


《1 引言》
1 引言
现代焊接电源设备发展与电力电子技术进步密切相关。进入20世纪80年代, 以功率场效应管 (MOSFET) 、晶体管 (GTR) 、绝缘门双极晶体管 (IGBT) 为代表的自关断功率开关器件发展迅猛, 其开关性能不断完善, 容量得到大幅度的提高。基于这些高频功率开关器件的弧焊逆变器已成为弧焊电源设备的更新换代产品。目前弧焊逆变器的研究正向深层次进展, 出现了以下的趋势:
1) 大功率和轻量化。大功率有赖于开关管容量的增大, 轻量化则需要开关频率提高。
2) 软开关相移脉宽调制 (PWM) 控制技术。在全桥PWM变换电路的基础上, 综合软开关和PWM控制的优势, 在开关管大的工作范围内进行恒频PWM控制, 开关过程瞬间实现零电压、零电流开关, 从而降低了开关损耗和电磁干扰, 有利于提高工作频率、效率和可靠性。
3) 功率因数校正技术。弧焊逆变器对电网的高频干扰已成为关注的焦点, 单相功率因素校正技术较为成熟, 三相功率因素校正是当前研究的热点和难点。
4) 弧焊电源的智能控制。人工智能的重要研究方向之一模糊逻辑在高性能弧焊逆变器中得到愈加广泛的应用。
5) 功率电路仿真和非线性分析。在开发新型功率器件和研究功率变换电路的动态过程中, 仿真是非常有效的手段。
《2 新型弧焊逆变器电源的拓扑结构与控制》
2 新型弧焊逆变器电源的拓扑结构与控制
在功率开关器件中, MOSFET工作频率高, 但目前容量还不高, 它是开发轻型便携式弧焊逆变器的首选器件。IGBT具有控制性能好, 容量大的综合优势, 特别适合用于开发中大功率的弧焊逆变器。IGBT性能的改进主要体现在集射极间饱和电压Uce和开关时间的不断下降, 产品的耐压、电流容量不断提高。德国Semikron公司针对IGBT的结构缺陷加以改进, 推出单硅型IGHT。它在结构上的低电感设计和软特性快速可控轴向寿命二极管结合, 大大减少了关断时的电压尖峰, 不需要RCD吸收电路;没有IGBT中的N+扩散层, 拖尾电流低, 无擎住效应;开通和关断时, 电流和电压的交叉点低, 且交叠的区域窄, 开关损耗很小。日本Toshiba公司等已开发出大容量的IGBT智能型功率模块[1]
在弧焊逆变器的开关器件控制中, 主要有如下方式可供选择:
1) PWM硬开关型, 在这种工作方式下, 开关器件在开通和关断期间, 其电压和电流都不为零, 存在开通和关断损耗, 即硬开关工作状态。
2) 谐振软开关型, 目前, 谐振电路的拓扑结构有上百种, 总起来说, 可分为零电流和零电压两种方式。由于在开通和关断期间, 开关管上的电流或电压为零, 其损耗亦为零, 即软开关工作状态。
3) 软开关相移PWM控制技术, 充分利用PWM和谐振软开关二者的优势, 这一技术将会成为弧焊逆变器的重要控制方式。
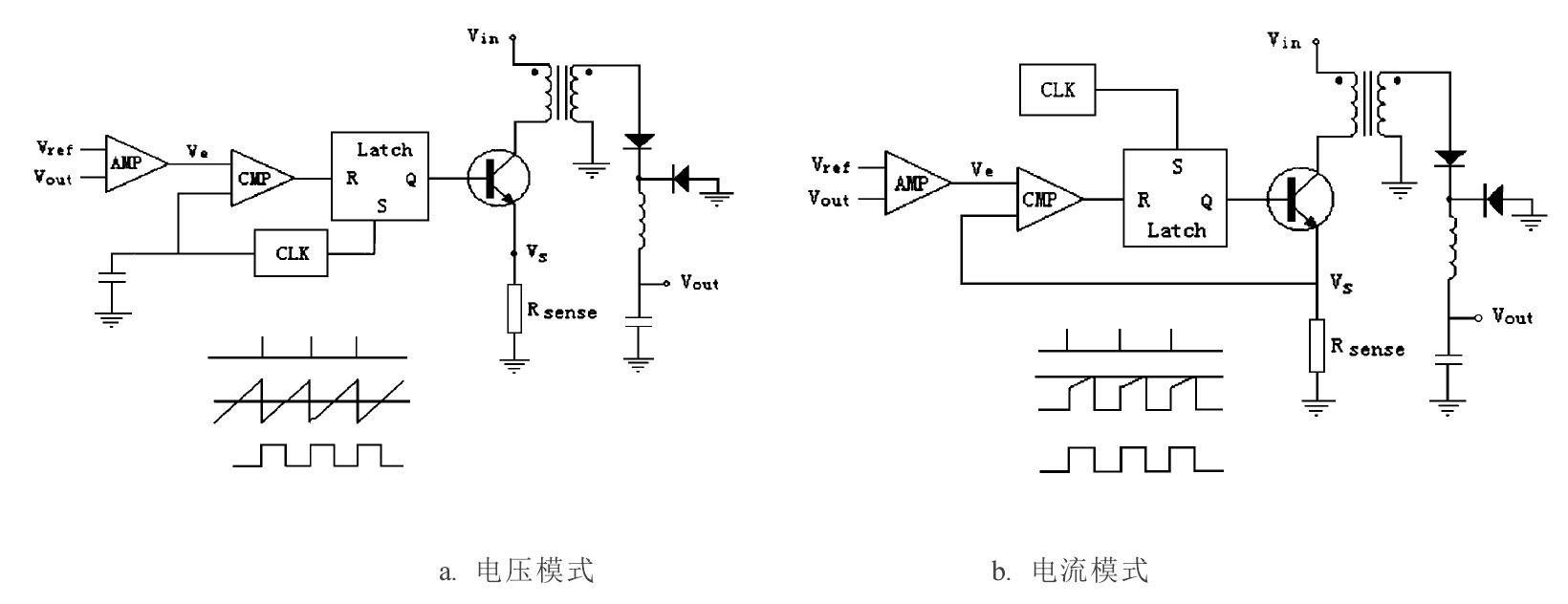
