
《1 引言》
1 引言
秦山核电厂是我国自行设计、建造和运行的第一座压水堆核电厂,装机容量为 310 MW。1991 年 12 月 15 日正式并网发电,至今已经安全稳定运行近 16 年。特别是近几年,电厂的各项性能指标都有了较大的提高,WANO(世界核营运者协会)十项技术性能指标基本达到世界中值水平,有几项已经进入世界先进水平。秦山核电厂良好运行业绩的取得,是和核电厂管理水平不断提高以及在设备改造上的投入分不开的。WANO 化学性能指标也随着二回路系统水化学管理理念的更新和水质控制的改进和而不断改善,通过改变运行方式及增加除铁装置减少二回路系统的腐蚀和腐蚀产物的转移、对凝结水精处理装置的优化运行以及大修及启动过程的水质的严格控制等措施,使电厂的 WANO 化学性能指标不断进步,到 2006 年已经达到世界先进水平。图 1 列出了 1997 年以来秦山核电厂 WANO 化学性能指标的变化情况。
《图 1》
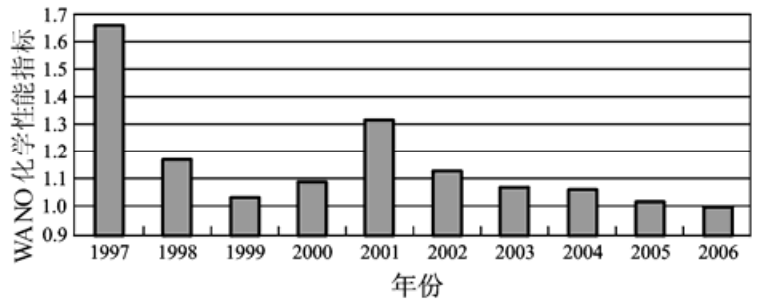
图 1 WANO 化学性能指标变化趋势图
Fig.1 Trend of WANO chemistry performance index
《2 二回路系统水化学的改进》
2 二回路系统水化学的改进
《2.1 管理理念的更新》
2.1 管理理念的更新
压水堆核电站二回路系统化学控制的主要目的是减少二回路系统的腐蚀,保证二回路系统设备特别是蒸汽发生器结构材料的完整性,提高核电站的运行安全性和可利用率。WANO 化学性能指标的计算选取的参数就是二回路系统的六个控制参数,由此也可以看出二回路系统化学控制的重要性。秦山核电厂设计上二回路系统的主要水质控制规范如表 1 所示。针对秦山核电厂所采取的蒸汽发生器传热管为 Incoloy800 材料的核电厂,WANO 化学性能指标计算参数的世界中值也列在表 1 中,从表中可以看出,世界中值和控制指标相比有数量级的差别。
《表 1》
表 1 二回路系统主要控制参数设计指标及 WANO 化学性能指标计算世界中值
Table 1 The main design specifications of water quality in secondary system and medium value for WANO CPI

*注:设计时无该控制参数指标要求
秦山核电厂早期的化学管理的理念主要是保证关键水质不超标运行,也没有过多地考虑 WANO 化学性能指标的问题。随着秦山核电厂管理水平的提高,对水化学的认识也不断加深,对水质的控制也越来越严格。秦山核电厂化学管理的理念也不是仅仅保证水质不超标,而是要求杂质离子的含量越低越好。因为只有在使杂质离子控制在尽量低的水平,才能有效地降低二回路系统的腐蚀,防止蒸汽发生器传热管的腐蚀开裂。秦山核电厂二回路水化学的管理目标转变成以达到世界先进电厂的水化学管理水平为目标,即 WANO 化学性能指标达 1.00,也就要求参与 WANO 化学性能指标计算的所有 6 个控制参数的运行值就必须小于世界中值。
