
2018, Volume 4, Issue 6
Engineering >> 2018, Volume 4, Issue 6 doi: 10.1016/j.eng.2017.05.001
Design and Fabrication of Ceramic Catalytic Membrane Reactors for Green Chemical Engineering Applications
State Key Laboratory of Materials-Oriented Chemical Engineering, Jiangsu National Synergetic Innovation Center for Advanced Materials, College of Chemical Engineering, Nanjing Tech University, Nanjing 210009, China
Next Previous
Abstract
Catalytic membrane reactors (CMRs), which synergistically carry out separations and reactions, are expected to become a green and sustainable technology in chemical engineering. The use of ceramic membranes in CMRs is being widely considered because it permits reactions and separations to be carried out under harsh conditions in terms of both temperature and the chemical environment. This article presents the two most important types of CMRs: those based on dense mixed-conducting membranes for gas separation, and those based on porous ceramic membranes for heterogeneous catalytic processes. New developments in and innovative uses of both types of CMRs over the last decade are presented, along with an overview of our recent work in this field. Membrane reactor design, fabrication, and applications related to energy and environmental areas are highlighted. First, the configuration of membranes and membrane reactors are introduced for each of type of membrane reactor. Next, taking typical catalytic reactions as model systems, the design and optimization of CMRs are illustrated. Finally, challenges