
2018, Volume 4, Issue 6
Engineering >> 2018, Volume 4, Issue 6 doi: 10.1016/j.eng.2018.10.006
Picosecond Laser Surface Texturing of a Stavax Steel Substrate for Wettability Control
a Singapore Institute of Manufacturing Technology (SIMTech), A*STAR, Singapore 138634, Singapore
b SIMTech-NTU Joint Laboratory (Precision Machining), Nanyang Technological University, Singapore 639798, Singapore
c School of Mechanical Engineering, Shandong University of Technology, Zibo 255000, China
Next Previous
Abstract
In this investigation, a picosecond laser was employed to fabricate surface textures on a Stavax steel substrate, which is a key material for mold fabrication in the manufacturing of various polymer products. Three main types of surface textures were fabricated on a Stavax steel substrate: periodic ripples, a two-scale hierarchical two-dimensional array of micro-bumps, and a micro-pits array with nanoripples. The wettability of the laser-textured Stavax steel surface was converted from its original hydrophilicity into hydrophobicity and even super-hydrophobicity after exposure to air. The results clearly show that this super-hydrophobicity is mainly due to the surface textures. The ultrafast laserinduced catalytic effect may play a secondary role in modifying the surface chemistry so as to lower the surface energy. The laser-induced surface textures on the metal mold substrates were then replicated onto polypropylene substrates via the polymer injection molding process. The surface wettability of the molded polypropylene was found to be changed from the original hydrophilicity to superhydrophobicity. This developed process holds the potential to improve the performance of fabricated plastic products in terms of wettability control and easy cleaning.
Keywords
Picosecond laser ; Surface texturing ; Stavax steel ; Polymer ; Hydrophobicity
Figures
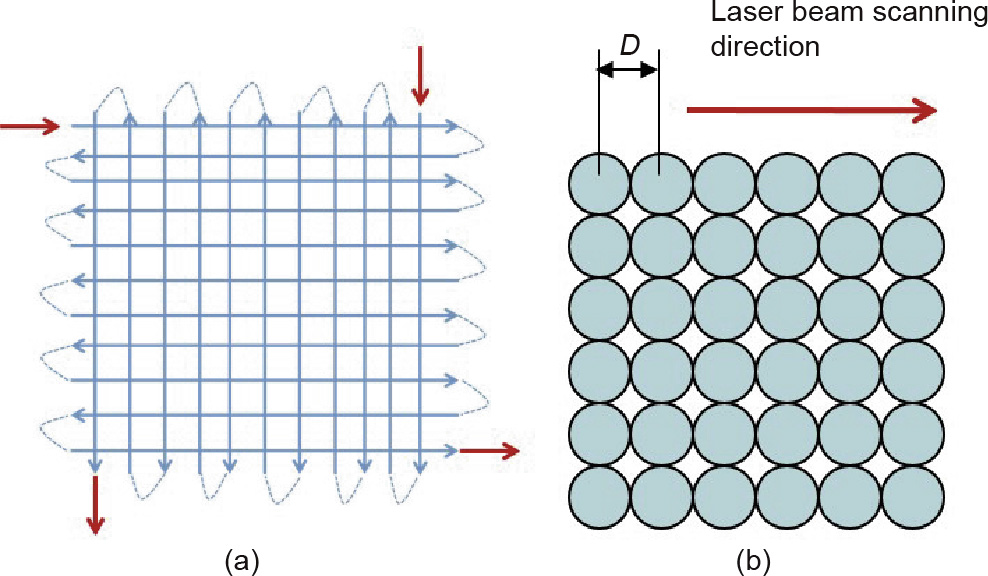
Fig.1