只控制水质不超标是容易的,而要使控制参数低于世界中值就比较难了。为此,秦山核电厂在实践中不断总结经验,对二回路系统水质控制的各个环节进行认真分析,总结出水质控制的环节从过程上看包括以下几个方面:
1) 大修过程控制,为下一燃料循环水质控制打好基础;
2) 启机过程中二回路完全冲洗、净化;
3) 运行期间水质的调节和控制,及时调整水质偏差。
从控制杂质的来源看包括以下几个方面:
1) 补给水的质量控制,减少由补给水带进的杂质含量;
2) 化学品的控制,包括化学添加剂及使用于现场的一些辅助材料;
3) 防止凝汽器泄漏;
4) 优化凝结水精处理装置的运行,减少其带来的负面影响。
从改善二回路系统运行环境来看包括:
1) 选择适当的二回路系统的 pH 值;
2) 针对电厂的具体情况选择更适当的 pH 值调节剂;
3) 控制适当的联氨浓度;
4) 阴阳离子摩尔比的控制。
通过观念上的更新,秦山核电厂开始注重对水质控制的每个环节都进行考虑,对于薄弱环节采取改进措施。通过加强对以上各个环节的控制,秦山核电厂 WANO 化学性能指标不断改善,不过离世界先进水平还有点差距。为了进一步实现达到世界先进水平的目标,秦山核电厂于 2004 年专门成立了改善 WANO 化学性能指标小组,重点解决影响 WANO 化学性能指标的给水铁及蒸汽发生器排污水中钠含量偏高问题。该小组在改善二回路系统运行环境重点进行高 AVT 处理;在控制杂质来源重点进行凝结水精处理装置的优化运行;在水质控制的过程中重点完善大修启动过程中的化学控制。通过对这些薄弱环节的改进,使二回路系统的水质不断改善,WANO 化学性能指标也不断进步,并最终达到世界先进水平。图 2 是 2004 年到 2005 年 WANO 化学性能指标及影响水质变化月趋势图。
《图 2》

图 2 WANO 化学性能指标及影响水质变化月趋势图
Fig. 2 Trend of month average value of control parameters and WANO CPI
《2.2 减少二回路系统腐蚀及腐蚀产物转移》
2.2 减少二回路系统腐蚀及腐蚀产物转移
2.2.1 二回路系统采取高 AVT 秦山核电厂由于凝汽器出现泄漏的次数比较多,故以前一直采取的运行方式是维持凝结水全流量处理,这样即使二回路属于无铜系统,其 pH 值也无法控制在较高的水平。秦山核电厂二回路系统主要是碳钢材料,由于 pH 值无法控制在比较高的范围,随着设备的老化,二回路系统的腐蚀比较严重,反映在给水中铁含量相对较高,这些腐蚀产物转移到蒸汽发生器,对于蒸汽发生器传热管会造成不利的腐蚀环境,有可能影响蒸汽发生器结构材料的完整性。为解决秦山核电站给水中铁含量相对较高的问题,从化学控制上可以采取变更 pH 值调节剂(如从高挥发性的氨改为挥发性较低的乙醇胺)和高 AVT 处理两种方式进行纠正。