2017, Volume 3, Issue 3
Engineering >> 2017, Volume 3, Issue 3 doi: 10.1016/J.ENG.2017.03.003
Green Production Technology of the Monomer of Nylon-6: Caprolactam
Research Institute of Petroleum Processing, China Petrochemical Corporation , Beijing 100083, China
Next Previous
Abstract
After two decades’ endeavor, the Research Institute of Petroleum Processing (RIPP) has successfully developed a green caprolactam (CPL) production technology. This technology is based on the integration of titanium silicate (TS)-1 zeolite with the slurry-bed reactor for the ammoximation of cyclohexanone, the integration of silicalite-1 zeolite with the moving-bed reactor for the gas-phase rearrangement of cyclohexanone oxime, and the integration of an amorphous nickel (Ni) catalyst with the magnetically stabilized bed reactor for the purification of caprolactam. The world’s first industrial plant based on this green CPL production technology has been built and possesses a capacity of 200 kt·a−1. Compared with existing technologies, the plant investment is pronouncedly reduced, and the nitrogen (N) atom utilization is drastically improved. The waste emission is reduced significantly; for example, no ammonium sulfate byproduct is produced. As a result, the price difference between CPL and benzene drops. In 2015, the capacity of the green CPL production technology reached 3 × 106 t·a−1, making China the world’s largest CPL producer, with a global market share exceeding 50%.
Keywords
Green chemistry ; Green engineering ; Caprolactam ; Production technology
Figures
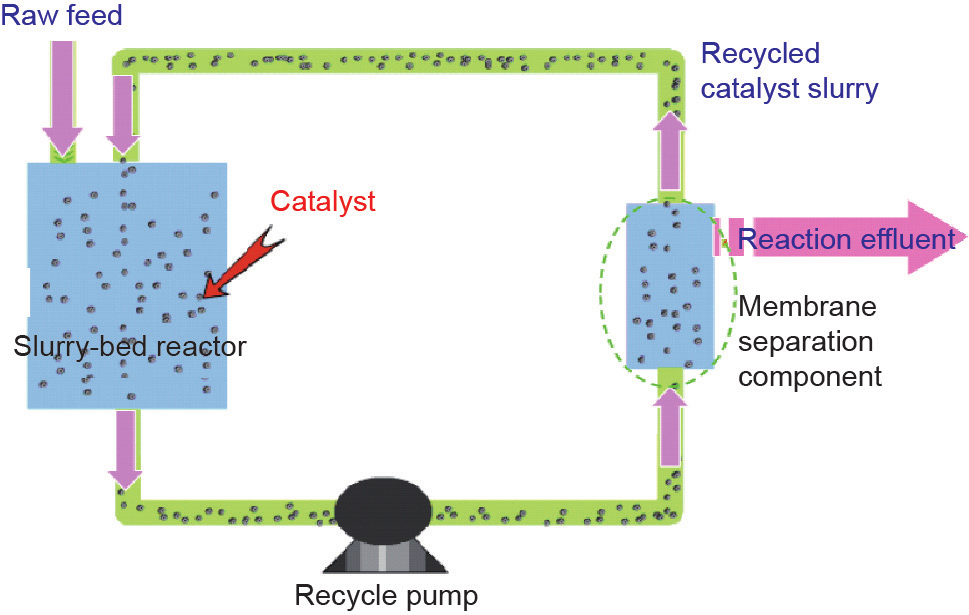
Fig. 1

