
《1 前言》
1 前言
随着装备制造、航空航天、武器、能源、交通等领域高端装备制造技术要求的不断提高,涌现了一大批性能要求越来越高的零件/构件/部件(以下简称零件),将这种具有高性能要求的零件统称为高性能零件。 高性能零件一般都工作在高速、高精、高可靠性或使役环境极其复杂的条件下,以导流、洁整、透波、传热、使役精度保持性等物理性能为主要制造指标,结构和材料特殊,往往呈精密复杂曲面、超高精度,以及材料超硬、超脆、超黏等难加工特征,其性能受几何、材料等多因素耦合作用。
普通零件的性能与几何尺寸精度一般表现为线性相关,即利用传统的制造方法按精确设计的零件几何尺寸及公差要求制造出的零件,就可以满足零件的性能要求。 对于高性能零件,传统的加工制造技术往往已难以满足其精密制造要求:一种情况是直接加工出满足几何精度要求的零件时,其性能指标往往达不到要求;另一种情况是由于零件高性能要求导致材料或结构特殊,或是精度要求极高,传统加工方法往往无能为力或很难加工出符合要求的零件。 这种高性能零件的加工制造需求向传统制造技术提出了新的挑战,迫切需要按零件性能要求进行加工制造的新方法[1 ~3],以解决高性能零件的精密制造问题。
《2 高性能零件的分类及特征》
2 高性能零件的分类及特征
这类高性能零件一般都是高端装备和高端产品的关键或重要零件,根据其特征可以分为:
第Ⅰ类高性能零件是强性能约束类的精密复杂曲面零件,主要是指性能要求特别高、以性能为第一制造指标的精密零件,如高性能天线罩、火箭共底构件、飞行器气弹质缩比风洞模型、精密陀螺半球谐振子和高速转子组件等。
第Ⅱ类高性能零件是复杂结构约束类的精密复杂曲面零件,主要是指复杂薄壁的低刚度精密零件,如整体涡轮和叶盘、大型火箭储箱和火箭发动机喷管等。
第Ⅲ类高性能零件是难加工材料约束类的精密零件,主要是指通过特殊的难加工材料和高几何精度来保证高性能的零件,如 C/E 复合材料构件、功能陶瓷等脆性材料零件、高温合金材料零件等。
第Ⅳ类高性能零件是超高精度约束类的超精密零件,主要是指性能与几何精度线性相关的超高精度零件,如核主泵密封偶件、高性能光学镜片、超精密基准齿轮、单晶硅片等。
高性能零件由于其性能、材料和几何等参数间的复杂耦合关系,其精密加工的过程,往往是对零件精密加工前表面上逐点精确定量的相对去除加工,以实现零件性能的提高,因而其加工过程一般都是同时满足高性能和高几何精度要求的测量与加工一体化的精密加工。
《3 强性能约束类精密复杂曲面零件的精密加工》
3 强性能约束类精密复杂曲面零件的精密加工
强性能约束类精密复杂曲面零件是指性能要求特别高的一类零件,如高性能天线罩、火箭共底构件、飞行器气弹质缩比风洞模型、精密陀螺半球谐振子、高压密封配合件和高速转子组件(精密动平衡加工)等,其特点如下所示。
1) 电、光等物理性能指标为第一制造要求。
2) 仅按设计几何精度要求加工的零件,其性能指标往往不达标。
3) 尺寸大、形状复杂、可加工性差,零件的最终尺寸一般事先无法确定。
4) 零件精加工的几何去除量分布是根据逐个零件实测的性能偏差反求得到,呈典型的数字化和个性化特征。
5) 零件的去除量分布是相对被加工曲面本身或某一参考基面上的分布,因此其精密加工过程呈现参考基面测量、最终面形的再设计与数字化去除加工一体化的特征。
在该类高性能零件的精密加工中,影响零件性能的因素非常复杂,包括零件的材料特性参数偏差、加工偏差和设计的原理性偏差等,只有掌握几何、物理等因素对零件性能的影响规律及其控制策略,才能有效地通过加工提高制件的性能和合格率。 图 1 给出了第Ⅰ类高性能零件加工的基本原理,其核心思路是基于按照原始设计几何参数要求加工后零件性能偏差 ΔΦ1 超差(即大于性能允差 δΦ)的实际情况,通过精密加工形成以一定规律分布的几何偏差 Δh ,以及由此产生一个特定的性能偏差 ΔΦ2 ,以抵消精加工前零件存在的性能偏差 ΔΦ1 。
《图1》

