

《1. Introduction》
1. Introduction
Composite materials are widely used in many fields due to their excellent mechanical properties and low weight [1]. Among such materials, resin matrix composites have been applied in aerospace and other high-tech fields due to their excellent features of high specific strength, high stiffness, and strong designability, which facilitate the overall formation of large-area complex parts. The microstructure of a composite material is a complex multiphase system. Due to the diversity and anisotropy of such a material’s components and the instability of the manufacturing process, the quality of a cured composite material is random [2]. During the curing process, the material properties change significantly. Therefore, deformation and quality defects are inevitable in composite materials, such as delamination, voiding, cracking, and bending of the matrix, which can lead to a significant reduction in the bearing capacity of the components made of a composite material and become a hidden danger by increasing the risk of accidents [3].
To solve this problem, two main methods are adopted by current producers. The first method is to study and analyze each stage of the production process and to ensure and control the quality by improving the process parameters and technology. The second method is to conduct pilot production several times and to optimize the control parameters based on manual experience [4]. Both methods can improve the overall quality of composites to a certain extent. In actual situations, the curing process of a composite material involves many coupled physical fields; however, both of the current methods rely on experience and lack scientific and systematic theoretical guidance, with a low utilization rate of production data. As a result, the implementation efficiency of these methods is unsatisfactory.
The autoclave is an important piece of equipment for curing composite materials with a uniform temperature, pressure field, and stable formation environment. In the curing process, resin and fiber become advanced composite materials under high temperature and high pressure over a certain period of time [5]. The heating rate, heating time, pressurizing time, and pressurizing speed are key factors affecting the quality of composite materials.
The quality of a composite material is generally verified by the inspection of the specimen undergoing the same processing process as the composite material. The checked parameters include the shear strength, bending strength, and Young’s modulus of the composite material [6]. When the product quality of the composite material is controlled and ensured, the curing process can be improved over time based on the analysis results. Therefore, it is of practical significance to study the quality assurance and control of composite materials. At present, the relevant quality prediction methods generally include experimental methods and simulation methods [7]. However, these methods have many disadvantages, such as a long prediction cycle, high cost, and lack of consideration of coupled physical fields during the curing process, resulting in poor accuracy in determining the quality of composites.
At present, it is difficult to predict product quality based on a mechanism model due to the complexity of the equipment. In addition, uncertainties and disturbances in the production process cannot be reflected in the model. Hence, data-driven product quality prediction has become the focus of researchers [8]. Since the low degree of digitalization in a complex environment in which data acquisition is difficult, the data acquisition in the production process is not sufficient, and this small amount of data cannot support the construction of a prediction model. Many researchers have simulated and calculated the physical and chemical changes that occur during the curing process [22]. However, the assumptions made by most researchers about the curing environment are inconsistent with the actual irregular temperature and pressure field, and it is difficult for these studies to align with the specific conditions of composite curing in different applications.
Digital twin (DT) has attracted researchers’ attention and been applied in many fields. DT can create the entity of a physical device that can be used to simulate and predict the running state of the actual device based on virtual models of the device [9]. In DT models, complex and abstract processes can be represented by multidimensional models and multiclass parameters; thus, DT can be used to solve the problem of the unclear coupled physical field effect in the curing process, which can include curing deformation and residual stress. Moreover, a large quantity of data will be generated during the operation of a DT model, which can play an important role in improving and predicting product quality in the production decision-making process.
To fully and accurately analyze how the coupled fields in the curing process affect the quality of a composite material, a DTenhanced model and a data-fusion-driven method are proposed in this paper. The state of the curing environment is provided based on a DT model simulation of an autoclave. Then, the deviations in the model, such as the assembly deviation, are corrected. Temporal dynamics are also complemented by data-driven approaches.
This paper is organized as follows, Section 2 introduces the research work related to product quality prediction for composite materials, DT theory, and the application of DT theory. Section 3 presents a quality prediction method for composite materials. In Section 4, a DT model for the curing process is constructed based on multidimensional data fusion. Section 5 compares and analyzes the experimental results to draw a conclusion and reveal the superiority of this method. Section 6 uses an extreme learning machine (ELM) to train the composite material quality prediction model and demonstrate the effectiveness of this method. Section 7 concludes this paper with future research topics.
《2. Related works》
2. Related works
In this paper, DT virtual models of the autoclave and composite material are constructed to model the effects of coupled fields in the curing process. The DT data are fused to construct a curing process model and generate data on the curing results. Finally, the composite material quality prediction model is trained. Thus, the research work must consider the following aspects: the product quality prediction method, quality prediction for composite materials, DT theory, and applications.
《2.1. The product quality prediction method》
2.1. The product quality prediction method
Effective product prediction is an important prerequisite for quality control. In order to realize prediction-based product quality control and optimization, product quality prediction algorithms are carried out. Current research is mainly based on mechanism models and data-driven methods [10]. The product quality prediction method that is based on mechanism models is mainly applicable when the mathematical relationship between the process parameters and the quality features is clear. This method does not require a considerable amount of historical data to train the model. For example, an interaction model of tool wear and quality degradation was established, where the residual life of the tool could be updated online by means of a Bayesian framework [11]. As a result, the influence of the tool’s residual life on quality could be accurately predicted. However, this kind of method only applies to situations involving a simple manufacturing mechanism, and the generalization ability of the model is insufficient for various customized product requirements.
A data-driven product quality prediction method does not require an explicit mathematical relationship, but rather trains the model using a large amount of historical data. For example, a random forest algorithm was used to predict the quality of product defects in a production process in the steel industry [12]. These methods require more data, and it is more complicated to adjust the training parameters.
As shown by the research mentioned above, continuous improvements have been achieved in the prediction of product quality, and the methods used to predict product quality have gradually shifted from mechanism- and experimental-based methods with high difficulty to data-driven methods such as deep learning. For the production of a composite material, it is difficult to construct a complex and abstract mechanism model of the curing process. However, the way in which the employees monitor the production process data at the production site results in insufficient data to support the implementation of data-driven methods, which hinders the prediction of composite equipment product quality.