PWM控制芯片由模拟和数字电路组成。模拟电路通过反馈决定被调制脉冲的宽度, 根据模拟电路反馈方式不同可分为电压型和电流型。数字电路用来实现解码和脉冲分配等逻辑功能, 依据数字电路脉冲分配方式不同可分为同步式和移相式。具体分类如图1所示。
图2a为电压模式PWM控制, 它只采样输出电压, 作为反馈信号, 是一单闭环控制系统。由于主电路中的电感电流未参与控制, 因此, 变换器为二阶系统, 需要精心设计和调试控制电路, 才能使系统稳定工作。线电压和负载的任何变化, 要经由输出电压传感反馈, 由于电源的电流都流经电感, 这将使滤波电容上的电压信号相对于电流产生90°的延迟, 因此, 电压型控制的响应速度慢, 在全桥电路中易产生偏磁和电流尖峰。
图2b为电流型PWM控制, 它针对电压型的缺陷, 增加了一个电流反馈环节, 它由输出电感上进行取样, 电感电流不是独立的变量, 变换器成为无条件的一阶稳定系统。由于电感电流随着VinVout确定斜率而上升, 可以立即响应线电压的变化, 能做到逐脉冲限流。消除了电感的影响, 滤波器对于反馈环节只有单个极点, 与电压型相比, 只需要简单的补偿, 且有更高的增益带宽[2]。
目前, 为了降低开关应力, 提高输出功率密度和功率因数等已提出了多种新型的主电路拓扑结构[3], 而这些电路拓扑经改进后是可以移植到弧焊逆变器中来的图为笔者研制的全桥软开关CO2焊逆变器的主电路原理图。该电源的控制电路采用UC3875, 工作在电压模式下。软开关过程的试验结果见图4。
软开关实现过程如下:在超前管驱动信号的前沿, 开关管的集射极板电压 (Uce) 为零, 电流流过与其反并联的二极管, 超前管实现零电压开通;超前管靠并联在管子集射极间的吸收电容近似实现零电压关断。滞后管开通时, 饱和电抗器处于不饱和状态, 电抗值很大, 滞后管处于零电流开通;滞后管的关断, 利用隔直电容C加快环流衰减到零, 使滞后管处于零电流开通状态。实际焊接试验表明, 开关管的安全性和可靠性明显提高。可以相信, 全桥软开关相移PWM控制电路将会成为发展大功率弧焊逆变器的主流技术。
《3 弧焊逆变器动态过程与功率电路仿真》
3 弧焊逆变器动态过程与功率电路仿真
弧焊逆变器的PWM控制和弧焊动态过程都具有非线性特征, 采用MATLAB等仿真软件, 能对过程影响因素进行深入的分析, 并优化参数。功率电路仿真用的软件包有了很大改进, 器件模型不断丰富完善, 为弧焊逆变器功率电路的仿真分析提供了很好的软件平台。
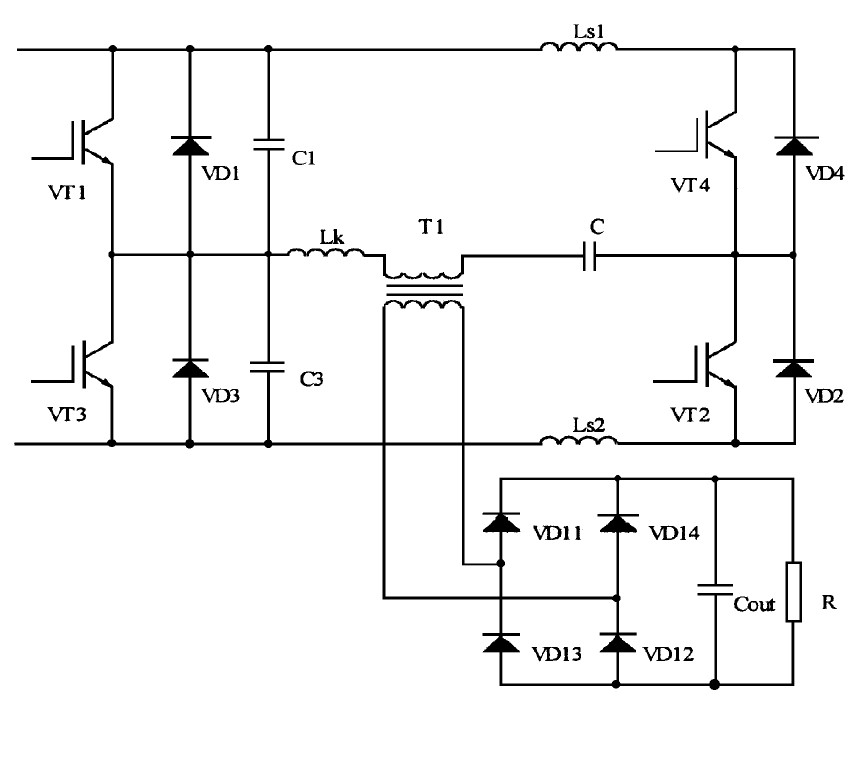
图3 软开关全桥弧焊逆变器的主电路原理图
Fig.3 Main circuit principle of soft-switch full bridge inverter for arc welding
