
2020, Volume 6, Issue 6
Engineering >> 2020, Volume 6, Issue 6 doi: 10.1016/j.eng.2020.05.005
State-of-the-Art Review of High-Throughput Statistical Spatial-Mapping Characterization Technology and Its Applications
a Beijing Advanced Innovation Center for Materials Genome Engineering, Central Iron & Steel Research Institute, Beijing 100081, China
b Beijing Key Laboratory of Metal Materials Characterization, Central Iron & Steel Research Institute, Beijing 100081, China
c NCS Testing Technology Co., Ltd., Beijing 100081, China
Next Previous
Abstract
Macroscopic materials are heterogeneous, multi-elementary, and complex. No material is homogeneous or isotropic at a certain small scale. Parts of the material that differ from one another can be termed ‘‘natural chips.” At different spots on the material, the composition, structure, and properties vary slightly, and the combination of these slight differences establishes the overall material performance. This article presents a state-of-the-art review of research and applications of high-throughput statistical spatialmapping characterization technology based on the intrinsic heterogeneity within materials. Highthroughput statistical spatial-mapping uses a series of rapid characterization techniques for analysis from the macroscopic to the microscopic scale. Datasets of composition, structure, and properties at each location are obtained rapidly for practical sample sizes. Accurate positional coordinate information and references to a point-to-point correspondence are used to set up a database that contains spatialmapping lattices. Based on material research and development design requirements, dataset spatialmapping within required target intervals is selected from the database. Statistical analysis can be used to select a suitable design that better meets the targeted requirements. After repeated verification, genetic units that reflect the material properties are determined. By optimizing process parameters, the assembly of these genetic unit(s) is verified at the mesoscale, and quantitative correlations are established between the microscale, mesoscale, macroscale, practical sample, across-the-scale span composition, structure, and properties. The high-throughput statistical spatial-mapping characterization technology has been applied to numerous material systems, such as steels, superalloys, galvanization, and ferrosilicon alloys. This approach has guided the composition and the process optimization of various materials.
