
2017, Volume 3, Issue 5
Engineering >> 2017, Volume 3, Issue 5 doi: 10.1016/J.ENG.2017.05.021
Modeling and Experimental Validation of the Electron Beam Selective Melting Process
a Department of Mechanical Engineering, Tsinghua University, Beijing 100084, China
b Department of Mechanical Engineering, Northwestern University, Evanston, IL 60201, USA
c State Key Lab of Metal Matrix Composites, Shanghai Jiao Tong University, Shanghai 200240, China
Next Previous
Abstract
Electron beam selective melting (EBSM) is a promising additive manufacturing (AM) technology. The EBSM process consists of three major procedures: ① spreading a powder layer, ② preheating to slightly sinter the powder, and ③ selectively melting the powder bed. The highly transient multi-physics phenomena involved in these procedures pose a significant challenge for in situ experimental observation and measurement. To advance the understanding of the physical mechanisms in each procedure, we leverage high-fidelity modeling and post-process experiments. The models resemble the actual fabrication procedures, including ① a powder-spreading model using the discrete element method (DEM), ② a phase field (PF) model of powder sintering (solid-state sintering), and ③ a powder-melting (liquid-state sintering) model using the finite volume method (FVM). Comprehensive insights into all the major procedures are provided, which have rarely been reported. Preliminary simulation results (including powder particle packing within the powder bed, sintering neck formation between particles, and single-track defects) agree qualitatively with experiments, demonstrating the ability to understand the mechanisms and to guide the design and optimization of the experimental setup and manufacturing process.
Keywords
Modeling ; Electron beam ; Additive manufacturing ; Powder scale
Figures

