


脉冲MIG焊是一种工业上广泛应用的先进焊接工艺。与连续MIG焊相比, 其重要特征是焊接电流和熔滴过渡是脉动可控的。这一特征使它具有宽广的电流调节范围, 可控的热输入, 改善焊接接头性能, 焊缝成形好, 焊接质量高, 工艺适应性宽等优点。它的应用范围已越来越广, 特别是在焊接热敏感性材料、全位置、窄间隙、单面焊双面成形等方面的应用更引人注目。但是, 目前脉冲MIG焊自动控制的传感信号大都是电信号, 存在着不能真实反映熔滴过渡的物理过程问题
根据电弧等离子体光谱产生的物理机制, 电弧光谱信息能真实反映电弧等离子体的物理过程
《1 焊接熔滴过渡光谱检测装置》
1 焊接熔滴过渡光谱检测装置
根据焊接电弧等离子体的光谱辐射理论, 要进行脉冲MIG焊的熔滴过渡光谱信息的实验研究, 必须要一套功能完善的传感系统的支持。图1为自行研究配置的脉冲MIG焊熔滴过渡光谱检测系统的结构框图。它由四个功能模块组成, 即光学成像模块、光栅色散模块、光电倍增模块和模数转换模块
待测脉冲电弧光首先经光学成像系统的聚焦成像后, 进入光栅光谱仪的色散系统, 分离成一根根分立的光谱谱线。根据所选择的最能反映熔滴过渡规律的光谱特征谱线, 经由光电转换器获得响应速度、幅度均满足要求的电信号。最后, 该电信号由模数转换电路前向通道的滤波、隔离、放大、去噪后, 输出0~5 V的光谱传感信号, 以便于进行信息采集、分析和进一步控制。
《2 脉冲MIG焊熔滴过渡光谱信息的研究》
2 脉冲MIG焊熔滴过渡光谱信息的研究
目的是找出脉冲MIG焊时光谱信息模式与熔滴过渡型式及与焊接参数间的关系, 以便为脉冲MIG焊熔滴过渡的光谱实时控制提供实验和理论上的依据。
我们采用上述的光谱检测系统, 以及自行研制的IGBT脉冲逆变电源, 自动控制系统和通用送丝系统作为基本设备进行实验。表1为脉冲MIG焊熔滴过渡光谱信息实验的工艺参数一览表。其中基值电流Ib的取值在适当范围内比通常脉冲焊中所用的略高一些, 这是为了在基值期间也能产生熔滴过渡, 也能得到基值期间熔滴过渡的光谱信息, 以便与峰值期间熔滴过渡的光谱信息比较, 观察它们之间的区别和相关规律。
Table 1 Welding parameters of droplet transfer spectrum information experiment in pulsed MIG welding
《表1》
序号 | 代号 | 索引图号 | Ip/A | Ib/A | Tp/ms | Tb/ms | Up/V | Vf/ m·min-1 | f/Hz | Q/ L· (min) -1 | L0/mm | Φ/mm |
