
发酵工程是细胞大规模培养技术中最早被人们认识并发展利用的。迄今, 利用发酵技术进行包括医药、轻工、食品、农业、环保等产品生产, 在国民经济中占有很大比重, 可以分为以常规微生物的传统生物技术和以基因工程细胞培养的现代生物技术产业, 无论对当前或今后发展均具有重要的经济和社会意义。作者试图从工程学原理讨论发酵工程技术的发展和作者实验室的一些研究成果, 以便推动以生物反应器为基本装置的细胞大规模培养技术的进步。
《1 发酵工程中涉及的主要技术问题与工程学观点》
1 发酵工程中涉及的主要技术问题与工程学观点
为了提高发酵生产水平, 人们首先考虑的是菌种选育或基因工程构建, 往往忽视了生物反应器中工程问题所必须加以考虑的工艺变化和过程优化。在得到一个高产菌株后, 随后的逐级放大与优化基本上是以最佳工艺控制点为依据, 采用人工经验为主的静态操作, 在方法上基本以正交试验为基础。发酵过程优化与放大始终是生化工程中一个复杂问题的二个侧面, 人们从不同的角度进行研究。
随着对细胞大规模培养技术的深入研究和对以分批培养为主要对象的发酵过程参数的时变性、多样性、耦合性和不确定性的认识, 建立了以过程动力学为基础的数学模型, 引进了一系列现代控制理论, 其中有静态和动态优化、系统识别、自适应控制、专家系统、模糊控制、神经元网络、直到各种混沌现象的研究
从发酵过程放大来说, 有人把“放大”分为两个基本问题, 其一是发酵条件的研究与设计;其二是设计满足这些过程条件的反应器。就某种意义上, 第一个问题实质上是发酵过程动力学的问题, 第二个是工程水平的传递和混和问题。必须认识到, 除非完全以微生物反应动力学与周围环境传递条件相结合的模型建立, 否则过程放大最终还是落实到系统几何相似、流体运动学相似和流体动力学相似等, 具体来说有因次分析法、经验法则法、综合机理的数学模拟法以及时间常数法等放大方法
