
《1 前言》
1 前言
苏通大桥所处的地理位置和主跨径“世界第一”的特点,决定了斜拉索在抗风雨振等方面必须具备特殊的要求,作为斜拉索中最主要的承载材料,无论是斜拉索常规的破断试验、疲劳试验,还是斜拉索最新正在研究中的拉弯疲劳试验,所有对缆索的力学性能试验都离不开镀锌钢丝的支撑作用。从而对苏通大桥用镀锌钢丝也提出了更高的技术条件,其核心即:高强度、低松弛、具有良好的扭转性能。
然而迄今为止,国际上斜拉索用  7.0 mm 的镀锌钢丝的最高强度级别为 1 670 MPa 。 2001 年以后,尽管国际上陆续出现过 7.0 mm 镀锌钢丝 1 770 MPa 的报道,但在发表国始终未见该类钢丝应用于桥梁实践的记载。随着世界桥梁的发展,桥梁缆索用镀锌钢丝呈现出高强度、大单重、高技术含量的趋势。由于受材料开发技术水平的限制,长期以来,我国桥梁缆索用钢一直被日本新日铁的进口盘条所垄断。因此,有必要深入研究开发具有中国自主知识产权的高强度、低松弛、具有良好扭转性能的斜拉索用镀锌钢丝,无论对在中国特大型桥梁建设上树立民族品牌,还是在保持行业与国际先进水平同步发展,进一步提升行业的国际竞争力等多个领域都将具有重大的战略意义。
7.0 mm 的镀锌钢丝的最高强度级别为 1 670 MPa 。 2001 年以后,尽管国际上陆续出现过 7.0 mm 镀锌钢丝 1 770 MPa 的报道,但在发表国始终未见该类钢丝应用于桥梁实践的记载。随着世界桥梁的发展,桥梁缆索用镀锌钢丝呈现出高强度、大单重、高技术含量的趋势。由于受材料开发技术水平的限制,长期以来,我国桥梁缆索用钢一直被日本新日铁的进口盘条所垄断。因此,有必要深入研究开发具有中国自主知识产权的高强度、低松弛、具有良好扭转性能的斜拉索用镀锌钢丝,无论对在中国特大型桥梁建设上树立民族品牌,还是在保持行业与国际先进水平同步发展,进一步提升行业的国际竞争力等多个领域都将具有重大的战略意义。
为确保苏通大桥斜拉索用镀锌钢丝质量和施工进度,实现 1 770 MPa 级斜拉索用镀锌钢丝的国产化,宝钢集团公司从 2006 年 2 月开始实施斜拉索用镀锌钢丝规模化生产制造的技术攻关工程,至 2007 年 4 月底。宝钢开创的国产化斜拉索用高强度、低松弛、具有良好扭转性能的镀锌钢丝在“世界第一”斜拉桥上成功应用的工程范例,打破了国外在桥梁斜拉索专用盘条和镀锌钢丝高端市场长期垄断的局面,为我国由“桥梁大国”迈向“桥梁强国”跨出了一大步。
《2 国内桥梁缆索用镀锌钢丝现状》
2 国内桥梁缆索用镀锌钢丝现状
目前,国内桥梁缆索(平行钢丝索)用镀锌钢丝大致上分为两大类:主缆用镀锌钢丝(悬索桥)和斜拉索用镀锌钢丝(斜拉桥)。
悬索桥主缆用镀锌钢丝的规格主要是 5.0 mm 系列,强度主要有 1 670 MPa 和 1 770 MPa 两个等级。
国内悬索桥原来主要是采用 1 670 MPa 级镀锌钢丝,且原材料全部都是采用从国外进口的盘条。自 1998 年 1 770 MPa 级镀锌钢丝在日本明石大桥的主缆索股上首次得到应用后,我国钢铁行业一直在寻求通过自主创新掌握这一技术。宝钢经过多年努力,成功开发了桥梁专用盘条 B82MnQL,使盘条材料的纯净度、力学性能、金相组织等实物质量水平达到或超过了日本新日铁盘条的水平;宝钢集团上海二钢有限公司采用 B82MnQL 盘条研制的 5.10 mm,1 770 MPa 镀锌钢丝,于 2003 年在广西柳州红光桥主缆上首次获得工程应用的实例,开创了国内悬索桥主缆用 1 770 MPa 级镀锌钢丝的先河;2004 年宝钢 5.25 mm,1 770 MPa 级镀锌钢丝又在浙江舟山西堠门大桥上中标并大批量生产,与日本新日铁另一根主缆形成分庭抗礼的势态。在随后的 2004—2006 年中,宝钢桥梁主缆用镀锌钢丝先后在广东平胜大桥(1 670 MPa)、贵州坝陵河大桥(1670 MPa )、湖北四渡河大桥(1 670 MPa)、贵州北盘江大桥(1 770 MPa)等数座大桥上连续中标,这充分表明了具有完全中国自主知识产权的宝钢桥梁主缆用镀锌钢丝的制造技术已达到了国际先进水平。
《3 技术条件分析》
3 技术条件分析
《3.1 技术要求分析》
3.1 技术要求分析
桥梁斜拉索用镀锌钢丝的技术标准,在国内主要采用 GB/T17101《桥梁缆索用热镀锌钢丝》,在国际上主要有 NF A35 - 035 《预应力热镀锌圆钢丝和钢绞线》(法国标准)。在 GB/T17101 国际标准中,镀锌钢丝产品的强度等级最高为 1 670 MPa;国际上发达国家同类产品的标准中,1 770 MPa 强度等级的镀锌钢丝产品也只达到 NF A35 - 035 法国标准。苏通大桥斜拉索用镀锌钢丝在这两大标准的基础上提出了更高的技术要求,从而形成了具有更高难度的苏通大桥斜拉索用镀锌钢丝技术条件。 GB/T17101 与 NF A35 - 035 主要技术指标及苏通大桥斜拉索用镀锌钢丝主要技术条件见表 1 、表 2 。
《表1》
表1 斜拉索用镀锌钢丝主要技术指标比较
Table1 Major indicators of galvanized steel wires for stay cables