1 | M01 | 图2 (a) | 295 | 100 | 1.20 | 10.80 | 30 | 4.3 | 83 | Ar: 20 | 16 | 1.2 |
2 | M02 | 图2 (b) | 295 | 105 | 1.20 | 10.80 | 31 | 4.7 | 83 | Ar: 20 | 16 | 1.2 |
3 | M03 | 图2 (c) | 295 | 108 | 1.20 | 10.80 | 30 | 4.8 | 83 | Ar: 20 | 16 | 1.2 |
4 | M04 | 图2 (d) | 295 | 95 | 2.35 | 9.65 | 28 | 5.2 | 83 | Ar: 20 | 16 | 1.2 |
5 | M05 | 图2 (e) | 295 | 95 | 2.55 | 9.45 | 28 | 5.2 | 83 | Ar: 20 | 16 | 1.2 |
6 | M06 | 图2 (f) | 295 | 95 | 2.75 | 9.25 | 29 | 5.4 | 83 | Ar: 20 | 16 | 1.2 |
7 | M07 | 图2 (g) | 295 | 95 | 2.95 | 9.05 | 30 | 5.6 | 83 | Ar: 20 | 16 | 1.2 |
8 | M08 | 图2 (h) | 295 | 95 | 3.15 | 8.85 | 29 | 5.6 | 83 | Ar: 20 | 16 | 1.2 |
9 | M09 | 图2 (i) | 280 | 105 | 3.50 | 8.50 | 27 | 6.0 | 83 | Ar: 20 | 16 | 1.2 |
10 | M10 | 图2 (j) | 295 | 105 | 3.50 | 8.50 | 30 | 6.1 | 83 | Ar: 20 | 16 | 1.2 |
Ip—峰值电流, Ib—基值电流, Tp—峰值时间, Tb—基值时间, Up—峰值弧压, Vf—送丝速度, f—脉冲频率, Q—保护气流量, L0—干伸长, Φ—焊丝直径;焊丝和母材为H08 Mn2 Si和Q235
图2为实验所得的焊接电流控制信号与脉冲电弧熔滴过渡光谱信息的波形图, 其中, 图2 (a) ~ (c) 、图2 (d) ~ (h) 、图2 (i) ~ (j) 分别是其它脉冲参数不变, 而改变基值电流Ib、峰值时间Tp、峰值电流Ip时的实验波形。
Table 2 Processing result of experimental data of droplet transfer in pulsed MIG welding
《表2》