图1 第Ⅰ类高性能零件加工的基本原理
Fig.1 The basic principle of machining the first type of high performance parts
由此看出,实现强性能约束类高性能零件的精密加工的两个首要条件是:
1) 以零件几何约束、物理约束和性能约束的相容性分析为基础,建立各约束间相互作用的非线性耦合关系模型,以及获得加工余量分布的反求算法。它是能否由性能偏差 ΔΦ1 准确反求出几何修正量分布 Δh 环节的理论基础和前提;反求过程中,使ΔΦ2 ≈-ΔΦ1,从而使零件经过精密加工后的性能指标满足使役性能要求,即: |ΔΦ1 +ΔΦ2| δΦ。
δΦ。
2) 实现几何修正量分布 Δh 精确去除的数字化逐点可控去除加工方法及其专用的测量加工一体化工艺装备。 由于该精加工的去除量分布是相对某一参考基面(如被加工曲面本身)而言的相对量,与传统加工中相对工件坐标系的去除量是完全不同的概念,因此加工参考基面的在位测量获得和按 Δh 分布的逐点可控去除加工是实现此类高性能零件精密加工的核心。
强性能约束类高性能零件精密加工中的约束耦合作用分析,更为关注与加工相关的几何物理参数变化对零件性能的影响,从而在分析那些未达到设计指标的性能参数的实际影响因素基础上,采取有针对性的解决措施,使得所加工的零件在满足几何精度要求的前提下性能指标也达到设计要求。 这些关键性能指标一般要遵循某种物理规律并满足特定指标要求,例如从电磁性、传热性、密封性、弹塑性等方面进行性能拟实建模与仿真,就可实现对各参数的敏度分析。假定与加工相关的性能函数为 ,其中
,其中 为与加工相关的几何参数,在加工参数反算模型中一般为目标变量;
为与加工相关的几何参数,在加工参数反算模型中一般为目标变量; 为物理参数或目标变量之外的其他参数。 若零件加工基准面为参数曲面
为物理参数或目标变量之外的其他参数。 若零件加工基准面为参数曲面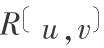 ,这时,采用最小二乘准则可建立第 I 类零件的加工余量反算模型:
,这时,采用最小二乘准则可建立第 I 类零件的加工余量反算模型:

式(1)中模型约束为几何约束,即被加工面尺寸精度和公差要求; 分别为被加工面上第
分别为被加工面上第 个检测点
个检测点 的性能参数测量值和尺寸偏差上下阈值。
的性能参数测量值和尺寸偏差上下阈值。
第Ⅰ类高性能零件的加工过程如图 2 所示,实现该类零件加工的关键技术可以归纳如下。
1) 测量获取零件实际性能偏差和几何物理参数的数据,并根据耦合关系模型反求出修正性能偏差的拟加工去除余量分布 Δh(x,y,z)。
2) 在位测量并建立零件的加工基准面,包括由测量的离散点数据对加工基准面  (x,y,z) 的重构(常常也是被加工表面)。
(x,y,z) 的重构(常常也是被加工表面)。
3) 构造及再设计出满足性能要求的零件最终要求的目标曲面,即将加工基准面与拟加工去除余量分布合成:

4) 根据目标曲面  (x,y,z)和去除量分布 Δh(x,y,z) 进行加工工艺规划,并生成数控加工程序,进行零件的逐点数字化可控加工。
(x,y,z)和去除量分布 Δh(x,y,z) 进行加工工艺规划,并生成数控加工程序,进行零件的逐点数字化可控加工。
《图2》

图2 第Ⅰ类高性能零件加工的基本过程
Fig.2 The basic process of machining the first type of high performance parts
一般来说,强性能约束类高性能零件加工中的反算模型涉及各约束间的耦合关系都非常复杂,反求计算属于计算量庞大的数值寻优过程,因此计算效率也是必须考虑的一个重要环节,研究采用高效稳定的模型求解算法十分必要。 当前的单纯形法、序列线性或二次规划方法、蒙特卡罗方法等都为高效求解算法提供了很好的选择和参考。
以性能要求特别高的天线罩加工制造为例,其电性能要求是制造的主要性能考核指标,它取决于天线罩的材料介电常数及其均匀性、几何参数及偏差等多种误差的综合影响。 因制造工艺的限制,介电常数和几何参数误差不可避免,尤其是前者对高电性能要求的影响特别突出,仅按几何参数满足设计要求制造的天线罩,大都会存在电性能超差的问题,且天线罩的电性能误差以及根据电性能误差反算出的天线罩加工余量分布都不相同,因此对每一个天线罩进行的精密加工也都呈个性化特征。 笔者等与有关单位联合,通过对硬脆材料复杂曲面高性能天线罩持续多年的研究,建立了天线罩几何、物理和性能约束间的非线性耦合关系模型,突破了由性能偏差 ΔΦ1 求得几何修正量分布 Δh 的精确反求理论难题,研究出该类零件几何参数和电厚度测量方法和仪器、可以实现几何修正量分布的数字化逐点可控去除加工方法及其专用的测量加工一体化工艺装备;此外还研究出针对天线罩工作可靠性的强度筛选技术和装备、黏接工艺技术和装备,解决了相应型号类零件的高性能精密加工难题。
大型火箭共底构件是火箭箭体的重要部件,由铝合金蒙皮的上下底和中间蜂窝复合材料三件紧密贴合构成准椭圆回转面构件,直径达 3 m 以上(见图 3)。 其制造是一个以大型不规则曲面为基准的配对型面接触特性保证的加工过程,涉及基准面测量、数据处理与曲面重构、采样对象定位优化、夹层复合材料加工变形机理、加工余量分布反算、刀位轨迹规划和工艺规划等流程,工艺实现难度大。 笔者等与有关企业联合,研制成功的蜂窝夹层—上、下底数字化加工技术与测量加工一体化工艺装备,改变了我国以往全部由手工打磨研合修配、可靠性不高的现状。
《图3》

