2015, Volume 1, Issue 2
Engineering >> 2015, Volume 1, Issue 2 doi: 10.15302/J-ENG-2015054
CPS Modeling of CNC Machine Tool Work Processes Using an Instruction-Domain Based Approach
National Numerical Control System Engineering Research Center, Huazhong University of Science and Technology, Wuhan 430074, China
Next Previous
Abstract
Building cyber-physical system (CPS) models of machine tools is a key technology for intelligent manufacturing. The massive electronic data from a computer numerical control (CNC) system during the work processes of a CNC machine tool is the main source of the big data on which a CPS model is established. In this work-process model, a method based on instruction domain is applied to analyze the electronic big data, and a quantitative description of the numerical control (NC) processes is built according to the G code of the processes. Utilizing the instruction domain, a work-process CPS model is established on the basis of the accurate, real-time mapping of the manufacturing tasks, resources, and status of the CNC machine tool. Using such models, case studies are conducted on intelligent-machining applications, such as the optimization of NC processing parameters and the health assurance of CNC machine tools.
Keywords
cyber-physical system (CPS) ; big data ; computer numerical control (CNC) machine tool ; electronic data of work processes ; instruction domain ; intelligent machining
Figures
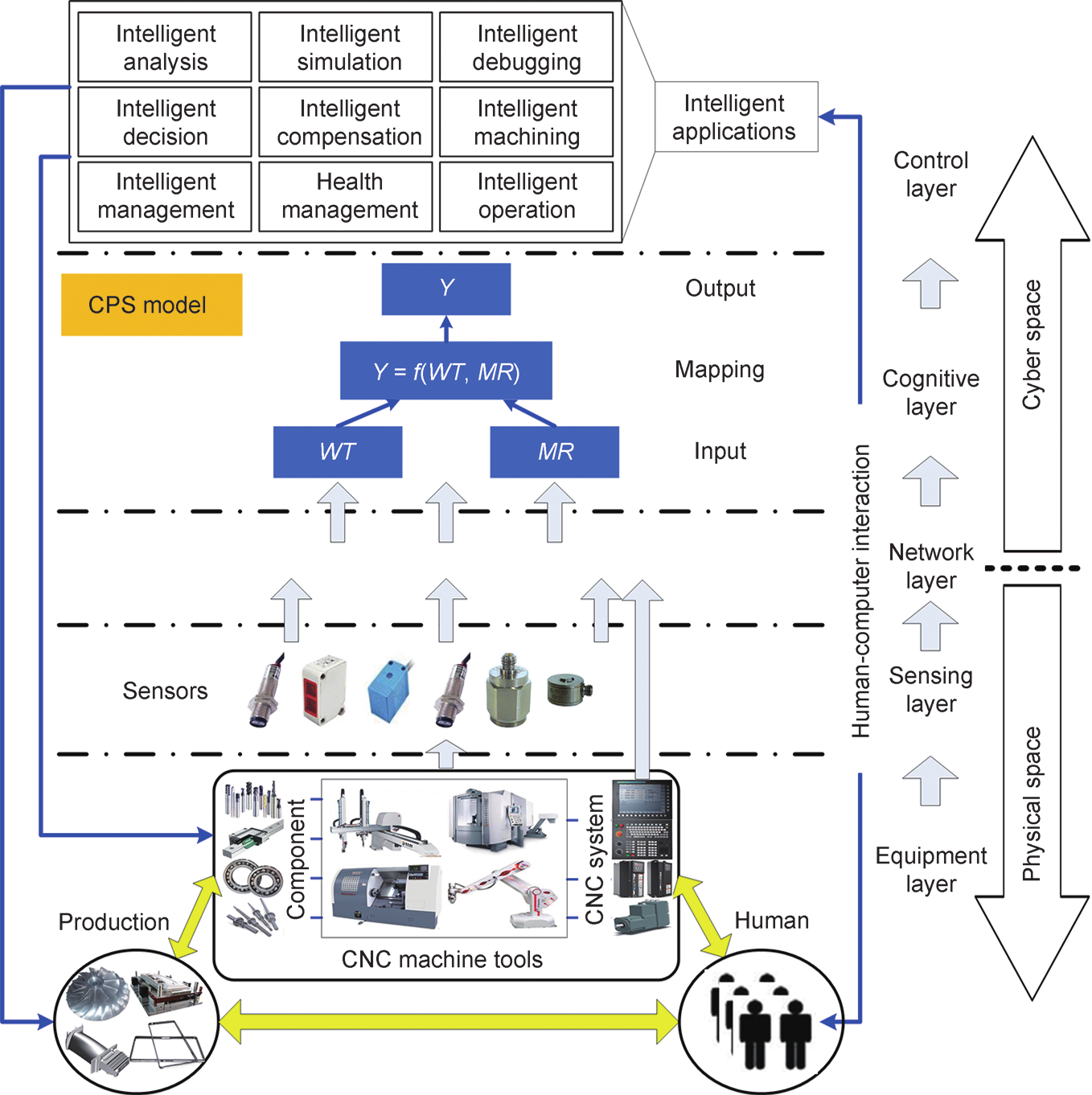
Fig. 1

