
2018, Volume 4, Issue 6
Engineering >> 2018, Volume 4, Issue 6 doi: 10.1016/j.eng.2018.10.007
Performance Analysis and Evaluation of Geometric Parameters in Stereo Deflectometry
EPSRC Future Advanced Metrology Hub, University of Huddersfield, Huddersfield HD1 3DH, UK
Next Previous
Abstract
This paper presents a novel geometric parameters analysis to improve the measurement accuracy of stereo deflectometry. Stereo deflectometry can be used to obtain form information for freeform specular surfaces. A measurement system based on stereo deflectometry typically consists of a fringe-displaying screen, a main camera, and a reference camera. The arrangement of the components of a stereo deflectometry system is important for achieving high-accuracy measurements. In this paper, four geometric parameters of a stereo deflectometry system are analyzed and evaluated: the distance between the main camera and the measured object surface, the angle between the main camera ray and the surface normal, the distance between the fringe-displaying screen and the object, and the angle between the main camera and the reference camera. The influence of the geometric parameters on the measurement accuracy is evaluated. Experiments are performed using simulated and experimental data. The experimental results confirm the impact of these parameters on the measurement accuracy. A measurement system based on the proposed analysis has been set up to measure a stock concave mirror. Through a comparison of the given surface parameters of the concave mirror, a global measurement accuracy of 154.2 nm was achieved.
Keywords
Optical metrology ; Error analysis ; Stereo deflectometry ; Three-dimensional shape measurement ; Performance evaluation ; Simulation
Figures
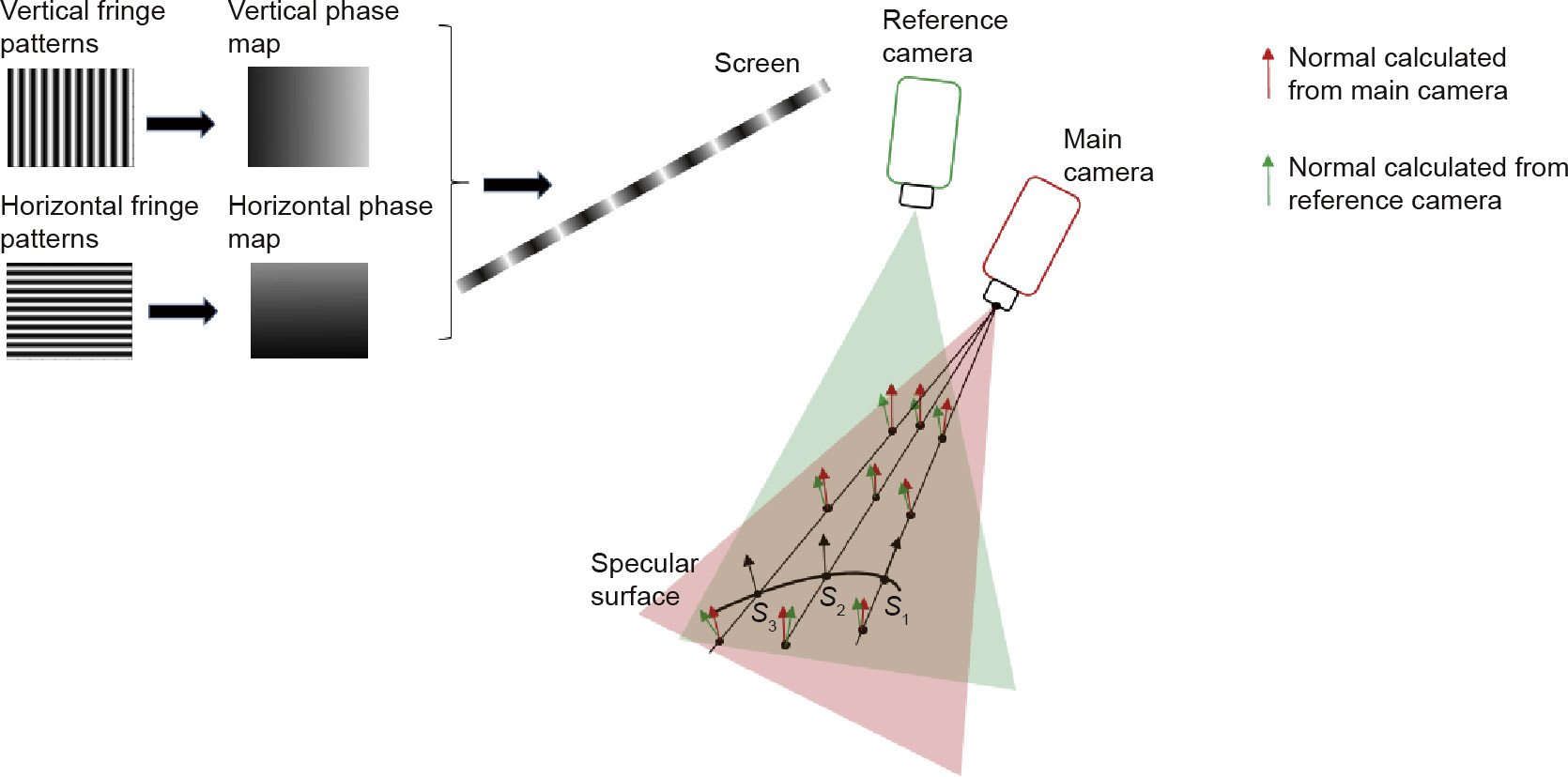
Fig.1
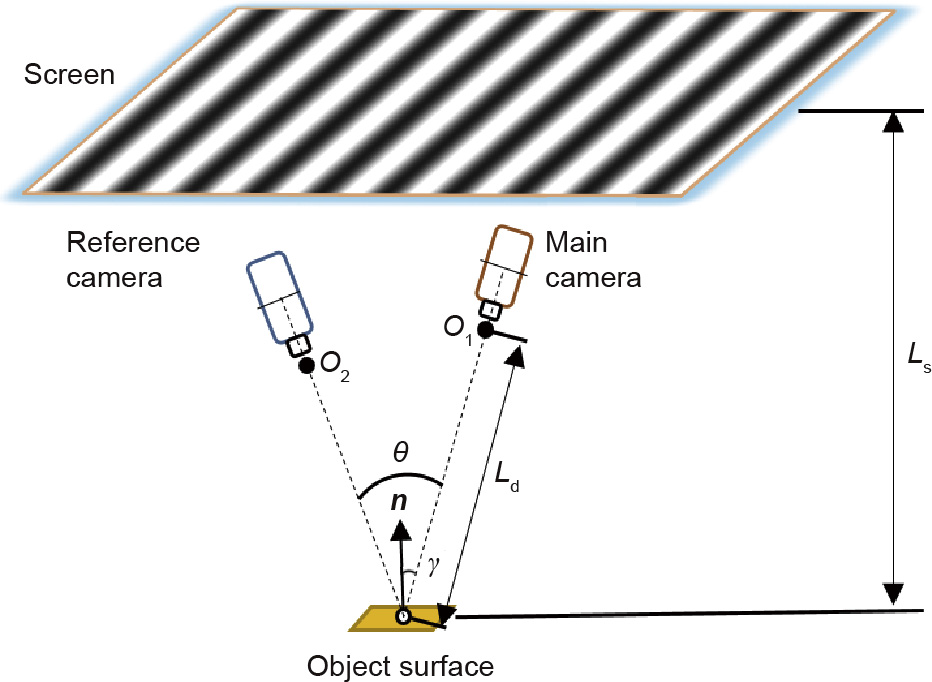
Fig.2
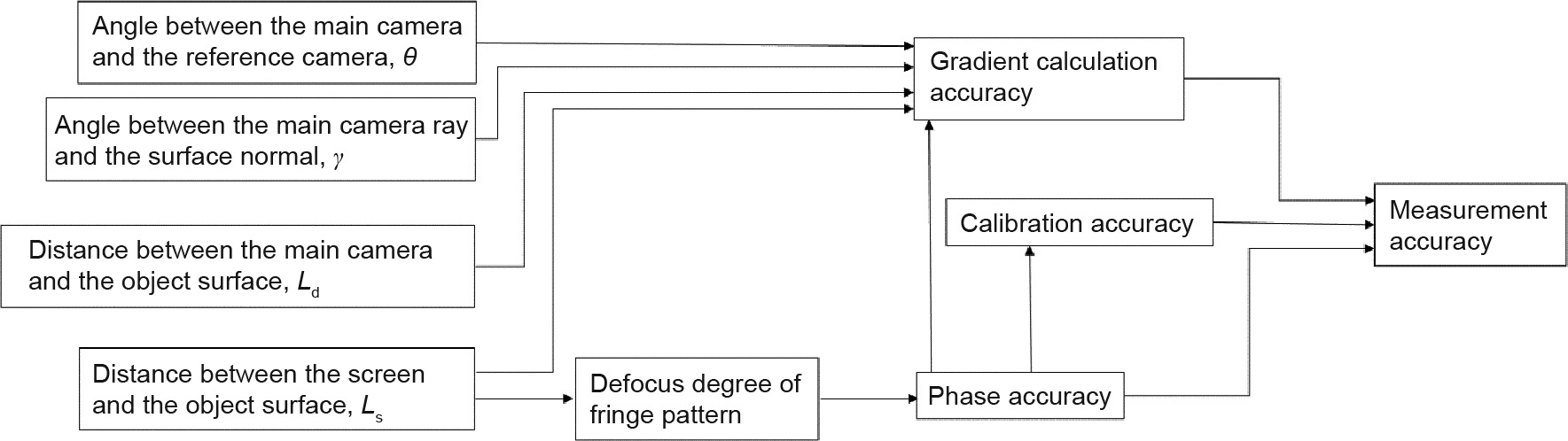
Fig.3

Fig.4

Fig.5
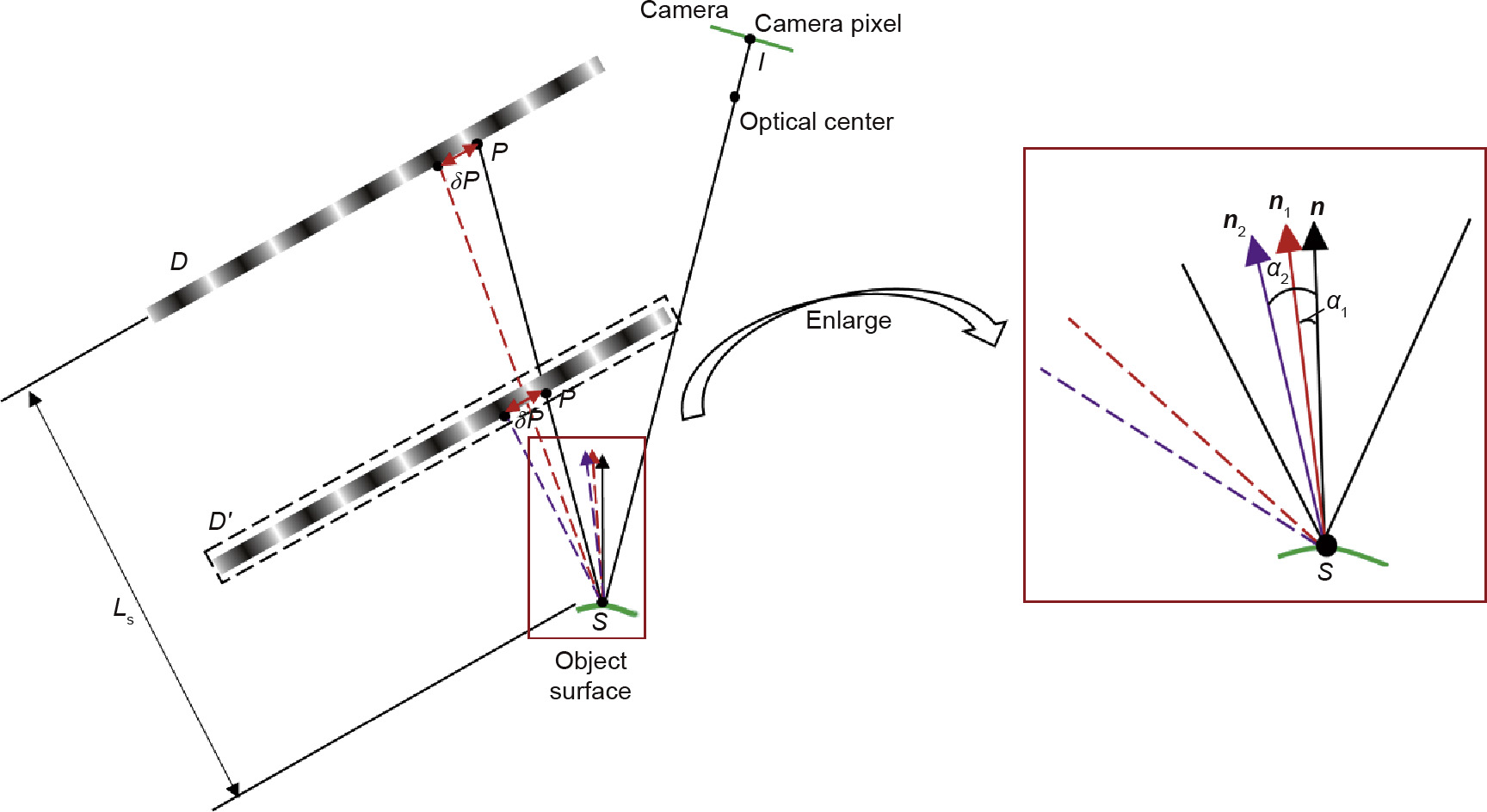
Fig.6
Fig.8

Fig.9
Fig.10
Fig.11

Fig.12

Fig.13
Fig.14
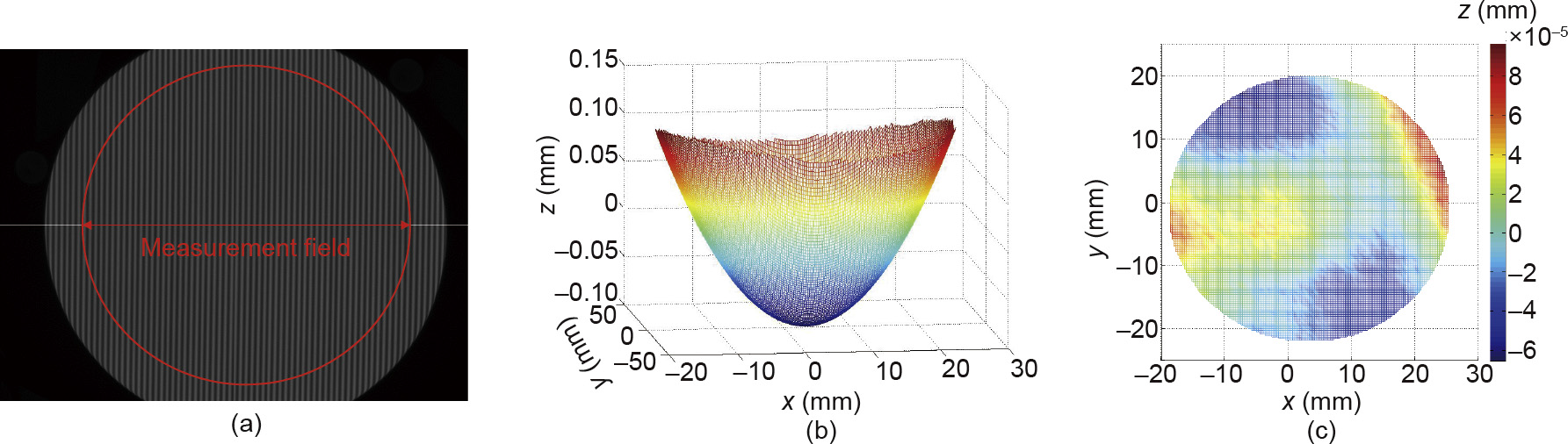
Fig.15
References
[ 1 ] Zhang Z. Review of single-shot 3D shape measurement by phase calculationbased fringe projection techniques. Opt Lasers Eng 2012;50(8):1097–106. link1
[ 2 ] Zuo C, Huang L, Zhang M, Chen Q, Asundi A. Temporal phase unwrapping algorithms for fringe projection profilomery: a comparative review. Opt Lasers Eng 2016;85:84–103. link1
[ 3 ] Zuo C, Chen Q, Gu G, Feng S, Feng F. High-speed three-dimensional profilometry for multiple objects with complex shapes. Opt Express 2012;20 (17):19493–510. link1
