2021年 第7卷 第6期
《工程(英文)》 >> 2021年 第7卷 第6期 doi: 10.1016/j.eng.2021.03.012
随机订单下制造企业的生产触发策略比较
a Massachusetts Institute of Technology, Cambridge, MA 02139, USA
b Beihang University, Beijing 100191, China
下一篇 上一篇
摘要
尽管新兴技术在制造系统中得到了广泛应用,但由于客户需求的多样性以及随机性,制造企业仍面临着如何保持高效灵活的生产的问题。由于加快订单交付速度与降低库存成本之间存在矛盾,所以制造企业如何制定合适的生产触发策略是其在动态环境中保持较高竞争力的关键所在。本文主要研究了制造企业在满足随机订单交付的同时降低库存成本的生产触发策略。提出的生产触发策略包括:时间触发策略、事件触发策略和混合触发策略。本文研究了不同生产触发策略的统一理论模型和仿真模型。在每种策略中都同时考虑并实施了零件生产触发策略和产品组装触发策略。在时间触发策略和混合触发策略中还同时考虑了触发周期对系统性能的影响。实验结果表明,如果触发周期设置合适,混合触发策略和时间触发策略能够获得比事件触发策略更快的订单交付时间和更低的库存成本。
图片
图1
图2
图3
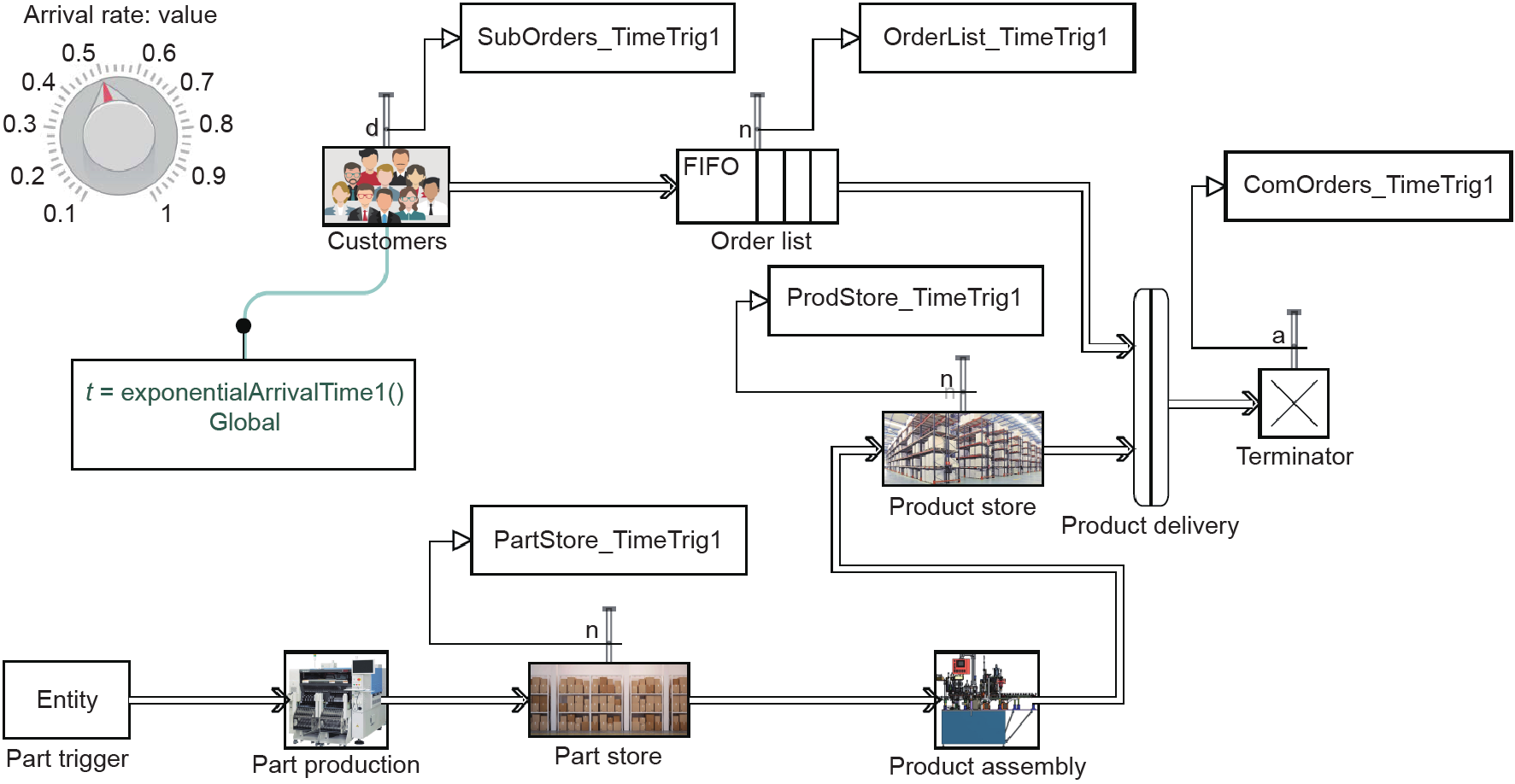
图4
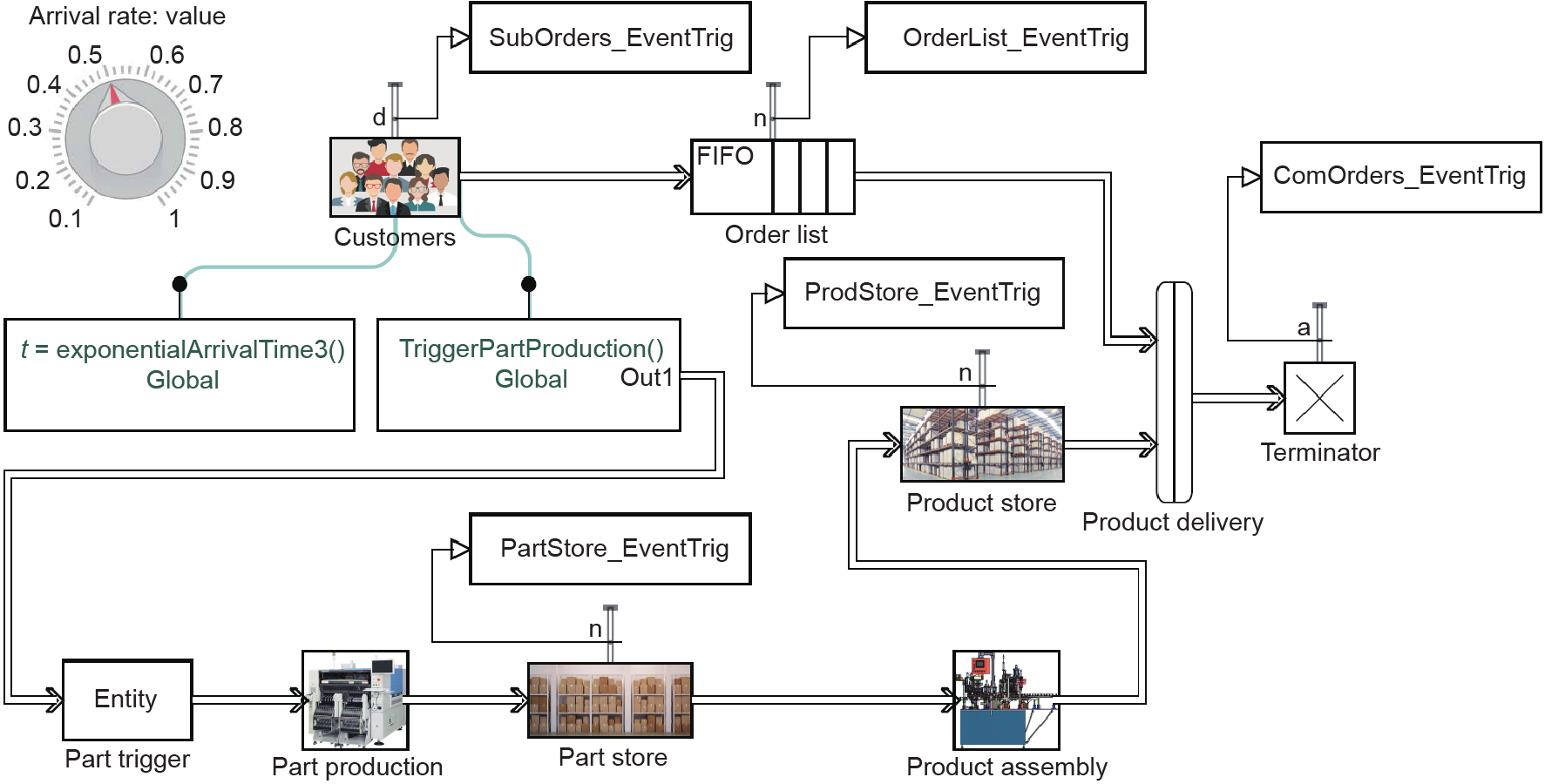
图5
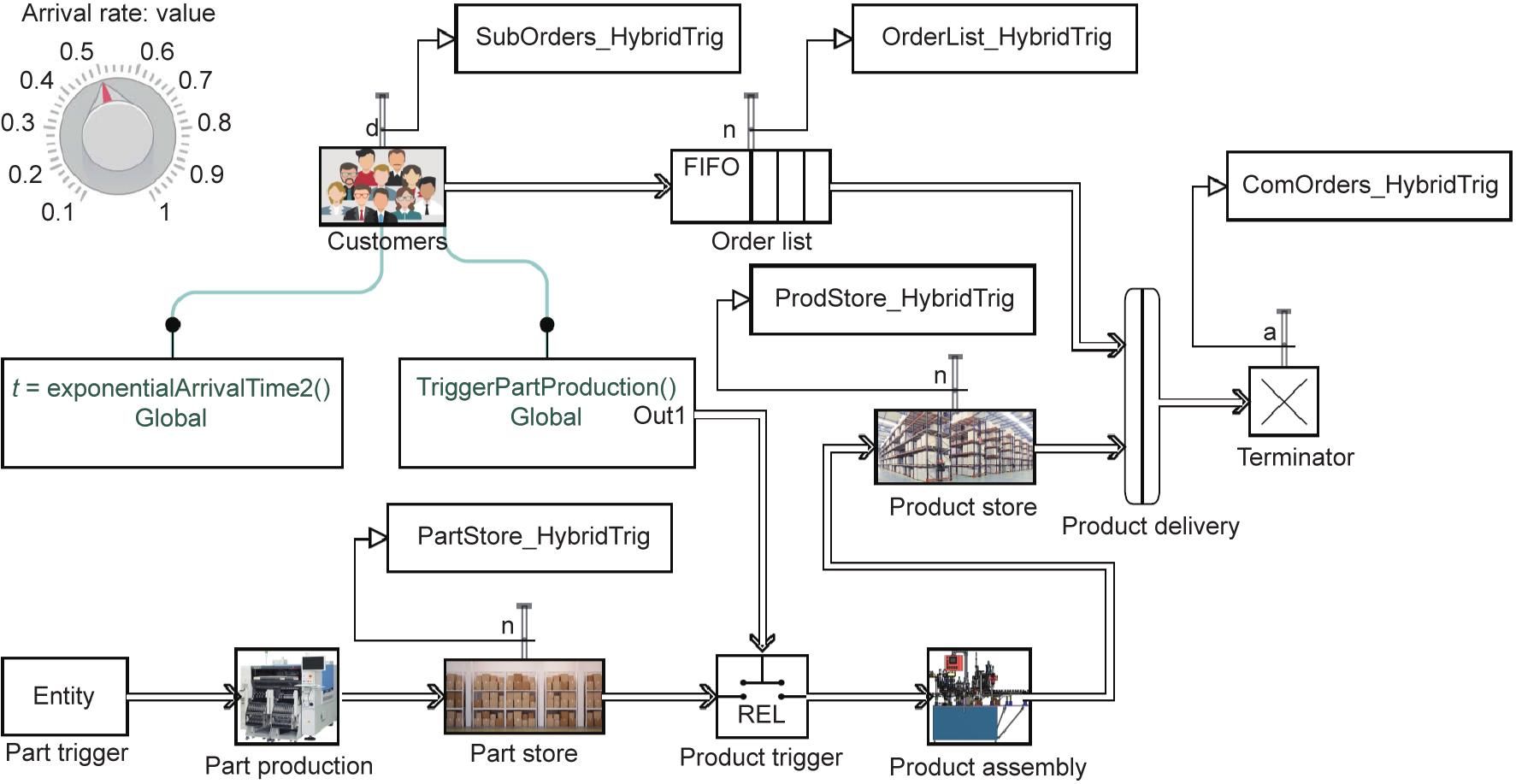
图6

图7
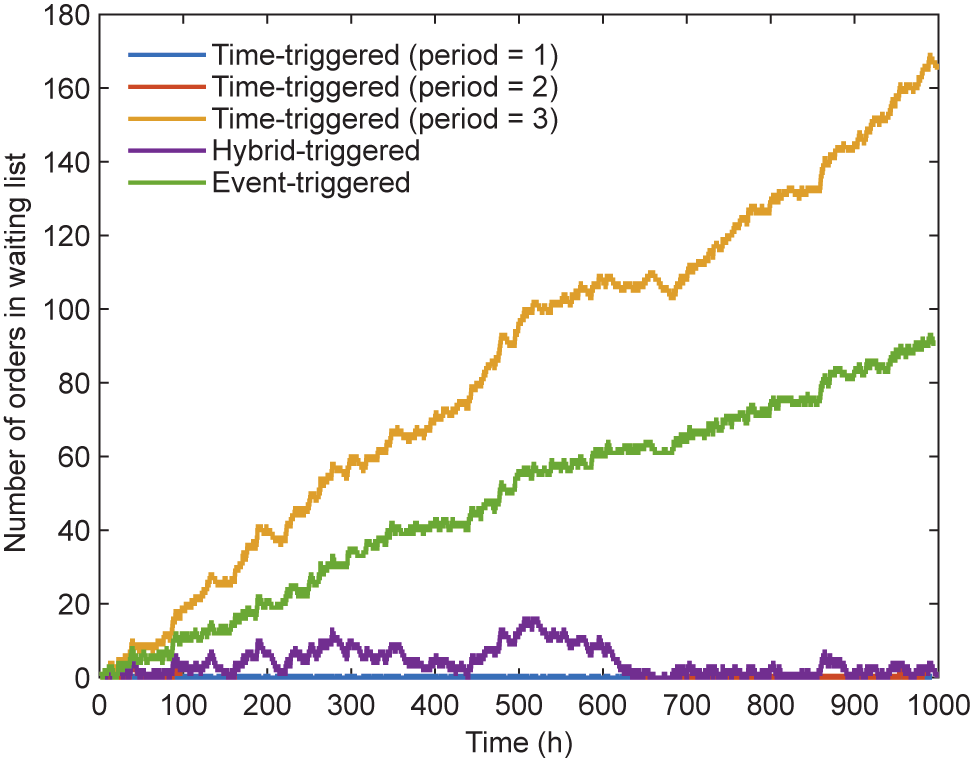
图8

图9
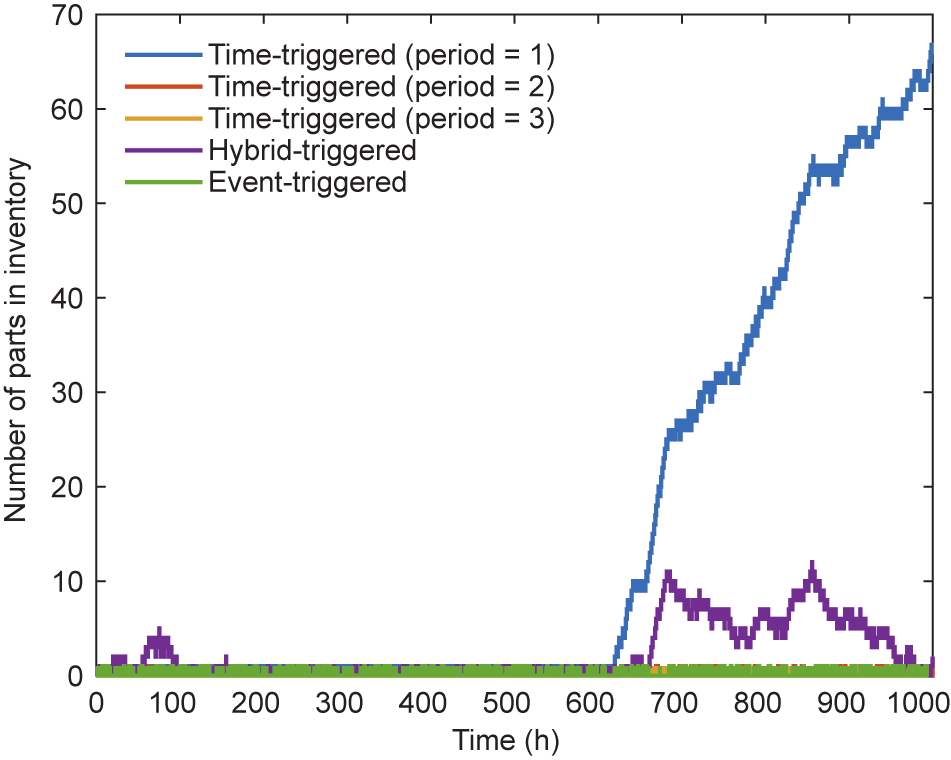
图10

图11
参考文献