Fig. 2
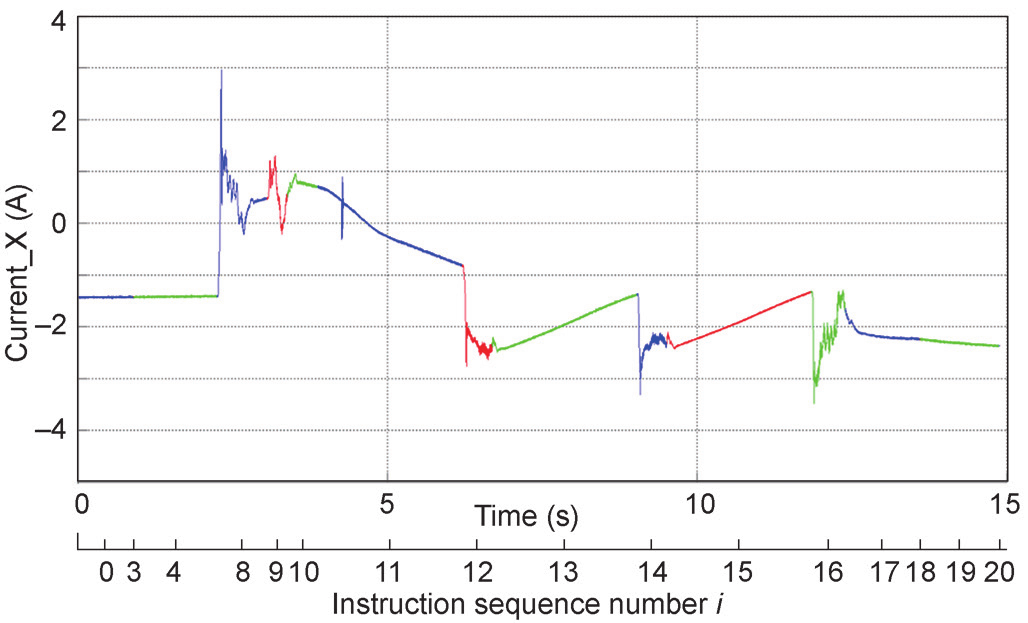
Fig. 3

Fig. 4

Fig. 5

Fig. 6

Fig.7
Fig. 8

Fig. 9

Fig. 10