[ 4 ] Jiang X, Wang K, Gao F, Muhamedsalih H. Fast surface measurement using wavelength scanning interferometry with compensation of environmental noise. Appl Opt 2010;49(15):2903–9. link1
[ 5 ] Knauer MC, Kaminski J, Hausler G. Phase measuring deflectometry: a new approach to measure specular free-form surfaces. In: Osten W, Takeda M, editors. Optical metrology in production engineering. Proceedings of Photonics Europe; 2004; Strasbourg, France. Wales: SPIE; 2004. p. 366–76. link1
[ 6 ] Balzer J, Hofer S, Beyerer J. Multiview specular stereo reconstruction of large mirror surfaces. In: Proceedings of 2011 IEEE Conference on Computer Vision and Pattern Recognition; 2011 Jun 20–25; Providence, RI, USA. New York: IEEE; 2011. p. 2537–44. link1
[ 7 ] Fischer Petz M, Tutsch R. Model-based deflectometric measurement of transparent objects. In: Osten W, editor. Fringe 2013. Proceedings of the 7th International Workshop on Advanced Optical Imaging and Metrology; 2014 Jan 1; Nurtingen, Germany. Berlin: Springer; 2014. p. 573–6. link1
[ 8 ] Kaminski J, Lowitzsch S, Knauer M, Häusler G. Full-field shape measurement of specular surfaces. In: Osten W, editor. Fringe 2005: full-field shape measurement of specular surfaces. Berlin: Springer; 2006. p. 372–9. link1