[ 1 ] Zhang L, Luo Y, Tao F, Li BH, Ren L, Zhang X, et al. Cloud manufacturing: a new manufacturing paradigm. Enterprise Inf Syst 2014;8(2):167–87. 链接1
[ 2 ] Zhong RY, Xu X, Klotz E, Newman ST. Intelligent manufacturing in the context of industry 4.0: a review. Engineering 2017;3(5):616–30. 链接1
[ 3 ] Zhou J, Li P, Zhou Y, Wang B, Zang J, Meng L. Toward new-generation intelligent manufacturing. Engineering 2018;4(1):11–20. 链接1
[ 4 ] Zhou L, Zhang L, Zhao C, Laili Y, Xu L. Diverse task scheduling for individualized requirements in cloud manufacturing. Enterprise Inf Syst 2018;12(3):300–18. 链接1
[ 5 ] Wu J. Thoughts on the development of novel network technology. Sci China Inf Sci 2018;61(10):101301. 链接1
[ 6 ] Bouzary H, Chen FF. Service optimal selection and composition in cloud manufacturing: a comprehensive survey. Int J Adv Manuf Technol 2018;97(1– 4):795–808. 链接1
[ 7 ] Wang L, Guo S, Li X, Du B, Xu W. Distributed manufacturing resource selection strategy in cloud manufacturing. Int J Adv Manuf Technol 2018;94(9– 12):3375–88. 链接1
[ 8 ] Zhou L, Zhang L, Ren L, Laili Y. Matching and selection of distributed 3D printing services in cloud manufacturing. In: Proceeding of IECON 2017—43rd Annual Conference of the IEEE Industrial Electronics Society. 2017 Oct 29–Nov 1; Beijing, China. New York: IEEE; 2017. p. 4728–33. 链接1
[ 9 ] Li Y, Chang Q, Ni J, Brundage MP. Event-based supervisory control for energy efficient manufacturing systems. IEEE Trans Autom Sci Eng 2016;15 (1):92–103. 链接1
[10] Zhou L, Zhang L, Ren L. Modelling and simulation of logistics service selection in cloud manufacturing. Procedia CIRP 2018;72:916–21. 链接1
[11] Yu C, Zhang W, Xu X, Ji Y, Yu S. Data mining based multi-level aggregate service planning for cloud manufacturing. J Intell Manuf 2018;29(6): 1351–61. 链接1