图3 大型蜂窝共底构件
Fig.3 Large-scale honeycomb structure
飞机风洞实验颤振模型的制造难点在于保证几何相似的条件下,如何实现弹性和质量分布也能够精确相似的高性能制造。 研究出高性能全复材颤振模型的制造技术及根据性能偏差反求修正量的方法和逐点可控修正加工工艺,解决了该类模型制造中性能偏差大、精度难以保证的难题,并研制出了满足性能(几何、弹性和质量相似)要求的全复材全机跨音速颤振模型,成功进行了风洞实验。
《4 复杂结构约束类高性能零件的精密加工》
4 复杂结构约束类高性能零件的精密加工
复杂结构约束类高性能零件的高性能要求,需要通过特别复杂、超低刚度的大型复杂结构和高的几何精度保证,如整体叶轮、整体涡轮、大型火箭发动机喷管和火箭储箱等。 零件一般具有尺寸大、薄壁、易变形、去除量大、加工难度大等特点,有些零件的加工可达性差,只能采用低刚度的细长刀具进行加工。 例如,火箭发动机喷管为保证传热性能,要求喷管冷却槽剩余壁厚均匀,由于应力释放和薄壁切削变形,在铣槽加工过程中喷管内廓形持续变化,因此加工的难点在于铣削每个槽时都要测量喷管外廓形和壁厚。
此类高性能零件的精密加工是国际公认的复杂制造工艺难题之一,有时很难用经典理论进行受力分析,易发生变形、失稳和振动等问题。 该类零件加工的关键在于实现零件的可达加工,并消除或补偿加工系统弱刚度所致加工变形的影响,从而保证加工精度和提高加工效率。 相应的关键技术包括:a. 加工路径规划;b. 加工动态铣削力预测;c. 加工变形控制与补偿。
在超低刚度零件切削加工中,制订行之有效的路径规划策略和方法非常重要[4 ~6]。 在路径规划中需要考虑的主要因素有:a. 刀具可达性;b. 加工效率与精度;c. 刀具姿态。 复杂曲面和型腔的加工是各多方向通过磨抛点的 Peano 轨迹(见图 4) 最为适合。 取得这种突破的关键在于丰富加工轨迹形式。然而,对于网格曲面、组合曲面和裁剪曲面,在规划路径上还多以截面线型路径为主。
《图4》
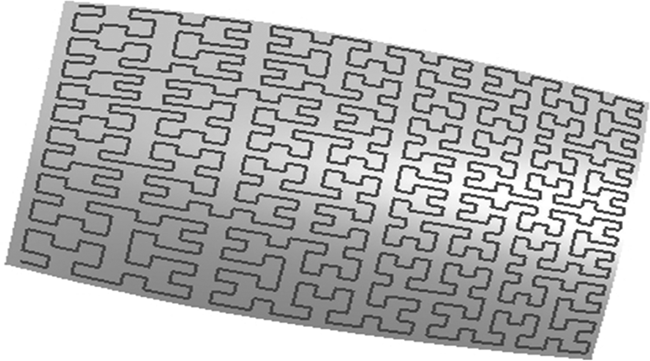
图4 曲面上的 Peano 型加工轨迹
Fig.4 Peano tool paths on a curved surface
基于能量泛函的定域和自由边界协调映射路径规划方法[7,8]可在复杂曲面上生成等距和螺旋线等多种轨迹,有助于丰富轨迹设计形式,解决组合/裁剪/网格模型加工通常只能采用截面线轨迹的不足,从而为第Ⅱ类高性能零件测量加工一体化集成软件的模块开发提供基础。 该方法的核心是实现复杂曲面在平面域的映射,使规划可以在平面上进行。 映射可采用保角、保积映射及其组合等多种形式。 对于定域映射,可采用的一种具体表达为:

其中:

式(2)中, η+ζ=1 ; ψ 和 φ为曲面上一点及其在展开平面上的对应点;  和
和  为系数;h 为映射函数; E1 为考虑长度变化的能量函数; Ec 为考虑角度变化的能量函数。 图 4 所示即为采用该方法生成的轨迹。
为系数;h 为映射函数; E1 为考虑长度变化的能量函数; Ec 为考虑角度变化的能量函数。 图 4 所示即为采用该方法生成的轨迹。
目前,为提高效率采用的五轴加工是典型的强力切削加工,具有切削力大、切削过程时滞及机床动力学特性时变的特点[9],很难根据传统的切削要素优化切削工艺。 当前的铣削力预测方法主要针对三轴铣削,未变形切屑厚度的计算公式大都基于圆弧假定,对自由曲面和五轴加工的预测模型非常少。
基于刀具运动学分析的铣削力预测新方法[10]为五轴加工仿真和提高预测精度提供了一种有效的途径和参考。 五轴加工时刀刃扫掠面为:

式(3)中, ρ 为沿刀轴方向高度; C(ρ) 为刀刃方程;t0 (t) 为该时刻路径点; t 为时间变量; θA 和 θC 分别为刀具绕 A 轴和 C 轴的摆角;  和
和 分别为摆头节点坐标系在原点初始状态下沿 A 轴和 C 轴的单位方向矢量; Rot 为绕 A 轴或 C 轴的单位旋转矩阵; B 为刀具自身的单位旋转矩阵; φ为刀具的旋转角度。
分别为摆头节点坐标系在原点初始状态下沿 A 轴和 C 轴的单位方向矢量; Rot 为绕 A 轴或 C 轴的单位旋转矩阵; B 为刀具自身的单位旋转矩阵; φ为刀具的旋转角度。
于是,如图 5 所示,在给定刀轴位置处的未变形切屑厚度为:

切向 dFt 、径向 dFr 和轴向 dFa 微元切削力为:

式(5)中,m =t,r,a ; φi,j (θ) 为第 i 个切削刃上第 j 个微元刀刃在刀具转角 θ 时的角度; Km 为切削力系数(N/mm2); dA 为微元切削载荷。

式(6)中, db 表示微元刀刃的厚度。 槽切加工实验表明,这种切削力预测方法的最大误差较国际通用模型方法可减少 40 %以上。
《图5》
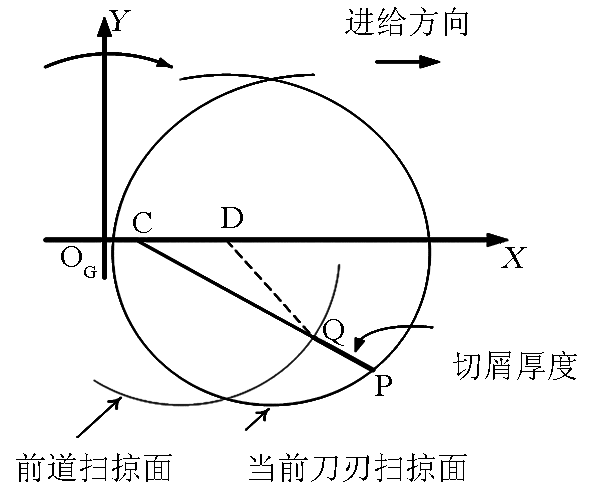
图5 未变形切屑厚度计算示意图
Fig.5 Schematic diagram of undeformed chip thickness calculation
第Ⅱ类高性能零件的加工往往呈现出极差的切削性能和复杂工况,在切削力和切削热的共同作用下,薄壁铣削过程中极易因刚度过低而产生让刀,且随着零件表层性态突变和切削刚性的变化容易发生切削振动与颤振[11,12]。 合理的零件装夹策略、夹具定位元布局、对称切削等策略和恒定的切削力对于加工变形控制、颤振抑制和减少刀具磨损具有显著作用。 在薄壁侧铣加工变形补偿时,一般采用镜像对称补偿等手段对加工路径和刀具姿态进行预先调整。 基于预测的铣削力,在有限元环境下可以得到工件变形量。 若在 t 时刻切削位置处,沿径向切深方向的刀具轴截面上经有限元计算得到加工变形后的工件截形数据为 ,则逼近该截形数据的直线可由下面模型求得
,则逼近该截形数据的直线可由下面模型求得