and difficulties in the process of industrializing the two types of CMRs are addressed, and a view of the future is outlined.
Keywords
Dense ceramic membrane ; Porous ceramic membrane ; Catalytic membrane reactor ; Gas separation ; Heterogeneous catalysis
Figures
Fig.1
Fig.2
Fig.3
Fig.4
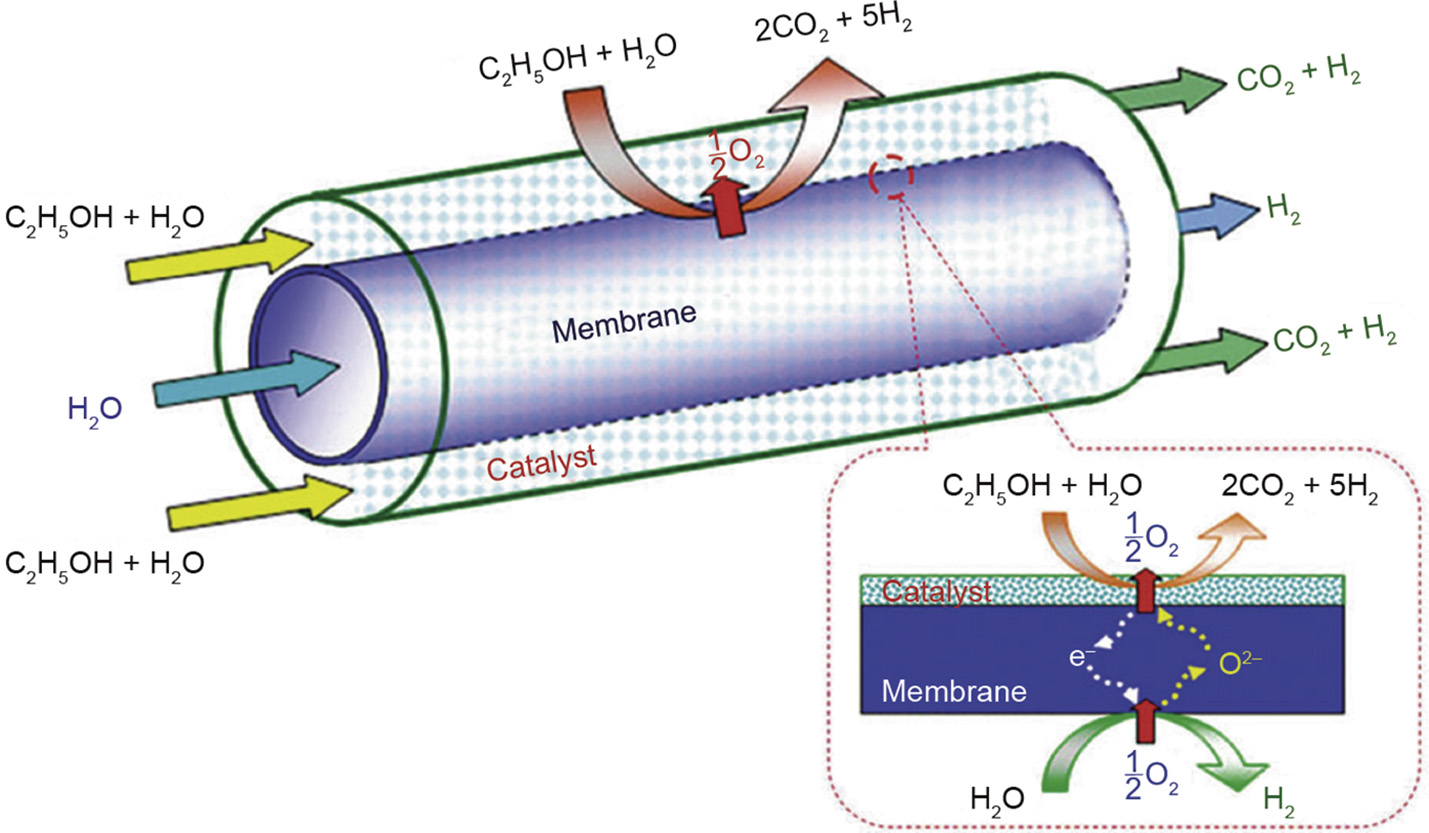
Fig.5
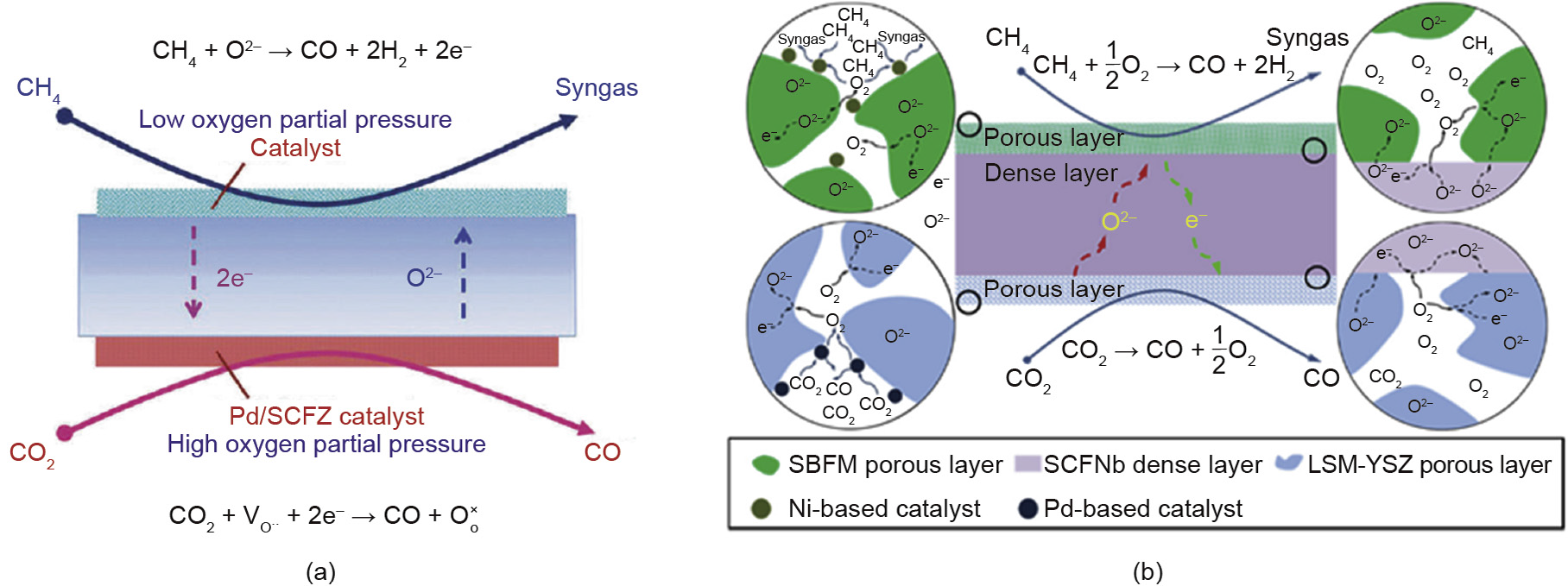
Fig.6

Fig.7
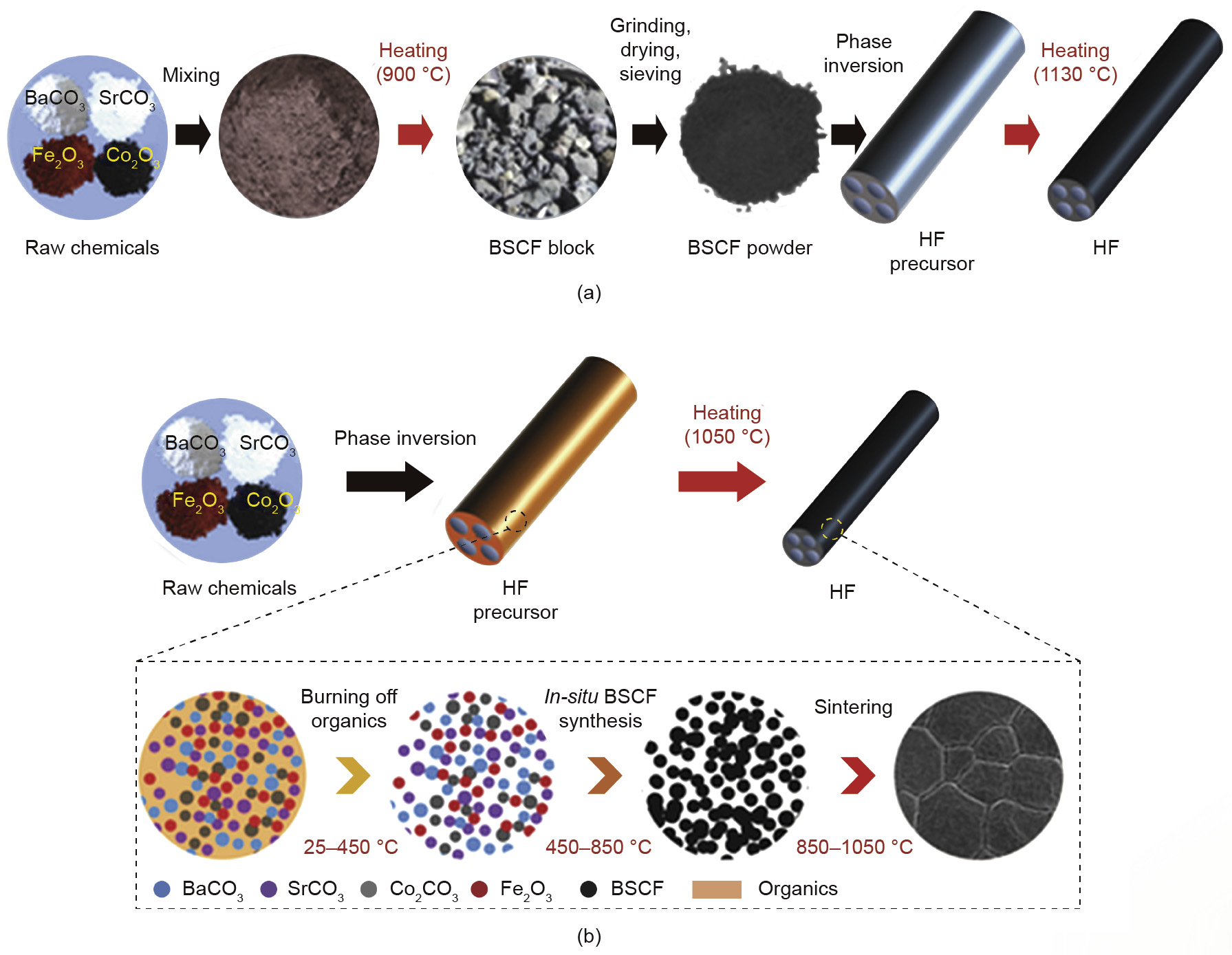
Fig.8

Fig.9
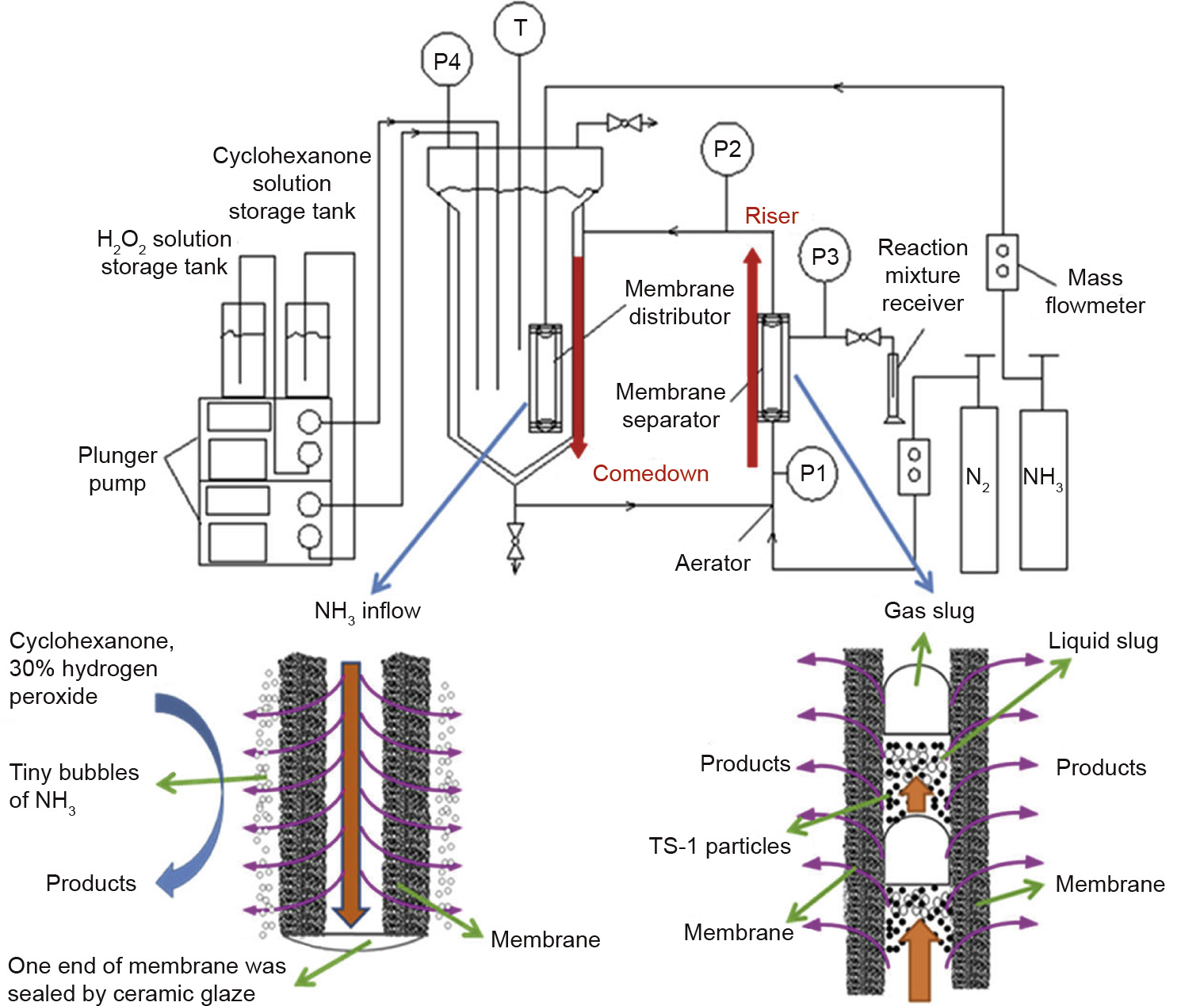
Fig.10
Fig.11

Fig.12
References
[ 1 ] Dixon AG. Recent research in catalytic inorganic membrane reactors. Int J Chem React Eng 2003;1(1):R6. link1
[ 2 ] Sanchez Marcano JG, Tsotsis TT. Catalytic membranes and membrane reactors. Weinheim: Wiley-VCH Verlag GmbH & Co. KGaA; 2004.
