

《1 钢铁工业的发展背景和时代命题》
1 钢铁工业的发展背景和时代命题
我国国民经济已经进入了一个以经济结构战略调整和产业升级为主要特征的发展时代, 也可以说开始进入工业化的中期阶段。
从国际上看, 经济全球化已逐步成为一种潮流。我国如何利用比较优势和后发优势, 结合自身特点, 在有条件的领域实现跨越式发展, 在国际经济分工中占有一席之地, 值得研究。
钢铁工业仍然是国民经济的基础产业。钢铁是诸多使用领域中的必选材料
我国钢铁工业 (不包括台湾地区, 以下同) 经过50年的发展, 已形成了完整的工业体系。2000年粗钢产量已达1.27×108 t左右, 钢材的国内市场占有率约91%。
与20世纪初不同, 石油危机以后的国际钢铁工业已不是高利产业。由于国际钢材市场供求关系的变化和不同材料的价格关系变化等原因, 使得全球钢铁工业进入了不间断的竞争浪潮之中。因此国际钢铁工业共同的时代命题是市场竞争力和可持续发展问题
随着社会发展和科技进步, 钢铁工业市场竞争力的内涵不断演变, 现在已经不仅是价格、质量的竞争, 更不是品种、质量为中心的问题, 而是包括有价格/成本、质量/品种、资本回收时间、产品供货速度、过程服务、环境友好等多方面和多因素构成的综合竞争。
可持续发展问题强调的是经济发展和环境保护、环境友好的协调发展。可持续发展的主要内容有两个方面
《2 中国钢铁工业的发展和钢铁企业结构调整的含义》
2 中国钢铁工业的发展和钢铁企业结构调整的含义
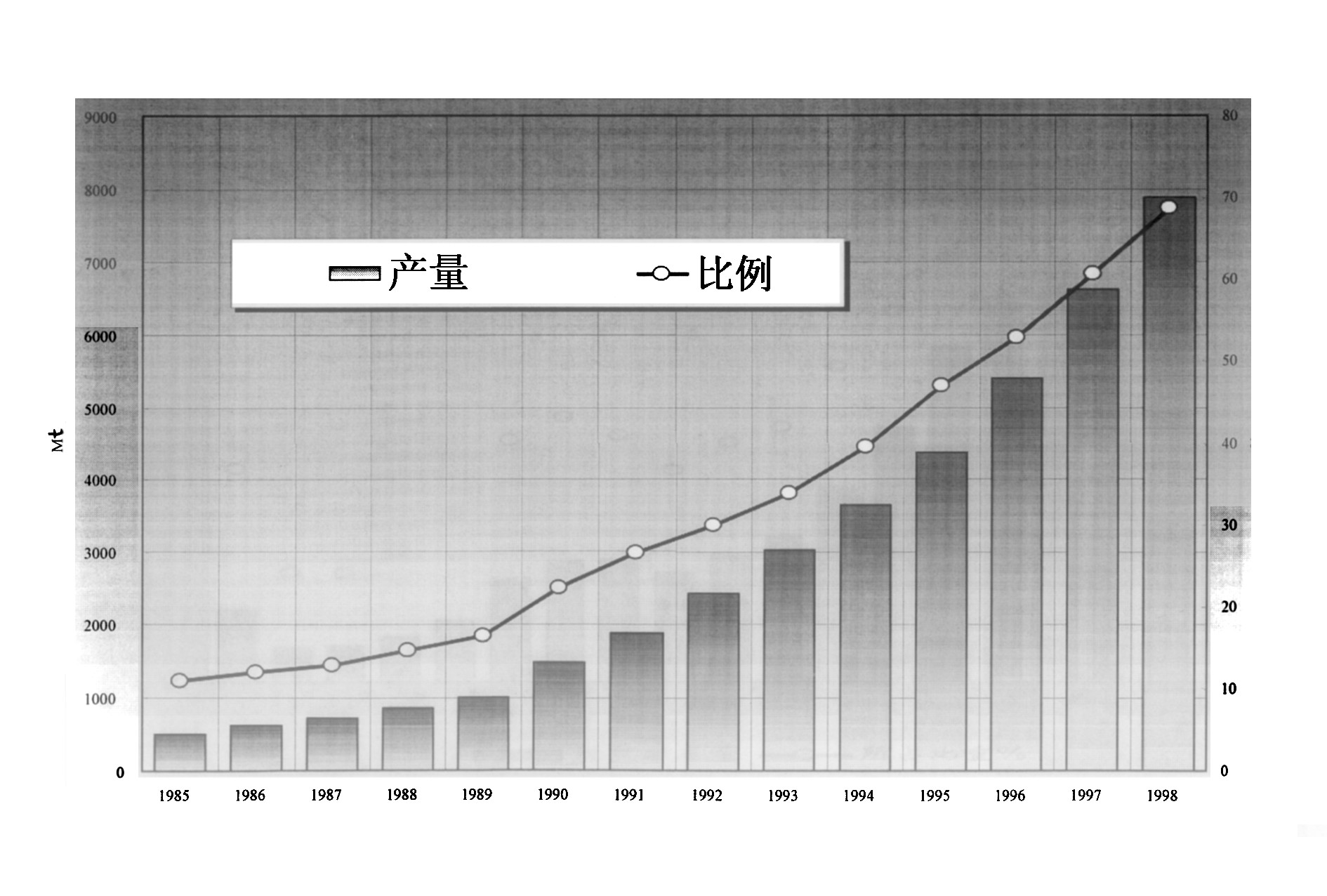
中国钢铁工业经过50年的发展, 在地区分布 (表1) 、产品结构 (图1) 、技术结构 (图2) 和资源结构 (图3) 等方面发生了重大变化, 取得了重大进步。特别是主要产钢区已经转移到东部沿海和长江中下游地区; 连铸技术、氧气转炉工艺得到了快速发展, 2000年全国连铸比已达到82%;利用国际资源发展中国钢铁工业的开放政策也收到良好的效果, 用进口矿冶炼的生铁已占全国生铁产量的30%左右; 国防工业所用钢材几乎完全是由国内供应的。 这些成就在发展中国家是少见的。然而, 在取得重大进步的同时, 也出现了一些结构性的矛盾。例如, 能源消耗高, 生产效率低, 投资效益差, 一些高技术含量的钢材尚不能满足需求, 环境保护欠帐多等等。所有这些都需要通过对现有企业的技术改造和结构调整来解决。
Table 1 The regional distribution of crude steel output in China %
《表1》
年份 | 1950 | 1970 | 1980 | 1990 | 2000 |
华北地区 | 12.72 | 19.96 | 21.51 | 22.69 | 25.82 |
东北地区 | 82.83 | 37.32 | 26.44 | 20.89 | 14.16 |
华东地区 | 1.95 | 23.70 | 24.74 | 27.57 | 31.91 |
中南地区 | 0.90 | 13.57 | 15.05 | 16.64 | 15.75 |
西南地区 | 1.61 | 4.51 | 10.34 | 9.38 | 8.93 |
西北地区 | 0 | 0.94 | 1.91 | 2.82 | 3.43 |
面对钢铁工业的时代命题和我国国民经济结构的战略调整, 中国钢铁工业面临着产业、企业结构调整与企业发展模式的重大战略选择。