Fig. 2

Fig. 3

Fig. 4
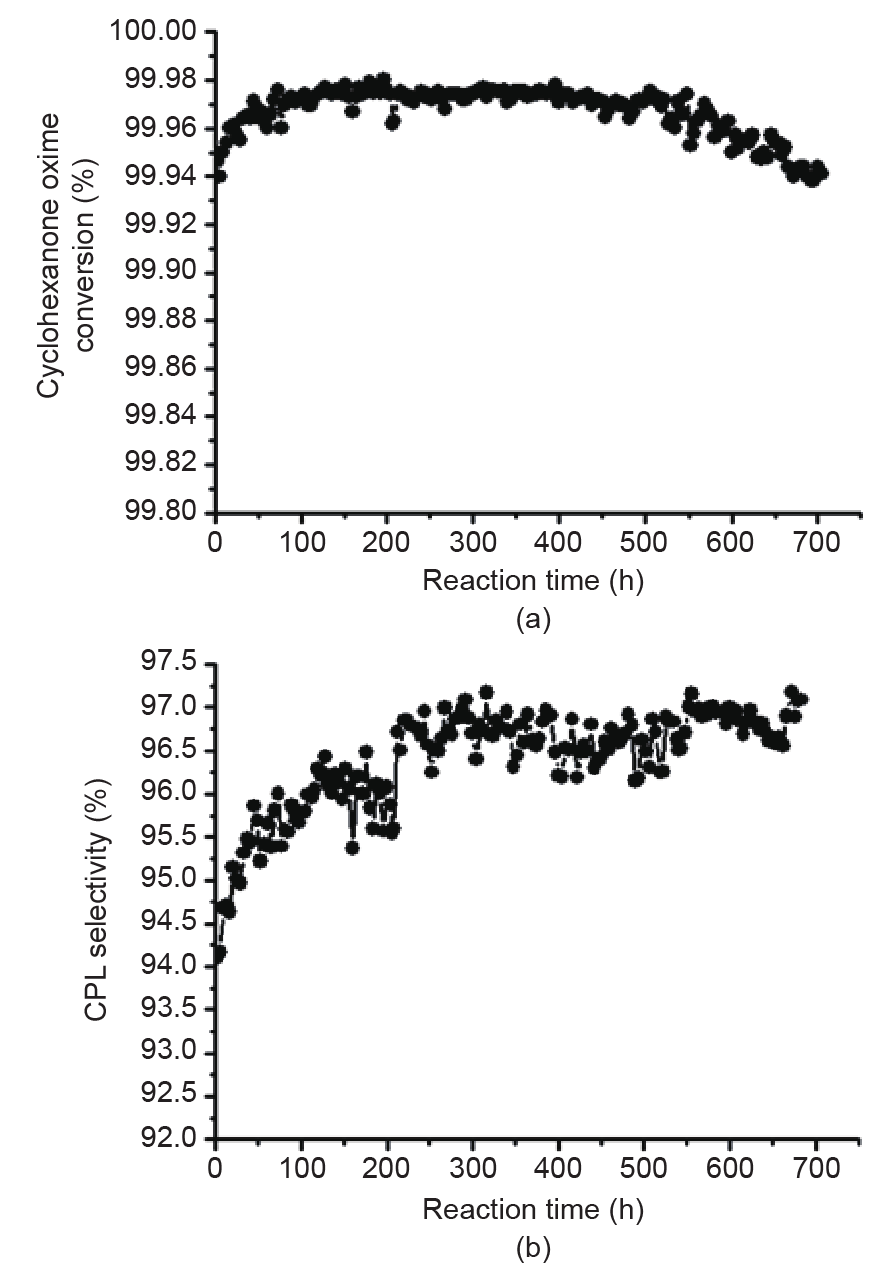
Fig. 5

Fig. 6

Fig. 7

Fig. 8
References
[ 1 ] IHS chemical Week, nylon engineering resins. [cited 2016 Jan]. Available from: http://chemweek.com.
[ 2 ] Lin M, Shu X, Wang X, Zhu B, inventors; China Petrochemical Corporation, Research Institute of Petroleum Processing, Sinopec, assignees. Titanium-silicalite molecular sieve and the method for its preparation. United States patent US 6475465. 2002 Nov 5.
[ 3 ] Sun B, Wu W, Wang E, Li Y, Zhang S, Hu L inventors; China Petroleum & Chemical Corporation, Research Institute of Petroleum Processing, Sinopec, assignees. Process for regenerating titanium-containing catalysts. United States patent US 7384882. 2008 Jun 10.
[ 4 ] Wu W, Sun B, Li Y, Cheng S, Wang E, Zhang S, inventors; China Petroleum & Chemical Corporation, Research Institute of Petroleum Processing, Sinopec, assignees. Process for ammoximation of carbonyl compounds. United States patent US 7408080. 2008 Aug 5.
[ 5 ] Cheng S, Min E, Wu W, Sun B, Zhang S, Wang E, inventors; China Patent Agent (Hong Kong) Co., Ltd., assignee. A method of cyclohexanone oxime’s gas phase rearrangement to caprolactam. China patent CN 100497316. 2003 Nov 28. Chinese.
[ 6 ] Cheng S, Min E, Wu W, Sun B, Zhang S, Wang E, inventors; China Petroleum & Chemical Corporation, Research Institute of Petroleum Processing, Sinopec, assignees. A preparation method of zeolite catalyst with an MFI structure. China patent CN 1600428. 2003 Sep 28. Chinese.
[ 7 ] Mu X, Zong B, Min E, Wang X, Wang Y, Zhang X, et al.., inventors; China Petroleum Corporation, Research Institute of Petroleum Processing, Sinopec, assignees. Hydrogenation catalyst and its preparation. United States patent US 6368996. 2002 Apr 9.
[ 8 ] Meng X, Mu X, Zong B, Min E, Zhu Z, Fu S, et al.. Purification of caprolactam in magnetically stabilized bed reactor. Catal Today 2003;79–80:21–7. doi: link1
[ 9 ] Xu K, Sun B, Lin J, Wen W, Pei Y, Yan S, et al.. e-Iron carbide as a low-temperature Fischer-Tropsch synthesis catalyst. Nat Commun 2014;5:5783. PMID:25503569 doi: link1
[10] Zong B. Amorphous Ni alloy hydrogenation catalyst and magnetically stabilized bed reaction technology. Catal Surv Asia 2007;11(1):87–94 link1
[11] Pei Y, Zhou G, Luan N, Zong B, Qiao M, Tao F. Synthesis and catalysis of chemically reduced metal-metalloid amorphous alloys. Chem Soc Rev 2012;41(24):8140–62. PMID:22907172 doi: link1
[12] Zong B, Mu X, Zhang X, Meng X, Qiao M. Research, development, and application of amorphous nickel alloy catalysts prepared by melt-quenching. Chinese J Catal 2013;34(5):828–37. doi: link1
[13] Zhou G, Pei Y, Jiang Z, Fan K, Qiao M, Sun B, et al.. Doping effects of B in ZrO2 on structural and catalytic properties of Ru/B-ZrO2 catalysts for benzene partial hydrogenation. J Catal 2014;311:393–403. doi: link1