序号 | 代号 | 占空比 Kp/% | 峰值安秒数 IpTp/A·ms | 基值安秒数 IbTb/A·ms | 脉冲单元安秒数 (IpTp+IbTb) /A·ms | 安秒数比 Rp/% | 平均电流 I/A | 过渡光谱模式 DTSM |
1 | M01 | 10.00 | 354.00 | 1 080.00 | 1 434.00 | 24.69 | 119.5 | 1+0 |
2 | M02 | 10.00 | 354.00 | 1 134.00 | 1 488.00 | 23.79 | 124.0 | 1+1 |
3 | M03 | 10.00 | 354.00 | 1 166.40 | 1 520.40 | 23.29 | 126.7 | 1+2 |
4 | M04 | 19.58 | 693.25 | 916.75 | 1 610.00 | 43.06 | 134.2 | 2+0 |
5 | M05 | 21.25 | 752.25 | 897.75 | 1 650.00 | 45.59 | 137.5 | 2+0/1 |
6 | M06 | 22.92 | 811.25 | 878.75 | 1 690.00 | 48.00 | 140.8 | 2+1 |
7 | M07 | 24.58 | 870.25 | 859.75 | 1 730.00 | 50.30 | 144.2 | 2+0/1/2 |
8 | M08 | 26.25 | 929.25 | 840.75 | 1 770.00 | 52.50 | 147.5 | 2+2 |
9 | M09 | 29.17 | 980.00 | 892.50 | 1 872.50 | 52.34 | 156.0 | 3+0 |
10 | M10 | 29.17 | 1 032.50 | 892.50 | 1 925.00 | 53.64 | 160.4 | 3+1 |
从图2的每个分图中可见到, 随着脉冲电流控制波形的进行, 光谱信息波形均产生了明显的脉动。如果不看那些幅值小、时间短的跳动, 只看幅值较大、时间较长 (如分别>0.5 V和>1 ms) 的脉动, 则光谱信息波形的这种脉动是熔滴过渡的反映, 每个脉动均对应着一个熔滴过渡, 这已为以前所做的同步高速摄影所证实
表2为表1和图2所示的10组实验数据处理结果。其中安秒数比Rp定义为:
而脉冲单元安秒数Ep定义为:
表2中的熔滴过渡光谱波形模式DTSM (Droplet Transfer Spectrum Waveform Mode) 的表示方法为:a+b或a+b/c/d。其中, a表示在脉冲峰值期间过渡的熔滴个数, b表示在基值期间过渡的熔滴个数, b/c/d表示在基值期间发生熔滴过渡的可能熔滴个数。为便于称呼起见, a+b命名为a峰b基。这样, 若脉冲峰值期间发生1个熔滴过渡, 而基值期间无熔滴过渡, 则此1脉1滴可表示为1+0或1峰0基。若峰值期间无过渡, 而基值期间过渡1滴, 则此种一脉一滴应表示为0+1或0峰1基。余类推。
考察图2 (a) — (c) 可看到, 在脉冲峰值电流和峰值时间不变的情况下 (即峰值安秒数IpTp和占空比Kp恒定) , 随基值电流Ib的增大, 光谱波形在峰值期间均出现1个脉动, 基值期间从没有脉动增加到出现1个和2个脉动, 这反映熔滴在峰值期间均过渡1滴, 基值期间从没有过渡增加到过渡1滴、2滴, 熔滴过渡光谱波形模式由1+0 (1峰0基) 变为1+1 (1峰1基) 、1+2 (1峰2基) 。当基值电流增大时, 基值安秒数IbTb增大, 使得在基值期间发生了熔滴过渡。由于处于该工艺规范范围内的峰值时间很小, 占空比Kp仅为10%, 峰值安秒数IpTp在所有的工艺实验中是最小的 (参见表2) , 所以在脉冲峰值期间没有发生两滴或多滴过渡。这一实验结果表明, 电弧光谱信息波形的变化与焊接中物理过程变化的分析是一致的;电弧光谱信息对峰值期间和基值期间的熔滴过渡都能作出清晰的反映。下面还可看到更复杂的反映。
分析图2 (d) ~ (h) 及表2可知, 在基值电流和峰值电流恒定不变的情况下, 随着峰值时间的增大, 可看出光谱模式由2峰0基逐步变为2峰1基、2峰2基。峰值安秒数急剧增大, 基值安秒数略微降低, 其综合作用使脉冲单元安秒数增大。这不仅使峰值期间过渡的熔滴数增加到两滴, 而且由于脉冲峰值期间能量的积累和峰值时间较小, 积累的能量在随后的基值期间被释放出来, 造成了基值期间也发生了熔滴过渡。这是在峰值期间过渡主滴后, 在基值期间拖带过渡若干小滴的一种典型的过渡情况。
《图2》

图2 脉冲MIG焊焊接电流控制信号与熔滴过渡光谱信息的波形图Fig.2 Waveforms of control signal of welding current and droplet transfer spectrum information in pulsed MIG welding
《图3》
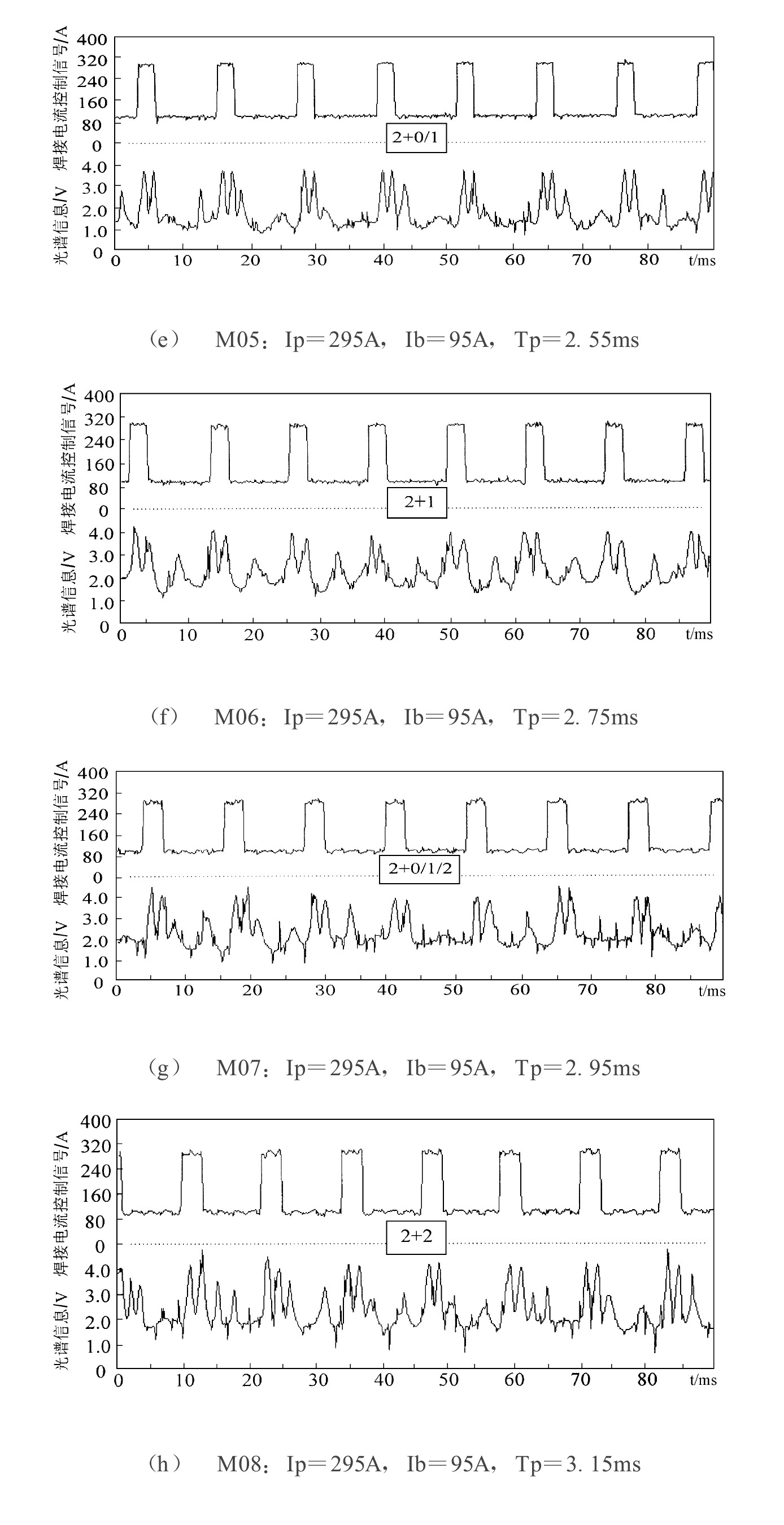
图2 脉冲MIG焊焊接电流控制信号与熔滴过渡光谱信息的波形图Fig.2 Waveforms of control signal of welding current and droplet transfer spectrum information in pulsed MIG welding