《2.2. Quality prediction for composite materials》
2.2. Quality prediction for composite materials
Experimental and simulation methods are mainly used to predict the quality of carbon fiber and other composite materials. Experimental methods sum up the conversion factor, the relaxation time, the relationship between temperature and degree of curing based on experience, and a large quantity of experimental data. Simulation methods mainly use computer technology and simulation software to carry out numerical simulations, including macroscale simulation and microscale simulation [13]. These simulations take into account the solidification-stress coupled field effect in the composite under the influence of the heat source [14].
As mentioned earlier and shown in the abovementioned research, current quality prediction methods for composite materials are divided into mechanism methods and data-driven methods. Current research on simulating the curing of a composite is based on the assumption of a stable and uniform environment, which is not consistent with the actual situation. Moreover, a mechanism method cannot deal with the uncertainties and disturbances that are present in the real situation. However, data-driven methods are not common in the field of composite curing due to insufficient data samples. In addition to the influence of the inhomogeneous temperature distribution inside the composite, the external uneven temperature field has an effect on the curing process, resulting in inaccurate prediction results.
《2.3. Digital twin theory and its applications》
2.3. Digital twin theory and its applications
DT technology can be used to realize monitoring, simulation, prediction, and optimization, driven by multidimensional models and fused data [15]. Nowadays, DT technology has been developed in both theory and application. The DT workshop, DT fivedimensional model, and other theories effectively guide the application of DT technology. In addition, fault prediction, workshop production scheduling, and production operation optimization based on DT are gradually being realized [16]. Using multibody dynamic formalism, a DT of the dynamic system of a helicopter was developed to compute all the loads that the mechanical parts undergo [17]. A DT was also constructed of flexible assembly cell coordinates in order to realize dynamic skill-based task allocation between humans and robots, task sequencing, and the subsequent development of a robot program [18].
The abovementioned research shows that current simulation methods take into account the coupled field effect in the curing process; however, the inclusion of the coupled field effect is still not comprehensive, and the problem of insufficient data has not been solved. A DT can promote interaction between data and model in practical problems, which can improve the data utilization rate and provide ideas and methods for solving practical problems. In addition, the coupled field effect of multiple physical fields can be considered when constructing the virtual model of a DT. Therefore, this paper proposes a DT-enhanced quality prediction method for composite materials.
《3. A quality prediction method for composite materials》
3. A quality prediction method for composite materials
To solve the problem of the unknown coupled field effect and insufficient data, this paper uses DTs as an enhancement technology and proposes a quality prediction method to achieve the accurate prediction of composite material quality. This section first describes the basic situation of the production process for a composite material, puts forward a construction framework for composite material quality prediction, and explains the method based on this framework. It then introduces the research foundation and preliminary work of this paper.
《3.1. Basic situation of the production process for a composite material》
3.1. Basic situation of the production process for a composite material
The production process of a composite material, as shown in Fig. 1, includes prepreg production, prepreg overlay, and curing. Prepreg production and overlay are relatively mature technologies and mainly involve the control of parameters and the selection of materials. However, the curing process is time-consuming, and the curing environment of a composite material is indirectly controlled by adjustment of the autoclave parameters. Both physical and chemical reactions occur in the curing process. As a result, the curing process has the greatest influence on the quality of a composite material. Thus, this paper focuses on the curing process.
《Fig. 1》
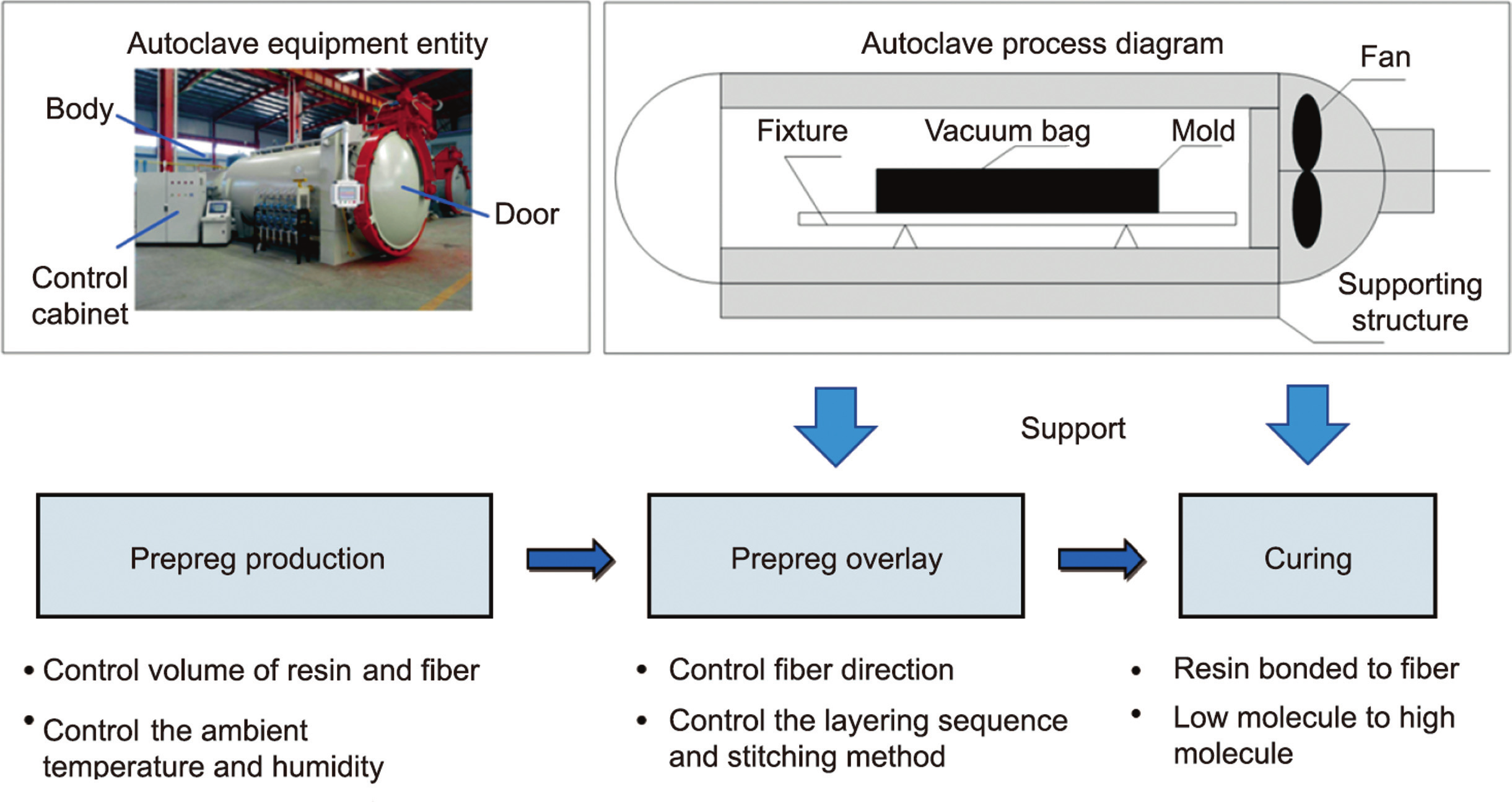
Fig. 1. The production process of a composite material.