对直线 依据理想接触线做镜像对称,可进而得到用于变形补偿的新刀位。
依据理想接触线做镜像对称,可进而得到用于变形补偿的新刀位。
加工表面残余应力的大小及分布对零件加工精度和疲劳性能有一定的影响,除受毛坯残余应力、切削轨迹规划、铣削力/热因素影响外,铣削过程中不同金相组织在转化中因比容不同而导致的组织应力也不容忽视[13,14]。
近年来,国际上在第Ⅱ类高性能零件加工方面取得了显著的进展,并提出了高性能铣削的概念及其内涵[15 ~17],在整体涡轮叶轮及叶盘加工方面,也开始应用基于铣削力预测的工艺参数优化[18,19]。笔者等通过研究及实际加工与对比,提出基于切削力精确计算模型和预测方法的工艺优化策略和刀位轨迹优化生成方法,不仅解决了以往轨迹设计形式单一、几何操作复杂和间断点多等问题,而且使五轴加工的切削力预测精度大幅度提高,并应用于大型压缩机整体叶轮和大型火箭发动机喷管冷却通道等的剩余壁厚加工中。 在此基础上研制出的喷管冷却通道测量加工一体化专用五轴加工装备,大幅度提高了该类零件的加工精度和效率。
《5 难加工材料约束类高性能零件的精密加工》
5 难加工材料约束类高性能零件的精密加工
此类高性能零件的性能要求,是通过选用特殊的新型材料并伴以高的几何精度要求来体现的,材料往往具有高强、高硬、超韧、超脆、超黏、耐热、耐磨、耐蚀特征,大都属于典型的难加工材料。 如航空航天领域的碳纤维和金属基复合材料构件、钛合金和高温合金零件、核主泵密封偶件和陶瓷轴承等特种陶瓷类零件等。 难加工材料类高性能零件加工技术的实质就是研究采用新的加工方法和对零件加工几何精度、表面完整性的主动控制技术,最终实现高效、低/无损伤的精密加工。 发达国家对难加工材料的先进加工技术无不十分重视。 因成分和性能各异,各种难加工材料的加工机理和方法也相差极大,只有把握其特殊性,才能研究并制定出相应的工艺方法以保证加工质量和效率。 高性能切/磨加工技术(包括加热切削、低温切削、真空切削、振动切削和超高速切削等)、特种加工技术(包括电加工、化学加工、高能束流加工等)及复合加工等非传统加工技术是实现第Ⅲ类高性能零件精密加工的主要技术手段和关键。
镍基高温合金、钛合金等难加工材料亲和力强,热导率低,在多轴联动铣削时,切削界面处具有强烈的力热耦合作用,切削过程具有大应变、高应变率、局部高温等特点,材料的切削加工性很差[20 ~22],加工表面层的残余应力分布、表面纹理、冷作硬化状态和亚表面层特性等对零件的抗疲劳性能、耐磨特性影响很大。 在钛合金等材料加工中必须要解决刀具磨损严重的瓶颈技术难题。 虽然已有人研究低温切削、超声振动辅助切削、材料表面改性后切削等抑制刀具磨损的方法[23,24],但目前尚未完全解决刀具磨损的机制等基础理论问题,刀具磨损问题有待突破。在较高温度下切削高温合金时,刀具材料中某些元素(钨、钴、钛、铌等)将向工件及切屑中扩散,造成扩散磨损,因此在高温合金、钛合金切削中刀具材料与被加工材料的匹配也非常重要。
碳纤维/环氧树脂(C/E)结构复合材料因其独特的轻质、高强度、抗疲劳性能好等特性和优点,在国防和航空航天等领域开始得到广泛的应用。 例如,飞机机翼、飞行器舱段、导弹发射装置、运载器有效载荷支架等均大量应用 C/E 复合材料构件。 C/E 复合材料加工制造中的开裂、随机形变、撕裂、分层、毛刺缺陷等(见图 6),以及加工中工具易磨损、寿命很低等问题突出,已经成为影响复合材料构件高使役性能的最大安全隐患。 材料的层间非连续特性、难加工性、材料特性的分散性及随机性翘曲形变,更加剧了数字化加工过程中构件几何精度与使役性能的不可控性。 为此需要探索制造加工缺陷成因和抑制策略,从材料的加工切除力学行为、力热耦合分析和毛刺缺陷产生机理研究入手,开展 C/E 复合材料高质、高效加工(包括制孔、铣磨端表面等)新方法研究,并从工艺技术和装备角度实现高性能复合材料构件的数字化、高质量、高效率加工,包括改变航空航天领域普遍使用手工制孔为高质、高效的自动化制孔加工。
《图6》
图6 传统硬质合金钻头的钻孔缺陷
Fig.6 Drill hole defects aroused by using conventional carbide drills
在碳纤维复合材料舱段构件端表面的磨削加工工艺中,材料允许的受热温度一般要求小于210 ~240 ℃。 由于磨削工艺多采用干磨削方式,磨削过程产生的高温对碳纤维复合材料构件的内在质量影响很大。 传统的砂轮表面因磨粒随机分布和较小的容屑槽,极易被碳纤维屑和树脂屑堵塞,并恶化磨削温度,反过来又进一步加速砂轮的堵塞和影响加工质量。 此外,根据被加工零件型面的几何特性和加工余量的分布特点,研究与之相适应的砂轮廓形、材料、几何参数、尺寸和结构,制订合理的工艺参数十分必要。 同时,复合材料零件一般只能采用干式加工方式,防止工具过度堵塞十分必要,高精度磨削工具制造、测试和磨损问题以及对磨削机理的研究也有待进一步深入。
高性能复合材料构件在西方发达国家的航空航天领域已经大量使用,其加工制造工艺技术方面已经较为成熟,但对这些工艺技术作为“Know-how”进行保密。 我国对于这类零件的加工制造,还大量沿用传统的加工工艺,以大量使用的制孔加工为例,国内一直以手持工具加工为主。 众多学者在这方面进行了大量的研究,笔者等结合航空和航天企业对大型 C/E 复合材料加工工艺技术的需求,通过对加工机理的深入研究,开发出 C/E 复合材料低损伤高效加工的系列新工艺,建立了金刚石磨料多刃制孔刀具设计原则,研制出系列的新型加工工具(见图 7 和图 8)和 8 种专用数控加工装备[25 ~27],并已在航空航天领域数家企业的产品研制和批量生产中得到成功应用。 制孔质量(见图 9)和效率都较原来的麻花钻手工制孔大幅度提高,新型制孔工具的寿命也成倍提升。 用微磨料群数字化可控排布的砂轮磨削
碳纤维复合材料时的磨削温度较传统砂轮明显降低(见图 10,砂轮转速 n =7 200 r/min,磨削深度  =0.02 mm,工件给进速度
=0.02 mm,工件给进速度  =600 mm/min,碳纤维环氧树脂复合材料磨粒:CBN,140/170 目),刀具磨损显著减小,表面粗糙度也进一步改善。 研制的多种大型复合材料构件数控加工专用装备,不仅解决了重要产品关键零件的高质、高效和自动化加工难题,也使零件的加工质量和效率大幅度提高,取得了显著的社会效益和经济效益。
=600 mm/min,碳纤维环氧树脂复合材料磨粒:CBN,140/170 目),刀具磨损显著减小,表面粗糙度也进一步改善。 研制的多种大型复合材料构件数控加工专用装备,不仅解决了重要产品关键零件的高质、高效和自动化加工难题,也使零件的加工质量和效率大幅度提高,取得了显著的社会效益和经济效益。
《图7》