《图4》
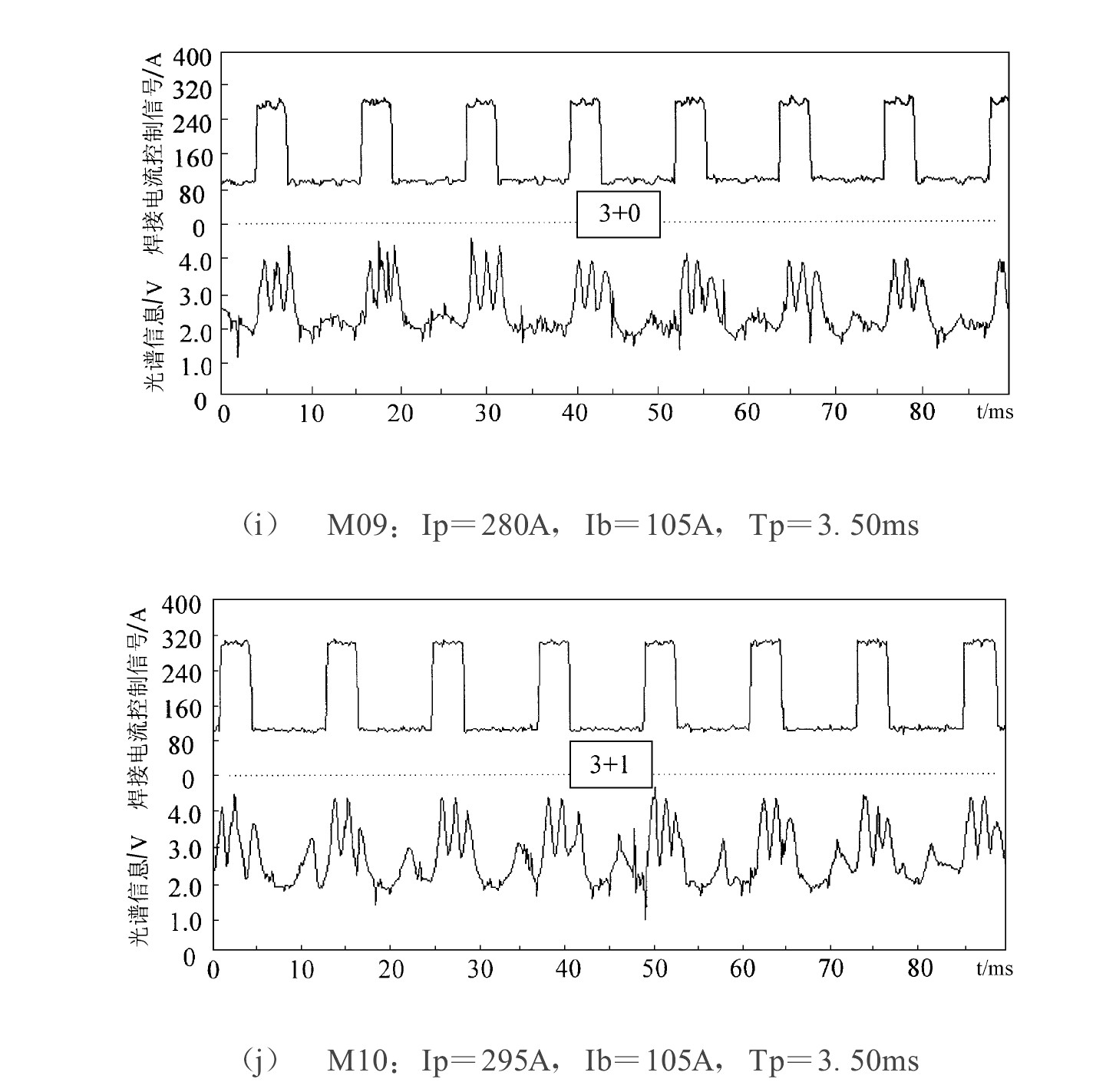
图2 脉冲MIG焊焊接电流控制信号与熔滴过渡光谱信息的波形图Fig.2 Waveforms of control signal of welding current and droplet transfer spectrum information in pulsed MIG welding
分析图2 (i) ~ (j) 可知, 由于脉冲时间较长 (比前两组实验均长, 见表1) , 在峰值期间产生了3个熔滴过渡。说明在峰值期间, 过渡3个熔滴所需的时间较长。在Ib和Tp不变的情况下, 随着Ip的增大, 峰值安秒数增大, 与上组实验相似, 极易积累能量导致随后基值期间的熔滴过渡, 光谱和熔滴过渡模式由3峰0基变为3峰1基。其峰值安秒数和脉冲单元安秒数在表2的所有DTSM中是最高的, 平均电流也是最大的。在这种情况下, 脉冲峰值期间的熔滴过渡模式类似于连续MIG焊的喷射过渡模式。由图2 (i) ~ (j) 可见, 光谱信息对脉冲峰值期间的高频喷射过渡能作出清晰的反映。其灵敏度和分辨率是很高的。
根据上述的分析, 脉冲MIG焊时, 随脉冲基值电流、峰值时间、峰值电流的变化, 光谱信息与相应的熔滴过渡的模式发生明显变化。在实验的条件下, 峰值时间Tp是决定熔滴过渡模式的很重要的因素。随着过渡模式的逐渐复杂化, 脉冲单元安秒数和平均焊接电流均逐渐增大。由表2的实验数据, 可归纳出脉冲MIG焊熔滴过渡光谱波形模式DTSM与焊接平均电流值I的关系, 此关系如图3所示。从图3可见, 随平均电流增加到一定数值后, 脉冲峰值期间过渡的熔滴数有一突变, 由1滴变到2滴, 再变到3滴;在峰值期间过渡相同滴数的区间内, 增加平均电流, 可使基值过渡滴数增多, 但每次平均电流的增加值较小。即增加基值过渡滴数所需平均电流的增量较小, 增加峰值者较大。对脉冲单元安秒数与DTSM间也可得出类似关系。这可能是由于增加峰值期间过渡的熔滴数所需的能量要大于增加基值期间过渡熔滴数所需的能量。这一结果表明, 脉冲MIG焊时焊接规范波动容易引起峰值期间过渡主滴后在基值期间拖带过渡1、2小滴或若干小滴, 从而影响焊接过程的稳定。应予避免。
《图5》

Fig.3 Relationship between average welding current and DTSM in pulsed MIG welding
由图3可见, 对于表1所示的焊接工艺条件下, 可得出如下电流区间:
1峰区 Iav∈ (119A, 127A)