《3.2. A framework for the construction of a composite quality prediction model》
3.2. A framework for the construction of a composite quality prediction model
The proposed method for composite quality prediction is shown in Fig. 2. First, virtual models of the autoclave and the composite material are constructed based on the DT five-dimensional model theory. Considering various kinds of composite materials and the personalized requirements of curing, the basis of the proposed method is the static autoclave DT virtual model and the variable composite material DT virtual model. The coupled mode of these two models is multidimensional data fusion. Based on the coupling of the autoclave virtual model and the composite material virtual model, a DT model of the curing process can be constructed. The quality parameters of the composite material in an ideal undisturbed state can be obtained by means of simulation. However, in the actual curing process, there is deviation between the model and the equipment. Moreover, the model of the curing process does not consider the temporal dynamic features. For example, suppose that the expected wind speed is set as V1, the input parameter of the simulated wind speed is also V1, and the actual wind speed is V2. Aging of the circuit and blade wearing may cause V2 to be less than V1. The risk is that such mismatches will reduce the accuracy of the predicted results.
Therefore, it is necessary to build a prediction model of the direct correlation between the curing environment and the quality of the composite material in order to meet the requirements for practical application. Temperature parameters can be calculated at the same location inside the autoclave by using a DT model of the curing process. The generated data will make up for the lack of deviation and variation in the model, which can support the training of the quality prediction model. Then the trained prediction model can accurately predict the quality of the composite material.
《Fig. 2》
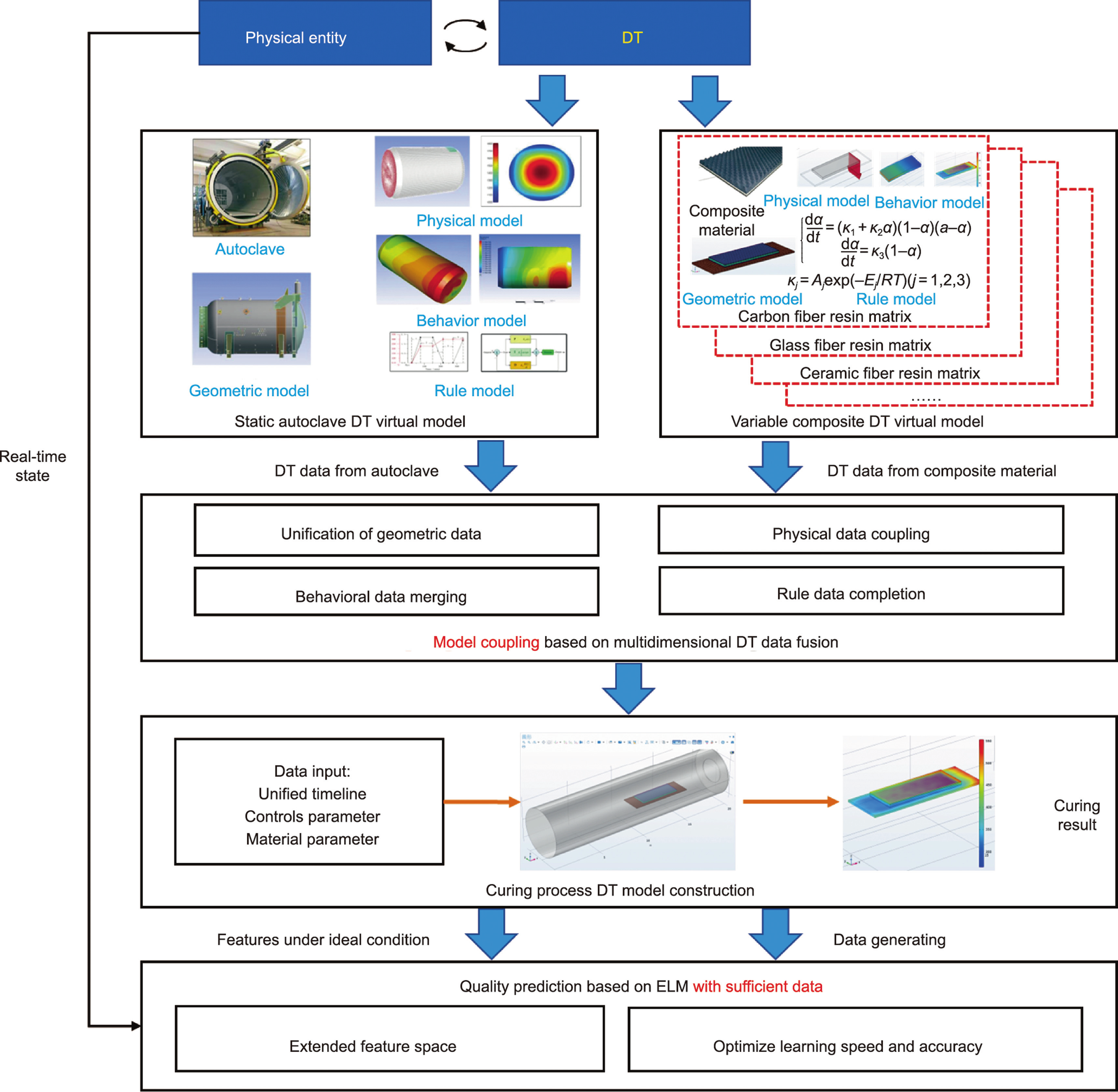
Fig. 2. The method of composite quality prediction. The equations in the figure are described in the Section 4.2.2.
