
2017, Volume 3, Issue 5
Engineering >> 2017, Volume 3, Issue 5 doi: 10.1016/J.ENG.2017.05.012
Characteristics of Inconel Powders for Powder-Bed Additive Manufacturing
a Singapore Institute of Manufacturing Technology, Singapore 637662, Singapore
b School of Mechanical and Aerospace Engineering, Nanyang Technological University, Singapore 639798, Singapore
Next Previous
Abstract
In this study, the flow characteristics and behaviors of virgin and recycled Inconel powder for powder-bed additive manufacturing (AM) were studied using different powder characterization techniques. The results revealed that the particle size distribution (PSD) for the selective laser melting (SLM) process is typically in the range from 15 μm to 63 μm. The flow rate of virgin Inconel powder is around 28 s·(50 g)-1. In addition, the packing density was found to be 60%. The rheological test results indicate that the virgin powder has reasonably good flowability compared with the recycled powder. The inter-relation between the powder characteristics is discussed herein. A propeller was successfully printed using the powder. The results suggest that Inconel powder is suitable for AM and can be a good reference for researchers who attempt to produce AM powders.
Keywords
Additive manufacturing ; Powder characteristics ; Gas atomization ; Microstructure ; Inconel
Figures

Fig. 1

Fig. 2
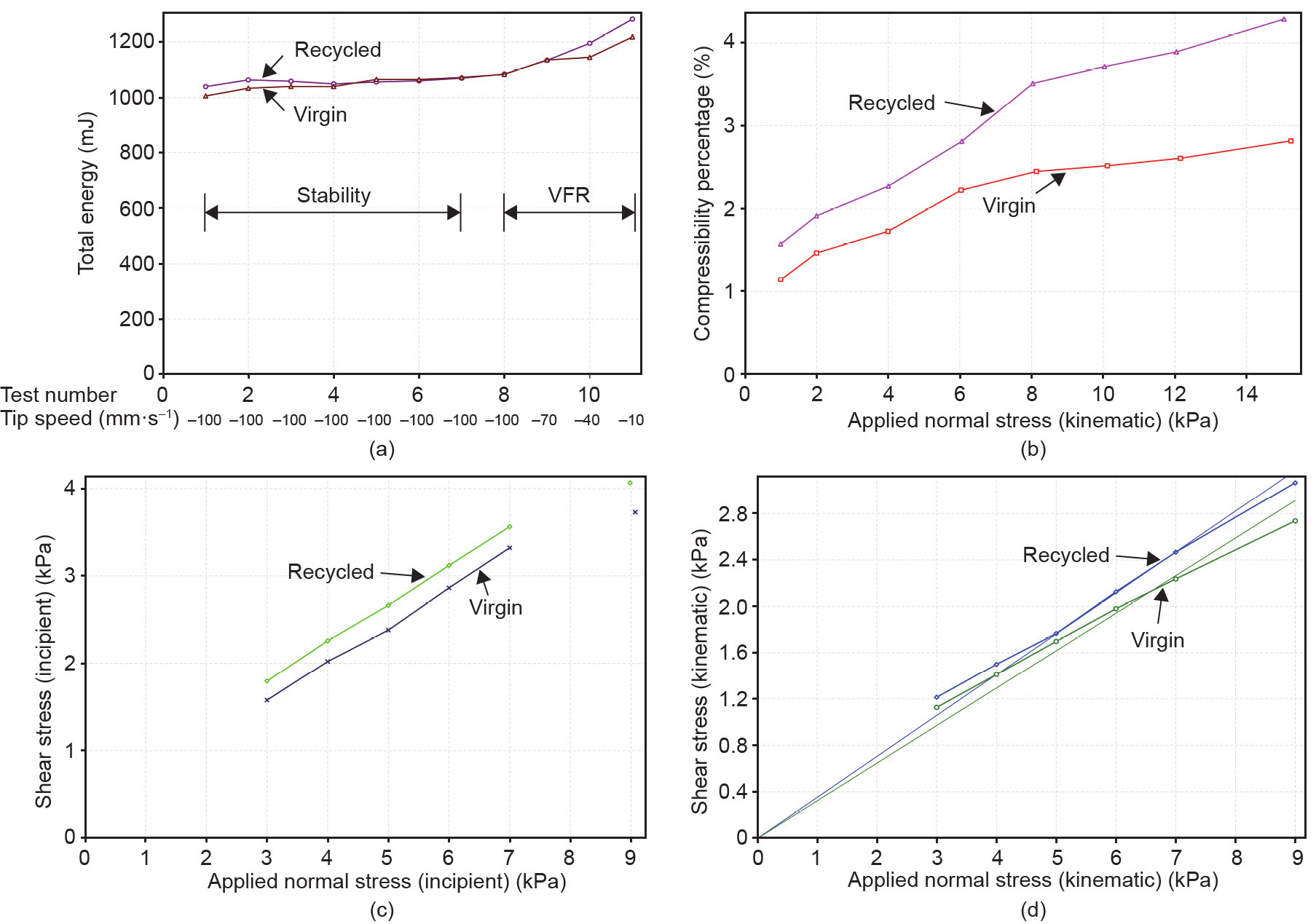
Fig. 3

Fig. 4

Fig. 5
References
[ 1 ] Kulawik K, Buffat PA, Kruk A, Wusatowska-Sarnek AM, Czyrska-Filemonowicz A. Imaging and characterization of γ′ and γ″ nanoparticles in Inconel 718 by EDX elemental mapping and FIB–SEM tomography. Mater Charact 2015;100:74–80 link1
[ 2 ] Chlebus E, Gruber K, Ku?nicka B, Kurzac J, Kurzynowski T. Effect of heat treatment on the microstructure and mechanical properties of Inconel 718 processed by selective laser melting. Mater Sci Eng A 2015;639:647–55 link1
[ 3 ] Lundstr?m E, Simonsson K, Gustafsson D, M?nsson T. A load history dependent model for fatigue crack propagation in Inconel 718 under hold time conditions. Eng Fract Mech 2014;118:17–30 link1
[ 4 ] Jia QB, Gu DD. Selective laser melting additive manufacturing of Inconel 718 superalloy parts: Densification, microstructure and properties. J Alloys Compd 2014;585:713–21 link1
[ 5 ] Trosch T, Str??ner J, V?lkl R, Glatzel U. Microstructure and mechanical properties of selective laser melted Inconel 718 compared to forging and casting. Mater Lett 2016;164:428–31 link1
[ 6 ] Thompson MK, Moroni G, Vaneker T, Fadel G, Campbell RI, Gibson I, et al.Design for additive manufacturing: Trends, opportunities, considerations, and constraints. CIRP Ann—Manuf Techn 2016;65(2):737–60 link1