Keywords
Material heterogeneity ; High-throughput characterization ; Statistical spatial-mapping ; Original-position statistical-distribution analysis
SupplementaryMaterials
Figures
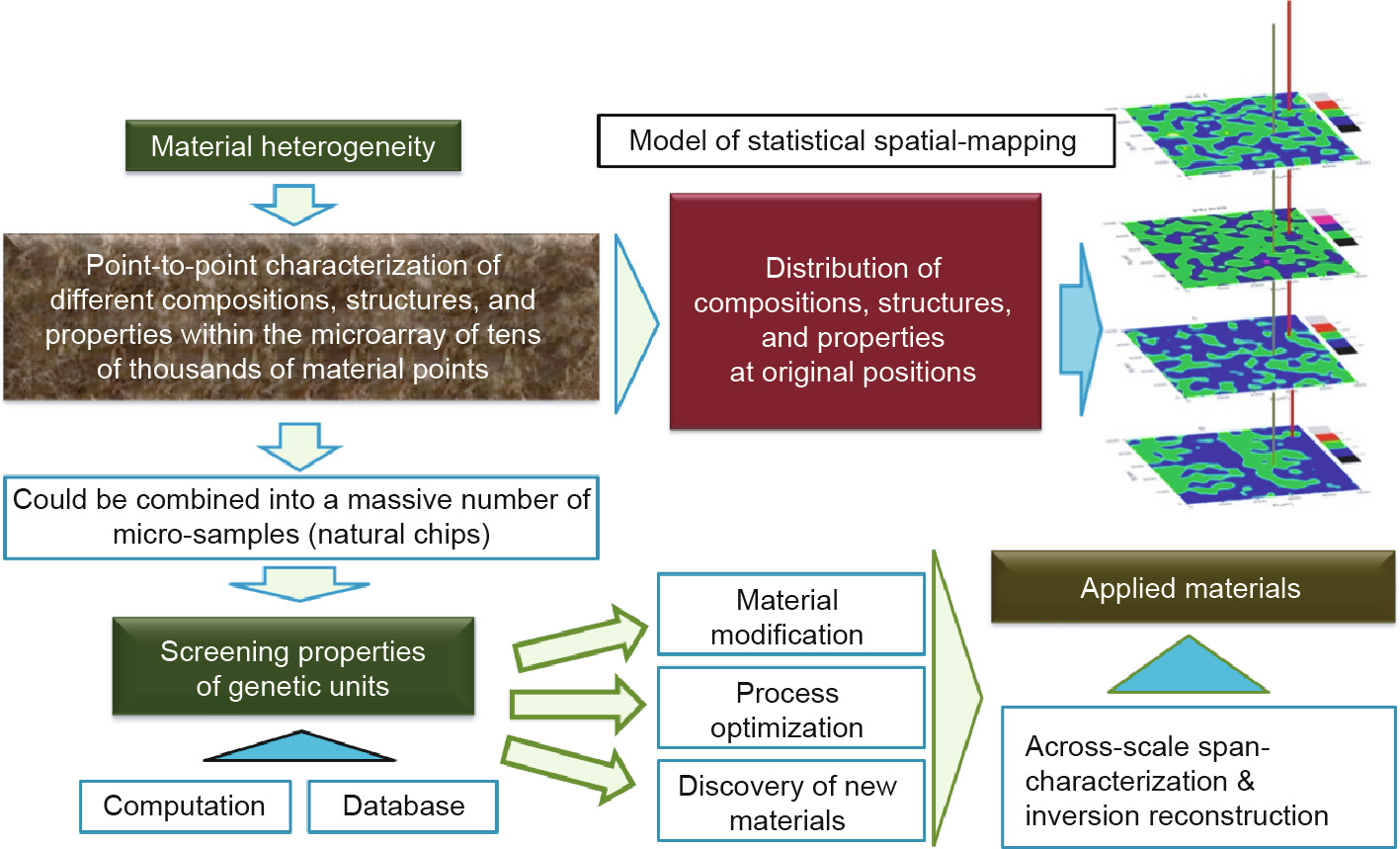
Fig. 1

Fig. 2

Fig. 3

Fig. 4

Fig. 5
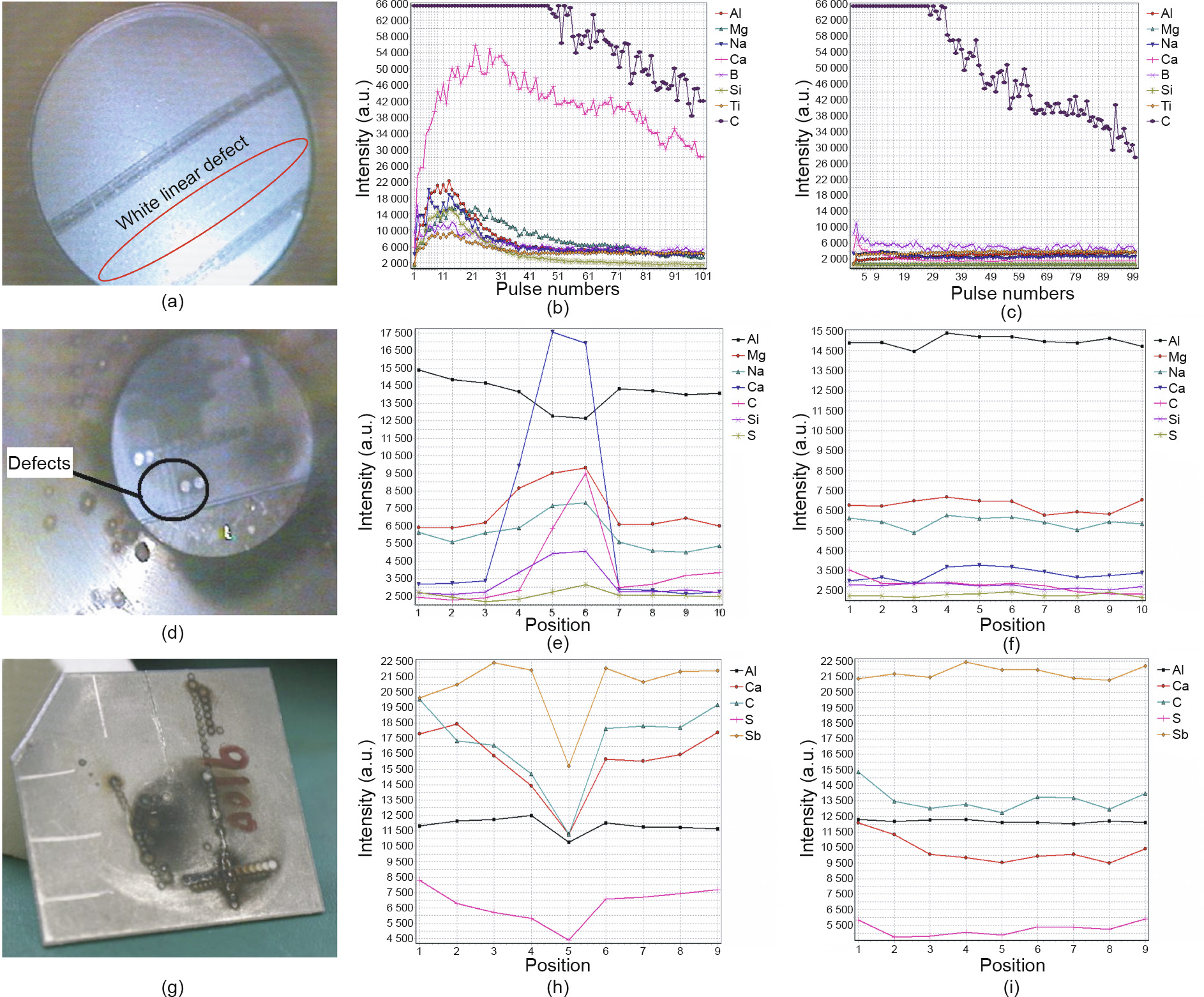
Fig. 6
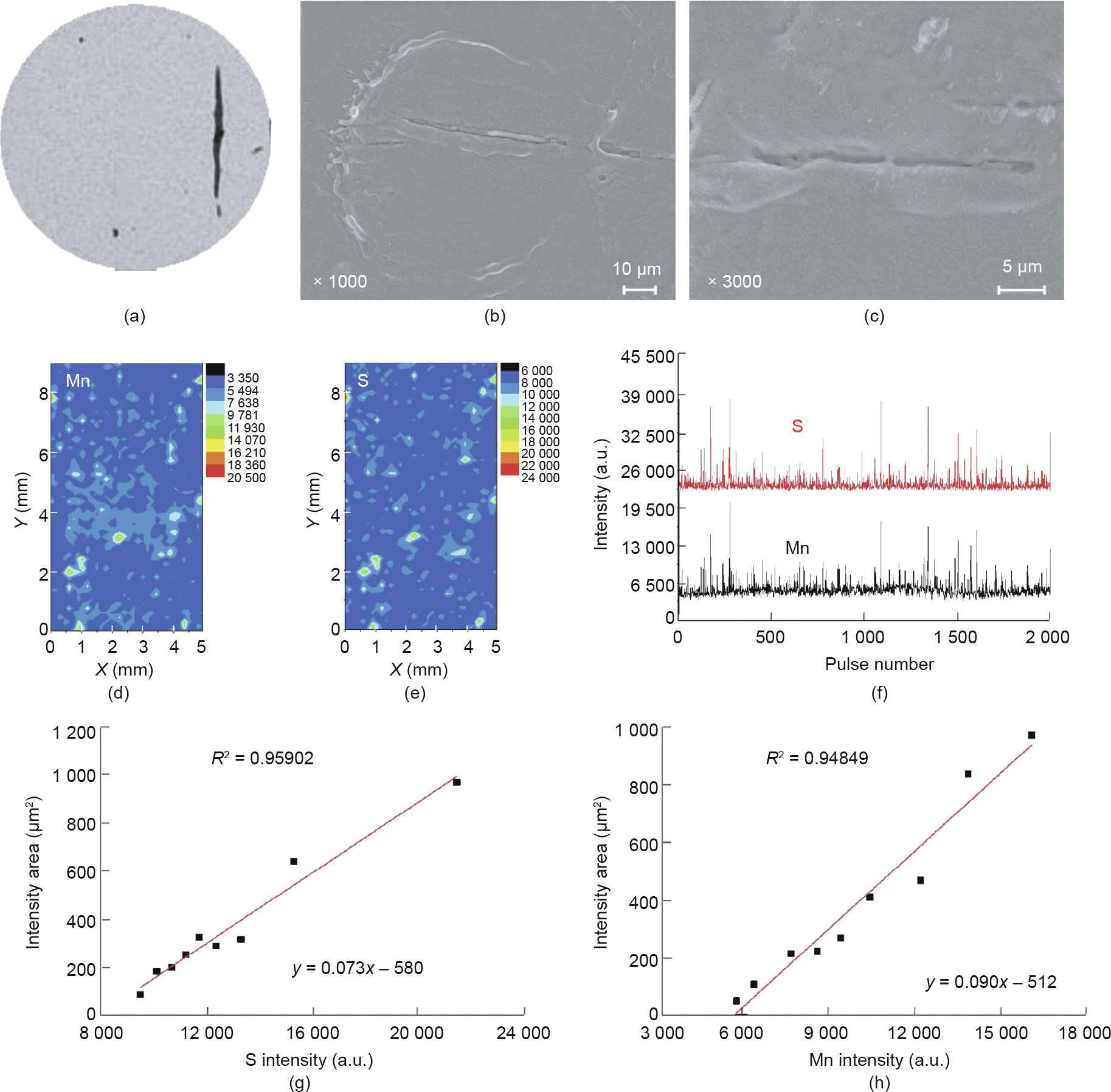
Fig. 7

Fig. 8
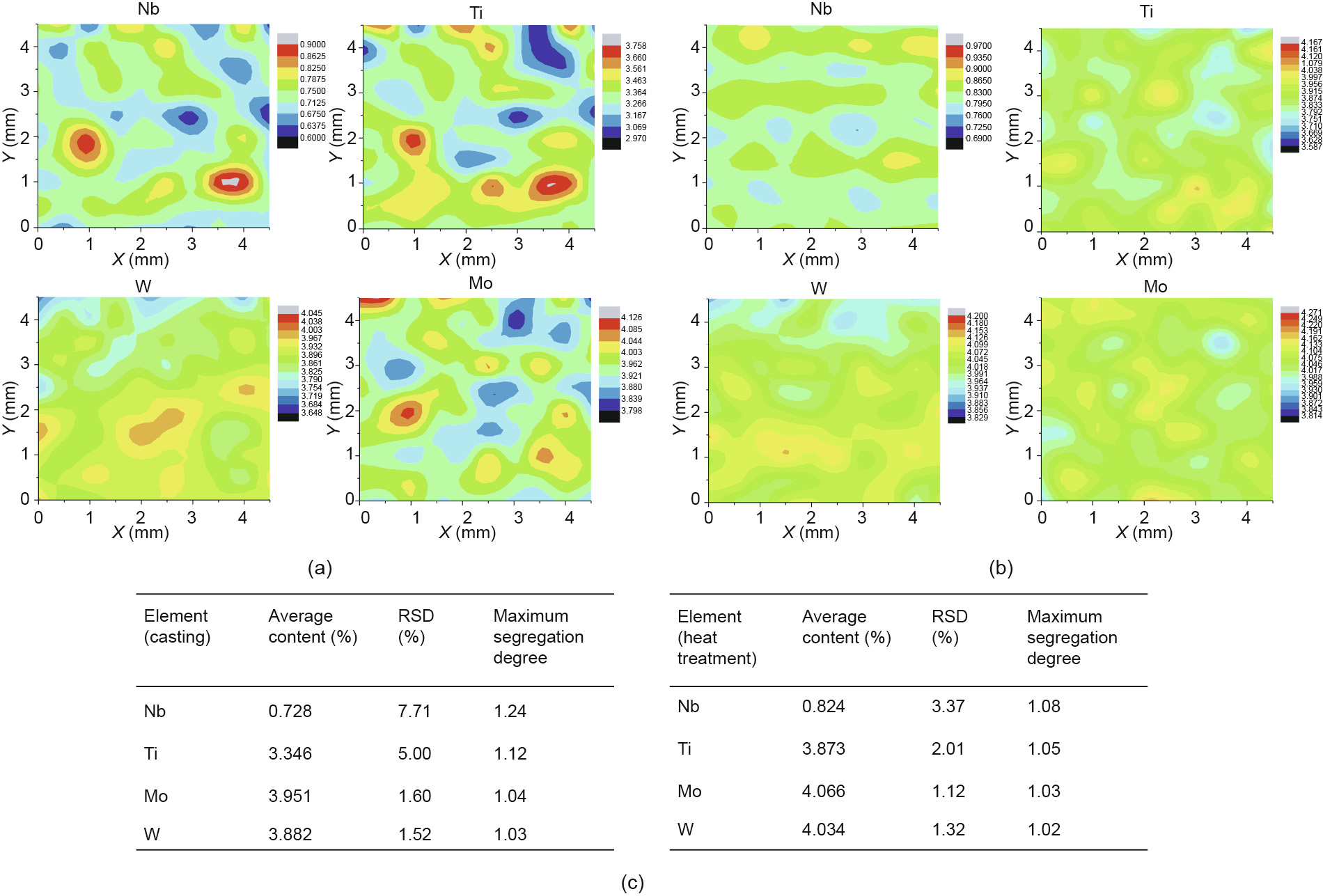
Fig. 9
Fig. 10
Fig. 11
Fig. 12
Fig. 13
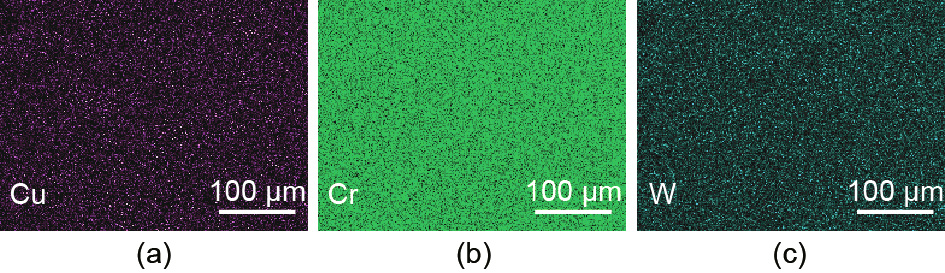
Fig. 14
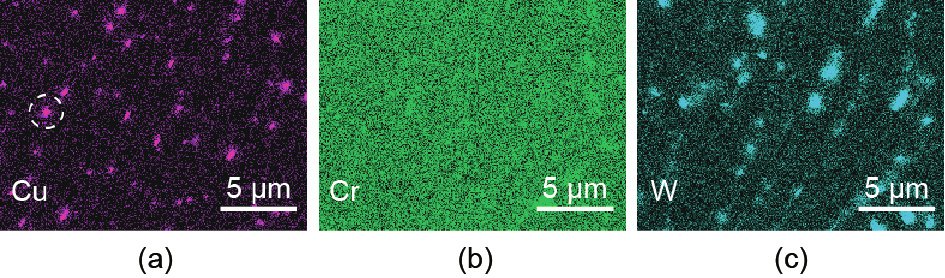
Fig. 15
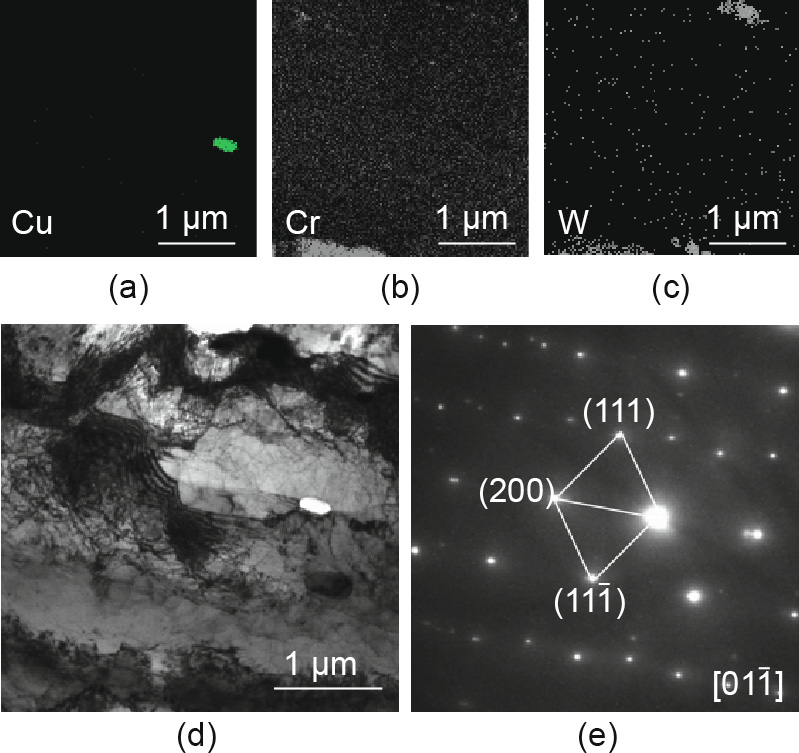
Fig. 16
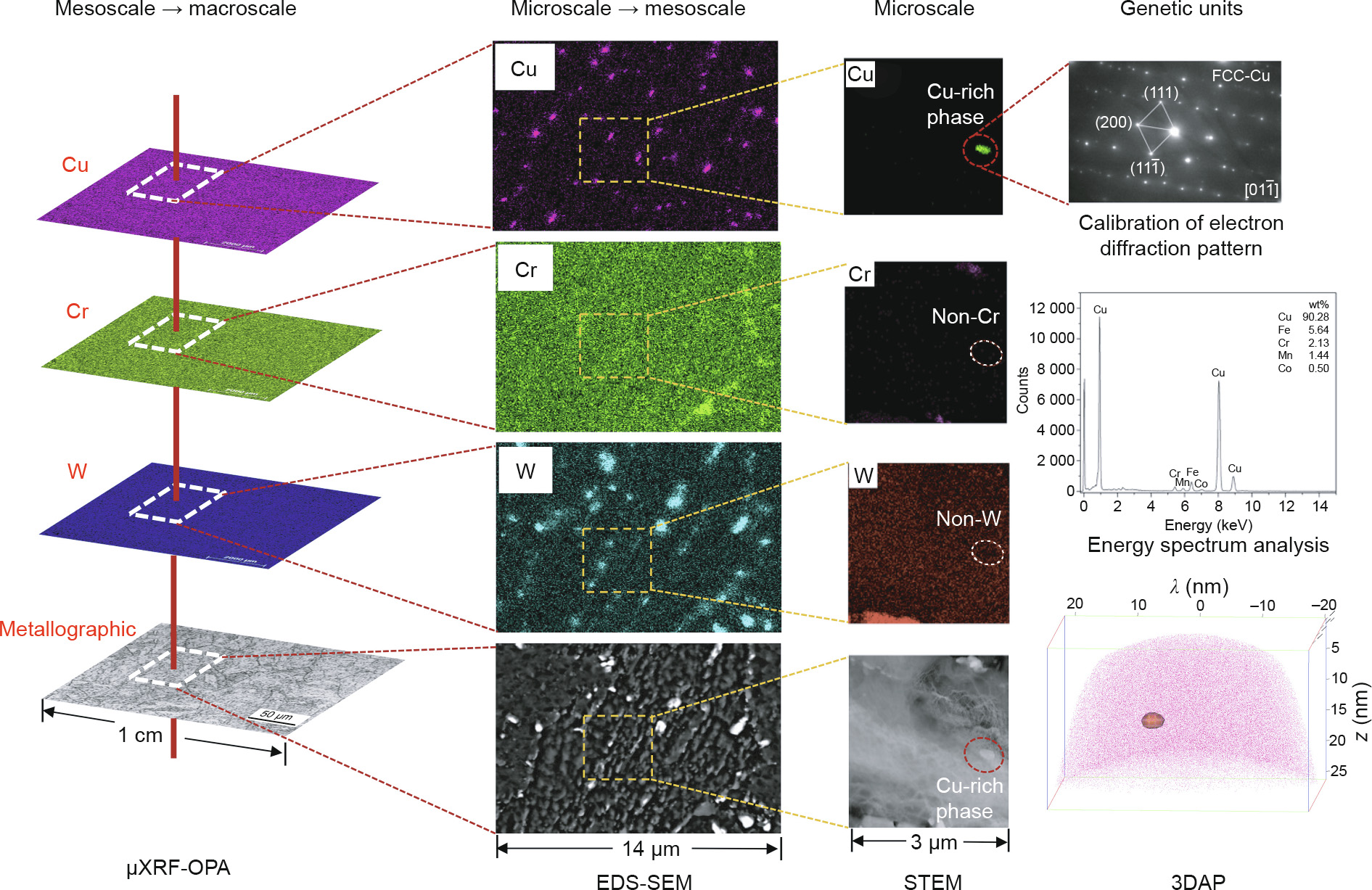
Fig. 17
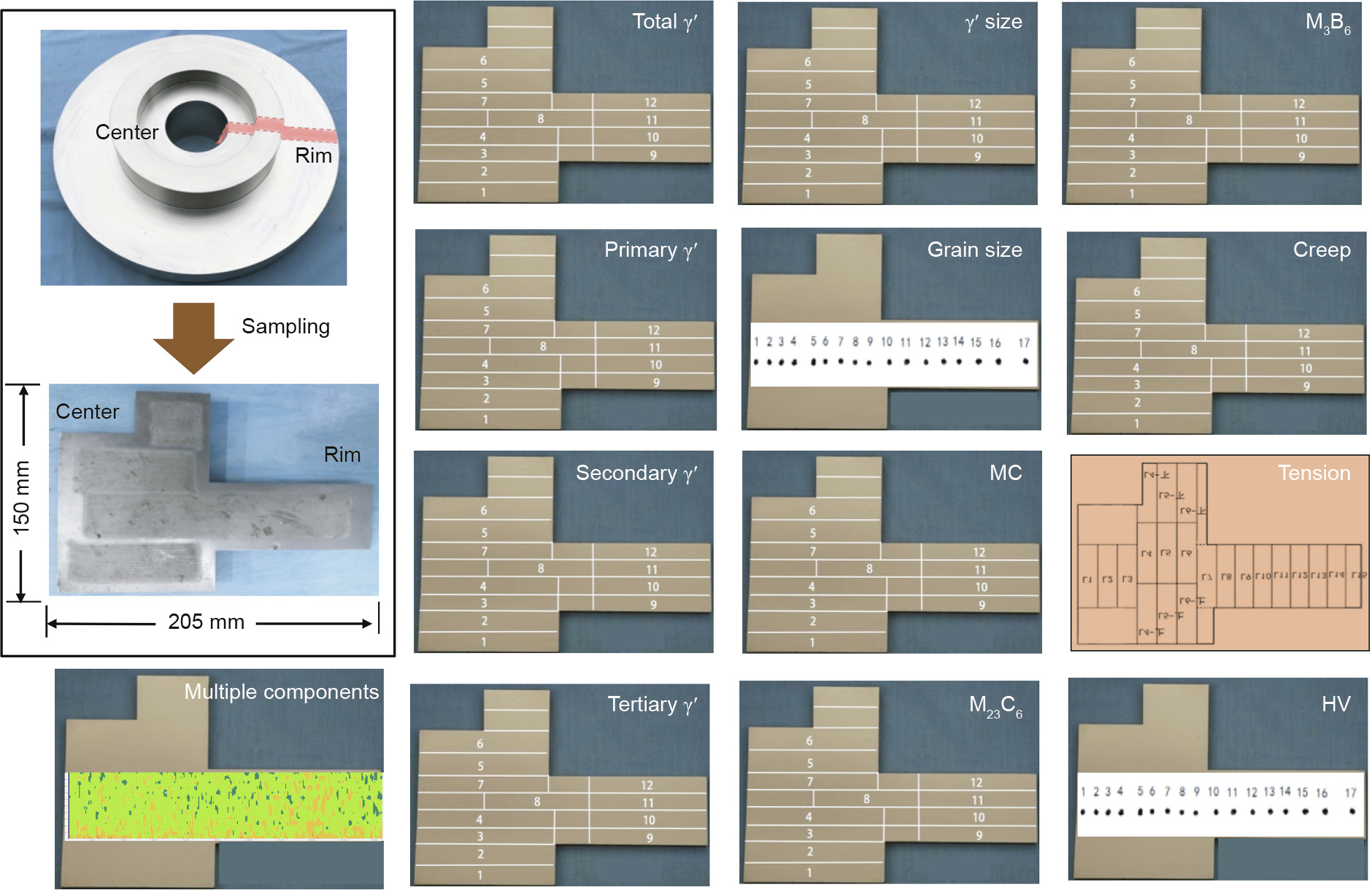
Fig. 18
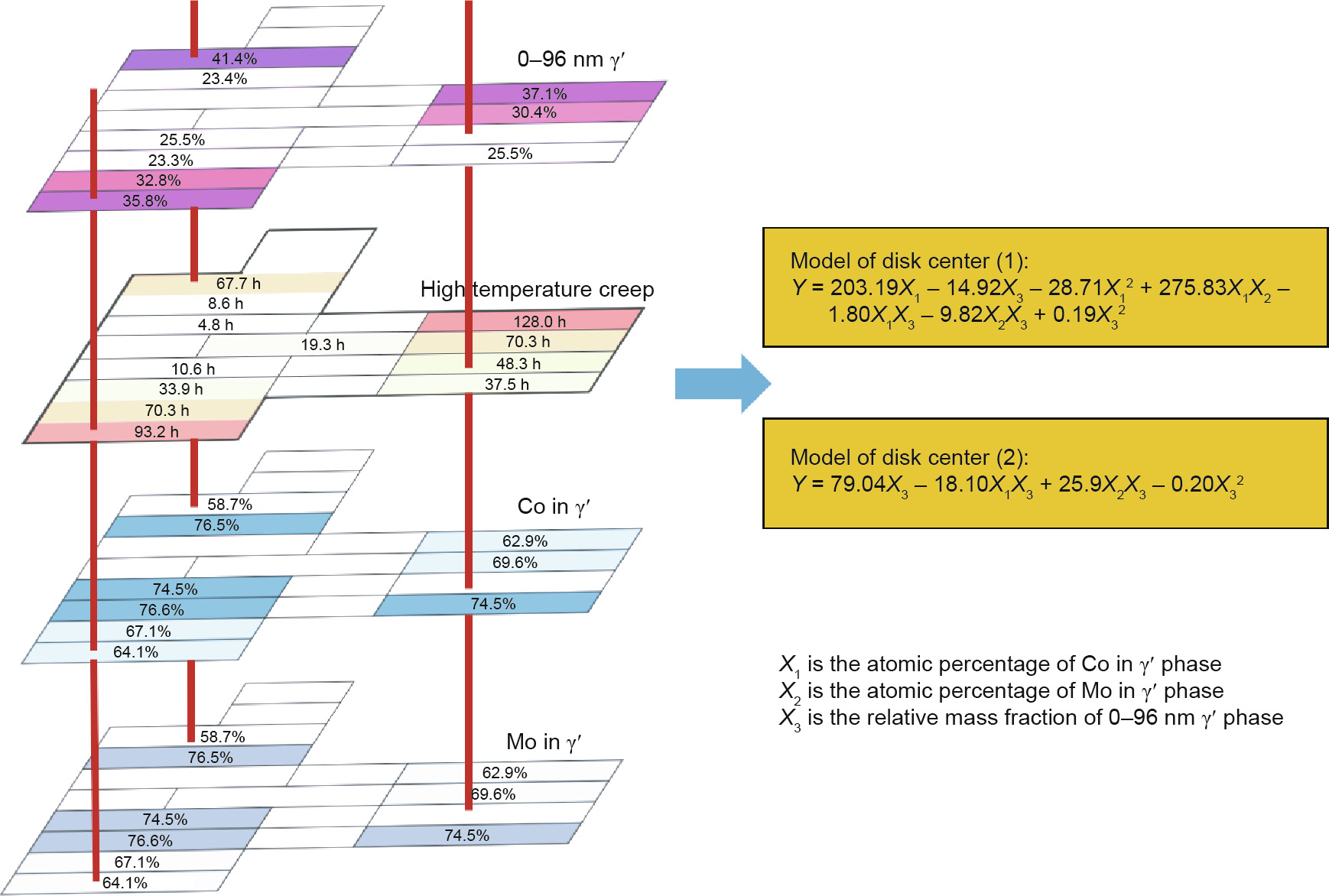
Fig. 19
References
[ 1 ] Xiang XD, Sun XD, Briceño G, Luo YL, Wang KA, Chang HY, et al. A combinatorial approach to materials discovery. Science 1995;268 (5218):1738–40. link1
[ 2 ] Zhao JC, Jackson MR, Peluso LA, Brewer LN. A diffusion multiple approach for the accelerated design of structural materials. MRS Bull 2002;27(4):324–9. link1
[ 3 ] Mao SS. High throughput growth and characterization of thin film materials. J Cryst Growth 2013;379:123–30. link1
[ 4 ] Chen L, Bao J, Gao C, Huang SX, Liu CH, Liu WH. Combinatorial synthesis of insoluble oxide library from ultrafine/nano particle suspension using a dropon-demand inkjet delivery system. J Comb Chem 2004;6(5):699–702. link1
[ 5 ] Gregoire JM, Dale D, Kazimirov A, DiSalvo FJ, van Dover RB. Cosputtered composition-spread reproducibility established by high-throughput X-ray fluorescence. J Vac Sci Technol A 2010;28(5):1279–80. link1
[ 6 ] Gregoire JM, Dale D, Kazimirov A, DiSalvo FJ, van Dover RB. High energy X-ray diffraction/X-ray fluorescence spectroscopy for high-throughput analysis of composition spread thin films. Rev Sci Instrum 2009;80(12):123905. link1
[ 7 ] Reddington E, Sapienza A, Gurau B, Viswanathan R, Sarangapani S, Smotkin ES, et al. Combinatorial electrochemistry: a highly parallel, optical screening method for discovery of better electrocatalysts. Science 1998;280 (5370):1735–7. link1