《3.3. Research foundation and preliminary work》
3.3. Research foundation and preliminary work
In the preliminary stage, with the aim of providing the insufficient fault data, we constructed and verified the DT model of the autoclave to simulate the fault behavior [19]. First, based on our knowledge of the autoclave mechanism and the design drawings, a DT virtual model of the autoclave was constructed. Based on the virtual model, the abstract fault behaviors were transformed into control parameter changes. Then, the parameters were input into the model using software tools, and the virtual model was run to supplement the insufficient fault data. This preliminary work contributed to the research of this paper in regard to virtual model building and data generation.
《4. Digital twin construction for the curing process based on multidimensional data fusion》
4. Digital twin construction for the curing process based on multidimensional data fusion
In this section, based on the virtual model of the autoclave, the DT virtual model of the composite material is first constructed; then, the data of the autoclave and the composite material are multidimensionally fused, and the correlation between the autoclave parameter control and the composite material curing result is explored. Based on the fusion data, the curing DT model of the composite is constructed.
《4.1. Visual model construction for a composite material》
4.1. Visual model construction for a composite material
According to the method proposed in Section 3.2, the type of composite material has no effect on the implementation of the method. This paper selects the most common carbon fiber resin matrix composite as the research object. Considering the calculation amount and the time required for the simulation, the particle and grain on the composite surface are simplified in this paper, which has little correlation with the simulation results. Based on the theory of the DT five-dimensional model, a virtual model of the carbon fiber resin matrix composite is constructed from multiple dimensions to provide support for subsequent data fusion. The DT virtual model of the composite material constructed in this paper predominantly considers a geometric model and a physical model; a behavior model and a regular model are rarely involved.
COMSOL Multiphysics 5.6 is used as a modeling tool in this paper, as it can quickly define and set the material parameters, imitate the curing process through simulation, and obtain the curing result data through finite-element calculation. The coupled physical field required in this paper can be realized by setting boundary conditions, which meets the needs of this study. In this paper, considering the interaction between the composite layers in the curing process, a three-layer composite model is constructed.
The physical model first focuses on the physical data of the composition of the composite material, including the material properties, such as density, thermal conductivity, Young’s modulus, and so forth. In addition, since the purpose of the virtual model is to simulate the curing process, the heat conduction, matrix heat release, internal stress, and internal strain related to the curing process must also be considered. Some of the material parameters used in the geometric and physical models are shown in Table 1.
《Table 1》
Table 1 Parameters in the geometric and physical models.

The virtual model of the composite material is shown in Fig. 3. It is constructed from the geometric, physical, behavioral, and rule aspects of the composite material to provide support for subsequent data fusion. In addition, the construction process of the composite material is relatively simple, and the model is constructed by means of the mechanism method. As a result, it is regarded as an accurate model on the premise that the boundary conditions are set correctly.
《Fig. 3》

Fig. 3. Construction of the composite virtual model. The equations in the figure are described in the Section 4.2.2.
《4.2. Multidimensional data fusion based on the visual model》
4.2. Multidimensional data fusion based on the visual model
The virtual models of the autoclave and the composite material can generate multiple types of data that can describe the curing process. The correlation between the autoclave parameter control and the curing results of the composite material can be effectively mined by coupling the autoclave DT model and the composite material DT model. As a result, the DT model of the curing process can be constructed. This mode of model coupling is multidimensional data fusion. Data fusion is carried out from the following dimensions: unification of the geometric data, physical data coupling, behavioral data merging, and rule data completion.
4.2.1. Unification of the geometric data
The unification of the geometric data is divided into three steps. First, the size and shape parameters in the curing environment are confirmed. The size and shape data of the composite material have been described above. The autoclave is a closed cylinder with a length of 20.00 m and a diameter of 5.00 m. Its heat source is an electric heating wire at one end (which has been abstracted as a plane heat source). Second, the positions of and spatial relationship between objects are determined. Since the curing process is simulated, the composite material is located inside the autoclave. The specific coordinates are determined by the distance from the heat source to the wall. Finally, the connection and restriction relationships between objects are determined. The composite material is placed on the platform in the autoclave. The lower matrix is attached to the upper surface of the platform by controlling the y-axis coordinates, the connection boundary, and the setting of the thermal and mechanical connection of the contact surface. The physical entity after the unification of the geometric data is shown in Fig. 4.
《Fig. 4》

Fig. 4. The physical entity after unification of the geometric data.