[12] Li H, Chan KC, Liang M, Luo X. Composition of resource-service chain for cloud manufacturing. IEEE Trans Industr Inform 2016;12(1):211–9. 链接1
[13] Li T, He T, Wang Z, Zhang Y. An approach to IoT service optimal composition for mass customization on cloud manufacturing. IEEE Access 2018;6:50572–86. 链接1
[14] Zhou J, Yao X, Lin Y, Chan FT, Li Y. An adaptive multi-population differential artificial bee colony algorithm for many-objective service composition in cloud manufacturing. Inf Sci 2018;456:50–82. 链接1
[15] Zhou L, Zhang L, Laili Y, Zhao C, Xiao Y. Multi-task scheduling of distributed 3D printing services in cloud manufacturing. Int J Adv Manuf Technol 2018;96(9– 12):3003–17. 链接1
[16] Liu Y, Xu X, Zhang L, Wang L, Zhong RY. Workload-based multi-task scheduling in cloud manufacturing. Robot Comput integr Manuf 2017;45:3–20. 链接1
[17] Akbaripour H, Houshmand M, van Woensel T, Mutlu N. Cloud manufacturing service selection optimization and scheduling with transportation considerations: mixed-integer programming models. Int J Adv Manuf Technol 2018;95(1–4):43–70. 链接1
[18] Zhou L, Zhang L, Sarker BR, Laili Y, Ren L. An event-triggered dynamic scheduling method for randomly arriving tasks in cloud manufacturing. Int J Comput Integrated Manuf 2018;31(3):318–33. 链接1
[19] Hu X, Wu P. A data assimilation framework for discrete event simulations. ACM Trans Model Comput Simul 2019;29(3):17. 链接1
[20] Zhang L, Zhou L, Ren L, Laili Y. Modeling and simulation in intelligent manufacturing. Comput Ind 2019;112:103123. 链接1
[21] Zhao Y, Yan CB, Zhao Q, Huang N, Li J, Guan X. Efficient simulation method for general assembly systems with material handling based on aggregated eventscheduling. IEEE Trans Autom Sci Eng 2009;7(4):762–75. 链接1
[22] Keller N, Hu X. Towards data-driven simulation modeling for mobile agentbased systems. ACM Trans Model Comput Simul 2019;29(1):1–26. 链接1
[23] Zhou L, Zhang L, Ren L, Wang J. Real-time scheduling of cloud manufacturing services based on dynamic data-driven simulation. IEEE Trans Ind Inform 2019;15(9):5042–51. 链接1
[24] Cheng T, Podolsky S. Just-in-time manufacturing: an introduction. Berlin: Springer Science & Business Media; 1996. 链接1
[25] Lyu Z, Lin P, Guo D, Huang GQ. Towards zero-warehousing smart manufacturing from zero-inventory just-in-time production. Robot ComputIntegr Manuf 2020;64:101932. 链接1
[26] Kang JH, Kim YD. Coordination of inventory and transportation managements in a two-level supply chain. Int J Prod Econ 2010;123(1):137–45. 链接1











 京公网安备 11010502051620号
京公网安备 11010502051620号