[ 8 ] Liu XN, Shen Y, Yang RT, Zou SH, Ji XL, Shi L, et al. Inkjet printing assisted synthesis of multicomponent mesoporous metal oxides for ultrafast catalyst exploration. Nano Lett 2012;12(11):5733–9. link1
[ 9 ] Wei T, Xiang XD, Wallace-Freedman WG, Schultz PG. Scanning tip microwave near-field microscope. Appl Phys Lett 1996;68(24):3506–8. link1
[10] Oral A, Bending SJ, Henini M. Scanning hall probe microscopy of superconductors and magnetic materials. J Vac Sci Technol B 1996;14 (2):1202–5. link1
[11] Takeuchi I, Yang W, Chang KS, Aronova MA, Venkatesan T, Vispute RD, et al. Monolithic multichannel ultraviolet detector arrays and continuous phase evolution in MgxZn1–xO composition spreads. J Appl Phys 2003;94 (11):7336–40. link1
[12] Huxtable S, Cahill DG, Fauconnier V, White JO, Zhao JC. Thermal conductivity imaging at micrometre-scale resolution for combinatorial studies of materials. Nat Mater 2004;3(5):298–301. link1
[13] Kim HJ, Han JH, Kaiser R, Oh KH, Vlassak JJ. High-throughput analysis of thin- film stresses using arrays of micromachined cantilever beams. Rev Sci Instrum 2008;79(4):045112. link1
[14] Wang HZ, Wang H, Ding H, Xiang XD, Xiang Y, Zhang XK. Progress in highthroughput materials synthesis and characterization. Sci Technol Rev 2015;33(10):31–49. link1
[15] Wang HZ, Jia YH, Zhao L, Li DL, Zhong ZQ. The combinatorial experiment technique of materials’ genetic units reflection mapping characterized by high throughput original position statistic distribution analysis based on the inhomogeneous property of materials. In: Proceedings of the No.195 Chinese Engineering Science and Technology Forum—PFIT’2014; 2014 Oct 19; Beijing, China; 2014. p. 7–8. Chinese. link1
[16] Wang HZ, Li ML, Zhuang JY. Original position statistic distribution analysis characterization of niobium on the vertical section of casting of superalloypneumatic plate wheel. Eng Sci 2011;13(10):19–27. Chinese. link1
[17] Liu YH, Wang G, Wang RJ, Zhao DQ, Pan MX, Wang WH. Super plastic bulk metallic glasses at room temperature. Science 2007;315(5817):1385–8. link1
[18] Yu HB, Shen X, Wang Z, Gu L, Wang WH, Bai HY. Tensile plasticity in metallic glasses with pronounced b relaxations. Phys Rev Lett 2012;108(1):015504. link1