[ 3 ] Thursfield A, Murugan A, Franca R, Metcalfe IS. Chemical looping and oxygen permeable ceramic membranes for hydrogen production—a review. Energy Environ Sci 2012;5(6):7421–59. link1
[ 4 ] Dong X, Jin W, Xu N, Li K. Dense ceramic catalytic membranes and membrane reactors for energy and environmental applications. Chem Commun (Camb) 2011;47(39):10886–902. link1
[ 5 ] Bouwmeester HJM. Dense ceramic membranes for methane conversion. Catal Today 2003;82(1–4):141–50. link1
[ 6 ] Yang W, Wang H, Zhu X, Lin L. Development and application of oxygen permeable membrane in selective oxidation of light alkanes. Top Catal 2005;35(1–2):155–67. link1
[ 7 ] Liu Y, Tan X, Li K. Mixed conducting ceramics for catalytic membrane processing. Catal Rev Sci Eng 2006;48(2):145–98. link1
[ 8 ] Wei Y, Yang W, Caro J, Wang H. Dense ceramic oxygen permeable membranes and catalytic membrane reactors. Chem Eng J 2013;220:185–203. link1
[ 9 ] Bouwmeester HJM, Burggraaf AJ. Dense ceramic membranes for oxygen separation. In: The CRC handbook of solid state electrochemistry. Boca Raton: CRC Press; 1997. p. 481–553.
[10] Sunarso J, Baumann S, Serra JM, Meulenberg WA, Liu S, Lin YS, et al. Mixed ionic-electronic conducting (MIEC) ceramic-based membranes for oxygen separation. J Membr Sci 2008;320(1–2):13–41. link1
[11] Ollis DF. Integrating photocatalysis and membrane technologies for water treatment. Ann N Y Acad Sci 2003;984:65–84. link1
[12] Molinari R, Palmisano L. Photocatalytic membrane reactors in water purification. In: Lehr JH, Keeley JW, Lehr JK, editors. Water encyclopedia: domestic, municipal and industrial water supply and waste disposal. New Jersey: John Wiley & Sons, Inc.; 2005. p. 791–7. link1
[13] Augugliaro V, Litter M, Palmisano L, Soria J. The combination of heterogeneous photocatalysis with chemical and physical operations: a tool for improving the photoprocess performance. J Photochem Photobiol Photochem Rev 2006;7(4):127–44. link1
[14] Mozia S. Photocatalytic membrane reactors (PMRs) in water and wastewater treatment, a review. Separ Purif Tech 2010;73(2):71–91. link1
[15] Geffroy PM, Reichmann M, Kilmann L, Jouin J, Richet N, Chartier T. Identification of the rate-determining step in oxygen transport through La(1–x)SrxFe(1y)GayO3d perovskite membranes. J Membr Sci 2015;476:340–7. link1
[16] Fernández-González R, Molina T, Savvin S, Moreno R, Makradi A, Nunez P. Characterization and fabrication of LSCF tapes. J Eur Ceram Soc 2014;34 (4):953–9. link1
[17] Reichmann M, Geffroy PM, Fouletier J, Richet N, Chartier T. Effect of cation substitution in the A site on the oxygen semi-permeation flux in La0.5A0.5Fe0.7Ga0.3O3d and La0.5A0.5Fe0.7Co0.3O3d dense perovskite membranes with A = Ca, Sr and Ba (part I). J Power Sources 2014;261:175–83. link1
[18] Repasky JM, Foster EP, Armstrong PA, Stein VE, Anderson LL. ITM oxygen development for advanced oxygen supply. San Francisco: Gasification Technologies Council; 2011.