高 AVT 处理主要采取的是提高二回路系统 pH 值的方法,以减少二回路系统的腐蚀。由图 3[1] 可以看出,对于碳钢和低合金钢,其腐蚀速率随 pH 值的升高而降低。所以采取高 pH 值运行可以有效地控制二回路系统的腐蚀。另外高 pH 值还可以有效地降低腐蚀产物向蒸汽发生器的转移。图 4[2]是 Fe3O4 的溶解度与溶液 pH 值和温度的关系,从图中可以看出,在酸性和弱碱性溶液中,Fe3O4 在 77℃显示了最大溶解度,而且随温度上升,Fe3O4 溶解度迅速降低。这表明在低 pH 值的给水中,腐蚀产物中铁会从给水设备或管道上溶解,并随着给水最终进入蒸发器,给水进入蒸发器后给水温度的升高,溶解度降低,腐蚀产物就沉积在蒸发器中,从而对蒸发器的运行造成不利影响。因此,提高给水的 pH 值,能有效的防止腐蚀产物向蒸发器转移。
《图 3》
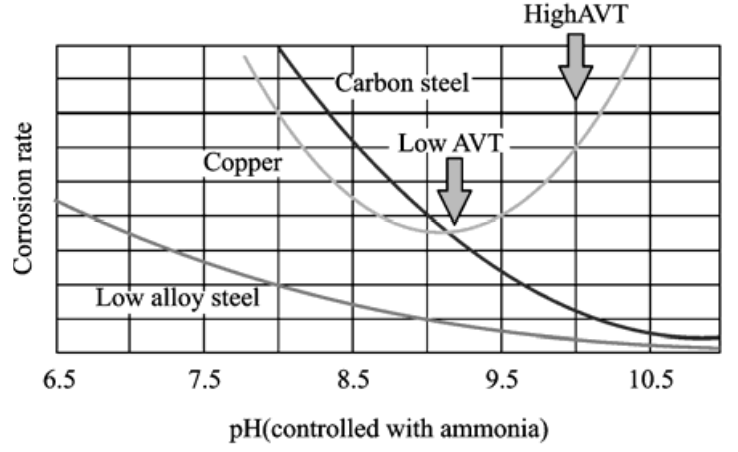
图 3 pH 值和金属材料腐蚀速率关系图
Fig.3 Relationship between metal corrosion rate and pH value
《图 4》

图 4 温度和 pH 值对 Fe3O4 溶解度的影响
Fig.4 Influence of temperature and pH on solubility of Fe3O4
秦山核电厂在采取增加循环海水二次滤网、对海水旋转滤网进行改造、加强对凝汽器钛管的在役检查、采取预防性堵管等措施后,目前凝汽器泄漏的次数和以前相比明显降低。所以秦山核电厂 2004 年开始决定采取提高二回路系统的 pH 值的方法来降低给水中铁的含量,即把给水的 pH 值由 9.4 提高到 9.7,而与此同时,凝结水精处理装置的处理流量由 100 %下降到 30 %。从整个二回路系统腐蚀产物的变化情况来看,在提高二回路系统的 pH 值以后,腐蚀产物含量都有明显下降。具体铁含量变化情况如下:a. MSR(汽水分离再热器)疏水的铁含量由 30 μg/L 左右下降到目前的 10 μg/L 左右,试验期间约为试验前的 1/3。b. 高加疏水中铁含量约降低 40 %。c. 给水中铁含量由 5 μg/L 降到 3 μg/L 左右,降幅约为 40 %。d. 蒸发器炉水中的铁含量降低到原来的 50 %左右。e. 汽中的铁含量变化不大,但凝混出口的铁含量由于处理流量的下降而有所升高。图 5 是提高 pH 值试验 2004 年 4 月两周的给水及 MSR 疏水铁含量变化趋势图(4 月 12 日开始提高二回路系统的 pH 值):
《图 5》
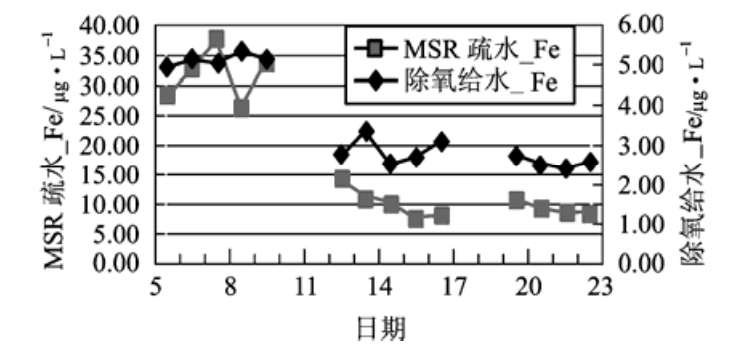
图 5 给水及 MSR 疏水铁含量变化图
Fig.5 Trend of iron concentration in feedwater and MSR