作者认为造成上述问题的一个重要原因是研究发酵过程特点的基本方法是采用动力学为基础的最佳工艺控制点为依据的静态操作方法, 实质上这只是化学工程宏观动力学概念在发酵工程上的延伸。例如, 用氨水调节pH时, 关心的是最佳pH值, 却不注意氨水加量的动态变化及其与其他发酵过程参数的关系。在溶解氧浓度wDO测量与控制时, 关心的是最佳值wDO或其临界值, 而不注意细胞代谢时的摄氧率ROUR, 以及由此所引起的一系列参数相关特性。显而易见, 用在以活细胞代谢为主体的发酵过程优化与放大时就有很大的局限性, 应该重视过程中细胞代谢流的存在及其变化。有关细胞代谢流的问题, 并不是什么新发现, 特别是近年来细胞代谢工程的研究结果, 有关代谢流的分布、基因水平和细胞水平的代谢调控研究文献大量报导
针对上述情况, 作者提出了以细胞代谢流分析与控制为核心的发酵工程学的观点:
1) 在生物反应器中所发生的反应是在分子水平的遗传特性, 细胞水平的代谢调节和工程水平的传递特性3个水平上发生的, 只要某一个因素成为限制条件, 就会对生产产生严重影响。
2) 必须高度重视细胞代谢流分布变化的有关现象特征的获得。以活细胞为对象的生物反应过程产物实质上是细胞代谢产物, 胞内基因水平的信息流决定了细胞代谢流分布的空间与时间的基本特征, 而反应器只是在环境条件和过程传递特性上, 从物料和能量供应上对这一代谢流产生影响, 正如Seriven
3) 细胞代谢物质流与生物反应器物料流变化的相关性, 是研究上述3个水平问题并实现过程的数据优化和放大的基本观点和内容。Konstantlinov和Stephanopoulos
4) 由上可知, 生物过程的复杂性和高度非线性等诸多因素以及多容量过程特征, 使系统具有动态性和难以予测性。用一个线性或拟线性关系的数学摸型只能粗略地反映过程的状态, 远远满足不了控制优化所需要的因子效果的响应关系。因此, 对工业规模的发酵生产工艺的优化, 作者建议采用非模型的处理方法, 重视发酵过程参数趋势曲线相关的研究方法, 即所谓数据驱动型的方法。