所谓结构是相对于系统而言的, 是指构成系统各个单元 (组元) 的总和以及各单元之间的组合关系的总和, 这是系统结构的静态含义。结构还有其动态含义, 这就是系统在其运行过程中, 不同的结构将表现出不同的“功能—系统—效率”。
进行结构调整是有前提的, 不同的思考角度会投射出不同的形象, 反映出不同的观点。面临21世纪钢铁工业的时代命题, 思考中国钢铁工业的结构调整, 必须综合考虑市场需求、技术进步、投资效益, 环境保护 (环境友好) 等因素, 而不是原来计划经济体制下的“品种、质量为中心”——单一命题的投影。
《图3》

Fig.3 Amount of imported ore and the proportion of hot metal from imported ore in total hot metal output
整个20世纪, 国际钢铁工业得到大发展, 同时也经历了不断的结构调整和产业升级的过程。就钢铁企业而言, 一批落后的工艺、装备被淘汰, 一批工艺、装备渐进性地改进, 一批工艺、装备创新性地发展。在这过程中不断引起钢铁企业生产流程的优化重组, 这是20世纪钢铁企业结构优化的基础性因素。就钢铁工业而言, 一批结构落后的企业被淘汰, 一批经过改造结构调整了的企业继续生存、发展, 一批技术创新、结构创新的企业新建。这也可以说是各类产业在市场竞争过程中的必然现象。总的看, 技术进步往往是结构调整、结构优化的起因或动力, 而市场供求状况、资金效益和环境因素则是促进或制约因素。
钢铁企业结构调整应遵循市场需求—产品结构—生产流程结构—合理规模—投资效益的逻辑程序来展开。
进入“九五”以来, 我国扁平材的消费量日趋增长, 1998年板带材占钢材总消费量的比例为37.91%, 1999年则为40.05%, 2000年达41%以上, 2005年估计将达到44%以上, 表明我国钢材消费结构正在摆脱发展中国家的典型消费结构。与此同时, 长材、无缝钢管的消费比例相应减少, 然而, 在未来岁月中, 其消费的绝对量仍将继续增长。可以预计2000~2010年是我国钢材消费结构的转型期。其特点是:a.作为正在进入工业化中期阶段的发展中国家, 中国的钢材总消费量将进一步缓慢地增长 (表2) ;b.在钢材消费总量的构成中, 扁平材 (包括派生的焊管) 的比例将明显上升, 而摆脱发展中国家的典型消费结构。2005~2010年, 中国的板、带、管 (包括无缝钢管) 的消费比例将有可能超过50%。
Table 2 Prediction of the change of consumption intensity of steel products in China
《表2》
年份 | 1980 | 1985 | 1990 | 1995 | 1996 | 1997 | 1998 | 1999 | 2000 | 2005 |
国民生产总值/108元 | 4 518 | 8 989 | 18 598 | 57 495 | 67 560 | 73 142.7 | 78 017.8 | 83 635 | 89 490 | 119 757 |
钢材表观消费量/104t | 3 172 | 5 655 | 5 311 | 9 784 | 10 514 | 11 671.1 | 13 074.7 | 13 074.7 | 13 028 | 14 225 |