4.2.2. Physical data coupling
There are three main steps in coupling physical data. First, the common physical parameters and objectives are identified. The physical parameters involved in the autoclave are the temperature, pressure, and vacuum. The physical parameters of the composite material are temperature, pressure, and stress. Second, the physical parameters are determined. The air in the autoclave and the composite material are the objects affected by the temperature. The objects affected by the pressure are the internal platform of the autoclave and the composite material. The object affected by the stress is the composite material. Finally, the coupling relationship between the physical parameters is established. The heat transfer coupling relationship is ‘‘air-platform-composite material.” The strain coupling relation is the stress change in the temperature field.
Based on the heat and mass transfer and the curing reaction, the exothermic length is shown in Eq. (1), the curing kinetics equation is shown in Eq. (2), and the viscosity equation is shown in Eq. (3) [20]. Eqs. (1) and (2) are coupled by the temperature T and the degree of curing α. Eqs. (1) and (3) are coupled by the temperature T and the viscosity μ. Eqs. (2) and (3) are coupled by the degree of curing α and the viscosity μ. Therefore, in the finite-element calculation of the solidification simulation, the coupling of physical data is realized by changing and unifying the three key parameters of temperature T, degree of curing α, and viscosity μ.
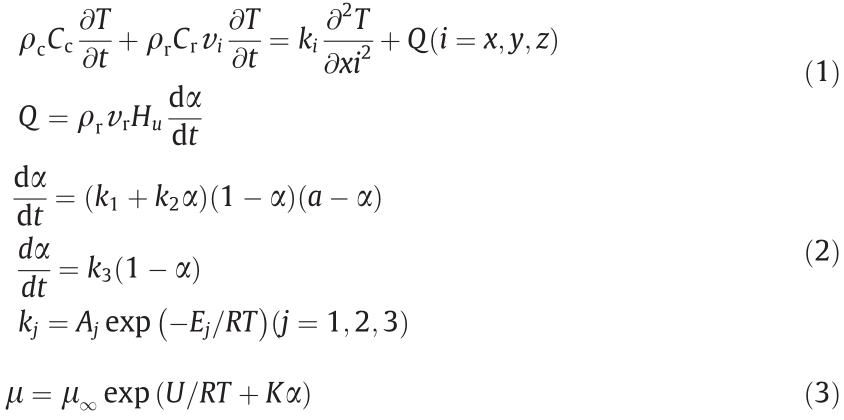
where ρ represents the density; C represents the specific heat capacity;  represents the velocity of the resin fluid; ki and K are the temperature-dependent constants; Q is the heat release; T is the temperature; t is the time; Hu, U, and R are the viscosityrelated constants r and c represent resin and carbon fiber respectively; and
represents the velocity of the resin fluid; ki and K are the temperature-dependent constants; Q is the heat release; T is the temperature; t is the time; Hu, U, and R are the viscosityrelated constants r and c represent resin and carbon fiber respectively; and  are constants in Arrhenius equation.
are constants in Arrhenius equation.
4.2.3. Behavior data merging
It takes three steps to merge the behavior data. First, the merge action is confirmed. The behavior of the autoclave includes the temperature rise, heat preservation, pressure boost, and pressure preservation. The behavior of the composite material includes the heating, insulation, and curing. The combined behavior involves the heating up and the heat preservation, and the target behavior is the solidification. Second, the merging mode is determined. Unify the timeline and use the same time series input. The spatially based coupling shares a temperature field. Finally, the combined behavior is determined. The combined behavior is the solidification behavior of the composite material under a uniform time and temperature field, which is characterized by the temperature distribution and the stress distribution. The curing results of the composite material after merging the behavioral data are shown in Fig. 5.
《Fig. 5》

Fig. 5. The curing results of the composite material after merging the behavioral data. (a) Temperature distribution after the curing process (unit: K); (b) stress distribution after the curing process (unit: kPa).
4.2.4. Rule data completion
Based on a consideration of the respective rules of the autoclave and the composite material, the rules of curing process are completed after the fusion of geometric, physical, and behavioral data. In the proposed model in this paper, the boundary conditions of the autoclave, the boundary conditions of the composite material, and the connection rules are included.
《4.3. The construction of a digital twin of the curing process》
4.3. The construction of a digital twin of the curing process
In this paper, we divide the complex curing process into three stages: before curing, during curing, and after curing. Based on multidimensional fusion data, DTs of the three stages of the curing process are respectively constructed. The first stage is before the curing process. In the actual curing process, it is necessary to determine the type and position of the composite material, the control scheme of the temperature, pressure, and vacuum of the autoclave, and the power of the fan. Based on the fusion data, these parameters are transformed and input into the virtual model.
The second stage is during the curing process. In the actual curing process, under the action of the electric heating wire and fan, the temperature of the air in the autoclave gradually rises and maintains a uniform distribution. The temperature and heat transfer of the composite material increase under high temperature and high pressure. This heat transfer is a physical phenomenon, which includes heat conduction, heat radiation, and heat convection. The composite material also produces chemical reactions, which will lead to the exothermic condition of the matrix. In the virtual curing model, the actual curing process is represented by transient fluid and solid heat transfer, a turbulence model, thermal expansion, and other coupled physical fields based on coupled physical data. By using the finite-element method, the state parameters of the air and composite material in the actual curing process are obtained.
Finally, the last stage is after the curing process. In the actual curing process, the mechanical properties of the cured composite are tested by means of specimens, which includes nondestructive testing and destructive testing. In the virtual model, the stress distribution of the composite is calculated by applying a normal external load. When the external load is continuously increased, the deformation of the composite material is also continuously increased until fracture occurs. In this process, the maximum surface shear stress data of the composite material is obtained. The construction of the DT of the curing process is shown in Fig. 6.
《Fig. 6》

Fig. 6. DT of the curing process.