根据以上观点, 作者对不同规模生物反应器试验装置进行了专门设计研究, 并提出了基于参数相关的发酵过程多水平问题研究的优化技术和发酵过程多参数调整的放大技术, 对不同发酵产品进行了实验研究, 取得了较满意的结果。
《2 用于发酵过程数据优化与放大的装置》
2 用于发酵过程数据优化与放大的装置
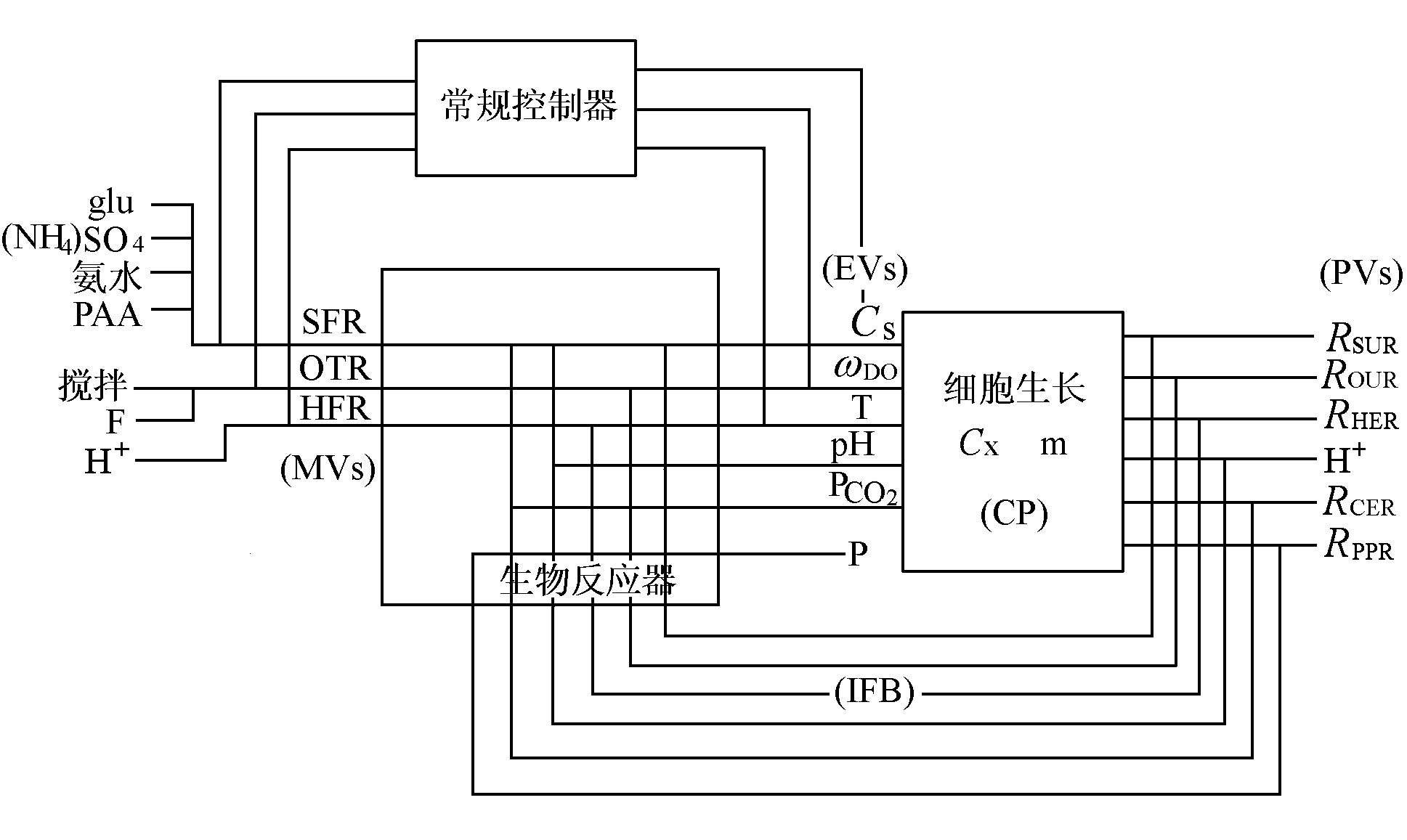
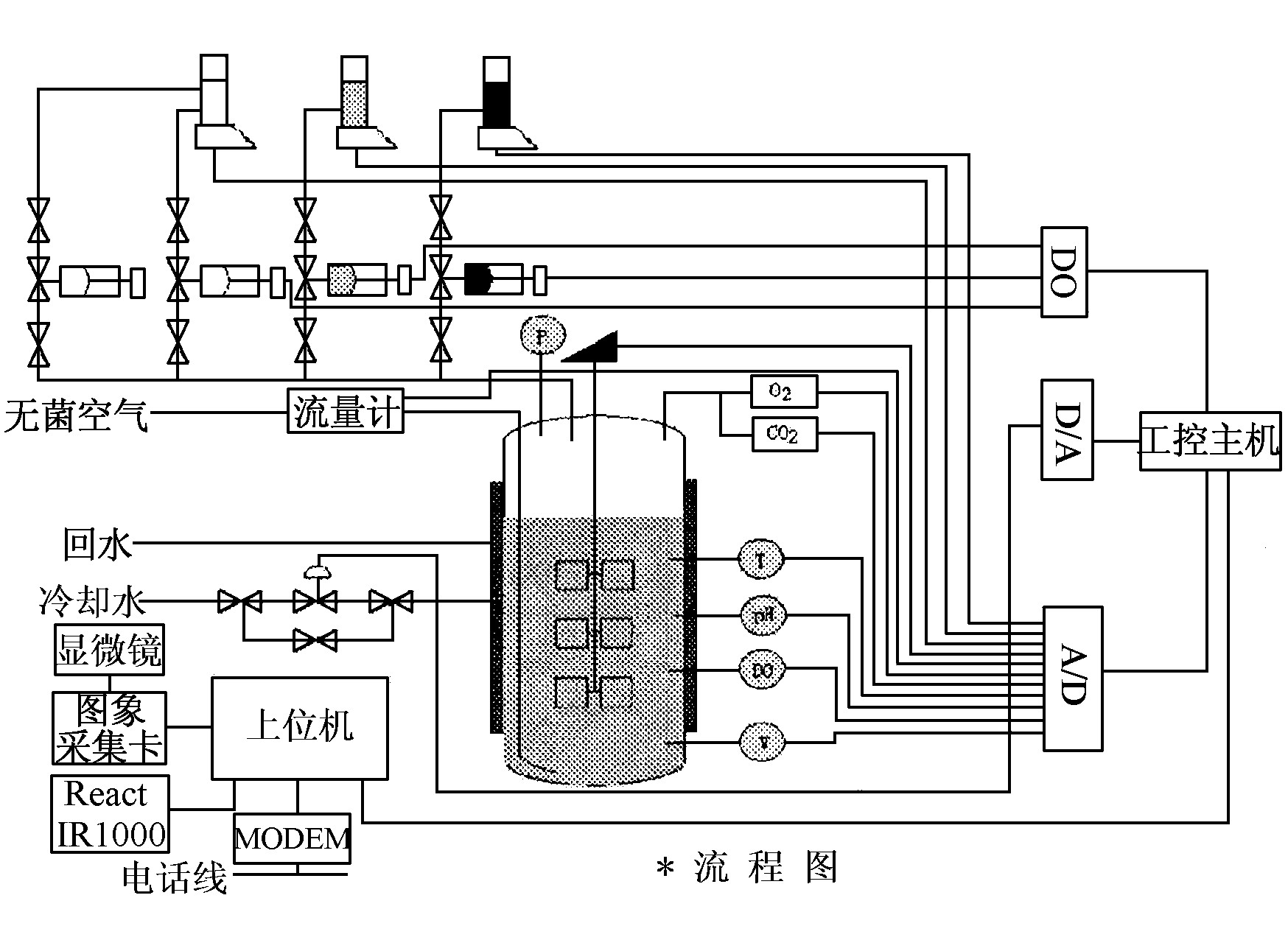
作者从生物反应器中物料流检测的观点出发, 在实验室规模发酵罐配置了包括发酵液真实体积、高精度补料量与尾气CO2和O2分析仪在内的14个以上在线参数检测或控制。设计研制成能输入实验室手工测定参数的计算机控制与数据处理系统, 由此可进一步精确得到发酵过程优化与放大所必须的包括各种代谢流特征或工程特征的间接参数, 如摄氧率ROUR、二氧化碳释放率RCER、呼吸商xRQ、氧体积传递系数 (KLa) 、比生长速率 (μ) 等。在装置研究的基础上, 形成了商品化实验室生物反应器, 定型为FUS-50L (A)
研制能反映细胞代谢物质流所引起的生物反应器物料流变化的相关特性的计算机软件, 是研究细胞与工程水平问题并实现过程数据优化与放大的最重要内容。作者集中力量开发了一个适应多种反应器特点, 融合多种过程理论和控制理论, 便于发酵过程工艺分析和优化操作的软件包, 该软件包也可以通过远程通讯在异地进行数据传送和分析, 定名为BlORADAR
《3 不同产品的发酵过程优化与放大技术研究》
3 不同产品的发酵过程优化与放大技术研究
《3.1概述》
3.1概述
“八五”期间在华北制药厂以青霉素发酵为对象, 通过参数相关分析, 发现了发酵过程中物料平衡与不平衡问题是关键, 进而发现了青霉素发酵过程中除溶氧外, 发酵液的混合和传递特性所引起的溶解二氧化碳的重要影响, 提出了克服措施, 提高发酵单位30% 以上
《3.2红霉素发酵过程优化与放大》
3.2红霉素发酵过程优化与放大