国民生产总值钢材消 费强度/t· (104元) -1 | 0.702 | 0.629 | 0.286 | 0.170 | 0.156 | 0.160 | 0.168 | 0.156 | 0.146 | 0.119 |
《3 钢铁制造流程的解析与集成以及技术进步的方向》
3 钢铁制造流程的解析与集成以及技术进步的方向
钢铁工业属于流程制造业。从根本上看, 钢铁制造过程的本质是集物质状态转变, 物质性质控制, 物质流管制于一体的生产制造体系, 实际上是一种多维的过程物质流管制系统
钢铁制造流程的解析与集成
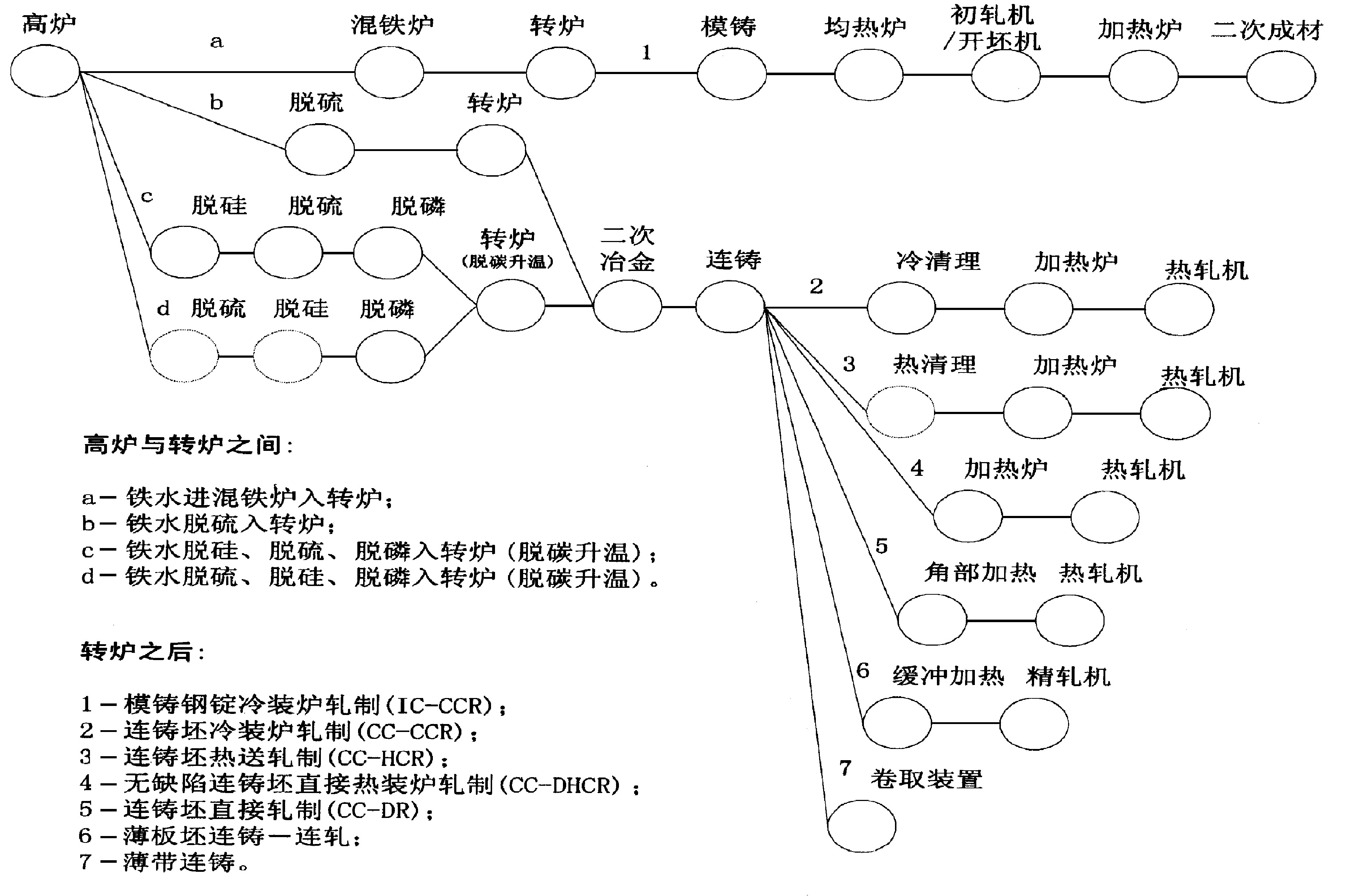
从钢铁制造流程的结构演进 (图4) 可见, 在连铸 (凝固) 之前的工序是不断解析—优化的趋向, 工序数目日趋增加, 工序功能日益简化-集中, 但效率更高、时间节奏更快;而连铸之后的工序则越来越简化集成、紧凑-连续。其中不仅有着一系列新工艺、新装备的出现, 而且还存在着一些值得重视的工程效应问题
钢铁制造过程中, 大量的物质/产品流, 大量、复杂的能量转换, 多种形式的过程排放以及大量的排放/废弃物都对环境造成不同层次和不同程度的影响。钢铁制造流程特别是以铁矿石、煤炭为资源的联合企业流程将进一步向绿色制造的方向发展
Table 3 Disassembly of the procedure´s functions in convertor steelmaking process
《表3》
炼钢过程工序功能 | 铁水预处理 | 转炉 | 二次精炼 | ||||
| 脱硅 | ⊙ | ○ | |||||
脱硫 | ⊙ | ○ | ◎ | ||||
脱磷 | ⊙ | ○ | ◎ | ||||
脱碳 | ◎ | ⊙ | ⊙ (*) | ||||
升温 | ⊙ | ◎ | |||||
脱气 | ◎ | ⊙ | |||||
夹杂物形态控制 | ◎ | ⊙ | |||||
脱氧 | ○ | ⊙ | |||||
合金化 | ◎ | ⊙ | |||||
纯净化 | ⊙ | ◎ | ⊙ | ||||
⊙—完成该功能的主要工序;◎—完成该功能的次要工序;○—在该工序退化的功能。*—超低碳情况下, 真空脱碳更重要
钢铁工业共同的时代命题——市场竞争力和可持续发展, 其表现形式将主要通过技术进步和战略投资来体现, 并具体反映在钢铁制造流程的不断改进中。主要表现为:a.钢铁制造流程将是紧凑化—准连续化—产品专业化的制造流程, 是清洁生产流程, 又是不断合理化的工艺流程 (包含洁净钢生产流程) ;b.钢厂排放过程的有效控制和无害化处理以及排放物质的再资源化、再能源化;c.钢厂制造流程将从实现冶金功能为主体, 逐步演变成兼顾能源形式的转换功能和社会废弃物的环保处理等功能的流程。
《4 关于不同类型钢材的生产工艺分析》
4 关于不同类型钢材的生产工艺分析
当前, 首先应该认真地研究扁平材 (板、带) 的生产结构。
《4.1薄板——薄板坯连铸—连轧的冲击》
4.1薄板——薄板坯连铸—连轧的冲击
传统热轧宽带钢生产产品厚度主要分布在2.00~2.99 mm占47.5%, 3.00~4.99 mm 占25.7%, 1.50~1.99 mm 占14.3%, <1.50 mm 占0.3%。