[ 9 ] Huang L, Asundi A. Improvement of least-squares integration method with iterative compensations in fringe reflectometry. Appl Opt 2012;51(31): 7459–65. link1
[10] Ren H, Gao F, Jiang X. Least-squares method for data reconstruction from gradient data in deflectometry. Appl Opt 2016;55(22):6052–9. link1
[11] Petz M, Fischer M. Systematic errors in deflectometry induced by use of liquid crystal displays as reference structure. In: Proceedings of the 21st IMEKO TC2 Symposium on Photonics in Measurement; 2013 Sep 16–18; Gdansk, Poland; 2013. p. 16–8.
[12] Xu Y, Gao F, Zhang Z, Jiang X. Enhancement of measurement accuracy of optical stereo deflectometry based on imaging model analysis. Opt Lasers Eng 2018;111:1–7. link1
[13] Yue H, Wu Y, Zhao B, Ou Z, Liu Y, Liu Y. A carrier removal method in phase measuring deflectometry based on the analytical carrier phase description.Opt Express 2013;21(19):21756–65. link1
[14] Wu Y, Yue H, Yi J, Li M, Liu Y. Phase error analysis and reduction in phase measuring deflectometry. Opt Eng 2015;54(6):064103. link1
[15] Soumelidis A, Fazekas Z, Bodis-Szomoru A, Schipp F, Csakany B, Nemeth J. Specular surface reconstruction method for multi-camera corneal topographer arrangements. Recent Adv Biomed Eng 2009:639–60. link1