Fig.2
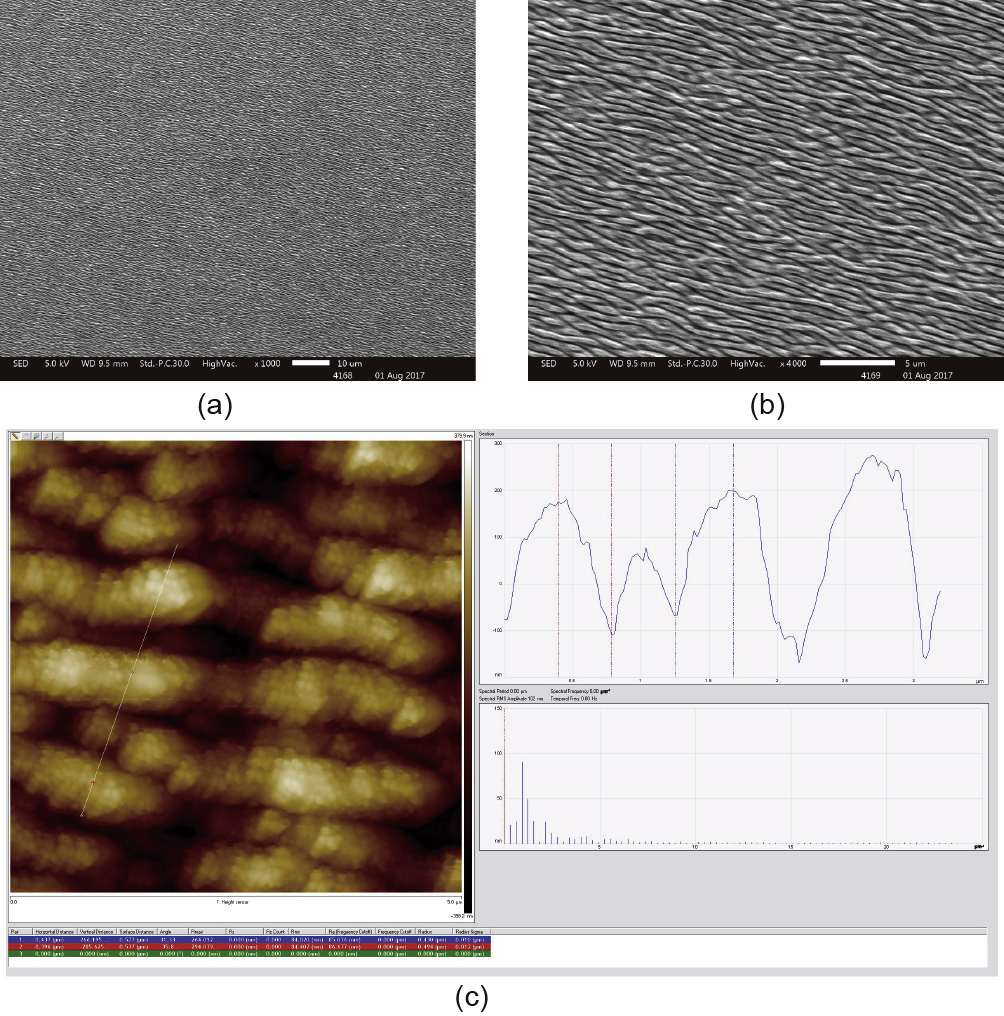
Fig.3

Fig.4

Fig.5

Fig.6

Fig.7

Fig.8
References
[ 1 ] Johnson RE Jr, Dettre RH, Brandreth DA. Dynamic contact angles and contactangle hysteresis. J Colloid Interface Sci 1977;62(2):205–12. link1
[ 2 ] Wenzel RN. Surface roughness and contact angle. J Phys Colloid Chem 1949;53 (9):1466–7. link1
[ 3 ] Cassie BD, Baxter S. Wettability of porous surfaces. Trans Faraday Soc 1944;40:546–50. link1
[ 4 ] Li J, Fu J, Cong Y, Wu Y, Xue LJ, Han YC. Macroporous fluoropolymeric films templated by silica colloidal assembly: a possible route to super-hydrophobic surfaces. Appl Surf Sci 2006;252(6):2229–34. link1
[ 5 ] Kim SH, Kim JH, Kang BK, Uhm HS. Superhydrophobic CFx coating via in-line atmospheric RF plasma of He-CF4-H2. Langmuir 2005;21(26):12213–7. link1
[ 6 ] Teshima K, Sugimura H, Inoue Y, Takai O, Takano A. Transparent ultra waterrepellent poly(ethylene terephthalate) substrates fabricated by oxygen plasma treatment and subsequent hydrophobic coating. Appl Surf Sci 2005;244(1– 4):619–22. link1
[ 7 ] Wagterveld RM, Berendsen CWJ, Bouaidat S, Jonsmann J. Ultralow hysteresis superhydrophobic surfaces by excimer laser modification of SU-8. Langmuir 2006;22(26):10904–8. link1
[ 8 ] Wong W, Chan K, Yeung KW, Lau KS. Surface structuring of poly(ethylene terephthalate) by UV excimer laser. J Mater Process Technol 2003;132(1– 3):114–8. link1
[ 9 ] Kulinich SA, Farzaneh M. Hydrophobic properties of surfaces coated with fluoroalkylsiloxane and alkylsiloxane monolayers. Surf Sci 2004;573 (3):379–90. link1
[10] Schondelmaier D, Cramm S, Klingeler R, Morenzin J, Zilkens C, Eberhardt W. Orientation and self-assembly of hydrophobic fluoroalkylsilanes. Langmuir 2002;18(16):6242–5. link1
[11] Vorobyev Y, Guo CL. Multifunctional surfaces produced by femtosecond laser pulses. J Appl Phys 2015;117(3):033103. link1
[12] Kietzig AM, Hatzikiriakos SG, Englezos P. Patterned superhydrophobic metallic surfaces. Langmuir 2009;25(8):4821–7. link1
[13] Wu PH, Cheng CW, Chang CP, Wu TM, Wang JK. Fabrication of large-area hydrophobic surfaces with femtosecond-laser-structured molds. J Micromech Microeng 2011;21(11):115032. link1
[14] Tang M, Shim V, Pan ZY, Choo YS, Hong MH. Laser ablation of metal substrates for super-hydrophobic effect. J Laser Micro Nanoeng 2011;6(1):6–9. link1
[15] Kietzig AM, Mirvakili MN, Kamal S, Englezos P, Hatzikiriakos SG. Laserpatterned super-hydrophobic pure metallic substrates: Cassie to Wenzel wetting transitions. J Adhes Sci Technol 2011;25:2789–809. link1