[19] Ichitsubo T, Matsubara E, Yamamoto T, Chen HS, Nishiyama N, Saida J, et al. Microstructure of fragile metallic glasses inferred from ultrasoundaccelerated crystallization in Pd-based metallic glasses. Phys Rev Lett 2005;95(24):245501. link1
[20] Wang WH. Metallic glasses family traits. Nat Mater 2012;11(4):275–6. link1
[21] Liu YH, Wang D, Nakajima K, Zhang W, Hirata A, Nishi T, et al. Characterization of nanoscale mechanical heterogeneity in a metallic glass by dynamic force microscopy. Phys Rev Lett 2011;106(12):125504. link1
[22] Wagner H, Bedorf D, Küchemann S, Schwabe M, Zhang B, Arnold W, et al. Local elastic properties of a metallic glass. Nat Mater 2011;10(6):439–42. link1
[23] Peng HL, Li MZ, Wang WH. Structural signature of plastic deformation in metallic glasses. Phys Rev Lett 2011;106(13):135503. link1
[24] Hassani M, Lagogianni AE, Varnik F. Probing the degree of heterogeneity within a shear band of a model glass. Phys Rev Lett 2019;123(19):195502. link1
[25] Wang HZ, Chen JW, Yang ZJ, Yang XS, Gao HB, Jia YH, et al. Research of original position statistic distribution analysis technique. In: Proceedings of the Development of Science and Technology Awards of China Association for Instrumental Analysis; 2015 Oct 27–29; Beijing, China; 2015. Chinese.
[26] Wang HZ. Current state of metallurgical analysis in China and its future trends. Metall Anal 2007;27(1):1–6. link1
[27] Wang HZ. Original position statistic distribution analysis (OPA)—novel statistic characterization method of different chemical compositions and its states of the materials. Mater Sci Forum 2007;539–543:4446–51. link1
[28] Wang HZ. A new method of statistic characterization of specific properties of materials—original position statistic distribution analysis. Phys Test Chem Anal Part B Chem Anal 2006;42(1):1–5. link1
[29] Wang HZ. Original position statistic distribution analysis—new analytical method in quality evaluation of process metallurgy and metal materials. Chin J Nonferrous Met 2004;S1:98–105. link1
[30] Wang HZ. Original position statistic distribution analysis (original position analysis)—a new analytical method in research and quality evaluation of materials. Sci China Ser B 2003;46(2):119–23. link1