Based on the curing DT, inadequate production process data is first added. Next, the coupling field effect is fully considered. The shear strength that is calculated by simulation is close to the real result. The virtual model in the DT of the curing process can truly reflect the state and features of the real process and is thus a real mapping from the physical world to the virtual world. In addition, the parameter input before curing confirms the curing process technology, and the running simulation of the curing process monitors the internal state of the autoclave in the actual curing process and plays a guiding role in the control of the autoclave. The data features in the curing process are analyzed by comparing the product quality, which provides support for the optimization and improvement of the curing process. In this way, real feedback is provided from the virtual world to the physical world.
《5. Comparison and analysis of the experimental results》
5. Comparison and analysis of the experimental results
In order to verify the superiority of the proposed method, the curing process of the composite material is simulated based on the DT model of the curing process and the determined temperature field.
《5.1. Comparative experimental design》
5.1. Comparative experimental design
A composite material with the same structure and material is used in the contrast test, and the input control parameters—such as temperature, pressure, and curing time—are exactly the same. The simulation in the coupling field is based on the DT model of the curing process, which is heated by a surface heat source. In the simulation of an ideal field, all grids in the autoclave are used as stable point heat sources.
《5.2. Comparison of the experimental results》
5.2. Comparison of the experimental results
Taking one group of comparison tests as an example, Table 2 shows the control parameters involved in the comparison test. Fig. 7 shows the temperature distribution of the comparative test in the insulation process. It can be seen that, in the simulation based on the DT model of the curing process, the temperature distribution is not uniform due to the existence of fluid-thermal coupling, and the temperature distribution is the ideal uniform distribution regardless of the coupling.
《Table 2》
Table 2 Control parameters involved in the comparison test.

《Fig. 7》

Fig. 7. Temperature distribution of the comparative test. (a) Temperature distribution in a coupled field; (b) ideal temperature distribution. Unit: K.
The curing process of the composite is simulated based on different temperature fields; the same boundary load is applied to the final cured composite, and the corresponding stress on the composite is calculated. Fig. 8 shows the deformation and force diagram under the two conditions when the same load is applied. It can be seen from the figure that the mechanical properties of the composite under an ideal stress field are relatively uniform, while the mechanical properties of the composite based on the solidified twin model are irregularly distributed.
《Fig. 8》
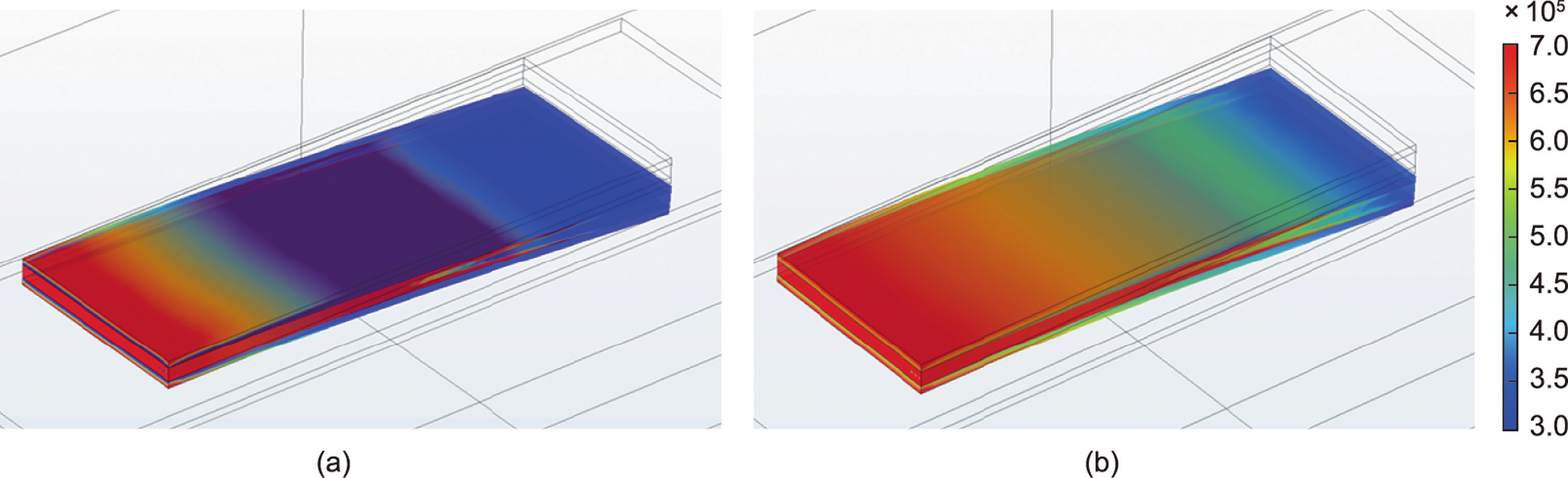
Fig. 8. Stress distribution of the comparative test. (a) Stress distribution in a coupled field; (b) ideal stress distribution. Unit: kPa.
Table 3 shows the average experimental results and deviations under the same input conditions, repeated many times. The experiment demonstrates that the simulation results obtained by the DT model of the curing process that considers the coupled physical field are more accurate.
《Table 3》
Table 3 Comparative average experimental results.

《5.3. Analysis of the experimental results》
5.3. Analysis of the experimental results
After a group of experiments, it was found that the stress distribution of the composite material in the coupling field is obviously non-uniform and discontinuous during the initial stage of heating up, while the internal stress distribution in coupling field is similar to that in ideal temperature distribution. Fig. 9 shows comparisons of the stress distribution of a composite material under a coupled field and an ideal field over the same period of time.
《Fig. 9》

Fig. 9. Comparisons of the stress distribution of the composite material. (a) t = 4 min (surface); (b) t = 8 min (surface); (c) t = 8 min (horizontal section). As shown in the red circle in (b), the stress distribution under the action of coupled field is obviously different from the ideal stress distribution. Unit: kPa.