有关红霉素链霉菌产生红霉素的生物合成研究文献很多, 红霉素生物合成的过程也较清楚, 有的已深入到生物合成基因簇水平
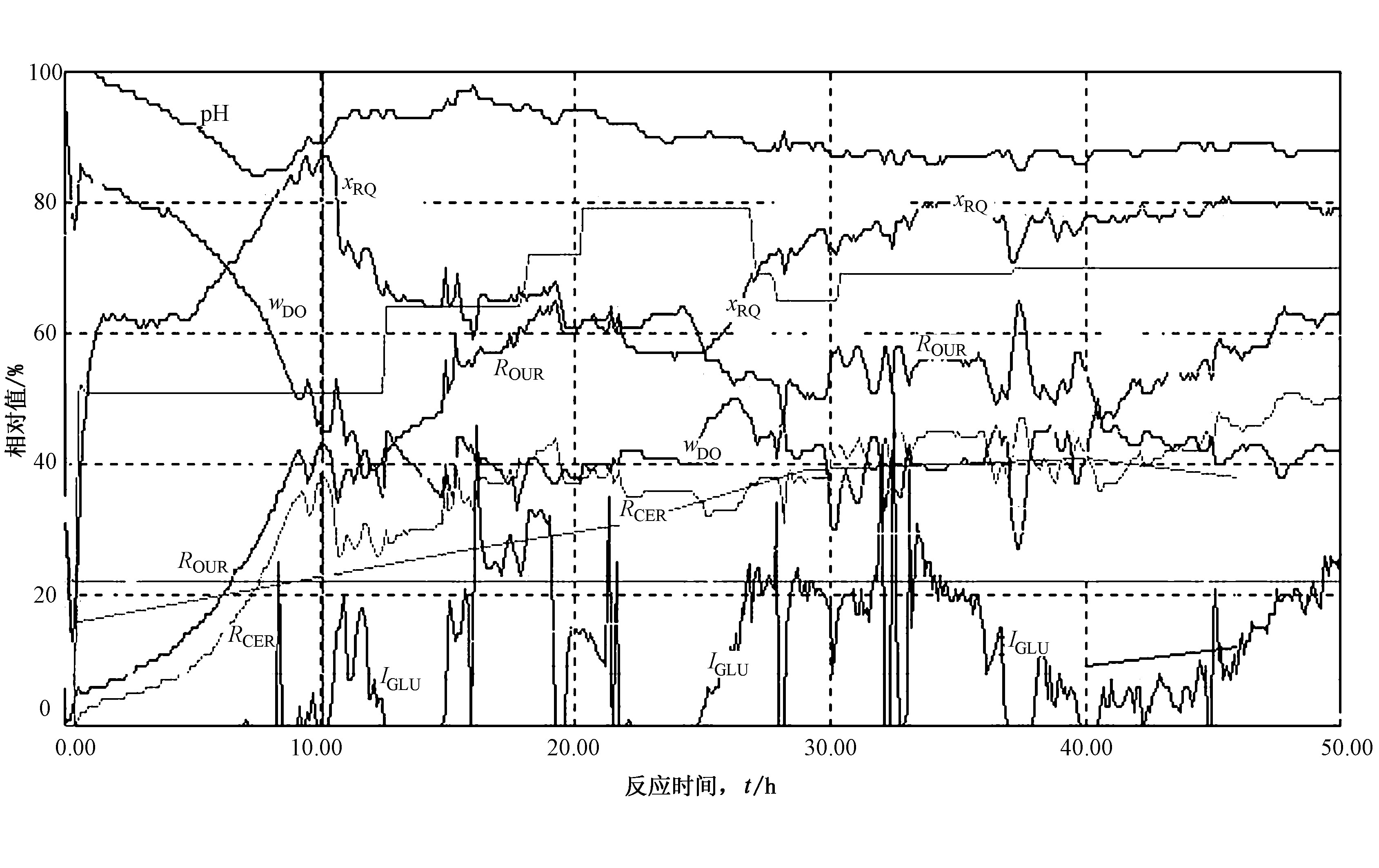
另外, 引起我们注意的一个现象是9 h左右RCER、ROUR、pH和wDO都有一个对应的上升或下降峰。这种峰值的高低以及出现的时间反映了发酵初期的系统特征, 这种特征与各种因素有关, 也是稳定发酵生产过程的重要依据。
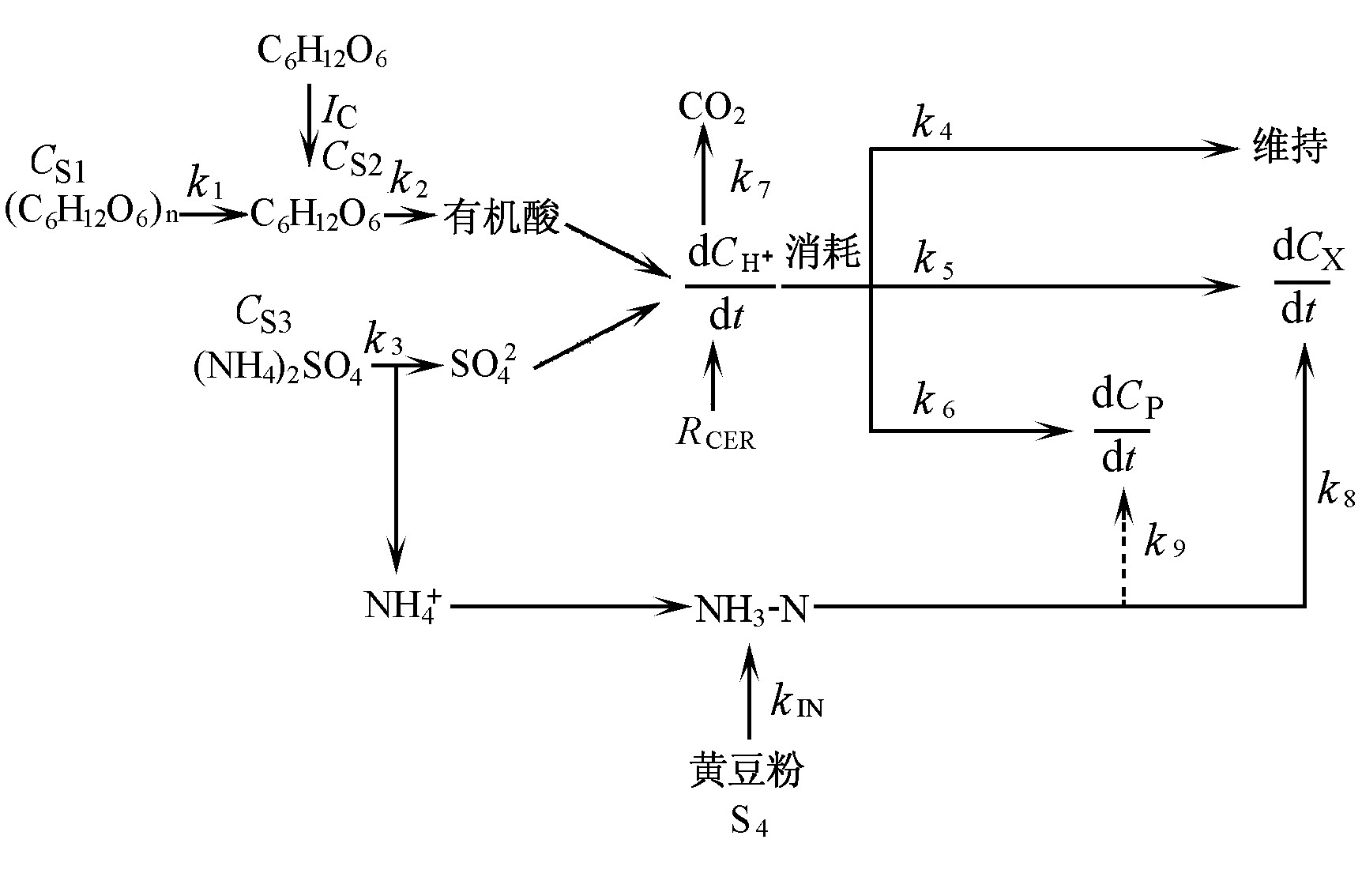
由此可见, 有关细胞代谢物料流的相关分析对研究菌体代谢和反应器操作优化具有重要的理论与实践意义, 也可以进一步以物料衡算进行推导和量化。以pH为例, 从上述代谢趋势曲线图可以看出, pH是重要的检测控制参数, 它的改变会引起各种酶活的变化, 影响菌体对基质的利用, 甚至改变菌体的代谢途径和细胞结构, 最终影响产品的形成。但是, 另一个引人注意的是, pH变化实质上是H+离子平衡的变化结果, 这种结果与代谢流变化有关。图5是培养液中有关H+平衡的示意图, CS1、CS2、CS3、CS4分别代表淀粉、葡萄糖、硫铵和黄豆饼粉的浓度。K1至K9为各反应的速率系数, 其中K1为淀粉酶活力系数, 它的大小与菌体量及菌体活力有关, 即K1=αCx;K2为菌体转化还原糖为有机酸的速率系数, 其值与菌量及菌体活力有关, 即K2=βCx; K1N为菌体水解黄豆饼粉产生氨基酸的速率系数, 同样假设K1N=γCx。
经推导得以硫酸铵为氮源时H+的平衡式为:
式中kN, kc为monod方程中与氮、碳源有关的常数
考虑黄豆饼粉作为氮源利用时, 则:
由上述代谢流变化所引起的H+平衡的变化可以用来指导基础培养基的配比、中间补糖、pH控制设定、通气流量等工艺优化操作。
《3.3基因工程Pichiɑ酵母高密度高表达研究》
3.3基因工程Pichiɑ酵母高密度高表达研究
1987年Cregg等
