《1 引言》
1 引言
高性能纤维在三维空间多方向连续排布、相互交缠形成的纤维织物称为立体织物
整体穿刺织物是一种采用整体穿刺工艺技术间接成型的立体织物, 其工艺流程如图1所示。整体穿刺工艺过程中, 在穿刺模板的作用下, 等距密排Z向钢针穿过叠层机织布, 布面受到钢针的占挤, 纤维被排挤、推移、弯曲变形
《2 钢针针尖形状》
2 钢针针尖形状
穿刺钢针由针杆与针尖两部分组成, 针尖可以有不同的形态, 它是通过多工位机械磨削而成的。磨削前要设定锥体曲面的曲线。图3为放大的钢针针尖形态示意图。
设以针尖顶点为坐标原点, 指向针杆方向为Y轴的正向。图3中:dn为钢针针杆直径 (mm) ;L为钢针针尖长度 (mm) 。
针尖曲线数学解析表达式如下:
在给定的坐标系及dn, L参数下, 求出系数am有:
由此可得不同针尖形态任一位置的钢针半径:
《3 纤维弯曲伸长张力》
3 纤维弯曲伸长张力
在穿刺模板下移过程中, 穿过机织布的钢针面积从零 (钢针针尖) 逐渐增大到最大 (针杆横截面积) 。在钢针尖锥体的作用下机织布中的纤维产生移位推挤、弯曲伸长等一系列复杂的变化, 并与钢针产生相互作用。
纤维弯曲具有多种形态
式中:dz—相邻两钢针之中心间距 (mm) 。
根据纤维材料学理论可知
式中E—纤维束的杨氏模量;n—修正系数, n≤1;A纤维—伸长纤维束的截面积。
整束纤维弯曲伸长时, n=1;整束纤维中部分纤维弯曲伸长时, n<1。
《4 针尖形态优化》
4 针尖形态优化
整体穿刺时, 由于等距密排Z向钢针与叠层机织布的相互运动, 针尖穿刺机织布的面积由零变大, 针尖受到布面因纤维弯曲伸长形成的张力也由零逐渐增大, 若此时针尖的刚性足以抵抗机织布纤维的弯曲伸长张力, 则整体穿刺便能顺利实施。因此, 针尖形态优化应以提高钢针针尖的刚性和减小机织布纤维弯曲对钢针的张力为目标。