[31] Wang HZ, Yang ZJ, Chen JW, Yang XS. Original position statistic distribution analysis system. China Metall 2002;6:23–5. Chinese. link1
[32] Wang HZ. Original position statistic distribution analysis-new technology of material research and quality criterion. Sci China Ser B 2002;32(6):481–5. Chinese. link1
[33] Chen JW, Yang XS, Chang LL, Hu Y, Yuan LJ, Wang HZ. Development of original position analyzer for metal. Mod Sci Instrum 2005;5:14–7. link1
[34] Wang HZ, Chen JW, Yang ZJ, Yang XS, Gao HB, Jia YH, et al., inventors; Central Iron & Steel Research Institute, assignee. Original position statistic distribution analysis method. China patent CN200210053706.1. 2004 Jun 16. Chinese.
[35] Wang HZ, Chen JW, Yang ZJ, Yang XS, Gao HB, Jia YH, et al., inventors; Central Iron & Steel Research Institute, assignee. Original position analyzer for metal. China patent CN200210053707.6. 2004 Jun 16. Chinese.
[36] Wang HZ, Yang XS, Zhang XX, Peng XY, Li ML, Chen YY, et al., inventors; NCS Testing Technology Co. Ltd., assignee. Suspension scanning method and sample fixture of original position analyzer for metal. China patent CN200510123305.2. 2006 May 3. Chinese.
[37] Wang HZ, Chen JW, Yang ZJ, Yang XS, Gao HB, Jia YH, et al., inventors; Central Iron & Steel Research Institute (CN), assignee. A method for analysing metals in the fundamental state utilizing the statistical distribution of elements. Europe patent EP2003009038. 2003 Oct 22.
[38] Wang HZ, Chen JW, Yang ZJ, Yang XS, Gao HB, Jia YH, et al., inventors; Central Iron & Steel Research Institute (CN), assignee. Analyzer for metal. Europe patent EP20030007171. 2003 Oct 8.
[39] Wang HZ, Chen JW, Yang ZJ, Yang XS, Gao HB, Jia YH, et al., inventors; NCS Testing Technology Co. Ltd., assignee. Methode d’analyse de distribution statistique de position originale pour un metal. France patent FR2838827 (A3). 2003 Feb 19.
[40] Wang HZ, Zhang XX, Jia HY, Chen JW, Zhao X, Li ML, inventors; Central Iron & Steel Research Institute, assignee. Original position statistical distribution analysis of inclusion size in metal materials. China patent CN200410090616.9. 2005 Apr 27. Chinese.
[41] Ministry of Science and Technology of the People’s Republic of China. Original-position statistical distribution analysis of metal. National Technological Invention Award in 2008. No. F-215-2-01. Chinese.