2.2.2 凝汽器热井中加装磁力过滤器秦山核电厂凝结水中的腐蚀产物也是给水以及蒸汽发生器中腐蚀产物的重要来源之一。在对凝结水进行全流量处理时,凝结水精处理装置兼做除铁过滤器,给凝结水精处理装置带来不少负担,同时容易造成树脂的污染。在二回路系统进行高 AVT 处理后,凝结水只能进行部分流量处理,凝结水中的大部分腐蚀产物又有可能旁路凝结水精处理装置而直接进入给水系统,并最终进入蒸汽发生器。根据这个情况,秦山核电厂在第 7 燃料循环运行试验的基础上,从 R8 开始在 1#、2#凝汽器热井底部共安装了 56 片磁栅,每片磁栅覆盖的面积约 0.5 m2 。在二回路系统启动过程中进行小循环冲洗后,这 56 片磁栅上就吸附了很多的腐蚀产物,循环冲洗结束后磁栅取出进行了清洗,清洗干净后重新放入凝汽器,运行一个燃料周期后再取出清洗。二回路系统启动前的小循环冲洗过程中,磁栅能吸附 20 kg 左右的腐蚀产物,而一个燃料循环,约能吸附近 70 kg 的腐蚀产物。由此可以看出磁栅在吸附凝结水中的腐蚀产物方面具有良好的效果。图 6 为磁栅吸附腐蚀产物的效果图。
《图 6》
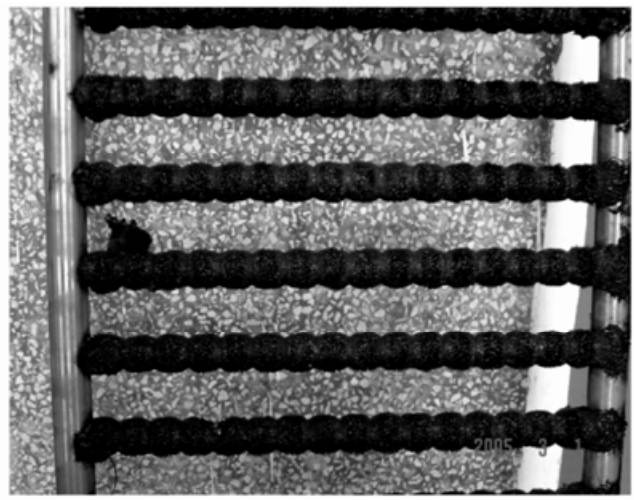
图 6 磁栅吸附腐蚀产物的情况
Fig.6 Corrosion products absorbed on magnetic bar assembly
《2.3 凝结水精处理装置的优化运行》
2.3 凝结水精处理装置的优化运行
2.3.1 消除树脂性能下降对水质的影响
秦山核电厂从开始运行至现在,凝结水精处理装置中的树脂进行过两次更换。一次是 1998 年,另外一次是 2003 年。秦山核电厂根据对 1997 年蒸汽发生器炉水中的阳离子电导率、硫酸根离子含量以及树脂物理性能的分析,判断引起蒸汽发生器二次侧硫酸根及阳离子电导率的升高的原因是有碎树脂进入二回路系统,于是决定于 1998 年对所有凝结水精处理装置的树脂进行更换。从表 2 中列出的 1998 年以后的数据来看,蒸汽发生器二次侧中硫酸根离子和阳离子电导率在树脂更换后明显下降。
《表 2》
表 2 蒸汽发生器硫酸根离子、钠离子及阳离子电导年平均值
Table 2 Annual average value of sulfate, sodium and cation conductivity in SG blowdown
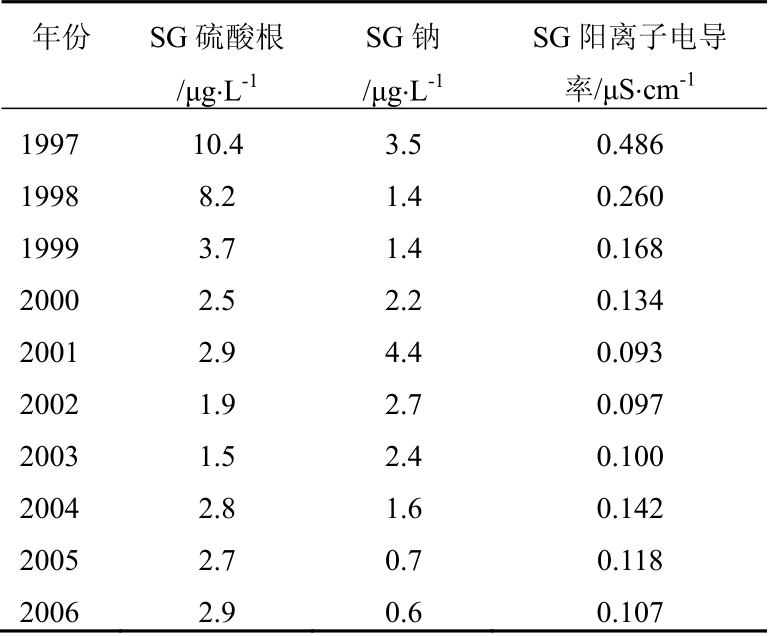
2003 年对于凝结水精处理装置的树脂的更换,主要是考虑到树脂的交叉污染已造成蒸汽发生器二次侧钠含量的升高。更换的新树脂更强调了阴、阳树脂的分离性能,对于其粒径范围及均一系数都提出了严格的要求。