Fig. 1

Fig. 2
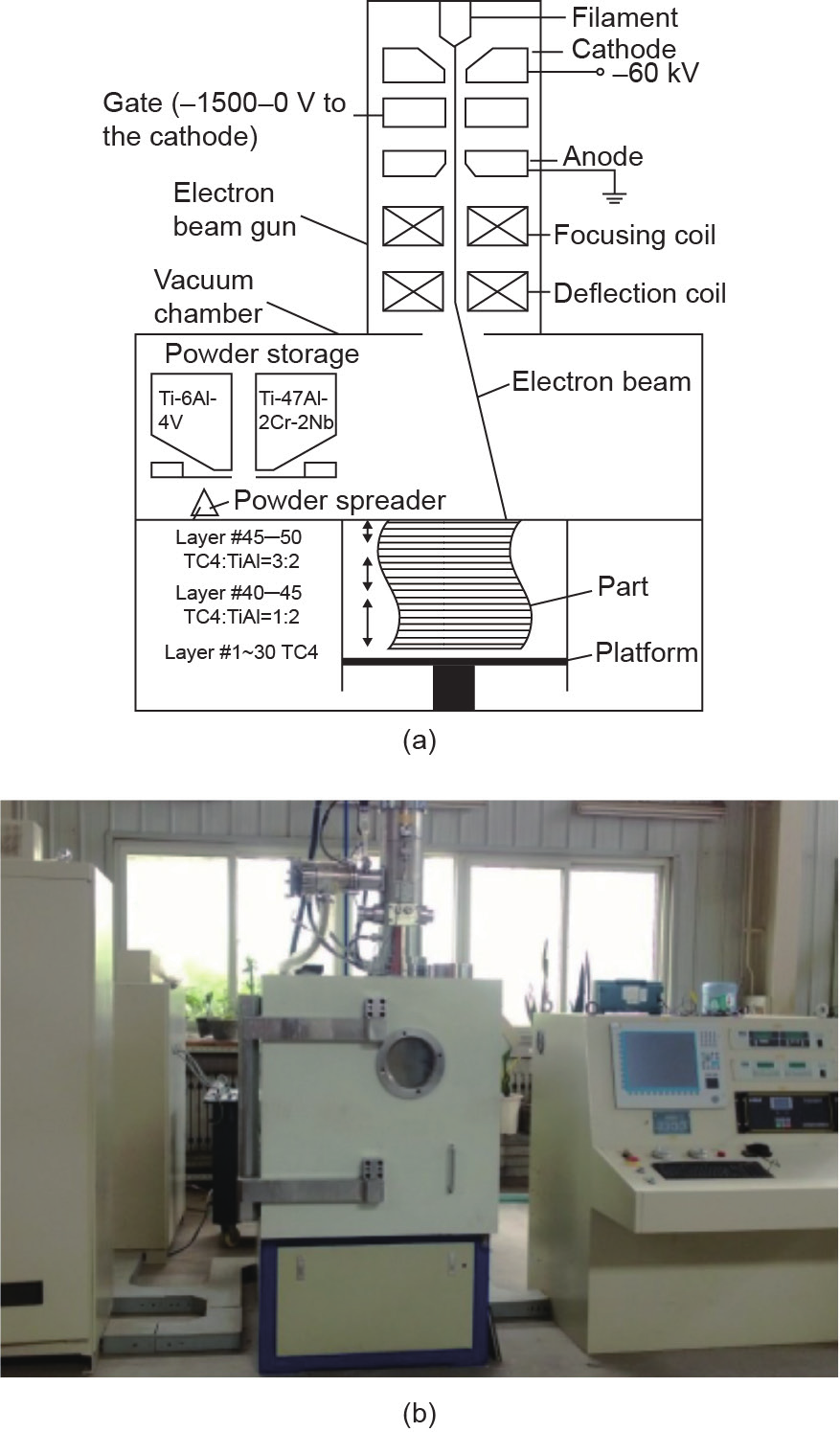
Fig. 3

Fig. 4

Fig. 5

Fig. 6
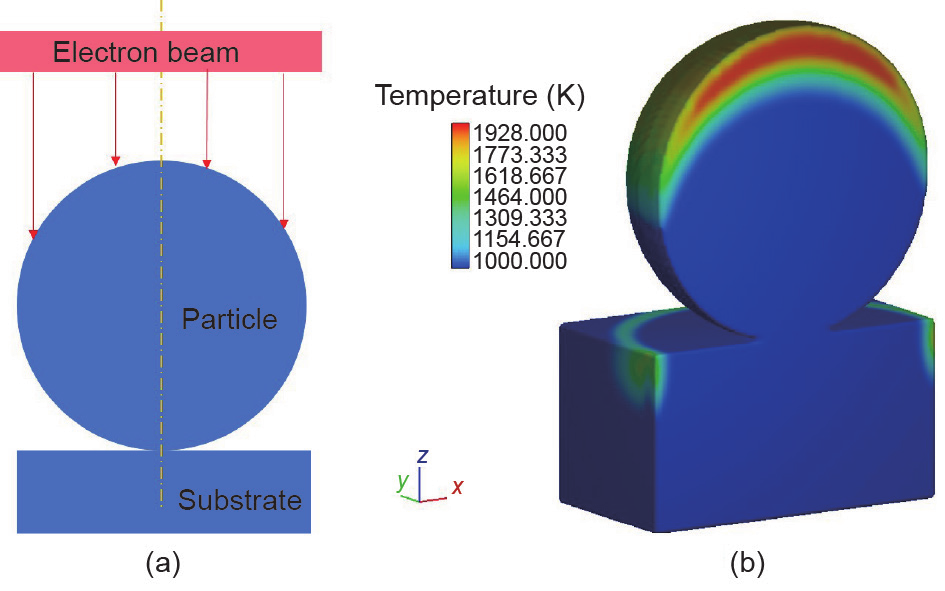
Fig. 7

Fig. 8
References
[ 1 ] Yang L, Harrysson O, West H, Cormier D. Compressive properties of Ti–6Al–4V auxetic mesh structures made by electron beam melting. Acta Mater 2012;60(8):3370–9 link1
[ 2 ] Ge W, Lin F, Guo C. Functional gradient material of Ti-6Al-4V and γ-TiAl fabricated by electron beam selective melting. In: Proceedings: 26th Annual International Solid Freeform Fabrication Symposium—An additive manufacturing conference; 2015 Aug 10–12; Austin, Texas; 2015. p. 602–13.
[ 3 ] Ge W, Guo C, Lin F. Microstructures of components synthesized via electron beam selective melting using blended pre-alloyed powders of Ti6Al4V and Ti45Al7Nb. Rare Met Mater Eng 2015;44(11):2623–7 link1
[ 4 ] Guo C, Ge W, Lin F. Dual-material electron beam selective melting: Hardware development and validation studies. Engineering 2015;1(1):124–30 link1
[ 5 ] Körner C, Bauereiß A, Attar E. Fundamental consolidation mechanisms during selective beam melting of powders. Model Simul Mater Sci Eng 2013;21(8):085011 link1
[ 6 ] Khairallah SA, Anderson AT, Rubenchik A, King WE. Laser powder-bed fusion additive manufacturing: Physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater 2016;108:36–45 link1
[ 7 ] King W, Anderson AT, Ferencz RM, Hodge NE, Kamath C, Khairallah SA. Overview of modelling and simulation of metal powder bed fusion process at Lawrence Livermore National Laboratory. Mater Sci Technol 2015;31(8):957–68 link1
[ 8 ] Qiu C, Panwisawas C, Ward M, Basoalto HC, Brooks JW, Attallah MM. On the role of melt flow into the surface structure and porosity development during selective laser melting. Acta Mater 2015;96:72–9 link1
[ 9 ] Cahn JW, Hilliard JE. Free energy of a nonuniform system. I. Interfacial free energy. J Chem Phys 1958;28(2):258–67 link1
[10] Alnæs MS, Blechta J, Hake J, Johansson A, Kehlet B, Logg A, et al.The FEniCS Project version 1.5. Arch Numer Softw 2015;3(100):9–23
[11] Yan W, Smith J, Ge W, Lin F, Liu WK. Multiscale modeling of electron beam and substrate interaction: A new heat source model. Comput Mech 2015;56(2):265–76 link1
[12] Yan W, Ge W, Smith J, Lin S, Kafka OL, Lin F, et al.Multi-scale modeling of electron beam melting of functionally graded materials. Acta Mater 2016;115:403–12 link1
[13] Yan W, Ge W, Qian Y, Lin S, Zhou B, Liu WK, et al.Multi-physics modeling of single/multiple-track defect mechanisms in electron beam selective melting. Acta Mater 2017;134:324–33. doi: link1
[14] Roth TA, Suppayak P. The surface and grain boundary free energies of pure titanium and the titanium alloy Ti–6Al–4V. Mater Sci Eng 1978;35(2):187–96 link1
[15] Nemat-Nasser S, Guo WG, Cheng JY. Mechanical properties and deformation mechanisms of a commercially pure titanium. Acta Mater 1999;47(13):3705–20 link1
[16] Sushko GB, Verkhovtsev AV, Yakubovich AV, Schramm S, Solov’yov AV. Molecular dynamics simulation of self-diffusion processes in titanium in bulk material, on grain junctions and on surface. J Phys Chem A 2014;118(33):6685–91 link1
[17] Barkhudarov MR. Lagrangian VOF advection method for FLOW-3D?. Leland: Flow Science, Inc.; 2004 Jun. Report No.: FSI-03-TN63-R.











 京公网安备 11010502051620号
京公网安备 11010502051620号