Given the mechanism of the composite curing process, the following conclusion can be further analyzed and obtained: Due to the effect of heat bilges cold shrink materials, the chemical shrinkage effect of matrix resin and the significant differences in the thermal expansion coefficient between the composite materials and molding mould, the internal stress inside the composite materials leads to curing deformation under the temperature load. Under the action of the autoclave equipment, the temperature field is not uniform, which leads to curing deformation of the composite. As a result, the simulation results for the curing deformation are quite different from the ideal hypothesis. This curing deformation results in the existence of self-phase equilibrium residual stress in the composites, which eventually leads to a change in the mechanical properties of the composites. Under an ideal temperature field, the effect of curing deformation and residual stress is greatly reduced.
《6. Quality prediction model construction based on an extreme learning machine》
6. Quality prediction model construction based on an extreme learning machine
Data samples in different states can be generated by running the curing DT model of the specific composite material. The sample includes the environmental parameters of the curing process and the composite quality parameters. The data samples will be used for the training of the composite quality prediction model. The time sequence environmental parameters of the curing process are input into the prediction model, and the output is the predicted value of composite material quality. With the support of a composite material generation workshop, this paper uses the data collected in practice as the test set. The number of datasets is 50.
The purpose of this section is to mine the correlation between the state parameters in the curing process and the quality results for the composite materials. A many-to-one mapping must be constructed. The parameters involved in this paper are shown in Table 4; it can be seen that the range of parameters involved is small. As a result, a shallow neural network is selected. As a simple and efficient single hidden layer feedforward neural network, an ELM randomly selects the input weight and hidden layer bias of the network and obtains the hidden layer output weight through analytical calculations. Compared with a traditional training algorithm based on gradient descent, the ELM is used in many fields due to its fast learning speed and lesser need for human intervention [21]. In this section, an ELM is used as the learning algorithm in the construction of the composite material quality prediction model.
《Table 4》
Table 4 Parameters used in prediction model training.
After processing the actual data and the simulation data, a total of 160 sets of data (50 sets of actual data and 120 sets of simulation data) are used for the training and testing of the quality prediction model for composite materials. The data numbered from 1 to 20 are actually collected data that have been cleaned and filtered, and the data numbered from 21 to 160 are generated by simulation. Experiments without generated data also use data numbered from 1 to 20 as test sets. Moreover, the data numbered from 21 to 50 are training sets. Some of the data are shown in Table 5.
《Table 5》
Table 5 Some of the data used for training and testing.
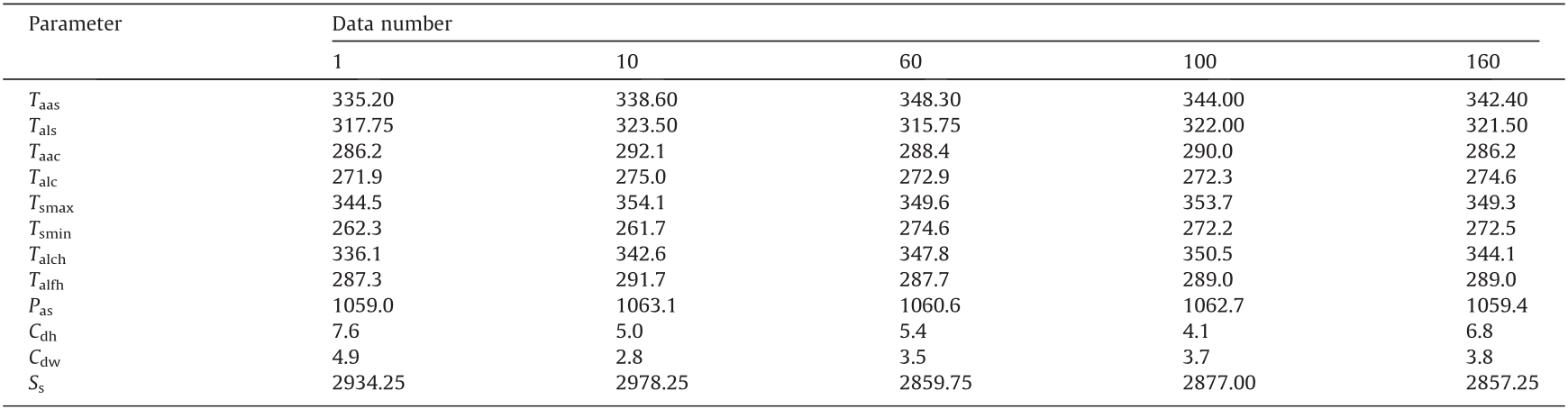
Note: The unit of the temperature-related parameters is Kelvin degree K, the unit of the pressure parameters and shear strength is kPa, and the unit of the relative coordinates is meter.
In order to prevent the failure of the empirical formula for the number of nodes in the hidden layer, this paper sets a larger selection range for the number of nodes in the hidden layer. By calculating the mean square error of the training set, the number of nodes with the minimum mean square error is selected as the actual number of hidden nodes. The number of hidden layer nodes set in this paper ranges from 20 to 50. The calculation results show that, when the number of hidden layer nodes is 49, the mean square error is the smallest, and the minimum mean square error is 0.036908.
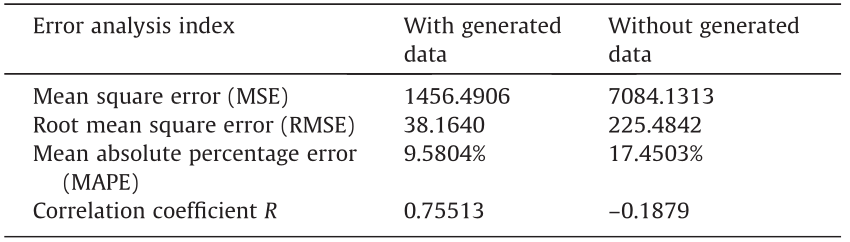
The prediction results from the composite quality prediction model are shown in the Fig. 10. The prediction error of this result is shown in Table 6.