[19] Gromada M, Trawczynski J, Wierzbicki M, Zawadzki M. Effect of forming techniques on efficiency of tubular oxygen separating membranes. Ceram Int 2017;43(1):256–61. link1
[20] Wu Z, Hidayati Othman N, Zhang G, Liu Z. Jin W, Li K. Effects of fabrication processes on oxygen permeation of Nb2O5-doped SrCo0.8Fe0.2O3d microtubular membranes. J Membr Sci 2013;442:1–7. link1
[21] Salehi M, Pfaff EM, Junior RM, Bergmann CP, Diethelm S, Neururer C, et al. Ba0.5Sr0.5Co0.8Fe0.2O3d (BSCF) feedstock development and optimization for thermoplastic forming of thin planar and tubular oxygen separation membranes. J Membr Sci 2013;443:237–45. link1
[22] Cruz RT, Bragança SR, Bergmann CP, Graule T, Clemens F. Preparation of Ba0.5Sr0.5Co0.8Fe0.2O3d (BSCF) feedstocks with different thermoplastic binders and their use in the production of thin tubular membranes by extrusion. Ceram Int 2014;40(5):7531–8. link1
[23] Zhang C, Xu Z, Chang X, Zhang Z, Jin W. Preparation and characterization of mixed-conducting thin tubular membrane. J Membr Sci 2007;299(1–2):261–7. link1
[24] Xu N, Li S, Jin W, Shi J, Lin Y. Experimental and modeling study on tubular dense membranes for oxygen permeation. AIChE J 1999;45(12):2519–26. link1
[25] Nagendra N, Bandopadhyay S. Room and elevated temperature strength of perovskite membrane tubes. J Eur Ceram Soc 2003;23(9):1361–8. link1
[26] Li S, Jin W, Huang P, Xu N, Shi J, Lin Y. Tubular lanthanum cobaltite perovskite type membrane for oxygen permeation. J Membr Sci 2000;166(1):51–61. link1
[27] Kaletsch A, Pfaff EM, Broeckmann C, Modigell M, Nauels N. Pilot module for oxygen separation with BSCF membranes. In: 2nd International Conference on Energy Process Engineering; 2011 Jun 20–22; Frankfurt, Germany. Frankfurt: DECHEMA; 2011. link1
[28] Tan X, Wang Z, Meng B, Meng X, Li K. Pilot-scale production of oxygen from air using perovskite hollow fibre membranes. J Membr Sci 2010;352(1– 2):189–96. link1
[29] Meng B, Wang Z, Tan X, Liu S. SrCo0.9Sc0.1O3–d perovskite hollow fibre membranes for air separation at intermediate temperatures. J Eur Ceram Soc 2009;29(13):2815–22. link1
[30] Vivet A, Geffroy PM, Coudert V, Fouletier J, Richet N, Chartier T. Influence of glass and gold sealants materials on oxygen permeation performances in La0.8Sr0.2Fe0.7Ga0.3O3d perovskite membranes. J Membr Sci 2011;366(1– 2):132–8. link1
[31] Chen Y, Qian B, Hao Y, Liu S, Tade M, Shao Z. Influence of sealing materials on the oxygen permeation fluxes of some typical oxygen ion conducting ceramic membranes. J Membr Sci 2014;470:102–11. link1
[32] Faaland S, Einarsrud MA, Grande T. Reactions between calcium- and strontium-substituted lanthanum cobaltite ceramic membranes and calcium silicate sealing materials. Chem Mater 2001;13(3):723–32. link1
[33] Qi X, Akin FT, Lin Y. Ceramic-glass composite high temperature seals for dense ionic-conducting ceramic membranes. J Membr Sci 2001;193 (2):185–93. link1
[34] Bouwmeester HJM, Kruidhof H, Burggraaf AJ. Importance of the surface exchange kinetics as rate limiting step in oxygen permeation through mixedconducting oxides. Solid State Ion 1994;72:185–94. link1
[35] Chang X, Zhang C, Jin W, Xu N. Match of thermal performances between the membrane and the support for supported dense mixed-conducting membranes. J Membr Sci 2006;285(1–2):232–8. link1
[36] Jin W, Li S, Huang P, Xu N, Shi J. Preparation of an asymmetric perovskite-type membrane and its oxygen permeability. J Membr Sci 2001;185(2):237–43. link1
[37] Dong X, Zhang G, Liu Z, Zhong Z, Jin W, Xu N. CO2-tolerant mixed conducting oxide for catalytic membrane reactor. J Membr Sci 2009;340(1–2):141–7. link1
[38] Wu Z, Wang B, Li K. Functional LSM-ScSZ/NiO-ScSZ dual-layer hollow fibres for partial oxidation of methane. Int J Hydrogen Energy 2011;36(9):5334–41. link1
[39] Liu T, Chen Y, Fang S, Lei L, Wang Y, Ren C, et al. A dual-phase bilayer oxygen permeable membrane with hierarchically porous structure fabricated by freeze-drying tape-casting method. J Membr Sci 2016;520:354–63. link1
[40] Liu ZK, Zhu JW, Jin WQ. Preparation and characterization of mixedconducting supported hollow fiber membrane. J Inorg Mater 2015;30 (6):621–6.