2.3.2 新树脂处理新树脂在投运初期有一个过渡期,过渡期采取和平时一样的再生及处理工艺不能够很好地控制混床出水的水质,对二回路系统的钠离子含量会造成明显的影响。所以在新树脂的过渡期内,应采取不同的再生及处理工艺,以降低树脂过渡期内树脂床对二回路系统钠的影响。秦山核电厂对于新树脂的处理措施是失效树脂再生前,对树脂进行碱浸泡(2~16 h)处理,然后对阳树脂用倍量酸再生。再生完后阴阳树脂分别在阴再生塔和阳再生塔中增加擦洗、淋洗次数 3~4 次。经上述处理后,混床投运后的出水电导能稳定在(0.054~0.056 μS/cm),初期投运的出水钠基本能保持在小于 0.3 μg/L 以下运行。
2.3.3 树脂床正常运行期间的规范管理树脂床在投运初期及运行末期,对蒸汽发生器排污水中的钠离子含量都会造成或多或少的影响,所以加强对投运前树脂的处理和严格控制树脂失效的标准,对减少凝结水树脂床运行对蒸汽发生器排污水中的钠离子的影响是非常必要的。秦山核电厂在混床投运前采取增加树脂的正洗次数与正洗时间的措施,在确保混床出水电导率小于 0.056 μS/cm 以后才投入运行。对于树脂的失效也采取严格的控制标准,目前主要控制的是周期制水量和出水电导率。为了降低凝结水精处理装置对二回路系统水质的负面影响,出水电导率的失效指标已从最初的 0.2 μS/cm 降低到目前的 0.060 μS/cm。如果周期制水量达到控制指标,即使出水电导率还未超过 0.060 μS/cm,树脂床也必须退出再生。
2.3.4 消除阴树脂再生液对混床出水中 Na 的影响影响凝结水混床出水钠含量的因素除常见的树脂的交叉污染外,还有一个重要因素就是阴树脂再生液的淋洗不干净。秦山核电厂采取降低阴树脂的再生频度以有效地降低钠的来源,从而降低树脂床投运时出水钠对二回路系统的影响。从对树脂再生度分析的结果来看,阴树脂在一到二个失效周期不再生并继续使用到下一失效周期时,其再生度仍然保持在较高的水平,阴树脂的再生度一般维持在 90 %到 95 %之间。这样即使凝汽器发生泄漏,混床中阴树脂的使用也不会存在什么问题。
2.3.5 凝汽器泄漏时的管理鉴于凝汽器仍存在泄漏的可能性,对于凝汽器泄漏时,使凝结水精处理装置快速投入全流量处理,减少凝汽器泄漏对SG 水质的影响相当重要。秦山核电厂采取的措施是即使部分流量处理(约 30 %),仍投入三台混床对凝结水进行处理。当发现凝结水阳离子电导率快速上升或超过 0.18 μS/cm 时,凝结水精处理装置立即投入全流量处理。由于只需要调节一下阀门的开度,所以响应的时间很短,能够很好地防止凝汽器泄漏对蒸汽发生器的影响。
通过凝结水精处理装置的优化运行,秦山核电厂很好地解决了蒸汽发生器中钠离子含量偏高的问题,从表 2 中蒸汽发生器钠离子含量的变化情况可以看出,近年来其含量已经控制在 0.8 μg/L 以下。
《2.4 严格控制大修及启动过程的水质》
2.4 严格控制大修及启动过程的水质