90年代以来, 由于薄板坯连铸—连轧工艺的发展, 使得热轧薄板的最小厚度已经有可能达到1 mm以下, 其生产主要厚度范围将分布在1.0~3.0 mm之间。对于传统冷轧带钢轧机的产品而言, 厚度约有60%分布在0.6~1.2 mm之间, 而1.2~1.6 mm厚度的分布频率也在15%左右。因此, 薄板坯连铸—连轧工艺将对传统热轧带钢轧机、传统冷轧带钢的产品市场形成巨大的冲击。未来传统热轧带钢轧机的产品将分别被逐步挤压到主要生产3 mm以上的厚规格带卷和为0.8 mm以下的冷轧带钢供料。由此引起了一系列的连锁反应, 薄板坯连铸—连轧作业线的产品将主要集中在1.0~2.2 mm的厚度范围内, 而大量挤占传统冷轧产品的市场。而传统热带轧机的厚规格的产品将部分挤占原来2 300 mm及其以下中板轧机的中板市场。这种现象在我国已经出现, 1999年我国消费中厚板约1 383×104 t, 其中约有400×104 t中板是热连轧带钢轧机生产的。这是由于薄板坯连铸—连轧工艺技术装置的日趋完善, 市场竞争力日趋增强的原因。薄板坯连铸—连轧工艺的优势主要在于:投资约为传统热连轧的58%;能耗约低50%;生产成本约为常规轧机的78%;成材率比常规轧机高1.8%;而维修费用约为常规轧机的39%。两流薄板坯连铸——一套相应的热连轧机年产量可达 (160~250) ×104 t, 而且可以分别与电炉或高炉—转炉流程匹配。因此, 在不同市场条件下, 可以选择恰当的产品结构、合理的生产作业线和合理的经济规模。
值得指出, 从全球范围看, 现有的传统热轧带钢轧机绝大部分是在20世纪70年代左右建设的, 这类轧机经过两次彻底改造, 约可使用40年, 所以在2010年左右, 这类轧机中的大部分将达到寿命期的终点。届时, 其中大部分轧机将面临生存、发展上的抉择, 以保持市场竞争力。因此, 必须在投资战略中引起高度注意。
《4.2中板——“连锁反应”将引起的结构调整》
4.2中板——“连锁反应”将引起的结构调整
由于传统板带轧机的产品不可避免地会受薄板坯连铸—连轧产品的挤占, 一些宽度1.8~2.0 m以下中板的市场份额, 将不可避免地受到传统热带轧机的挤占。这样, 我国相当一部分2 300 mm中板轧机将受到严峻的挑战, 甚至2 500 mm、2 800 mm的中板轧机也将由于质量、规格、成本等原因受到影响。因此, 我国现有的24套中板轧机面临着或改造或淘汰的选择。
未来的趋势是, 部分有条件的钢厂应该考虑将原来的2.3 m中板轧机改造成3.3~3.8 m的中板轧机, 主要生产2.5~3.5 m的中板, 这类中板对于造船、桥梁、压力容器甚至管线钢都有相当的市场价值。 一般3.3~3.8 m中板轧机的合理年产规模为 (80~100) ×104 t。而且其所用的的铸坯单重将在10~14 t以上。改造3.3~3.8 m中板轧机, 必须重视精整、热处理作业线的改造。同时, 还应该注意到由于质量和坯重的要求, 这将引起连铸机、精炼装置和炼钢炉吨位的大变动。
就3.3 m宽的中板而言, 由于铸坯单重将增加到10~14 t, 为了保证质量, 连铸中间包容量将至少在30~40 t, 炼钢炉的容量应在120 t左右。而铸机宽度应在1 600~1 800 mm, 厚度一般应为200~250 mm。由于钢包容量增加到100 t以上, 将大大有利于用真空处理技术, 对钢种和钢质将大有裨益。这样, 原来采用20~50 t转炉的钢厂将难以企及3.3~3.8 m中厚板生产, 这类钢厂将定位主要生产棒材、线材。因此, 这将引起某些地方钢厂的结构调整和产品分化。