[41] Meng X, Ding W, Jin R, Wang H, Gai Y, Ji F, et al. Two-step fabrication of BaCo0.7Fe0.2Nb0.1O3-d asymmetric oxygen permeable membrane by dip coating. J Membr Sci 2014;450:291–8. link1
[42] Liu Z, Zhang G, Dong X, Jiang W, Jin W, Xu N. Fabrication of asymmetric tubular mixed-conducting dense membranes by a combined spin-spraying and co-sintering process. J Membr Sci 2012;415–416:313–9. link1
[43] Wang H, Werth S, Schiestel T, Caro J. Perovskite hollow-fiber membranes for the production of oxygen-enriched air. Angew Chem Int Ed Engl 2005;44 (42):6906–9. link1
[44] Tan X, Liu Y, Li K. Mixed conducting ceramic hollow-fiber membranes for air separation. AIChE J 2005;51(7):1991–2000. link1
[45] Leo A, Smart S, Liu S, da Costa JCD. High performance perovskite hollow fibres for oxygen separation. J Membr Sci 2011;368(1–2):64–8. link1
[46] Chi Y, Li T, Wang B, Wu Z, Morphology Li K. performance and stability of multi-bore capillary La0.6Sr0.4Co0.2Fe0.8O3-d oxygen transport membranes. J Membr Sci 2017;529:224–33. link1
[47] Zhu J, Guo S, Liu G, Liu Z, Zhang Z, Jin W. A robust mixed-conducting multichannel hollow fiber membrane reactor. AIChE J 2015;61(8):2592–9. link1
[48] Zhu J, Liu Z, Guo S, Jin W. Influence of permeation modes on oxygen permeability of the multichannel mixed-conducting hollow fibre membrane. Chem Eng Sci 2015;122:614–21. link1
[49] Zhu J, Dong Z, Liu Z, Zhang K, Zhang G, Jin W. Multichannel mixed-conducting hollow fiber membranes for oxygen separation. AIChE J 2014;60(6):1969–76. link1
[50] Saracco G, Neomagus HWJP, Versteeg GF, Swaaij WPM. High-temperature membrane reactors: potential and problems. Chem Eng Sci 1999;54(13– 4):1997–2017. link1
[51] Tsai CY, Dixon AG, Moser WR, Ma YH. Dense perovskite membrane reactors for partial oxidation of methane to syngas. AIChE J 1997;43 (S11):2741–50. link1
[52] Wang H, Tablet C, Feldhoff A, Caro J. A cobalt-free oxygen-permeable membrane based on the perovskite-type oxide Ba0.5Sr0.5Zn0.2Fe0.8O3-d. Adv Mater 2005;17(14):1785–8. link1
[53] Shao Z, Dong H, Xiong G, Cong Y, Yang W. Performance of a mixed-conducting ceramic membrane reactor with high oxygen permeability for methane conversion. J Membr Sci 2001;183(2):181–92. link1
[54] Jin W, Li S, Huang P, Xu N, Shi J, Lin Y. Tubular lanthanum cobaltite perovskite-type membrane reactors for partial oxidation of methane to syngas. J Membr Sci 2000;166(1):13–22. link1
[55] Jiang H, Wang H, Werth S, Schiestel T, Caro J. Simultaneous production of hydrogen and synthesis gas by combining water splitting with partial oxidation of methane in a hollow-fiber membrane reactor. Angew Chem Int Ed Engl 2008;47(48):9341–4. link1
[56] Tan X, Pang Z, Gu Z, Liu S. Catalytic perovskite hollow fibre membrane reactors for methane oxidative coupling. J Membr Sci 2007;302(1–2):109–14. link1
[57] Tan X, Li K. Oxidative coupling of methane in a perovskite hollow-fiber membrane reactor. Ind Eng Chem Res 2006;45(1):142–9. link1
[58] Wang H, Cong Y, Yang W. Oxidative coupling of methane in Ba0.5Sr0.5Co0.8Fe0.2O3d tubular membrane reactors. Catal Today 2005;104 (2–4):160–7. link1
[59] Zeng Y, Lin Y, Swartz SL. Perovskite-type ceramic membrane: synthesis, oxygen permeation and membrane reactor performance for oxidative coupling of methane. J Membr Sci 1998;150(1):87–98. link1
[60] Elshof JET, Bouwmeester HJM, Verweij H. Oxidative coupling of methane in a mixed-conducting perovskite membrane reactor. Appl Catal A Gen 1995;130 (2):195–212. link1
[61] Lobera MP, Escolástico S, Serra JM. High ethylene production through oxidative dehydrogenation of ethane membrane reactors based on fast oxygen-ion conductors. ChemCatChem 2011;3(9):1503–8. link1
[62] Jiang H, Cao Z, Schirrmeister S, Schiestel T, Caro J. A coupling strategy to produce hydrogen and ethylene in a membrane reactor. Angew Chem Int Ed Engl 2010;49(33):5656–60. link1
[63] Czuprat O, Werth S, Caro J, Schiestel T. Oxidative dehydrogenation of propane in a perovskite membrane reactor with multi-step oxygen insertion. AIChE J 2010;56(9):2390–6. link1
[64] Czuprat O, Werth S, Schirrmeister S, Schiestel T, Caro J. Olefin production by a multistep oxidative dehydrogenation in a perovskite hollow-fiber membrane reactor. ChemCatChem 2009;1(3):401–5. link1
[65] Balachandran U, Lee TH, Dorris SE. Hydrogen production by water dissociation using mixed conducting dense ceramic membranes. Int J Hydrogen Energy 2007;32(4):451–6. link1
[66] Nalbandian L, Evdou A, Zaspalis V. La1-xSrxMO3 (M = Mn, Fe) perovskites as materials for thermochemical hydrogen production in conventional and membrane reactors. Int J Hydrogen Energy 2009;34(17):7162–72. link1