[16] Huang L, Ng CS, Asundi AK. Dynamic three-dimensional sensing for specular surface with monoscopic fringe reflectometry. Opt Express 2011;19 (13):12809–14. link1
[17] Huang L, Xue J, Gao B, McPherson C, Beverage J, Idir M. Modal phase measuring deflectometry. Opt Express 2016;24(21):24649–64. link1
[18] Breitbarth M, Kühmstedt P, Notni G. Calibration of a combined system with phase measuring deflectometry and fringe projection. In: Lehmann PH, editor. Optical measurement systems for industrial inspection VI. Proceedings of SPIE Europe Optical Metrology; 2009; Munich, Germany. Wales: SPIE; 2009. p. 738909. link1
[19] Balzer J, Werling S. Principles of shape from specular reflection. Measurement 2010;43(10):1305–17. link1
[20] Bonfort T, Sturm P. Voxel carving for specular surfaces. In: Proceedings of the Ninth IEEE International Conference on Computer Vision; 2003 Oct 13–16; Nice, France. New York: IEEE; 2003. p. 591–6. link1
[21] Xiao Y, Su X, You Z. Pose transfer geometrical calibration for fringe-reflection optical three-dimensional measurement. Opt Commun 2013;305:143–6. link1
[22] Werling S. Deflectometry for automatic visual inspection and reconstruction of reflective surfaces [dissertation]. Baden-Württemberg: Karlsruhe Institute of Technology; 2011. German.