Fig. 11
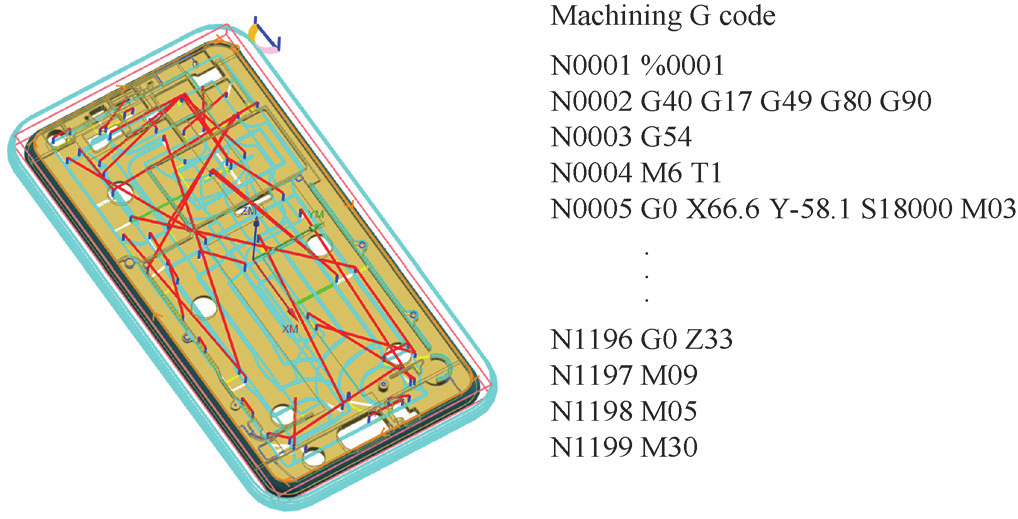
Fig. 12
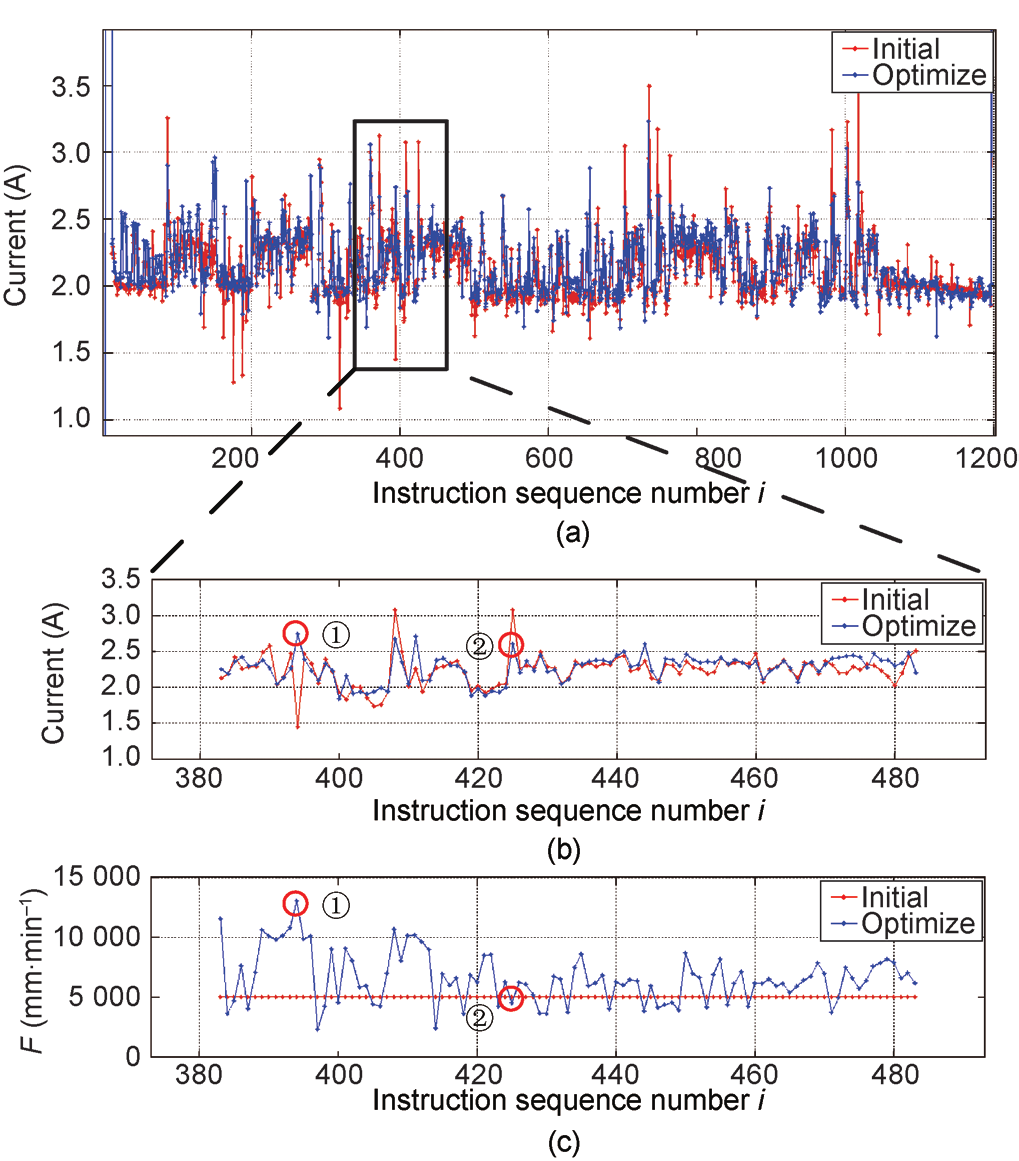
Fig. 13