[16] Moradi S, Kamal S, Englezos P, Hatzikiriakos SG. Femtosecond laser irradiation of metallic surfaces: effects of laser parameters on superhydrophobicity. Nanotechnology 2013;24(41):415302. link1
[17] Her TH, Finlay RJ, Wu C, Deliwala S, Mazur E. Microstructuring of silicon with femtosecond laser pulses. Appl Phys Lett 1998;73(12):1673–5. link1
[18] Wang B, Wang X, Zheng H, Lam YC. Surface wettability modification of cyclic olefin polymer by direct femtosecond laser irradiation. Nanomaterials 2015;5 (3):1442–53. link1
[19] Toosi SF, Moradi S, Kamal S, Hatzikiriakos SG. Superhydrophobic laser ablated PTFE substrates. Appl Surf Sci 2015;349:715–23.
[20] Li ZL, Chu PL, Zheng HY, Lim GC. Process development of laser machining of carbon fibre reinforced plastic composites. In: Proceedings of the International Congress on Applications of Lasers & Electro-Optics (ICALEO); 2008 Oct 20–23; Temecula, CA, USA; 2008. link1
[21] Long J, Zhong M, Fan P, Gong D, Zhang H. Wettability conversion of ultrafast laser structured copper surface. J Laser Appl 2015;27(S2):S29107. link1
[22] Wang XC, Wang B, Xie H, Zheng HY, Lam YC. Picosecond laser micro/nano surface texturing of nickel for superhydrophobicity. J Phys D Appl Phys 2018;51(11):115305. link1
[23] Racˇiukaitis G, Brikas M, Gecˇys P, Voisiat B, Gedvilas M. Use of high repetition rate and high power lasers in microfabrication: how to keep the efficiency high? J Laser Micro Nanoeng 2009;4(3):186–91. link1
[24] Zhou GS, Fauchet PM, Siegman AE. Growth of spontaneous periodic surfacestructures on solids during laser illumination. Phys Rev B Condens Matter 1982;26(10):5366–81. link1
[25] Preston JS, Sipe JE, Sipe JE, van Driel HM. Pattern formation during laser melting of silicon. Phys Rev B Condens Matter 1989;40(6):3942–54. link1
[26] Isenor NR. CO2 laser-produced ripple patterns on NixP1x surfaces. Appl Phys Lett 1977;31:148–50. link1
[27] MillerJC,HaglundRFJ,editors.Laserablationanddesorption.Amsterdam:Elsevier Inc.; 1997.
[28] Tamaura Y, Tabata M. Complete reduction of carbon dioxide to carbon using cation-excess magnetite. Nature 1990;346(6281):255–6. link1
[29] Zhang CL, Li S, Wang LJ, Wu TH, Peng SY. Studies on the decomposition of carbon dioxide into carbon with oxygen-deficient magnetite: I. preparation, characterization of magnetite, and its activity of decomposing carbon dioxide. Mater Chem Phys 2000;62(1):44–51.
[30] Zhang CL, Li S, Wang LJ, Wu TH, Peng SY. Studies on the decomposing carbon dioxide into carbon with oxygen-deficient magnetite: II. the effects of properties of magnetite on activity of decomposition CO2 and mechanism of the reaction. Mater Chem Phys 2000;62(1):52–61 link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