[14] Zong B, Zhang X, Qiao M. Integration of methanation into the hydrogenation process of benzoic acid. AIChE J 2009;55(1):192–7. doi: link1
[15] Zhu L, Guo P, Chu X, Yan S, Qiao M, Fan K, et al.. An environmentally benign and catalytically efficient non-pyrophoric Ni catalyst for aqueous-phase reforming of ethylene glycol. Green Chem 2008;10(12):1323–30. doi: link1
[16] Hu J, Fan Y, Pei Y, Qiao M, Fan K, Zhang X, et al.. Shape effect of ZnO crystals as cocatalyst in combined reforming-hydrogenolysis of glycerol. ACS Catal 2013;3(10):2280–7. doi: link1
[17] Zong B, Meng X, Mu X, Zhang X. Magnetically stabilized bed reactors. Chinese J Catal 2013;34(1):61–8 link1
[18] Fan J, Zong B, Zhang X, Meng X, Mu X, Yu G, et al.. Rapidly quenched skeletal Fe-based catalysts for Fischer-Tropsch synthesis. Ind Eng Chem Res 2008;47(16):5918–23 link1
[19] Yu G, Sun B, Pei Y, Xie S, Yan S, Qiao M, et al.. FexOy@C spheres as an excellent catalyst for Fischer-Tropsch synthesis. J Am Chem Soc 2010;132(3):935–7. PMID:20028126 link1
[20] Sun B, Yu G, Lin J, Xu K, Pei Y, Yan S, et al.. A highly selective Raney Fe@HZSM-5 Fischer-Tropsch synthesis catalyst for gasoline production: One-pot synthesis and unexpected effect of zeolites. Catal Sci Technol 2012;2:1625–9 link1
[21] Sun B, Jiang Z, Fang D, Xu K, Pei Y, Yan S, et al.. One-pot approach to a highly robust iron oxide/reduced graphene oxide nanocatalyst for Fischer-Tropsch synthesis. ChemCatChem 2013;5(3):714–9. doi: link1
[22] Sun B, Lin J, Xu K, Pei Y, Yan S, Qiao M, et al.. Fischer-Tropsch synthesis over skeletal Fe-Ce catalysts leached from rapidly quenched ternary Fe-Ce-Al alloys. ChemCatChem 2013;5(12):3857–65. doi: link1
[23] Cheng Y, Lin J, Xu K, Wang H, Yao X, Pei Y, et al.. Fischer-Tropsch synthesis to lower olefins over potassium-promoted reduced graphene oxide supported iron catalysts. ASC Catal 2016;6(1):389–99 link1
[24] Xu K, Cheng Y, Lin J, Wang H, Xie S, Pei Y, et al.. Nanocrystalline iron-boron catalysts for low-temperature CO hydrogenation: Selective liquid fuel production and structure-activity correlation. J Catal 2016;339:102–10. doi: link1
[25] Pan Z, Dong M, Meng X, Zhang X, Mu X, Zong B. Integration of magnetically stabilized bed and amorphous Nickel alloy catalyst for CO methanation. Chem Eng Sci 2007;62(10):2712–7. doi: link1
[26] Dong M, Pan Z, Peng Y, Meng X, Mu X, Zong B, et al.. Selective acetylene hydrogenation over core-shell magnetic Pd-supported catalysts in a magnetically stabilized bed. AIChE J 2008;54(5):1358–64 link1
[27] Peng Y, Dong M, Meng X, Zong B, Zhang J. Light FCC gasoline olefin oligomerization over a magnetic NiSO4/γ-Al2O3 catalyst in a magnetically stabilized bed. AIChE J 2009;55(3):717–25 link1
[28] Cheng M, Xie W, Zong B, Sun B, Qiao M. When magnetic catalyst meets magnetic reactor: Etherification of FCC light gasoline as an example. Sci Rep 2013;3:1973. PMID:23756855 link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