VT1、VT2、VT3、VT4-IGBT开关管;VD1、VD2、VD3、VD4-反并联二极管;C1、C3-吸收电容;Ls1、Ls2-饱和电抗器;C-隔直电容, LK-主变压器漏抗;T1-主变压器;VD11、VD12、VD13、VD14-输出整流二极管;Cout-输出滤波电容;R-负载电阻
CO2焊是一种影响因素多的复杂弧焊工艺, 但其应用成本低, 可实现高速焊接, 发展前景广阔, 因此, 建立其动态过程的仿真模型具有普遍意义。而弧焊逆变器具有动态响应速度快、能量转换效率高和功率密度大等显著优点, 尤其适用于短路过渡型CO2电弧焊工艺。为了提高引弧成功率, 减小焊接飞溅, 改进过程稳定性, 控制焊缝成形以及降低操作技术要求等, 在CO2电弧焊系统中发展了模拟负载反馈、电子电抗器、复合外特性和焊接电流波形控制等实用技术, 针对短路过渡型CO2电弧焊系统存在的本质非线性采取有效对策。但是, 实际上定量分析该系统的本质非线性造成的影响常常是非常困难的。计算机仿真是推动焊接学科进一步发展, 使其由“经验”走向定量分析的重要方法。对CO2电弧焊动态过程进行计算机仿真研究需要解决两个问题:
1) 建立表征系统本质非线性的数学模型, 熔滴短路过渡过程受到电、热和力的作用, 短路时间和熔滴大小受到很多不确定因素的影响, 是一个随机的过程。由燃弧到短路过渡和逆变器的PWM开关控制都蕴涵着变结构的控制策略, 变结构理论用于弧焊逆变器和弧焊动态过程的建模将是焊接领域的重要研究课题[4]。
2) 选择算法可靠、界面友好的仿真软件, 设计相关仿真程序。MATLAB作为自动控制系统计算机辅助设计领域最普及和最受欢迎的软件环境, 具有矩阵运算、图形绘制、数据处理、图像处理等功能。还提供大量配套工具箱, 如系统模型图形输入与仿真工具。因此, 它可作为CO2电弧焊动态过程的仿真环境。笔者对此进行了系统的仿真研究, 与实际试验结果很吻合, 这为其它弧焊工艺的仿真提供了很好的范例。
目前尚无专用的功率电路仿真软件, 一般都用PSPICE代替, 从PSPICE的发展来看, 它在功率电子仿真功能和模型方面也在不断加强。目前最新版本的PSPICE 8.0已将IGBT模块加入器件库中, 模拟器件已达8 500种, 数字器件为1 600种, 数模混合器件包括多种类型的PWM控制器。由于PSPICE的通用性和丰富的仿真功能, 使得从事IGBT的制造公司在开发新一代IGBT时, 都先用PSPICE进行优化设计, 如HARRIS、MOTORO-LA、TOSHIBA等。1995年由Intusoft公司推出的ICAPS电路仿真软件也具有很好的性能, 它由文本编辑器、IsSpice仿真器、示波器和电路网络输入器四个功能模块组成, 其中电力电子器件的模型库非常丰富。笔者分别用上述两种软件包对各种弧焊逆变器主电路, 软、硬开关PWM控制, 功率因数校正等进行仿真研究, 其结果与实测的波形较为接近。
通过对弧焊逆变器动态过程和功率变换电路的仿真, 可优化电路参数, 探索复杂弧焊工艺, 如CO2等工艺参数的影响规律, 为新型弧焊逆变器的设计提供重要的分析依据。从而加快弧焊逆变器的研制进度, 减少试验次数, 节约研究成本。图5为我们摸索出的行之有效的研究思路。