有关Pichia酵母表达系统构建的研究如载体类型、分泌序列、载体单元等已有大量文献报导
我们以表达基因工程人血清白蛋白 (rh-SA) 为对象开展Pichia酵母表达系统研究, 在FUS-50L (A) 实验室发酵罐计算机人机界面上得到如图6所示的多参数代谢趋势曲线。由各可以看出细胞代谢流的某些分布特征以及反应器工程水平上传递特性的变化, 为过程优化与放大提供了重要线索。例如, 从接种后, wDO随着ROUR上升而不断下降, 反映了以供氧为质量传递的反应器物料平衡与氧为基质的微生物耗氧动力学特性;转速 (n) 、通气流量 (F) 与wDO相关特性, 反映了在特定发酵液流变特性情况下有关供氧操作变量对氧传递系数KLa的影响。引人注意的是在36.5 h搅拌转速已达最高值, 但由于酵母的高密度发酵的高耗氧ROUR达302 mol/ (m3h) , wDO接近零, 说明耗氧巳远超过供氧能力。由此可见, 用常规供氧的搅拌发酵罐已不能满足工业生产应用, 克服零水平的wDO值是该试验36 h的主要矛盾。在BlORADAR数处理软件包的趋势曲线引导下, 采用设计合理的基础培养基的方法, 在20 min内, 即发酵时间36.7 h左右反弹, wDO达到65% 左右, 避免了必须采用通纯氧的方法。
在研究氮源利用时, 发现pH与氨水补量、碳源流加以及RCER之间的强相关特性。采用FUS-50L (A) 罐的pH与补氨系统构成的闭环控制回路, 由计算机控制pH在一定值。由图6可看出, 通过pH值的自动调节, 达到培养过程碳源消耗与氮源消耗的自动匹配来实现C/N比的调整。反映在菌体生长期和产物表达期的不同氨水流加速率, 随着发酵周期的延长, 表达量产率减少, 氨水流加速率, INH3也减少, 甚至停加氨水, 发酵终止。在表达期甲醇过量时将对菌体代谢产生严重干扰, 即所谓中毒现象, 甚至转录翻译中止。在BIORADAR数据处理软件包显示的趋势曲线引导下, 随着甲醇流加速率IMOH的逐渐增加, ROUR逐渐上升, 注意防止逆转产生, 达到最高表达速率。
