads, and motion systems as soon as possible, breaking through foreign technical barriers and blockades. Long-term stable and continuous operation of domestic laser surface modification equipment must be ensured through technological innovation and design optimization to promote high-quality development of the national manufacturing industry with high product quality.
《5.3 Improving the industrial chain supporting system》
5.3 Improving the industrial chain supporting system
It is proposed to support the application innovation and demonstration of laser surface modification technology and equipment and promote the development of related industries through technological advancement. It is important to integrate a series of scientific and technological policies and methods, including preferential tax policies for high-tech enterprises, transformation of commercialization of scientific and technological achievements, financial investment and guarantee, and incubators to promote the formation of a laser surface modification technology industrial chain covering component/equipment production, material preparation, software development, and manufacturing processes.
《5.4 Establishment of quality assessment standards system》
5.4 Establishment of quality assessment standards system
It is imperative to establish a professional accreditation agency, organize a team of experts in the industry to compile the standards (or specifications) to guide the laser surface modification process, material selection, quality control, production safety, etc. and eventually build a complete standards system. It is also necessary to enhance the collaboration and exchange between industries and universities by taking the quality assessment standards system as a bridge, providing a reference and basis for the expansion and application of laser surface modification technologies.
《5.5 High-end talent training and international exchange and cooperation》
5.5 High-end talent training and international exchange and cooperation
The demand for high-end technical talents in the laser surface modification field requires addressing. It is necessary to provide a good scientific research environment for developing laser surface modification technologies and to cultivate and build a high-level scientific research team with proper echelons. Additionally, it is appropriate to execute the roles of education and exchange in industry societies/associations, colleges and universities, scientific research institutes, and various related social institutions to provide a talent guarantee for the sustainable development of the industry. The innovation and breakthrough of laser surface modification technology and equipment in China must be promoted by importing international high-end intelligence. International exchange and cooperation should play an indispensable role in the preparation of international standards to enhance the discourse power of industrial development.











 京公网安备 11010502051620号
京公网安备 11010502051620号