[42] Zuo XJ, Cheng GG, Li J. Original position statistic distribution analysis of the continuous casting billet of 20MnSi steel. Metall Anal 2018;38(1):9–15. Chinese. link1
[43] Zuo XJ, Du S, Liu Q, Cheng HJ, Li J. Original position statistic distribution analysis of the elements in cross section of pipe line steel continuous casting slab. Metall Anal 2017;37(1):1–7. Chinese. link1
[44] Zhang TT. Original position statistic distribution analysis of pipeline steel continuous casting slab in soft reduction. Metall Anal 2017;37(5):19–24. Chinese. link1
[45] Zhou LP. Composition distribution characteristics of 450 mm thick continuous casting slab in full thickness. Mod Metall 2017;45(1):1–4. Chinese. link1
[46] Qin ZQ, Kang ZQ, Lan CH. Original position statistic distribution analysis of central carbon segregation in GCr15 continuous casting billet. Mod Metall 2017;45(1):10–3. Chinese. link1
[47] Yu ZY, Liu K, Qiu ST, Yan HC, Wang XY. Original position statistic distribution analysis for the continuous casting slab of 72A tire cord steel. Metall Anal 2016;36(12):1–7. Chinese. link1
[48] Zhou LP. Original position statistic distribution analysis of composition distribution of 200 square continuous casting billet. Mod Metall 2016;44 (2):19–22. Chinese. link1
[49] Luo QH, Li DL, Fan YZ, Wang HZ. Original position statistic distribution analysis for element segregation of cross-section of stainless steel continuous casting slab. Metall Anal 2015;35(10):1–7. Chinese. link1
[50] Luo QH, Li DL, Wang HZ. Original position statistic distribution analysis for element segregation of cross-section of stainless steel continuous casting slab. In: Proceedings of the No.195 Chinese Engineering Science and Technology Forum—PFIT’2014; 2014 Oct 19; Beijing, China. p. 186–7. Chinese. link1
[51] Zhang Z, Liu RQ, Zhu GR, Huang Z, Xu XH. Application of original position statistic distribution analysis in improving central segregation of cord steel. Mod Metall 2014;42(5):24–6. Chinese. link1
[52] Luo QH. Study on solute migration of stainless steel continuous casting slab during rolling process by original position statistic distribution analysis technique [dissertation]. Beijing: China Iron and Steel Research Institute; 2014. Chinese. link1
[53] Li JW, Zhang SZ, Xia NP, Yu WH, Li DL. Original position statistic distribution analysis for the large square billet of 82A tire cord steel. Metall Anal 2013;33 (7):1–9. Chinese. link1
[54] Li DL, Wen ZM, Wang HZ. Original position statistic distribution analysis for the round billet of steel 35. Metall Anal 2012;32(12):1–7. Chinese. link1
[55] Wang KJ, Li W. Application of original position statistic distribution analysis technique in composition segregation detection of continuous casting slab. Metall Anal 2012;32(1):7–14. Chinese. link1
[56] Lin ZG, Zhang XF, Zhang JL, Zhang S. Han-Steel Handan iron and steel nonoriented electrical steel H50W800 casting in-situ analysis. In: Proceedings of the 8th (2011) China Iron and Steel Annual Conference; 2011 Oct 26; Beijing, China. p. 2489–93. Chinese. link1
[57] Xia NP, Yu WH, Zhang SZ, Chen SH, Gui JB. Study on central segregation in continuous casting slab of high carbon steel by original position statistic distribution analysis technique. Metall Anal 2011;31(10):1–6. Chinese. link1
[58] Li ML, Wang H, Yang ZG, Feng XX, Chen JW, Jia YH, et al. Original position statistic distribution analysis of carbon, silicon, manganese, phosphorus, sulfur, niobium, titanium, vanadium in the cross section of different middle and low alloy steel continuous casting slabs. Metall Anal 2011;31(6):1–8. Chinese. link1
[59] Chen ZR, Shen Z. Application of original position statistic distribution analysis technique in segregation analysis of continuous casting billets. Metall Anal 2010;30(12):1–5. link1
[60] Li W, Wang KJ. Study on carbon and manganese original position statistical distribution of high carbon continuous cast round billet. Tianjin Metall 2010; (4):16–20,75. Chinese.
[61] Ji YL, Liu JH, Chen F, Liu J. Research on centerline segregation heredity of F550 shipbuilding steel. In: Proceedings of 10th Annual Conference of China Iron and Steel and 6th Annual Academic Conference of Baosteel; 2015 Oct 21; Shanghai, China. p. 663–71. Chinese. link1
[62] Yuan LJ, Hu P, Shi XX, Wang HZ. Segregation study of carbon in the fracture sample of shipbuilding steel plate by spark source original position statistic distribution analysis technique. Metall Anal 2010;30(7):1–5. Chinese. link1
[63] Huang YS. Analysis of segregation in imported thick steel plate by original position statistic distribution analysis technique. Metall Anal 2010;30(1):1–6. link1
[64] Guo HH, Song B, Mao JH, Zhao P. Effect of rare earth elements on macrosegregation in weather-resisting steel. J Univ Sci Technol B 2010;32 (1):44–9,66. Chinese.
[65] Li ML, Wang H, Yang ZG, Wu C, Chen JW, Wang HZ. Distribution analysis of C, Si, Mn, P, S, Nb, Ti, V in the cross section of different low and middle iron and steel continuous casting slabs by OPA technique. In: Proceedings of the 7th (2009) China Iron and Steel Annual Conference; 2009 Nov 11; Beijing, China. p. 1732–9. Chinese. link1
[66] Wang HZ, Li ML, Zhang XX, Wu C. Original position statistic distribution analysis (OPA) on the quality of mould steel billet. Eng Sci 2009;11 (10):39–47. Chinese. link1
[67] Li XH, Kang YL, Wu GL, Xiao AD. Original position statistic distribution analysis for thin slab produced by CSP. J Iron Steel Res 2009;21(8):9–12,34. link1
[68] Li ML, Chen JW, Wu C, Zhang XX, Jia YH, Wang HZ. Segregation analysis of different stainless steel slabs by original position statistic distribution analysis technique. Metall Anal 2008;6:1–10. Chinese. link1
[69] Chen FQ. Segregation in continuous casting billet and flat-bulb steel of 10CrNiCu and its effect on mechanical properties [dissertation]. Harbin: Harbin Engineering University; 2008. Chinese. link1
[70] Chen JW, Wang HZ. Study on original position statistic distribution analysis of low alloy steel continuous casting billet. Metall Anal 2007;9:1–6. link1
[71] Yang ZM, He YT, Lin ST. Original position statistic distribution analysis for automobile beam slab. Metall Anal 2007;7:36–41. Chinese. link1
[72] Xue ZL, Zuo DW, Qi JH, Gao JB, Jiang DY, Wang GR, et al. Analysis of original position statistic distribution on solidification segregation of cast billet. Spec Steel 2007;1:13–5. Chinese. link1
[73] Yuan LJ, Wang HZ. Temperature effect and its mathematic correction mode for original position statistic distribution analysis. Metall Anal 2007;6:28–31. Chinese. link1
[74] Yuan LJ, Wang HZ. Correction of matrix effect for the determination of components in stainless steel by original position statistic distribution analysis. Metall Anal 2006;6:20–2. Chinese. link1
[75] Liu J. Original position statistic distribution analysis for radial steel billet. Henan Metall 2006;(S2):24–26,49. Chinese.
[76] Xue ZL, Qi JH, Gao JB, Zuo DW, Jiang DY, Wang GR, et al. Study on solidification segregation of billets based on original position statistic distribution analysis. Henan Metall 2006;(S2):36–9. Chinese.
[77] Yang YJ. Application of original position statistic distribution analysis technique in analysis of continuous casting billets [dissertation]. Changsha: Central South University; 2006. Chinese. link1
[78] Wang HZ, Zhao P, Chen JW, Li ML, Yang ZJ, Wu C. Original position statistic distribution analysis study of low alloy steel continuous casting billet. Sci China Ser E 2005;48(1):104–15. link1
[79] Wang HZ, Li ML, Chen JW, Wu C. Original position statistic distribution analysis (OPA) study on the quality of billet. Eng Sci 2003;10:34–42. Chinese. link1
[80] Yang ZJ, Wang HZ. Application research of original position analysis for quality control of C-C billets. In: Proceedings of the 7th Beijing Youth Science and Technology Papers Selection Award-winning Papers Collection; 2003 Dec; Beijing, China; 2003. p. 185. Chinese. link1
[81] Yang ZJ, Wang HZ. Original position analysis for low alloy steel billets with different microstructure. Iron Steel 2003;38(9):67–71. Chinese. link1
[82] Li DL, Gao Y, Wen ZM, Wang HZ. Original position statistical distribution characterization of high-quality carbon structural steel round billet and its relationship with microstructure and mechanical properties. Min Metall 2013;22(S1):107–11. Chinese. link1
[83] Wang WL. Discriminant quality defects of aluminum alloys and three others by original position analysis [dissertation]. Beijing: General Research Institute for Nonferrous Metals; 2013. Chinese. link1
[84] Wang WL, Zhang XX, Liu Y, Liu J, Tong J, Zhang Y, et al. Original position statistic distribution analysis of casting brass. Metall Anal 2013;33(6):1–8. Chinese. link1
[85] Li DL, Cheng HM, Si H, Zhang Y, Wang HZ. Original position statistic distribution analysis for aluminum/silicon casting aluminum alloys. Metall Anal 2012;32(10):37–44. Chinese. link1
[86] Zhao L, Jia YH, Liu QB, Chen JW, Wang HZ. Determination of inclusion single manganese content in iron and steel with discharge analysis. Metall Anal 2006;(1):1–5. Chinese.
[87] Li DL, Si H, Li ML, Jia YH, Wang HZ. Determination of particle size of silicon inclusions in steel by original position statistic distribution analysis technique. Metall Anal 2009;29(1):1–7. Chinese. link1
[88] Liu G, Jia YH, Chen JW, Wang HZ. Study on the spectroscopic behavior of TiN and TiC in steel. Metall Anal 2003;3:25–7. Chinese. link1
[89] Yang ZJ, Wang HZ. Research on segregation and inclusion of continuous casting slab by original position analysis. Iron Steel 2003;(3):61–3. Chinese.
[90] Zhang TT. Analysis of manganese sulfide inclusion size distribution in heavy rail steel by original position statistic distribution technique. Metall Anal 2017;37(7):6–10. Chinese. link1
[91] Li DL, Gao HB, Li ML, Qu WJ, Zhang XX, Jia YH, et al. A new original position analysis method for inclusion size in high performance alloy structural steel. In: Proceedings of the 2015 Conference of China Association for Instrumental Analysis; 2015 Jul; Beijing, China; 2015. Chinese.