《4.1纤维张力对钢针的作用》
4.1纤维张力对钢针的作用
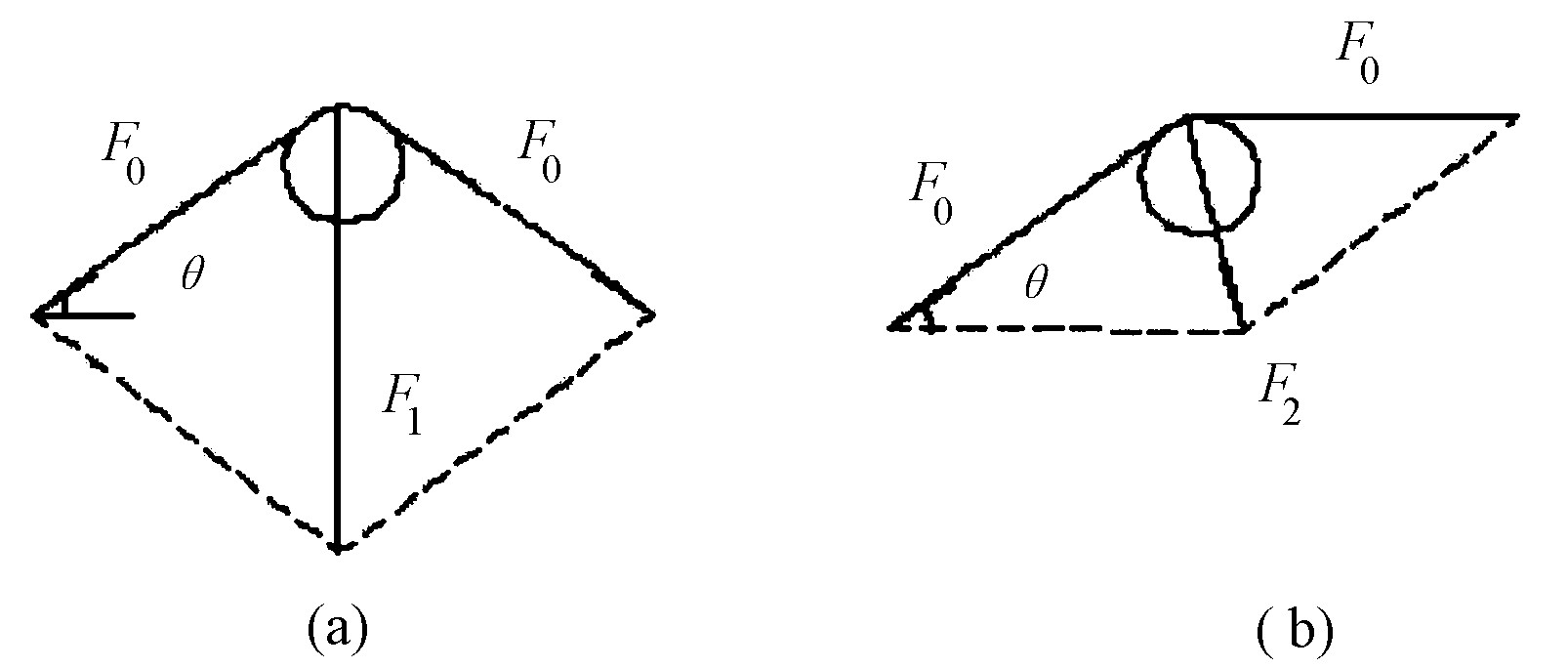
钢针的受力情况有多种, 但可以抽象为如图4所示的两种最基本的受力状态。
(a) , (b) 两种情况下针尖所受纤维张力的合力分别为:
如果钢针的周围同时有几根纤维一起弯曲, 则钢针的受力是 (a) , (b) 两种情况的某一组合, 合力的最大值可用下面的通式来表示
其中k为一次穿刺的碳布层数。
《4.2针尖的强度》
4.2针尖的强度
以纤维为研究对象, 取单元体进行受力分析
《图5》
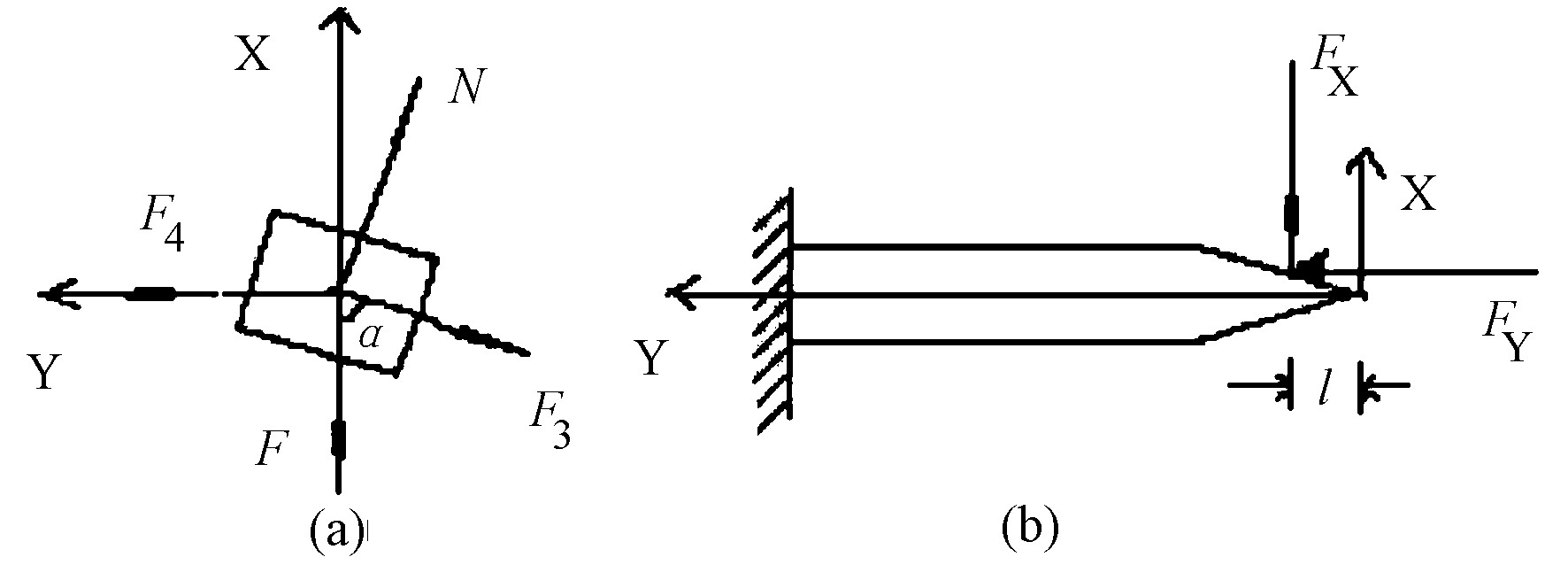
Fig.5 The forces that act on fiber piece and the forces that act on the needlepoint
将钢针所受的力在X、Y两个方向上分解, 根据作用力与反作用力原理有
把作用在针尖上的最大弯曲正应力、最大剪切应力和穿刺阻力分别作为目标函数来考查钢针的使用性能, 并对钢针的针尖曲线进行优化。
《4.2.1 弯曲 》
4.2.1 弯曲
钢针的弯矩:M (ym) = (ym-l) ·F。
因偏心距相对长度较小, 不考虑偏心力FY产生的弯距有钢针的弯曲正应力σ:
考查σ与xm之间的关系, 对σ求xm的一阶导数, 整理式 (8) 得
可以利用单调性来证明式 (9) 的分子大于零, 即xm=0时, 分子大于零, 对分子求导数, 可以再用求导的方法证明分子的导数大于等于零, 因此分子恒大于零。
σ随xm的增加而单调增大, 为了考查σ与m之间的增减关系, 再对式 (3) 求xm关于m的偏导数:
σ随m的增加而单调增大, 因此从弯曲角度考虑, 低次曲线的针尖优于高次曲线的针尖。