[67] Song S, Moon JH, Ryu HW, Lee TH, Dorris SE, Balachandran U. Non-galvanic hydrogen production by water splitting using cermet membranes. J Ceram Process Res 2008;9(2):123–5. link1
[68] Evdou A, Nalbandian L, Zaspalis VT. Perovskite membrane reactor for continuous and isothermal redox hydrogen production from the dissociation of water. J Membr Sci 2008;325(2):704–11. link1
[69] Itoh N, Sanchez MA, Xu WC, Haraya K, Hongo M. Application of a membrane reactor system to thermal-decomposition of CO2. J Membr Sci 1993;77(2– 3):245–53. link1
[70] Jin W, Zhang C, Chang X, Fan Y, Xing W, Xu N. Efficient catalytic decomposition of CO2 to CO and O2 over Pd/mixed-conducting oxide catalyst in an oxygen-permeable membrane reactor. Environ Sci Technol 2008;42(8):3064–8. link1
[71] Jiang H, Wang H, Liang F, Werth S, Schiestel T, Caro J. Direct decomposition of nitrous oxide to nitrogen by in situ oxygen removal with a perovskite membrane. Angew Chem Int Ed Engl 2009;48(16):2983–6. link1
[72] Franca RV, Thursfield A, Metcalfe IS. La0.6Sr0.4Co0.2Fe0.8O3d microtubular membranes for hydrogen production from water splitting. J Membr Sci 2012;389:173–81. link1
[73] Zhang K, Zhang G, Liu Z, Zhu J, Zhu N, Jin W. Enhanced stability of membrane reactor for thermal decomposition of CO2 via porous-dense-porous triplelayer composite membrane. J Membr Sci 2014;471:9–15. link1
[74] Liang W, Megarajan SK, Liang F, Zhang Y, He G, Liu Z, et al. Coupling of N2O decomposition with CO2 reforming of CH4 in novel cobalt-free BaFe0.9Zr0.05Al0.05O3-d oxygen transport membrane reactor. Chem Eng J 2016;305:176–81. link1
[75] Jiang H, Wang H, Liang F, Werth S, Schirrmeister S, Schiestel T, et al. Improved water dissociation and nitrous oxide decomposition by in situ oxygen removal in perovskite catalytic membrane reactor. Catal Today 2010;156 (3–4):187–90. link1
[76] Jiang W, Zhang G, Liu Z, Zhang K, Jin W. A novel porous-dense dual-layer composite membrane reactor with long-term stability. AIChE J 2013;59 (11):4355–63. link1
[77] Zhang C, Chang X, Dong X, Jin W, Xu N. The oxidative stream reforming of methane to syngas in a thin tubular mixed-conducting membrane reactor. J Membr Sci 2008;320(1–2):401–6. link1
[78] Zhu N, Dong X, Liu Z, Zhang G, Jin W, Xu N. Toward highly-effective and sustainable hydrogen production: bio-ethanol oxidative steam reforming coupled with water splitting in a thin tubular membrane reactor. Chem Commun (Camb) 2012;48(57):7137–9. link1
[79] Zhang C, Jin W, Yang C, Xu N. Decomposition of CO2 coupled with POM in a thin tubular oxygen-permeable membrane reactor. Catal Today 2009;148(3– 4):298–302. link1
[80] Zhang C, Chang X, Fan Y, Jin W, Xu N. Improving performance of a dense membrane reactor for thermal decomposition of CO2 via surface modification. Ind Eng Chem Res 2007;46(7):2000–5. link1
[81] Jin W, Zhang C, Zhang P, Fan Y, Xu N. Thermal decomposition of carbon dioxide coupled with POM in a membrane reactor. AIChE J 2006;52 (7):2545–50. link1
[82] Zhu J, Liu G, Liu Z, Chu Z, Jin W, Xu N. Unprecedented perovskite oxyfluoride membranes with high-efficiency oxygen ion transport paths for lowtemperature oxygen permeation. Adv Mater 2016;28(18):3511–5. link1
[83] Zhu J, Zhang G, Liu G, Liu Z, Jin W, Xu N. Perovskite hollow fibers with precisely controlled cation stoichiometry via one-step thermal processing. Adv Mater 2017;29(18). Epub 2017 Mar 6. link1
[84] Zou Y, Jiang H, Liu Y, Gao H, Xing W, Chen R. Highly efficient synthesis of cumene via benzene isopropylation over nano-sized beta zeolite in a submerged ceramic membrane reactor. Separ Purif Tech 2016;170:49–56. link1
[85] Zou Y, Jiang H, Gao H, Chen R. Efficient recovery of ultrafine catalysts from oil/ water/solid three-phase system by ceramic microfiltration membrane.Korean J Chem Eng 2016;33(8):2453–9. link1
[86] Jiang H, Jiang X, She F, Wang Y, Xing W, Chen R. Insights into membrane fouling of a side-stream ceramic membrane reactor for phenol hydroxylation over ultrafine TS-1. Chem Eng J 2014;239:373–80. link1
[87] Mao H, Chen R, Xing W, Jin W. Organic solvent-free process for cyclohexanone ammoximation by a ceramic membrane distributor. Chem Eng Technol 2016;39(5):883–90. link1
[88] Jiang X, She F, Jiang H, Chen R, Xing W, Jin W. Continuous phenol hydroxylation over ultrafine TS-1 in a side-stream ceramic membrane reactor. Korean J Chem Eng 2013;30(4):852–9. link1
[89] Fane AG. Submerged membranes. In: Li NN, Fan AG, Winston Ho WS, Matsuura T, editors. Advanced membrane technology and applications. New Jersey: John Wiley & Sons, Inc.; 2008. p. 239–70.