《4 弧焊电源设备与焊接质量的智能控制》
4 弧焊电源设备与焊接质量的智能控制
人工智能的研究方向可分为神经网络、模糊逻辑和专家系统, 其中模糊逻辑和神经网络是当前众多学科领域的研究热点各种神经网络和模糊逻辑芯片、板卡及软件平台已经面市。涌现了一批专业公司, 如美国的Togai InfraLogic、Aprtonix、HyperLogic公司, 德国的Inform GmbH公司等。一些从事计算机和电子技术的大公司, 如美国的IBM、Intel、Motorola, 德国的Siemens, 日本的Omron、NEC也先后参与研究开发。相对而言, 模糊逻辑在控制领域的应用较为成熟和普遍, 在焊接界也得到众多专家学者愈来愈大的重视, 他们积极开展模糊逻辑应用技术的研究, 并获得了可喜的研究成果[5]。
模糊逻辑在焊接过程中的应用途径有:1) 专用的模糊逻辑芯片及开发工具, 其速度、控制精度高, 是今后的发展方向, 但修改模糊控制算法和模糊规则不太方便, 且价格贵;2) 基于通用单片机的汇编代码开发软件, 速度和精度较高, 可通过软件编程方便地修改模糊控制规则和算法, 灵活性好。对于采用单片机的场合, 所需附加成本很少, 是一般焊接过程的首选方式;3) 基于PC微机的高级语言开发平台, 速度慢, 可用于复杂多变量的焊接过程和设备。
在弧焊电源设备控制方面, 为解决熔滴短路过渡的飞溅与焊缝成形问题而发展起来的波控法, 已愈来愈显示出它的灵活性和方便性。波控法的优越性将随着具有更高逆变频率的弧焊电源, 如软开关电源的出现将得到更大程度的体现, 波控法的精细化、微机化、智能化是必然的发展趋势。波控法与模糊逻辑相结合, 一方面可以对工艺参数进行精确的控制;另一方面利用模糊控制很好的鲁棒性和稳定性, 可在大的焊接规范范围内实现稳定的焊接过程控制。笔者在CO2电弧焊中, 对电流波形进行模糊逻辑控制, 获得了很好的焊接效果, 其焊缝成形好, 飞溅极小, 焊接过程稳定。
模糊逻辑与传统的控制思想和控制技术相结合将形成优势互补显示更大的优越性如与波控法结合组成波形模糊逻辑控制, 与PID控制结合构成模糊PID等, 这些方法成为实现电弧焊过程和质量控制智能化的重要方法。
《5 结论》
5 结论
为了满足现代制造技术对焊接质量日益提高的需要, 弧焊逆变器必将成为焊接电源设备的主流产品, 而相移PWM软开关技术将成为进一步提高弧焊逆变器整体性能的有效途径。弧焊动态过程和功率电子电路的计算机仿真是弧焊电源研制和改进的快速有效的工具。波形控制法、模糊逻辑和微机技术相结合为新型弧焊逆变器的控制提供了灵活的软硬件平台, 从而使得焊缝成形好, 焊接过程稳定, 飞溅小











 京公网安备 11010502051620号
京公网安备 11010502051620号