4 m以上板宽的中厚板消费量约占扁平材消费量的1.5%。若以中厚板消费量为扁平材消费量的25%计, 则4 m以上板宽的中厚板约为中厚板总消费量的6%。当然某些产品虽然不需要4 m以上的板宽, 却需要4 m以上轧机的轧制力进行加工。根据这一情况, 有必要对我国现有3套4 m以上的中厚板轧机选一套进行改造, 板宽似应放到4.8 m左右。这将有利于促进大型船舶和UOE管线的发展。当然, 这类轧机必须配备完善的精整、热处理工段, 甚至需要配备加热大钢锭的室状炉;同时还必须具有高水平的炼钢厂。
《4.3棒材》
4.3棒材
棒材在我国钢材消费构成中占有重要位置。这里指的棒材主要是指用于建筑、结构等用途的碳素钢、低合金钢等棒材。其直径一般在ϕ12~ϕ40 mm之间, 更多的是在ϕ12~ϕ25 mm之间。这类棒材适合于用30 t左右的转炉或60~100 t的电炉生产, 连铸坯的断面一般为120~150 mm方坯, 有的甚至可与160 m方坯匹配; 精炼一般为吹氩、喂丝等。
对棒材的轧制工艺装备而言, 二火成材及横列式轧机当属淘汰之列, 应该加速淘汰, 而以连轧机来代替。棒材连轧机已属成熟技术, 国产的棒材连轧机已有相当水平, 生产运行正常, 年产40×104t不成问题。有的已达年产 (60~70) ×104 t, 其吨材投资价格明显低于进口设备, 应大力提倡, 并进一步开发提高。
在棒材轧机改造中有6项技术值得引起重视。一是连铸坯热送热装; 二是铸坯单重的选择, 一般应选择1.5~2.4 t; 三是铸坯连续焊接, 即无头轧制技术, 将120~150 mm的方坯通过专用焊机, 将之焊接起来, 这将有利于提高机时产量和成材率, 而其焊缝处的强度仍很稳定; 四是冷床长度合理化及产品的包装及控制技术, 这也往往影响轧钢作业线的顺行、效率; 五是控轧控冷技术;六是切分轧制技术, 特别是四分切技术。
现代化的小型型钢轧机一般将主要生产棒材, 个别情况下生产一些窄扁钢。生产工、槽、角等型钢影响轧机效率, 而且精整、包装复杂, 生产效率低, 成本高。槽、角等型钢应逐步过渡到采用冷弯成型工艺来生产。
经过热送、热装、增加坯重 (包括铸坯连续焊接) 切分轧制技术措施后, 棒材轧机生产的连续性大为提高, 生产效率、能耗、成材率、生产成本大为优化。现在, 棒材轧钢作业线的年产规模应有40×104 t, 60×104 t, 80×104 t, 甚至100×104 t等不同等级。
《4.4线材》
4.4线材
线材也是我国主要消费的钢材品种。这里指的线材是非合金钢线材。其产品直径一般在ϕ5.5~ϕ16 mm, 个别作业线直径上限可达ϕ22 mm。盘重应为1.6~2.4 t。这类线材适合于用30 t左右的转炉或60 t左右的电炉配合生产, 铸坯的断面一般为135~150 mm方坯, 精炼一般为吹氩、喂丝等。
我国现存的二火成材、复二重、横列式线材轧机应加速淘汰或改造为高速线材轧机。90年代以来, 国产的高速线材轧机取得了可喜的进步, 已可设计90~105 m/s的轧机, 年产规模达到40×104 t以上已不成问题。其吨材投资额和备品备件价格明显降低。