《Fig. 10》
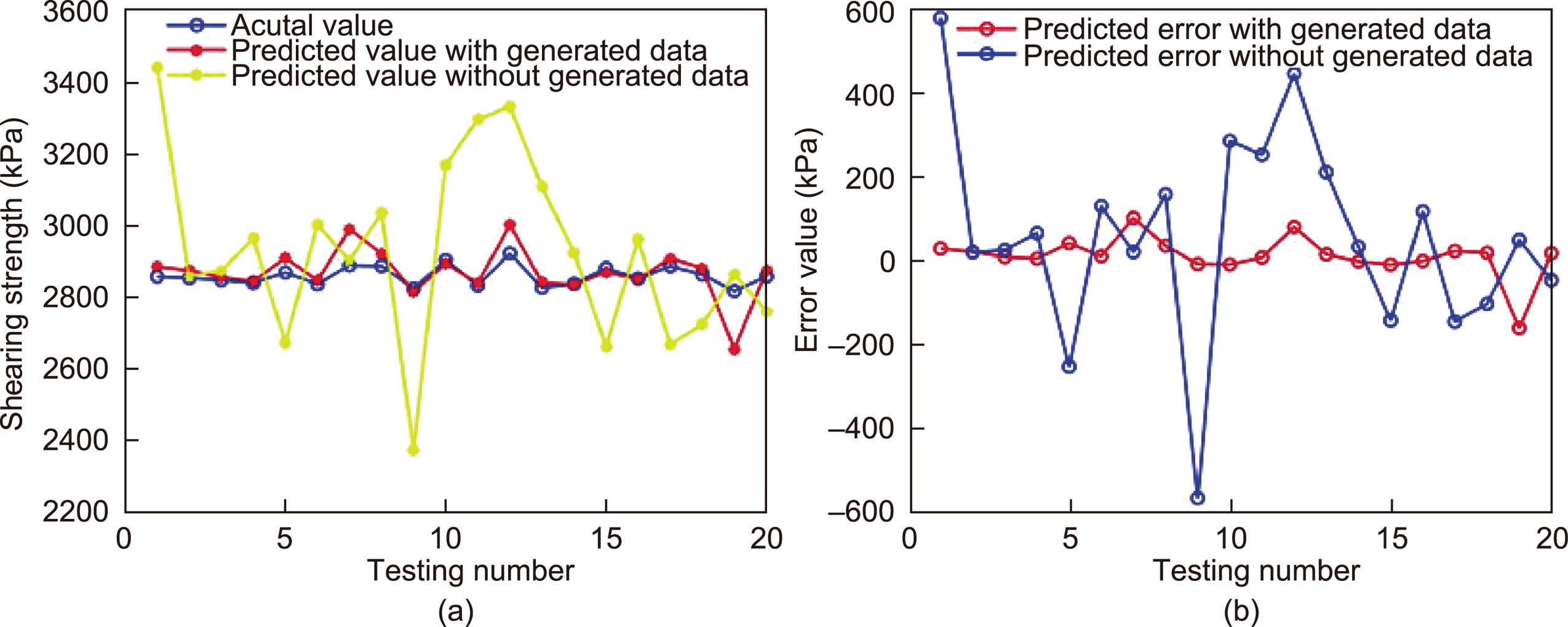
Fig. 10. Results of the composite quality prediction model. (a) Comparison of predicted and actual values; (b) prediction error of the model.
《Table 6》
Table 6 Prediction error of the result.
The main purposes of the case study are as follows. In regard to method completion, the case verifies whether the model-data fusion-driven method proposed in this paper is feasible. Moreover, the predictive models can be constructed by the addition of specific composite data samples. In regard to the advantages of the proposed method, the case verifies whether the addition of specific composite data samples can improve the accuracy of quality prediction results.
From the analysis of the above results, it can be seen that the data generated based on the DT model of the curing process effectively supports the training of the composite quality prediction model. Compared with the case without simulation data, the prediction accuracy is greatly improved.
《7. Conclusions and future work》
7. Conclusions and future work
In this paper, we proposed a digital-twin-enhanced composite material quality prediction method to solve the issues with current composite material quality prediction methods, in order to meet the demand for composite material quality prediction. Building on previous work in DT model construction regarding the autoclave and deficiencies in current methods, the method proposed in this paper combines the advantages of model-based and databased methods. The main contributions of this paper are as follows:
(1) This paper presents a coupling method involving an autoclave model and a composite material model. The proposed model-data fusion-driven framework can be applied to any kind of composite material.
(2) The autoclave DT model provides the environmental parameters of the composite that correspond to the actual irregular temperature and pressure distribution. It also complements the data sample. Data samples taken under normal operating conditions are also supplemented based on simulation of production behavior.
(3) The data-driven method makes up for the lack of deviation and dynamic change in the model.
Nevertheless, this work has some limitations, which need to be solved in future work. First, the composite material selected in this paper is a three-layer structure with a single matrix and a single strengthening agent. Most composite materials are multimaterial and multi-level composite materials. Thus, it is necessary to conduct research on the construction of a DT virtual model for composite materials with a complex structure. Second, to simulate the curing process quickly and smoothly, this work simplifies the grain on the surface of the composite material. This kind of structural change affects the results of the simulation of composite quality. Finally, the production of the composite material is multiple small-lot. This quality prediction model only applies to the specific composite material examined herein, but the actual production needs to have the universal application. The urgent problem of how to construct a composite material quality prediction model that is suitable for many different categories of composite materials remains to be solved in the future.
《Acknowledgments》
Acknowledgments
This work is financially supported in part by the National Natural Science Foundation of China (52120105008 and 52005024).
《Compliance with ethics guidelines》
Compliance with ethics guidelines
Yucheng Wang, Fei Tao, Ying Zuo, Meng Zhang, and Qinglin Qi declare that they have no conflict of interest or financial conflicts to disclose.











 京公网安备 11010502051620号
京公网安备 11010502051620号