[23] Xiao Y, Su X, Chen W. Flexible geometrical calibration for fringe-reflection 3D measurement. Opt Lett 2012;37(4):620–2. link1
[24] Zhao W, Su X, Liu Y, Zhang Q. Testing an aspheric mirror based on phase measuring deflectometry. Opt Eng 2009;48(10):103603–5. link1
[25] Huang L, Ng CS, Asundi AK. Fast full-field out-of-plane deformation measurement using fringe reflectometry. Opt Lasers Eng 2012;50(4):529–33. link1
[26] Xiao Y, Su X, Chen W, Liu Y. Three-dimensional shape measurement of aspheric mirrors with fringe reflection photogrammetry. Appl Opt 2012;51 (4):457–64. link1
[27] Maldonado AV, Su P, Burge JH. Development of a portable deflectometry system for high spatial resolution surface measurements. Appl Opt 2014;53 (18):4023–32. link1
[28] Wedowski RD, Atkinson GA, Smith ML, Smith LN. Dynamic deflectometry: a novel approach for the on-line reconstruction of specular freeform surfaces. Opt Lasers Eng 2012;50(12):529–33. link1
[29] Olesch E, Faber C, Hausler G. Deflectometric self-calibration for arbitrary specular surfaces. In: Proceedings of the 2011 Annual Conference of the German Society for Applied Optics; 2011 Jun 15–18; Ilmenau, Germany; 2011. link1
[30] Faber C, Olesch E, Krobot R, Häusler G. Deflectometry challenges interferometry: the competition gets tougher! In: Schmit J, Creath K, Towers CE, Burke J, editors. Interferometry XVI: techniques and analysis. Proceedings of SPIE; 2012 Aug 12–16; San Diego, CA, USA. Wales: SPIE; 2012. link1
[31] Faber C. New methods and advances in deflectometry. Erlangen: Erlangen Scientific Press; 2012.
[32] Ren H, Gao F, Jiang X. Iterative optimization calibration method for stereo deflectometry. Opt Express 2015;23(17):22060–8. link1
[33] Xu Y, Gao F, Zhang Z, Jiang X. A holistic calibration method with iterative distortion compensation for stereo deflectometry. Opt Lasers Eng 2018;106:111–8. link1
[34] Zhang Z, Zhang D, Peng X. Performance analysis of a 3D full-field sensor based on fringe projection. Opt Lasers Eng 2004;42(3):341–53. link1
[35] Zhao P, Gao N, Zhang Z, Gao F, Jiang X. Performance analysis and evaluation of direct phase measuring deflectometry. Opt Lasers Eng 2018;103:24–33. link1
[36] iPad Pro [Internet]. Hollyhill: Apple, Inc.; c2018 [cited 2018 Sep 14]. Available from: https://www.apple.com/uk/ipad-pro/. link1
[37] Duet display [Internet]. Duet, Inc.; c2018 [cited 2018 Sep 14]. Available from: https://www.duetdisplay.com/. link1
[38] Towers CE, Towers DP, Jones J. Absolute fringe order calculation using optimised multi-frequency selection in full-field profilometry. Opt Lasers Eng 2005;43(7):788–800. link1
[39] Zhang Z, Towers CE, Towers DP. Time efficient color fringe projection system for 3D shape and color using optimum 3-frequency selection. Opt Express 2006;14(14):6444–55. link1
[40] Xu Y, Gao F, Ren H, Zhang Z, Jiang X. An iterative distortion compensation algorithm for camera calibration based on phase target. Sensors (Basel) 2017;17(6):1188. link1
[41] Edmund optics [Internet]. Illinois: The future depends on optics, Inc.; c2018 [cited 2018 Sep 14]. Available from: https://www.edmundoptics.com/. link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