上述物料流也可以进一步通过元素平衡和代谢平衡进行数据处理并建立数学模型
RE =[RglyRxRNRORC]T。式 (4) 中wNx是菌体中氮的含量。RE 有5个分量, 式 (4) 中有3个线性方程, 模型自由度f=2, 故RE中只有2个分量可自由变化, 其他3个分量可由式 (3) 求出。令RE1= [RglyRx]T , RE2= [RNRORC]T, B1取B的前两列, B2取B的后三列, 式 (3) 可改写为
则
结合菌体内部的代谢平衡, 可进一步降低模型的自由度, 例如考虑菌体生长时以葡萄糖和氨水为基质形成二氧化碳、甘油转化为葡萄糖、葡萄糖分解、以及氧化磷酸化为菌体生长和维持提供所需ATP等, 可用式ZE=0来表示, 其中
与元素平衡式 (3) 得Rx、RN、RO、RC与Rgly之间的关系
从代谢流的观点结合元素平衡和代谢平衡方法建立的数学模型克服了传统建模方法中参数意义不明、输入输出关系难以解释等缺点, 充分利用了发酵过程生物学知识, 具有很大的通用性和伸缩性。利用上述方法计算得甘油比消耗速率qgly =0.05785+1.5184μ, 即为甘油的比流加速率方程, 我们利用该方法控制甘油的流加速率, 达到了预期效果。
《4 结语》
4 结语
本文以细胞代谢流的分析与控制为核心的生物反应工程学的观点, 并通过实验研究, 提出了基于参数相关的发酵过程多水平问题研究的优化技术和发酵过程多参数调整的放大技术。
必须说明的是, 在生物反应器中测定和研究细胞代谢物质流的变化不等同于代谢调控或代谢工程研究, 它强调的是生物反应器中细胞代谢流的存在, 着重在细胞代谢物质流分布变化的有关现象特征的获得。由于研究条件的限制, 这些现象特征也许与已经掌握的代谢调控知识关联不大, 更无法立即从胞内分子基因水平的信息流中得到认识, 但是只要反映的是客观存在的事实, 即使是表观的现象总结, 也会取得实际结果。相信随着生物技术的深入发展, 特别是代谢调控和代谢工程的深入认识, 这种结果将会越来越明显。