2.4.1 制定启、停堆期间的化学控制规程秦山核电厂于 1998 年开始制定了启、停堆期间的化学控制规程,规定了启堆前各个系统的水质控制要求和处理措施,并在第 5 燃料循环周期正式开始执行。由于启、停堆期间水质受到检修的影响及工况的变化最容易波动,加强对这一阶段的化学控制对于改善功率运行期间的水质相当重要。表 3 列出了第 4 燃料周期开始第 1 月和第 5 燃料周期执行启、停堆期间化学控制规程后第 1 月二回路系统的水质比较,可以看出改善是相当明显的。
《表 3》
表 3 第四燃料周期和第五燃料周期第一月二回路系统水质比较
Table 3 Comparing of water quality of secondary system in the first month after startup between the 4th fuel cycle and the 5th fuel cycle
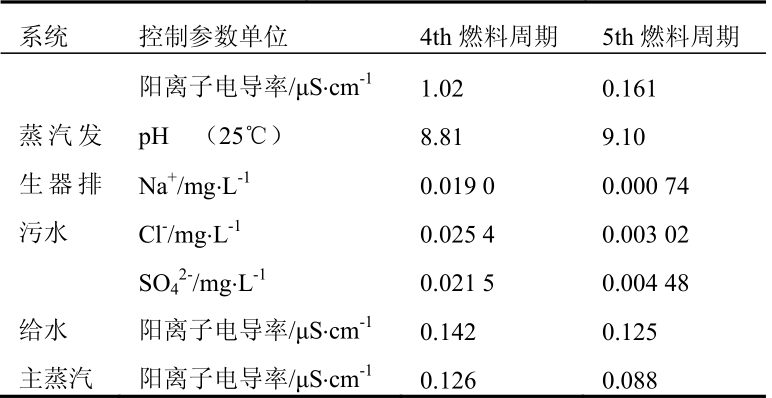
2.4.2 加强启动过程中的系统清洗大修结束后如果系统冲洗不干净,启动后污染物受热分解,可能造成功率运行期间二回路系统水质较长时间的劣化。秦山核电厂 1997 年 3#高加更换后,由于冲洗不彻底,造成启动后蒸汽发生器炉水的阳离子电导率高达 1.02 μS/cm,高加疏水、给水和蒸汽发生器炉水中的磷酸根离子含量分别高达 4、1 和 70 μg/L 左右。2006 年 R9 大修期间,1#、2#高加都进行了更换,我们特别制定了“高加冲洗和投运临时规程”,采取了对高加管侧、壳侧分别进行冷态及热态冲洗的方法,并严格控制冲洗后的验收标准。整个二回路系统冲洗历时 93 h,耗水约 5 000 t。通过二回路系统充分的冲洗,使得启动后蒸汽发生器炉水的阳离子电导率仅为 0.176 μS/cm。
为保证冲洗彻底,也充分利用凝汽器热井底部的磁栅。一般在凝汽器冲洗结束后把放入热井底部的磁栅全部取出来,把磁栅表面吸附的腐蚀产物清洗干净后,又重新把它们放进凝汽器。给水中的铁含量要求小于 100 μg/L 就可以向 SG 上水,而实际上经过循环冲洗后,给水的铁含量通常控制在 10 μg/L 以下。为了保证启动后 SG 的水质正常,启动之前对辅助给水系统以及 SG 本身进行了比较彻底的冲洗。通过这些措施,可以保证系统启动后二回路系统的水质很快就恢复到正常运行的水平。
《3 结语》
3 结语
核电厂二回路的水质指标要达到越来越严格的要求,必须对每个环节都进行严格的控制,目前秦山核电厂采取的二回路系统高 AVT 处理、对凝结水精处理装置的优化运行以及大修及启动过程的严格控制等改进措施,有效地改善了二回路系统的水化学环境,也使 WANO 化学性能指标逐步达到了世界先进水平。二回路系统水化学的改进确保了蒸汽发生器传热管的结构完整性,到目前为止,秦山核电厂经过 16 年的运行后,蒸汽发生器所有传热管仍未出现过破损,也没有进行过堵管。











 京公网安备 11010502051620号
京公网安备 11010502051620号