2峰区 Iav∈ (134A, 148A)
3峰区 Iav>156A
由图3可见, 纵使同样是一个脉冲过渡相同的熔滴数, 而其DTSM可不同。例如, 同是1脉2滴, 可为1峰1基 (1+1) 或2峰0基 (2+0) 。
《图6》

图4 脉冲MIG焊熔滴过渡光谱波形模式 (DTSM) 分类图Fig.4 Classification of DTSMin pulsed MIG welding
根据本实验中已发现的模式 (见表2或图3) , 可将脉冲MIG焊的DTSM分类成如图4所示。
从上所述可见, 电弧光谱信息可以很好地反映脉冲MIG焊的各种熔滴过渡模式, 信号品质优越。
上述那些熔滴过渡光谱模式的发现, 对以后熔滴过渡的光谱实时控制有很大意义。分析这些模式的波形特征, 就可制定不同的控制策略, 得到不同的理想的熔滴过渡。例如, 不仅可以得到精确的一脉一滴 (1+0) 控制, 也可得到精确的一脉两滴 (2+0) 或三滴 (3+0) 的控制等。为脉冲MIG焊熔滴过渡的光谱实时控制奠定了良好基础, 为脉冲MIG焊的控制打开一个新局面。
《3 结 论》
3 结 论
(1) 电弧光谱信息可很好地反映脉冲MIG焊的各种熔滴过渡模式, 特别是可以对峰值期间多滴喷射过渡作出清晰的反映。脉冲MIG焊熔滴过渡光谱信号波形的脉动幅值大, 抗干扰能力强、脉宽较宽, 容易识别, 信号品质优越。
(2) 脉冲MIG焊中存在多种熔滴过渡的光谱波形模式。这些模式可分为一脉一滴、一脉二滴、一脉三滴等。同样是一个脉冲过渡相同的熔滴数, 但其光谱波形模式还可不同, 还可进一步划分。按照本文建议的命名方式和本实验中已发现的模式, 可将其分类, 如本文图4所示。这些光谱模式的发现, 对以后熔滴过渡的光谱实时控制有很大意义, 可用于指导控制策略的制定。
(3) 在一定的工艺条件下, 脉冲MIG焊熔滴过渡光谱波形模式与焊接平均电流值关系密切。在一定的脉冲频率下, 随着平均电流的增大, 起先是基值期间的过渡熔滴数增多, 平均电流达到一定值时, 峰值期间的过渡熔滴数增多。即增加基值期间过渡熔滴数所需平均电流的增量较小, 而增加峰值者较大。这表明脉冲MIG焊时容易产生基值期间拖带过渡一、二小滴或若干小滴的不稳定现象, 应予避免。
(4) 对脉冲MIG焊熔滴过渡光谱信息的研究, 为今后脉冲MIG焊熔滴过渡的光谱实时控制提供了理论和实验上的依据, 为它奠定了良好基础。
(5) 本光谱检测系统和焊接设备系统工作可靠, 检测灵敏度高, 对电弧无干扰。











 京公网安备 11010502051620号
京公网安备 11010502051620号