此外, 发酵过程基因、细胞、工程3个水平问题是过程优化与放大的关键, 有关工程水平问题主要集中在化学工程的三传 (动量、质量、热量) , 这是一个规律研究已较清晰的学科领域, 从单元操作到系统工程, 从宏观到微观, 当前的重要内容就是与各高技术领域互相渗透融合, 形成边缘技术科学。化学工程学科与生物技术相结合的主要内容就是随着生物技术研究的深入发展如何从工程学的角度进行深入探索, 从宏观的经验描述到微观的本质认识。作者提出在生物反应器中借助化学工程学的观点和方法研究细胞代谢物质流的变化来区分3个水平问题, 这对于过程工艺优化和放大具有重要意义。
主要符号说明
ai ——i物质的能量因子
CN ——物质中的氮浓度, mol L-1
CC ——物质中的碳浓度。mol L-1
mx ——菌体维持系数, h-1
qi ——i物质比生成或消耗速率, h-1
μ——比生长速率, h-1
γi——i物质的氧化还原度
σi——生物合成i物质所需的碳源的数量, mol
Cgly——Gly的浓度, mol·L-1
Cx ——菌体的浓度, mol·L-1
Cglu——葡萄糖的浓度, mol·L-1
CATP——ATP的浓度, mol·L-1
CNADH——NADH的浓度, mol·L-1
CNH3——氨的浓度, mol·L-1
CO2 ——氧浓度, mol·L-1
CCO2——二氧化碳的浓度, mol·L-1
CH2O——水的浓度, mol·L-1
《注释》
注释
1 Seriven J.Coursebook of international traiming programme in ind. biotech.Part Z, Scal-up of bioreactor, GBF Germany, 1994











 京公网安备 11010502051620号
京公网安备 11010502051620号