图7 磨粒可控排布砂轮及其形貌
Fig.7 Controllable abrasive arrangement of grinding wheel and its surface topography
《图8》

图8 系列金刚石磨料多刃工具
Fig.8 Diamond abrasive tools with multiple cutting edges
《图9》
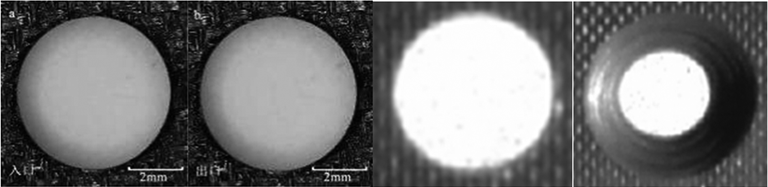
图9 一体化多刃工具钻孔照片
Fig.9 Holes drilled by an integrated multiple-cutting-edge tool
《图10》
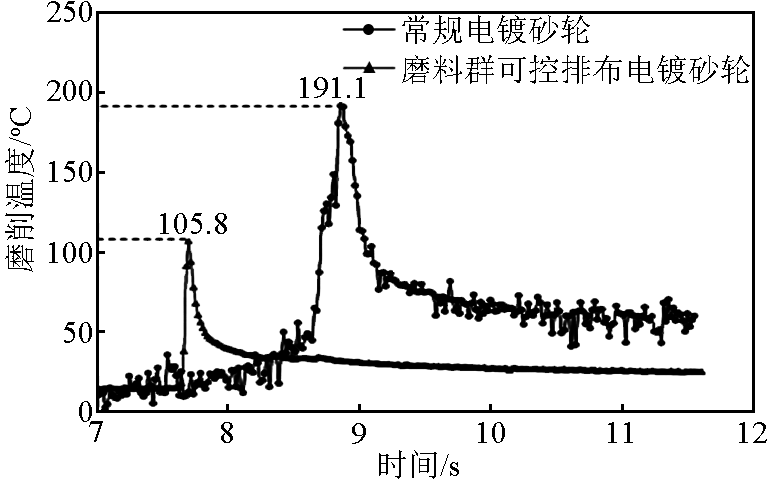
图10 不同方法的磨削温度比较
Fig.10 Comparison of grinding temperatures generated by using different methods
《6 超高精度约束类高性能零件的精密加工》
6 超高精度约束类高性能零件的精密加工
超高精度约束类高性能零件,是指性能与几何精度线性相关,其高性能主要通过零件的超高精度来保证的零件。 此类零件往往还具有第Ⅲ类高性能零件的难加工材料特征。 如单晶硅片、高能激光反射镜、高性能 KDP 光学镜片、碲锌镉光学窗口、核主泵密封偶件等。 这类零件不仅是超硬、硬脆、软脆等难加工材料,需要用金刚石磨粒技术或化学、高能等非传统的加工原理进行加工,而且往往具有超高的精度要求。 这类零件的超高精度主要表现在:超高几何精度(亚微米和纳米级面型精度)、超光滑(纳米和亚纳米级表面粗糙度)、高完整性(少/无损伤、低/无应力和高洁净度)表面。
微电子、光电子技术发展对半导体和光电晶体基片加工精度、表面粗糙度和表面/亚表面损伤等要求已接近目前加工技术极限。 例如,大规模集成电路用的大直径硅片(300 mm) 的表面总厚度变化TTV  0.1 μm,表面局部平整度 SFQD 0.07 μm,表面粗糙度 Ra 0.1 nm,还要求无表面/亚表面损伤和残余应力。 具有优质非线性的磷酸二氢钾(KDP)光学晶体是激光核聚变系统中不可替代的关键的光学倍频转换器和光电开关器件的材料,其加工要求极高,特别是激光损伤阈值要求达到15 J/cm2 以上,目前的加工技术还难以实现。 核主泵超硬陶瓷密封偶件在超高精度要求的基础上,还要加工出动密封要求的最大深度仅 10 μm 左右的复杂曲面构形。 微电子制造光刻机的 EUV 光刻物镜精度 0.1 ~0.2 nm。
0.1 μm,表面局部平整度 SFQD 0.07 μm,表面粗糙度 Ra 0.1 nm,还要求无表面/亚表面损伤和残余应力。 具有优质非线性的磷酸二氢钾(KDP)光学晶体是激光核聚变系统中不可替代的关键的光学倍频转换器和光电开关器件的材料,其加工要求极高,特别是激光损伤阈值要求达到15 J/cm2 以上,目前的加工技术还难以实现。 核主泵超硬陶瓷密封偶件在超高精度要求的基础上,还要加工出动密封要求的最大深度仅 10 μm 左右的复杂曲面构形。 微电子制造光刻机的 EUV 光刻物镜精度 0.1 ~0.2 nm。
超高精度约束类高性能零件的超精密加工工艺与装备作为国家制造业核心竞争力的关键技术,绝大部分被发达国家垄断。 该类零件加工的核心问题可归纳为以下三点。