现在, 高速线材作业线的年产能力应为 (40~45) ×104 t (采用国产轧机) 和 (55~60) ×104 t (采用进口轧机) 。为了顺利实现这些目标, 连铸坯热送、增加坯重 (1.6~2.4 t, 最好在2 t以上) 以及加强包装能力十分重要。
一般而言, 线材厂以配备一条作业线为好。如果一定要配备两条作业线, 则必须充分注意加热炉的能力、悬挂输送链的能力和打捆包装设备的能力, 否则两部轧机不能充分发挥能力, 而投资额、劳力都相应增加, 经济效益不理想。
《4.5合金钢棒材/线材》
4.5合金钢棒材/线材
合金钢棒材指的是主要用于汽车制造业和机械制造业的合金钢、结构钢棒材 (主要是圆钢, 有极小量的方、扁钢) 。这类轧机的产品尺寸主要集中在ϕ16~ϕ75 mm。与之对应的电炉一般为 (60~80 t) , 在某些条件下也可以用 (70 t~80 t) 转炉—RH —大方坯连铸生产线生产。个别企业可以将尺寸上限放大到ϕ90 mm, 然而, 这将引起铸机、轧钢系统投资额的增加。
这类轧机的年产能力不宜过大, 一般应为 (30~50) ×104 t。由于合金钢棒材的尺寸分布范围宽, 钢种复杂, 因此, 将主要采用连轧机, 在某些情况下, 也可以采用半连轧机, 但应坚持连铸—一火成材原则, 否则将失去市场竞争力。我国特殊钢厂现有的模铸—初轧/开坯—多火成材及横列式轧机的格局, 亟待淘汰或改造。
至于合金钢线材, 由于其市场份额较小, 以附设在合金钢棒材厂内为宜。但无需每个棒材厂都附设线材作业线, 只有少数特钢企业需要这样做。
《5 关于钢厂的结构和模式》
5 关于钢厂的结构和模式
进入80年代以来, 全球绝大多数钢厂在结构调整以后都是以连续铸钢来衔接化学冶金过程与冶金的物理过程。必须从不同钢材的热轧机的合理规模和不同类型连铸机的能力匹配来思考单个钢厂的结构问题, 即先从市场需求和投资效益评估出发, 定位单个钢厂的产品大纲, 然后分析该类产品现代化轧机生产能力的合理范围, 进而分析与之对应的连铸机能力, 选择好铸机—轧机的物流衔接、匹配关系, 能量 (温度) 衔接、匹配关系, 时间节奏衔接、匹配关系。
在此基础上, 分析在同一钢厂内若干高炉—铁水预处理—炼钢炉—精炼装置—连铸机—加热炉—热轧机之间的纵向协调性和横向相容性。实际上就是处理好不同类型钢材生产流程的合理生产方式及如何在一个钢厂内, 在一个有竞争力的结构体系中, 将相关产品合理地组合起来的问题。这是一个融市场需求、经济效益和科技进步于一体的命题。
要解决上述命题, 应以生产结构合理化和提高市场竞争力为前提。环顾全球钢厂的发展趋势, 为了增强企业的竞争力, 在未来的年代里, 下列模式的钢厂是值得思考的。
《5.1大型联合企业》
5.1大型联合企业
《5.1.1 薄板型及其延伸产品型》
5.1.1 薄板型及其延伸产品型
《图5》

合理规模: (600~800) ×104 t/a。延伸产品:冷轧板、镀锌板、镀锡板、彩涂板、电工板、焊管等。
《5.1.2 综合产品型》
5.1.2 综合产品型
《图6》

合理规模: (600~800) ×104 t/a。延伸产品:焊管、UOE管、冷轧板、镀锌板。
《5.1.3 扁平材及其延伸产品型》
5.1.3 扁平材及其延伸产品型
《图7》

合理规模: (300~350) ×104 t/a。延伸产品:焊管、冷轧板、镀锌板。
《5.1.4 混合流程型》