[92] Li DL, Xia NP, Li JW, Zhang SZ, Yu WH. Original position statistic distribution analysis method for inclusions in beam steel. Metall Anal 2014;34(12):1–6. Chinese. link1
[93] Li DL, Li JW, Zhang SZ, Xia NP, Yu WH. Study on original position statistic quantitative method for the content of aluminium inclusions in steel. Metall Anal 2014;34(3):1–6. Chinese. link1
[94] Li DL, Wang HZ. Original position statistic distribution analysis for the sulfides in gear steels. ISIJ Int 2014;54(1):160–4. link1
[95] Liu JH, Bao YP, Wang GX, Yang Y, Li KM, Li LX. Investigation of inclusion distribution in ingots of high pressure boiler-tube steel P12 by dissection. J Univ Sci Technol B 2012;34(7):769–74. Chinese. link1
[96] Li DL, Xiao GH, Jia YH, Wang HZ. Original position statistical distribution analysis of sulfide in gear steel. In: Proceedings of 2nd Steel Quality Control Technology Conference; 2012 Mar 2; Beijing, China. p. 185–93. Chinese. link1
[97] Li DL, Li ML, Jia YH, Wang HZ. Application of spark source atomic emission spectrometry to the state analysis of inclusions in steel. Metall Anal 2011;31 (5):20–6. Chinese. link1
[98] Li DL, Li ML, Jia YH, Wang HZ. Quantitative analysis of silicon inclusions in steel by original position statistic distribution analysis technique. Metall Anal 2011;31(1):1–6. Chinese. link1
[99] Gong YY, Han CM. Statistic dispersion analysis of inclusions in continuous casting round billet. In: Proceedings of 7th (2009) China Iron and Steel Annual Conference; 2009 Nov 11; Beijing, China. p. 916–9. Chinese. link1
[100] Li ML, Gao HB, Chang LL, Yuan LJ, Wang HZ. Original position statistic distribution analysis of manganese, titanium, aluminium, niobium inclusions in stainless steel slabs. Metall Anal 2009;29(6):1–6. Chinese. link1
[101] Gao HB, Jia YH, Li ML, Yuan LJ, Wang HZ. Research on original position statistic distribution analysis model for grain size of aluminium inclusion in steel. Metall Anal 2009;29(5):1–5. Chinese. link1
[102] Zhang XX, Jia YH, Chen JW, Li DL, Wang HZ. Size determination of aluminium inclusions in steel by original position statistic distribution analysis technique. Metall Anal 2009;29(4):1–6. Chinese. link1
[103] Li DL, Zhou W, Li ML, Jia YH, Wang HZ. State analysis of inclusions in rectangular casting blank. Metall Anal 2007;11:1–6. link1
[104] Yao NJ, Chen JW, Yang ZJ, Wang HZ. Laser-induced breakdown spectrometer—a new tool for quick analysis of on-the-spot sample in metallurgy. Spectrosc Spect Anal 2007;7:1452–4. link1
[105] Wang H, Jia YH. Original position statistic distribution analysis of aluminum inclusion in middle-low alloy steel. Metall Anal 2007;8:1–4. Chinese. link1
[106] Zhang XX, Jia YH, Chen JW, Li ML, Wang HZ. The criterion of original position statistic distribution analysis for the aluminum inclusion in steel. Metall Anal 2006;4:1–4. Chinese. link1
[107] Chen JW, Li ML, Wu C, Zhang XX, Wang HZ, Yang CZ, et al. Original position statistic distribution analysis of the centerline segregation and the inclusion distribution in the cross section of continuous casting slab under different drawing speed technology conditions. Metall Anal 2006;3:1–6. Chinese. link1
[108] Luo QH, Li DL, Ma FC, Yang C, Wang HZ. Original position statistic distribution analysis for inclusion of cross-section of stainless steel continuous casting slab. Metall Anal 2013;33(12):1–7. Chinese. link1
[109] Zhang Y, Jia YH, Chen JW, Shen XJ, Liu Y, Zhao L, et al. Comparison of the analytical performances of laser-induced breakdown spectroscopy and spark-OES. ISIJ Int 2014;54(1):136–40. link1
[110] Zhang Y, Jia YH, Chen JW, Shen XJ, Zhao L, Yang C, et al. Study on parameters influencing analytical performance of laser-induced breakdown spectroscopy. Front Phys 2012;7(6):714–20. link1
[111] Chen JW, Zhao L, Yao NJ, Han PC, Yuan LJ, Chen YY, et al. Original position statistic distribution analysis by laser induced breakdown spectroscopy. In: Proceedings of the CETAS 2011 8th International Workshop on Progress in Analytical Chemistry and Materials Characterisation in the Steel and Metal Industries; 2011 May 17–19; Luxembourg, Luxembourg; 2011.
[112] Wang HZ, Yuan LJ, Jia YH, Chen JW, Chen YH, Shi XX, et al. inventors; NCS Testing Technology Co. Ltd., assignee. Original position statistical distribution analysis method for nonflat surface of materials. China patent CN201010253907.0. 2011 Jan 19. Chinese.
[113] Jia YH, Chen JW, Zhang Y, Li DL, Chen YY, Yang C, et al., inventors; NCS Testing Technology Co. Ltd., assignee. An instrumental analysis method for rapid determination of inclusion content in materials. China patent CN201410013193.4. 2014 Apr 16. Chinese.
[114] Yao NJ, Chen JW, Yang ZJ, Shen XJ, Wang HZ, inventors; NCS Testing Technology Co. Ltd., assignee. A focusing device of laser ablation for microregion analysis. China patent CN200610057540.9. 2006 Aug 9. Chinese.
[115] Yao NJ, Yang ZJ, Shen XJ, Wang HZ, Luo QH, Cheng HM, inventors; Central Iron & Steel Research Institute, assignee. A solid sampling device of laser ablation. China patent CN200620007911.8. 2006 Mar 14. Chinese.
[116] Li DL, Yang LX, Lu YH, Zhu YJ. Statistic distribution characterization of compositions, microstructure and microhardness in surfacing area. J Iron Steel Res 2018;30(2):139–43. Chinese. link1
[117] Yang C, Zhang Y, Jia YH, Wang HZ. Element distribution analysis of welded fusion zone by laser-induced breakdown spectroscopy. Spectrosc Spect Anal 2014;34(4):1089–94. Chinese. link1
[118] Li DL, Zhang Y, Wang HZ, Miao RY. Original opposition statistic distribution analysis combined with laser induced breakdown spectrometry for metal gadolinium. J Chin Rare Earth Soc 2014;32(1):76–83. Chinese. link1
[119] Li DL, Jin C, Ma FC, Zhang Y, Wang HZ. Original position statistic distribution analysis combined with laser induced breakdown spectrometry for the element segregation in tire cord steel rod. Metall Anal 2014;34(1):1–9. Chinese. link1
[120] Zhang Y, Jia YH, Chen JW, Shen XJ, Zhao L, Li DL, et al. Segregation bands analysis of steel sample using laser-induced breakdown spectroscopy. Spectrosc Spect Anal 2013;33(12):3383–7. Chinese. link1
[121] Qu HY, Hu JY, Zhao L, Han PC, Chen YY, Liu J, et al. Determination of nine elements iron and steel samples with surface oxidization by laser induced breakdown spectroscopy. Metall Anal 2012;32(7):1–6. Chinese. link1
[122] Yuan LJ, Shi XX, Lian ZQ, Zhang SK. Study on the improvement of analysis precision for laser induced breakdown spectrometry. Metall Anal 2012;32 (2):1–5. Chinese. link1
[123] Shao HQ, Ruan Q, Liu Y, Yang C, Liu JM, Jia YH. Analysis of strip defect on the surface of cold-rolled hot dipped galvanized sheet and discussion on the cause of formation. Metall Anal 2015;35(4):1–7. link1
[124] Chen JW, Zhao L, Han PC, Yuan LJ, Qu HY, Chen YY, et al. A new LIBS-OPA method for defects of surface-treated materials such as advanced automotive steel plates. In: Proceedings of the Development of Science and Technology Awards of China Association for Instrumental Analysis Conference; 2015 Jul; Beijing, China; 2015. Chinese.