求xm关于L的偏导数得
xm随L的增加而减小, 结合式 (9) 可知, σ随L的增加而单调减小, 因此从弯曲角度考虑, 针尖越长越好。
《4.2.2 剪切 》
4.2.2 剪切
尖针所受的剪力:T (ym) =F。
针尖横截面上的剪应力:
简化式 (13) 得
《图6》

《图7》

结合式 (10) 和式 (12) 可知, τ随m的增加而单调增加, 随L的增加而单调减小, 因此从剪切的角度来考虑同样是低次曲线的针尖优于高次曲线的针尖, 针尖越长越好。
《4.3纤维弯曲伸长阻力》
4.3纤维弯曲伸长阻力
布面受钢针挤占, 纤维弯曲伸长, 形成较大阻力。虽然钢针针杆直径相等, 纤维弯曲伸长的阻力亦相同, 但在针尖 (0, L) 内, 针尖直径不断变化, 受到的纤维弯曲伸长的阻力亦有变化:
式中ctg
结合式 (10) 和式 (12) 可知, 钢针受到的阻力随m的增加而单调增加, 随L的增加而减小, 因此低次曲线针尖受到的阻力小于高次曲线针尖的, 针尖长的钢针受到的阻力小于针尖短的钢针。
《5 结论》
5 结论
1) 整体穿刺是制造立体织物的一种工艺技术。钢针穿过机织布过程中, 造成纤维弯曲伸长, 从而使钢针针尖受到弯曲、剪切、摩擦等作用。
2) 钢针针尖形态由针尖曲面形状和针尖长度决定, 不仅影响钢针的刚性, 还影响机织布的纤维弯曲伸长, 两者相互关联, 需进行优化。
3) 以最大弯曲正应力和剪切应力作为目标, 钢针形态结构的优化结果是低次曲线优于高次曲线, 长针尖优于短针尖。
4) 以作用在针尖上的穿刺阻力作为目标, 钢针形态结构的优化结果也是低次曲线优于高次曲线, 长针尖优于短针尖。











 京公网安备 11010502051620号
京公网安备 11010502051620号