Fig. 14

Fig. 15

Fig. 16

Fig. 17

Fig. 18
References
[ 1 ] H. Kagermann, Recommendations for implementing the strategic initiative Industrie 4.0: Final report of the Industrie 4.0 Working Group. 2013
[ 2 ] J. C. Jensen, D. H. Chang, E. A. Lee. A model-based design methodology for cyber-physical systems. In: Proceedings of the 7th International Wireless Communications and Mobile Computing Conference (IWCMC). New York: IEEE, 2011: 1666−1671
[ 3 ] P. Derler, E. A. Lee, A. S. Vincentelli. Modeling cyber-physical systems. Proc. IEEE, 2012, 100(1): 13−28 link1
[ 4 ] Y. Wu, L. Chen. Simulation Optimization Method for Multi-domain Physical Systems. Beijing: Science Press, 2011 (in Chinese)
[ 5 ] A. Vijayaraghavan, W. Sobel, A. Fox, D. Dornfeld, P. Warndorf. Improving machine tool interoperability using standardized interface protocols: MTConnectTM. In: Proceedings of 2008 International Symposium on Flexible Automation (ISFA). Atlanta, GA, USA, 2008: 23−26
[ 6 ] A. Kao, J. Lee, R. Lapira, S. Yang, Y. Huang, N. Yen. iFactory cloud service platform based on IMS tools and Servo-lution. In: J. Lee, J. Ni, J. Sarangapani, J. Mathew, eds. Engineering Asset Management 2011: Proceedings of the Sixth World Congress on Engineering Asset Management. London: Springer, 2011: 699−709
[ 7 ] L. H. Wang. Machine availability monitoring and machining process planning towards Cloud manufacturing. CIRP J. Manuf. Sci. Technol., 2013, 6(4): 263−273 link1
[ 8 ] J. Lee, B. Bagheri, H. A. Kao. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manufacturing Letters, 2015, 3: 18−23 link1
[ 9 ] J. Lee, E. Lapira, B. Bagheri, H. Kao. Recent advances and trends in predictive manufacturing systems in big data environment. Manufacturing Letters, 2013, 1(1): 38−41 link1
[10] J. Wan, M. Chen, F. Xia, L. Di, K. Zhou. From machine-to-machine communications towards cyber-physical systems. Comput. Sci. Inf. Syst., 2013, 10(3): 1105−1128
[11] J. Lee, F. Wu, W. Zhao, M. Ghaffari, L. Liao, D. Siegel. Prognostics and health management design for rotary machinery systems—Reviews, methodology and applications. Mech. Syst. Signal Pr., 2014, 42(1−2): 314−334 link1
[12] V. Plapper, M. Weck. Sensorless machine tool condition monitoring based on open NCs. In: Proceedings of the 2001 IEEE International Conference on Robotics & Automation. New York: IEEE, 2001: 3104−3108
[13] J. F. G. Oliveira, F. Ferraz Júnior, R. T. Coelho, E. J. Silva. Architecture for machining process and production monitoring based in open computer numerical control. Proc. Inst. Mech. Eng., B J. Eng. Manuf., 2008, 222(12): 1605−1612 link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