[ 7 ] Sadowski M, Ladani L, Brindley W, Romano J. Optimizing quality of additively manufactured Inconel 718 using powder bed laser melting process. Addit Manuf 2016;11:60–70 link1
[ 8 ] Herzog D, Seyda V, Wycisk E, Emmelmann C. Additive manufacturing of metals. Acta Mater 2016;117:371–92 link1
[ 9 ] Helmer H, Bauerei? A, Singer RF, K?rner C. Grain structure evolution in Inconel 718 during selective electron beam melting. Mater Sci Eng A 2016;668:180–7 link1
[10] Fox JC, Moylan SP, Lane BM. Effect of process parameters on the surface roughness of overhanging structures in laser powder bed fusion additive manufacturing. Procedia CIRP 2016;45:131–4 link1
[11] Str??ner J, Terock M, Glatzel U. Mechanical and microstructural investigation of nickel-based superalloy IN718 manufactured by selective laser melting (SLM). Adv Eng Mater 2015;17(8):1099–105 link1
[12] Carter LN, Martin C, Withers PJ, Attallah MM. The influence of the laser scan strategy on grain structure and cracking behaviour in SLM powder-bed fabricated nickel superalloy. J Alloys Compd 2014;615:338–47 link1
[13] Appleyard D. Powering up on powder technology. Met Powder Rep 2015;70(6):285–9 link1
[14] Frazier WE. Metal additive manufacturing: A review. J Mater Eng Perform 2014;23(6):1917–28 link1
[15] Raghavan S, Zhang BC, Wang P, Sun CN, Nai MLS, Li T, et al.Effect of different heat treatments on the microstructure and mechanical properties in selective laser melted INCONEL 718 alloy. Mater Manuf Processes 2017;32(14):1588–95 link1
[16] Dawes J, Bowerman R, Trepleton R. Introduction to the additive manufacturing powder metallurgy supply chain. Johnson Matthey Technol Rev 2015;59(3):243–56 link1
[17] Spierings AB, Herres N, Levy G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyping J 2011;17(3):195–202 link1
[18] Clayton J. Optimising metal powders for additive manufacturing. Met Powder Rep 2014;69(5):14–7 link1
[19] Freeman R. Measuring the flow properties of consolidated, conditioned and aerated powders—A comparative study using a powder rheometer and a rotational shear cell. Powder Technol 2007;174(1–2):25–33 link1
[20] Strondl A, Lyckfeldt O, Brodin H, Ackelid U. Characterization and control of powder properties for additive manufacturing. JOM 2015;67(3):549–54 link1
[21] Karapatis NP, Egger G, Gygax PE, Glardon R. Optimization of powder layer density in selective laser sintering. In: Proceedings of 10th Solid Freeform Fabrication Symposium; 1999Aug 9–11; Austin, USA; 1999. p. 255–63.
[22] German RM. Particle packing characteristics. New Jersey: Metal Powder Industries Federation, Princeton; 1989.











 京公网安备 11010502051620号
京公网安备 11010502051620号