5.1.4 混合流程型
《图8》

合理规模: (300~350) ×104 t/a。延伸产品:焊管、冷轧板、镀锌板。
《5.2中小高炉联合企业》
5.2中小高炉联合企业
《5.2.1 专业长材型》
5.2.1 专业长材型
《图9》

合理规模: (80~120) ×104 t/a。
《5.2.2 专业中板型》
5.2.2 专业中板型
《图10》

合理规模: (80~100) ×104 t/a。
《5.2.3 综合产品型》
5.2.3 综合产品型
《图11》

合理规模: (120~150) ×104 t/a。
《5.3电炉流程企业》
5.3电炉流程企业
《5.3.1 电炉长材型》
5.3.1 电炉长材型
a.电炉 (×1) —二次治金 (×1) —小方坯连铸 (×1) —棒材连轧机 (碳钢、低合金钢ϕ12~ϕ40 mm)
合理规模: (40~60) ×104 t/a。
b.电炉 (×1) —二次冶金 (×1) —小方坯连铸 (×1) —高速线材轧机 (碳钢、低合金钢ϕ5.5~ϕ16/22 mm)
合理规模: (40~60) ×104 t/a。
《5.3.2 薄板型》
5.3.2 薄板型
电炉 (×2) —二次冶金 (×2) —薄板坯连铸 (×2) —连轧 (×1, 厚度:1~4 mm)
合理规模: (160~220) ×104 t/a。延伸产品:冷轧板、镀锌板、焊管。
《5.3.3 中板型》
5.3.3 中板型
电炉 (×1) —二次冶金 (×2) —板坯连铸 (×1) —中板轧机 (×1, 4.5~50 mm×3 000~3 500 mm)
合理规模:80×104 t/a。
《5.3.4 专业无缝钢管型》
5.3.4 专业无缝钢管型
a.电炉 (×1) —二次冶金—圆坯连铸 (×1) —≥ϕ140 mm无缝管轧
合理规模: (40~60) ×104 t/a。
b.电炉 (×1) —二次冶金—圆坯连铸 (×1) —<ϕ140 mm无缝管轧机
合理规模: (12~20) ×104 t/a。
《5.3.5 合金钢长材型》
5.3.5 合金钢长材型
《图12》

b.电炉 (×1) —二次冶金—合金钢方坯连铸机 (×1) —合金钢棒/线材连轧机 (ϕ16~ϕ75 mm/ϕ5.5~ϕ22 mm)
合理规模: (40~50) ×104 t/a。
《5.3.6 不锈钢板材厂》
5.3.6 不锈钢板材厂
电炉 (×1) — (转炉×1) —二次冶金—板坯连铸机 (×1) —炉卷轧机 (厚度:2~8/12.7 mm)
合理规模: (40~60) ×104 t/a。延伸产品:不锈钢冷轧薄板。
总之, 钢厂结构调整应遵循如下6个方面:
·市场导向——市场 (特别要注意区域市场) 确定产品大纲;
·所处地域在市场、运输、资源、能源等方面应有比较优势、区位优势;
·各种不同钢材的合理生产规模;
·生产流程中前后工艺、装备的协调优化;
·生产不同类型钢材在铸机-轧机之间物流的横向相容优化;
·上、下游工序装置之间的整数对应优化。
《6 钢厂与钢铁企业集团》
6 钢厂与钢铁企业集团
钢厂已经进入结构调整、产业升级的时代。就单个钢厂而言, 要有合理的经济规模, 小于这一生产规模将难于采用现代化的工艺、装备, 难于生产出质量好、成本低的产品而无法盈利。然而, 钢厂的生产规模也不是越大越好, 年产800×104 t以上的、超大规模的钢厂将引起生产流程的不合理和投资额过大、资金回报率低等不经济后果。