[125] Qu HY, Hu JY, Zhao L, Han PC, Shen XJ, Yuan LJ, et al. Determination of abnormal elements of linear defects of automobile body sheets by laser induced breakdown spectroscopy-original position statistic distribution analysis technique. Metall Anal 2013;33(1):1–6. Chinese. link1
[126] Zhao L, Han PC, Yuan LJ, Qu HY, Chen YY, Yao NJ, et al. Laser induced breakdown spectroscopy-original position statistic distribution analysis technique. In: Proceedings of the 2nd Conference on Steel Quality Control Technology-Shape, Performance, Dimensional Accuracy, Surface Quality Control and Improvement; 2012 Mar 2; Beijing, China. Beijing: The Chinese Society for Metals, Beijing Mechanical Engineering Society; 2012. p. 401–7. Chinese. link1
[127] Yang C, Jia YH, Wang H, Li DL, Qu HY, Shen XJ, et al. Statistical analysis of relation of manganese sulfide inclusion area to signal intensity by laserinduced breakdown spectroscopy. Chin J Anal Chem 2018;46(2):265–72. Chinese. link1
[128] Yang C. Statistical characterization of MnS inclusion in steel by laser-induced breakdown spectroscopy [dissertation]. Beijing: China Iron and Steel Research Institute; 2017. Chinese. link1
[129] Yang C, Jia YH, Zhang Y. Determination of acid-insoluble aluminum content in steel by laser-induced breakdown spectroscopy. Spectrosc Spect Anal 2015;35(3):777–81. Chinese. link1
[130] Yang C, Jia YH, Chen JW, Li DL, Liu J, Zhang Y. Characterization of inclusion type in steel by laser-induced breakdown spectroscopy. Chin J Anal Chem 2014;42(11):1623–8. Chinese. link1
[131] Han M, Zhang X, Hu JY. Correlation discussion between material properties and chemical components in high-strength steel welding joint by original position distribution analysis of laser ablation inductively coupled plasma mass spectrometry. Metall Anal 2018;38(3):1–7. Chinese. link1
[132] Yang LX, Li DL, Zhang XW, Miao RY, Li XJ. Preliminary exploration on statistical distribution analysis of dysprosium rod by laser ablationinductively coupled plasma mass spectrometry. Metall Anal 2017;37 (5):1–11. Chinese. link1
[133] Yang LX, Chen J, Song QW, Li DL, Jia SJ, Li XJ. Study on distribution analysis method in crack zone of pipeline steel by laser ablationinductively coupled plasma mass spectrometry. Metall Anal 2017;37 (4):1–9. Chinese. link1
[134] Wang MH, Han M, Luo QH, Yang GW. Fractionation effect of laser ablationinductively coupled plasma mass spectrometric determination of trace elements in superalloy and its calibration. Metall Anal 2014;34(7):1–6. Chinese. link1
[135] Zhao L, Jia YH, Yuan LJ, Chen YH, Qu HY, Zhang Y, et al. Original position statistic distribution analysis characterization technique for composition and state on non-planar surface of materials. Metall Anal 2013;33(4):1–12. Chinese. link1
[136] Luo QH, Yang C, Wang HZ. Original position statistic distribution analysis on the cross section of stainless steel sheet by laser ablation ICP-MS. In: Proceedings of the 9th China Iron and Steel Annual Conference; 2013 Oct 23; Beijing, China. p. 3689–99. Chinese. link1
[137] Luo QH, Chen YH, Wang HZ. Determination of seventeen elements in stainless steels by laser ablation inductively coupled plasma mass spectrometry. Metall Anal 2013;33(9):1–7. Chinese. link1
[138] Yuan LJ, Gao JS, Han GQ, Wang LP, Wang HZ. Characterization of laser ablation inductively coupled plasma mass spectrum-original position statistic distribution analysis of chemical composition in the fracture of low alloy steel. Metall Anal 2012;32(5):1–9. Chinese. link1
[139] Han M, Hu JY, Wang MH, Wang HZ. Application of laser ablation inductively coupled plasma mass spectrometry to distribution analysis of elements in low alloy steel welding line. Metall Anal 2011;31(8):1–5. Chinese. link1
[140] Han M, Hu JY, Chen YH, Wang HZ. Determination of trace elements in nickelbase superalloy by laser ablation inductively coupled plasma mass spectrometry with correction of aggregated reference material chips. Metall Anal 2010;30(3):1–6. Chinese. link1
[141] Yuan LJ, Yu L, Han M, Wang HZ. Original position statistic distribution analysis of impact fracture surface of medium and low alloy steel by laser ablation inductively coupled plasma mass spectrometry. Metall Anal 2010;30 (6):1–6. Chinese. link1
[142] Yuan LJ, Han M, Yu L, Wang HZ. The original position statistic distribution analysis with LA-ICP-MS method for mini-size sample. In: Proceedings of the 7th China Iron and Steel Annual Conference; 2009 Nov 11; Beijing, China. p. 1697–702. Chinese. link1
[143] Yuan LJ, Hu P, Wang HZ. The original position statistic segregation distribution analysis method for mini-size low alloy steel sample. In: Proceedings of the 7th China Iron and Steel Annual Conference; 2009 Nov 11; Beijing, China. p. 1740–4. Chinese. link1
[144] Han M, Hu JY. Progress of laser ablation inductively coupled plasma mass spectrometry and its application. In: Proceedings of the 7th China Iron and Steel Annual Conference; 2009 Nov 11; Beijing, China. p. 1703–9. Chinese. link1
[145] Chen YH, Yuan LJ, Wang HZ. Investigation on original statistic distribution analysis of flat-bulb steel by laser ablation inductively coupled plasma mass spectrometry. Metall Anal 2009;29(9):1–5. Chinese. link1
[146] Chen YH, Wang HZ. Investigation on sample preparation and quantitative method for analysis of small-scale iron, steel and alloy by laser ablation inductively coupled plasma mass spectrometry. Metall Anal 2009;29(2):1–7. Chinese. link1
[147] Chen YH, Wang HZ. Influence factors and evaluation of elemental fractionation in laser ablation inductively coupled plasma mass spectrometry. Metall Anal 2008;28(8):1–6. Chinese. link1
[148] Wang HZ, Chen JW, Yuan LJ, Yu X, Li HW, Li M, et al., inventors; NCS Testing Technology Co. Ltd., assignee. Laser ablation inductively coupled plasma mass spectrometry original position analysis system. China patent CN201110302956.3. 2012 Mar 14. Chinese.
[149] Wang HZ, Chen YH, Luo QH, Jia YH, Gao HB, Li XJ, et al., inventors; China NIL Research Center for Proficiency Testing, assignee. Collective metallurgical standard samples for minimal invasive analysis and their preparation and application. China patent CN200810225865.2. 2009 Apr 1. Chinese.
[150] Zhao L, Wang HZ. Original position statistic distribution analysis for composition and state on non-flat surface of materials. In: Proceedings of the CETAS/Jernkontoret Nordic Chemists’ and Metallographers’ Technical Meeting; 2012 Nov 28–29; Stockholm, Sweden; 2012.
[151] Yang LX, Zhao L, Li DL, Wang HZ. Multiscale analysis of Cu in 9Cr-3W-3Co martensitic heat resistant steels for ultra-supercritical power plants by micro-XRF/EDS on SEM. In: Proceedings of the 65th Annual Conference on Applications of X-ray Analysis; 2016 Aug 1–5; Denver, CO, USA; 2016.
[152] Li DL, Zhao L, Yang LX, Wang HZ. Content distribution analysis of Nb, Ti, Mo, W in superalloys by high-resolution XRF scanning method. In: Proceedings of the 65th Annual Conference on Applications of X-ray Analysis; 2016 Aug 1–5; Denver, CO, USA; 2016.
[153] Wang HZ, Jia YH, Zhao L, Li DL, Zhong ZQ. High throughput original position statistic reflection mapping. In: Proceedings of the Asia Steel International Conference 2015; 2015 Oct 5–8; Yokohama, Japan; 2015.
[154] Wang HZ, Jia YH, Zhao L, Li DL, Zhong ZQ. High throughput statistic reflection mapping characterization technique based on the non-uniformity nature of materials and its application in the nickel-based superalloys. In: Proceedings of the 2nd Forum on Materials Genome Engineering of Chinese Academy of Engineering; 2018 Oct 14–16; Beijing, China; 2018.
[155] Feng G, Qin HL, Jia YH, Zhao L, Zou YM, Wang SB, et al. Contour map of nanomechanical-properties using isostatic pressing. Scr Mater 2017;137:69–72. link1
[156] Yang LX. Multi-scale characterization of Cu and correlation study on composition–structure–properties of ultra supercritical heat resistant steel G115 [dissertation]. Beijing: China Iron and Steel Research Institute; 2017. Chinese. link1
[157] Lu YH, Shen XJ, Li J, Liu QB, Fu R, Wang P. Physical and chemical phase analysis of turbine disk of wrought FGH96. Metall Anal 2018;38(1):1–8. Chinese. link1
[158] Lu YH, Wang P, Shen XJ, Fu R, Li FL, Li DL, et al. Characterization of relationship between grain size and hardness of large-size deformation FGH96 superalloy turbine disk. Phys Test Chem Anal Part A 2017;53 (8):544–7. Chinese. link1











 京公网安备 11010502051620号
京公网安备 11010502051620号