1) 如何获得高的几何成形精度。 要获得超高几何精度的零件,先要通过高的几何成形精度和超精密加工工艺使零件获得尽可能高的几何精度和表面质量;高的几何成形精度依靠具有高运动精度的超精密加工机床来实现;超精密加工工艺是与工件的材料属性和几何特征相匹配的精密高效加工方法,较为广泛采用的是金刚石磨粒的微纳加工方法。
2) 如何获得纳米和亚纳米级超光滑、高完整性表面。 往往要求零件最终必须利用低/无应力的超精密光整加工方法进行加工。 因此针对不同材料的高精度约束类高性能零件,需要研究和采用不同加工原理的超精密光整加工方法。
3) 如何在高几何成形精度基础上通过微纳米级的误差修正加工获得超高的几何精度。 仅依靠超精密机床的运动精度保障获得零件的几何精度是有限的,往往无法满足其超高几何精度要求,还必须通过对零件的实际几何尺寸和形状误差进行测量并进行精密修正加工来实现;需要利用逐点可控数字化精密去除加工的方法,根据反求出的加工驻留函数分布对加工过程进行控制,实现零件几何尺寸和形状误差的消减以及表面质量的不降低或提升。
由上述问题可以看出,超高几何精度类零件加工的关键技术包括以下几点。
1) 超高质量表面的微纳切削加工机理,特别是脆性材料的塑性(延性域)去除机制等,它是获得高精度、高质量表面的基础。
2) 基于非传统方法的微纳去除加工,或多种能量耦合的微纳去除复合加工新原理、新技术,建立小/无应力去除加工获得高精度、高质量表面的新加工工艺,如化学/电化学加工、化学机械加工、高能束流加工等,是获得超光滑、高完整性表面的关键。
3) 纳米级逐点可控去除的加工原理、方法、工艺技术体系及误差消减加工成形方法,包括逐点可控去除加工的去除规律、根据工件实测的几何误差分布和拟采用加工方法的去除规律、求解加工过程控制的驻留函数等。
超精密磨粒加工(切削、磨削、研磨和抛光)技术是进行高精度、高质量表面加工的最基本手段之一,加工精度已趋向于纳米和亚纳米级。 此时的去除主要由磨粒刃尖局部切削完成,材料去除过程趋近于切断原子间作用键的过程,加工中的材料变化规律与传统切削状态有本质区别。 因此,基于连续介质力学理论的传统的切削原理已不适合描述加工过程的各种介观现象,如何从微观角度研究微纳米切削和磨粒加工时的材料微去除机理、超光滑表面形成机制已成为超精密磨粒加工技术进一步发展亟待解决的基础理论问题。
在基于非传统方法的微纳去除加工和基于多种能量耦合的微纳去除复合加工研究方面,通过引入物理、化学、电化学等非机械能,并利用加工区域局部的多能量耦合效应,降低机械作用对加工表面完整性的影响,发展出了多种新的高效率、低/无应力的高质量表面加工技术。目前化学机械抛光(CMP)、无磨料化学机械抛光(AF -CMP)、电化学抛光(ECP)、电机械化学抛光(ECMP)、电泳抛光和游离磨料抛光等多种加工方法在超精密加工中得到深入研究和应用。 尤其是 CMP 技术近年来发展迅速,已成为单晶硅等功能晶体类基片平整化加工和为消除表面缺陷层抛光加工的主要技术手段。
逐点可控数字化精密去除加工是通过对零件实测的几何尺寸和形状误差,采取微纳米级的误差修正加工获得超高的几何精度,并同时获得低/无应力的高质量表面。 对于 EUV 光刻物镜等超高精度光学镜片、核主泵陶瓷密封偶件等高精度约束类高性能零件的加工,它是目前唯一的精度再提高加工方法。 典型的加工方法有:小束径高能束流加工(激光束、离子束、电液束等)、小磨头抛光、磁流体抛光、可控电化学机械复合加工等。 但对于软脆晶体类零件的加工,这些方法由于存在磨粒嵌入和表面污染,还无法满足表面质量的要求。