由于钢铁产品的成本是由投资成本、制造成本和销售运输成本等构成的, 过大的销售半径 (加权计) 将导致利润降低。因此, 在不同的钢铁产品、不同地区条件下, 单个钢厂的生产规模应有一个合理的范围。
未来钢厂应向生产专业化、经营区域化、产品深加工的方向发展。
由于市场需求量是多样化的, 而科技进步又导致某一单个钢厂向产品专业化方向发展。解决这一矛盾的方法不是发展产品万能化的超大规模钢厂, 因为它将导致融资困难、资金回报率低等弊端。发展的趋势是组织区域性的钢铁集团或专业产品的钢铁集团。这种钢铁集团可以是兼并型的财务一体化运行的集团, 也可以是市场分配型、投资分工型的策略性联盟而在经济上不互相隶属。至于构成未来生态工业带 (区) 的钢厂将有可能与其它类型的企业联合组成综合性的企业集团。
《7 关于投资问题》
7 关于投资问题
钢厂为了取得市场竞争力, 为了适应可持续发展战略, 都需要战略性投资做支撑。然而, 现在的钢铁工业不是高投资回报率的产业, 必须认真研究投资战略。在钢厂投资过程中, 如何充分利用已有的知识成果进行结构创新、模式创新值得考虑。
钢厂的结构调整既是科技进步的过程, 同时更是投资决策知识化程度越来越高的过程, 而且投资决策中也蕴涵着颇多的创造性。
石油危机以来, 全球钢铁企业的投资经验表明, 随着技术进步和钢厂结构调整, 单位钢铁产品的投资额逐步降低。而且, 越是采用高技术, 单位产品的投资量应该越低。具体而言, 电炉-薄板坯连铸-连轧的热轧卷的吨材投资量将降至300美元左右;而高炉-转炉-薄板坯连铸-连轧的吨材投资量将可能降至800~600美元。单位产品投资额过大是缺乏市场竞争力的, 应该引起高度警惕。
《8 结语》
8 结语
20世纪是钢铁工业在科技进步推动和市场需求拉动下的大发展时期。21世纪的钢铁工业将在高科技的推动和其他材料的激烈竞争下以及社会和环境制约下, 进入新的结构调整和发展时期。
钢铁工业的重构和发展首先体现在企业产品结构的重组, 在更深层次上就是生产流程的结构调整。不同产品的生产流程和生产规模的合理化是一个重大的投资决策问题, 运用高新技术应该同时达到降低单位产品投资额的目的, 以此来促进市场竞争力和可持续发展。与此同时, 工艺装备国产化对于节约投资效果明显, 必须引起高度重视。总的看来, 就一个钢厂而言, 其发展方向是产品专业化、系列化、深加工和规模合理化。除了不锈钢、电工板、石油管等高附加值产品以外, 生产其他大宗产品的钢厂在某种意义上讲主要是面向地区市场的钢厂。解决市场需求多样化与单个钢厂产品专业化之间的矛盾, 是组成各种不同类型的钢铁企业集团, 而不是发展“万能化”的超大规模钢厂。
21世纪的钢铁工业将在结构调整的过程中实现产业升级。钢铁生产流程的功能将朝着如下方向发展:
·冶金功能——低能耗、低物耗、高效率地生产新一代钢铁产品, 并降低单位产品的投资额;
·能源转换功能——形成工业生态链甚至转换出新能源;
·排放物的再资源化、再能源化以及无害化, 同时发挥社会废弃物的处理功能, 诸如处理废钢铁、废塑料、垃圾等, 实现环境友好。
·钢厂将逐渐向都市周边型钢厂或生态工业钢厂的模式发展。











 京公网安备 11010502051620号
京公网安备 11010502051620号