[90] Zhong Z, Xing W, Jin W, Xu N. Adhesion of nanosized nickel catalysts in the nanocatalysis/UF system. AIChE J 2007;53(5):1204–10. link1
[91] Chen R, Du Y, Wang Q, Xing W, Jin W, Xu N. Effect of catalyst morphology on the performance of submerged nanocatalysis/membrane filtration system. Ind Eng Chem Res 2009;48(14):6600–7. link1
[92] Jiang H, Meng L, Chen R, Jin W, Xing W, Xu N. A novel dual-membrane reactor for continuous heterogeneous oxidation catalysis. Ind Eng Chem Res 2011;50 (18):10458–64. link1
[93] Chen R, Bao Y, Xing W, Jin W, Xu N. Enhanced phenol hydroxylation with oxygen using a ceramic membrane distributor. Chin J Catal 2013;34 (1):200–8. link1
[94] Chen R, Mao H, Zhang X, Xing W, Fan Y. A dual-membrane airlift reactor for cyclohexanone ammoximation over titanium silicalite-1. Ind Eng Chem Res 2014;53(15):6372–9. link1
[95] Xu N, Li W, Zhao Y, Xing W, Shi J. Theory and method of application-oriented ceramic membranes design (I). J Chem Ind Eng 2003;54(9):1284–9.
[96] Wells DH Jr, Delgass WN Jr, Thomson KT. Evidence of defect-promoted reactivity for epoxidation of propylene in titanosilicate (TS-1) catalysts: a DFT study. J Am Chem Soc 2004;126(9):2956–62. link1
[97] Shetti VN, Srinivas D, Ratnasamy P. Enhancement of chemoselectivity in epoxidation reactions over TS-1 catalysts by alkali and alkaline metal ions. J Mol Catal A-Chem 2004;210(1–2):171–8. link1
[98] Lu C, Chen R, Xing W, Jin W, Xu N. A submerged membrane reactor for continuous phenol hydroxylation over TS-1. AIChE J 2008;54(7):1842–9. link1
[99] Meng L, Guo H, Dong Z, Jiang H, Xing W, Jin W. Ceramic hollow fiber membrane distributor for heterogeneous catalysis: effects of membrane structure and operating conditions. Chem Eng J 2013;223:356–63. link1
[100] Li W, Zhao Y, Liu F, Xing W, Xu N, Shi J. Theory and method of applicationoriented ceramic membranes design (II). J Chem Ind Eng 2003;54(9):1290–4.
[101] Zhong Z, Li W, Xing W, Xu N. Crossflow filtration of nanosized catalysts suspension using ceramic membranes. Separ Purif Tech 2011;76(3):223–30. link1
[102] Chen R, Jiang Y, Xing W, Jin W. Fabrication and catalytic properties of palladium nanoparticles deposited on a silanized asymmetric ceramic support. Ind Eng Chem Res 2011;50(8):4405–11. link1
[103] Chen R, Jiang Y, Xing W, Jin W. Preparation of palladium nanoparticles deposited on a silanized hollow fiber ceramic membrane support and their catalytic properties. Ind Eng Chem Res 2013;52(14):5002–8. link1
[104] Li H, Jiang H, Chen R, Wang Y, Xing W. Enhanced catalytic properties of palladium nanoparticles deposited on a silanized ceramic membrane support with a flow-through method. Ind Eng Chem Res 2013;52(39):14099–106. link1
[105] Xu J, Bhattacharyya D. Modeling of Fe/Pd nanoparticle-based functionalized membrane reactor for PCB dechlorination at room temperature. J Phys Chem C 2008;112(25):9133–44. link1
[106] Ouyang L, Dotzauer DM, Hogg SR, Macanas J, Lahitte JF, Bruening ML. Catalytic hollow fiber membranes prepared using layer-by-layer adsorption of polyelectrolytes and metal nanoparticles. Catal Today 2010;156(3– 4):100–6. link1
[107] Dotzauer DM, Abusaloua A, Miachon S, Dalmon JA, Bruening ML. Wet air oxidation with tubular ceramic membranes modified with polyelectrolyte/Pt nanoparticle films. Appl Catal B 2009;91(1–2):180–8. link1
[108] Wiley DE, Fletcher DF. Computational fluid dynamics modelling of flow and permeation for pressure-driven membrane processes. Desalination 2002;145 (1–3):183–6. link1
[109] Rahimi M, Madaeni SS, Abbasi K. CFD modeling of permeate flux in cross-flow microfiltration membrane. J Membr Sci 2005;255(1–2):23–31. link1
[110] Ghidossi R, Veyret D, Moulin P. Computational fluid dynamics applied to membranes: state of the art and opportunities. Chem Eng Process 2006;45 (6):437–54. link1
[111] Coroneo M, Montante G, Catalano J, Paglianti A. Modelling the effect of operating conditions on hydrodynamics and mass transfer in a Pd-Ag membrane module for H2 purification. J Membr Sci 2009;343(1–2):34–41. link1
[112] Brannock M, De Wever H, Wang Y, Leslie G. Computational fluid dynamics simulations of MBRs: inside submerged versus outside submerged membranes. Desalination 2009;236(1–3):244–51. link1
[113] Brannock M, Leslie G, Wang Y, Buetehorn S. Optimising mixing and nutrient removal in membrane bioreactors: CFD modelling and experimental validation. Desalination 2010;250(2):815–8. link1
[114] Meng L, Cheng J, Jiang H, Yang C, Xing W, Jin W. Design and analysis of a submerged membrane reactor by CFD simulation. Chem Eng Technol 2013;36(11):1874–82. link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