笔者等以 12 英寸(1 英寸 =2.54 cm)硅晶片为主要对象,建立了一个以大尺寸功能基片超精密加工研究为主,条件达国际一流的实验室,并利用自己研制的单颗金刚石磨粒磨削实验装置,实现了划痕微纳米深度(超长划痕长深比 >105,深度 0 ~1 μm 连续变化)、表面微观形貌及亚表面损伤变化的精确观测,结合分子动力学仿真等理论研究,揭示了单晶硅脆性—延性磨削转变机理,确定了低损伤磨削的临界条件,开发出低损伤超精密磨削硅片的新工艺、化学机械平整化和抛光工艺(CMP)、新型砂轮和相应的装备技术[28 ~31]。 磨削出 12 英寸硅片表面粗糙度 Ra <0.5 nm,损伤深度 <10 nm,表面质量已接近 CMP 抛光水平;超薄化磨削硅片最小不破碎厚度达 20 μm[32]。 突破表面质量和面形控制、恒力进给等超精密磨削关键技术,在国内首次设计并与企业联合承担“极大规模集成电路制造装备与成套工艺”国家科技重大专项课题,研制出了 12 英寸硅片超精密磨床样机[33]。
在软脆晶体材料加工方面,对可控约束剂层刻蚀加工、可控水解机械复合加工等无磨料的新原理加工方法进行了探索研究,开发出固结磨料研磨和无磨料化学机械抛光新工艺,可以有效解决碲锌镉和 KDP 等软脆晶体磨抛加工易产生微裂纹、划痕和磨粒嵌入等表面损伤难题,加工出的碲锌镉和 KDP 基片表面粗糙度 Ra <2.2 nm [34,35]。
《7 结语》
7 结语
我国目前在航空航天、动力、能源等领域对高性能零件的独立制造能力及其核心技术提出了迫切需求,在国家需求牵引下,我国已在高性能复杂曲面加工方面积累了一批研究成果,但在总体上仍需在高性能零件加工理论及技术实现方法上取得突破。 高性能零件性能与几何参数一体化精密加工技术着眼于零件加工制造中的关键性能指标保证问题,从强性能约束、复杂结构约束、难加工材料约束和超高精度约束四个方面,建立零件性能参数与几何物理参数的关联模型,提出基于高性能要求、集性能与几何要求于一体的新加工原理和方法,实现基于高性能零件加工参数的定制,从而把对加工中约束耦合作用的定性认识转化为对加工行为的定量控制,以解决高性能零件精密加工成品率低及性能再提高的难题。
高性能零件的性能与几何参数一体化精密加工避免了已有的试凑法和校对式加工方式的不足,是一种应用新加工方法与新技术来实现逐点可控数字化加工的主动加工方式,这种主动控制不仅体现在加工去除量的可控性上,而且体现在给予性能提升、性能与精度一体化的加工过程可控上,以满足高性能零件的加工需求。 这种主动加工模式的一个显著特点是在少量实验的基础上借助于建立在约束耦合作用分析基础上的拟实计算模型和方法,揭示加工制造过程的本质,快速获取所需要的加工余量或加工参数数据,提高对产品加工制造过程的预测和优化控制能力,实现高性能零件的可制造性和性能可预测性分析。 高性能零件的数字化可控加工多需要测量、建模、去除量反求计算、逐点数字化可控去除加工、评价一体化系统技术和专用加工装备作为支撑,因此对构成系统的相关单元技术均提出了较高的要求。 随着数字化测量技术和现代装备制造技术的不断发展和提高,以及对加工中约束耦合作用机理认识的不断深入,高性能零件数字化可控加工技术将会得到不断的发展,应用也会越来越广泛。











 京公网安备 11010502051620号
京公网安备 11010502051620号