《表2》
表2 斜拉索用镀锌钢丝尺寸公差与直线性比较
Table2 Tolerance of size and linearity of galvanized steel wire for stay cable

从表 1 、表 2 可以看出:在延伸率、反复弯曲、锌层质量、硫酸铜试验等方面,苏通大桥斜拉索用镀锌钢丝的技术指标明显高于 NF A35 - 035;在直径允许偏差、抗拉强度、屈服强度、弹性模量、直线性(自然矢高)等方面,苏通大桥斜拉索用镀锌钢丝的技术要求又明显高于 GB/T17101;而苏通大桥的扭转指标在 GB/T17101 和 NF A35 - 035 中都是没有的。
国际桥梁斜拉索用镀锌钢丝制造技术有两大流派,欧美国家注重镀锌钢丝的“高强度、低松弛”,日本则强调镀锌钢丝的“高强度、高扭转”。苏通大桥融合欧美与日本两大技术流派的技术特点,采用以“超高强度(  1 770 MPa 级)、低松弛(Ⅱ 级松弛率
1 770 MPa 级)、低松弛(Ⅱ 级松弛率  2.5 %)、具有良好的扭转性能(扭转次数 6)”为核心的的技术要求,从而在创下四项世界第一(最大的群桩基础、最高的主桥塔、最长的斜拉索、最大的主跨径)的同时,开创了桥梁斜拉索技术要求的世界之最(注:同期在建的主跨径为 1 018 m 的香港昂船洲大桥,在其斜拉索用镀锌钢丝的技术要求中也没有扭转指标的考核)。
2.5 %)、具有良好的扭转性能(扭转次数 6)”为核心的的技术要求,从而在创下四项世界第一(最大的群桩基础、最高的主桥塔、最长的斜拉索、最大的主跨径)的同时,开创了桥梁斜拉索技术要求的世界之最(注:同期在建的主跨径为 1 018 m 的香港昂船洲大桥,在其斜拉索用镀锌钢丝的技术要求中也没有扭转指标的考核)。
《3.2 原材料生产分析》
3.2 原材料生产分析
2005 年,宝钢集团在成功开发了悬索桥主缆用 B82MnQL 盘条和镀锌钢丝并被成功应用于国内一系列重大桥梁工程后,针对苏通大桥斜拉索用镀锌钢丝的特殊要求,通过采用微合金化技术、纯净钢冶炼技术、特殊控轧控冷技术和镀锌钢丝成品稳定化“双张紧”工艺,研制开发了 B87MnQL 盘条和 7.0 mm 系列 1 770 MPa 级斜拉索用镀锌钢丝,并于 2005 年 7 月经国内两家权威机构的检测试验,通过了上海市科委组织的科研技术鉴定,为宝钢在苏通大桥斜拉索项目上的中标奠定了基础。宝钢斜拉索专用盘条 B87MnQL 化学成分如表 3 所示。宝钢桥梁斜拉索专用盘条 B87MnQL 的力学性能如表 4 所示。
《表3》
表3 B87MnQL 盘条化学成分质量分数
Table3 Mass percentage of the chemical compositions of B87MnQL wire rod

《表4》
表4 B87MnQL 盘条力学性能
Table4 Mechanical properties of B87MnQL wire rod

宝钢 B87MnQL 专用盘条的非金属夹杂物总含量 0.10 %;检测标准为 JISG0555 - 998;可拉拔总压缩率 86 %;脱碳层深度按 GB/T224 - 1987 要求进行,总脱碳层(全脱碳+过渡层)不大于 0.07 mm 。
尽管宝钢 B87MnQL 盘条通过了科研技术鉴定,但尚未经受规模化大生产的考验。在批量生产的初期,采用 B87MnQL 盘条生产的斜拉索用镀锌钢丝,抗拉强度、面缩率、延伸率等性能指标都是很稳定的,唯有扭转指标波动较大。经过大范围的数据采集、检测试验后发现,扭转性能对碳含量高的 B87MnQL 盘条的化学成分均匀性(偏析程度)、钢水的纯净度(非金属夹杂物和有害元素的控制等)、组织结构(如晶界渗碳体、索氏体片层明显程度、片层厚度大小,组织均匀程度)等因素的细微变化,敏感性非常大。
针对技术分析,宝钢采取了一系列有效措施:进一步科学合理地优化盘条化学成分的匹配;进一步降低钢中 N,P,O 的含量,以减少非金属夹杂物、提高钢水的超纯净度;改 RV95 大锭型为 RV65 小锭型,目的是使化学成分更为均匀化,以降低偏析程度;采用锭坯轧后采用堆冷措施,以去除氢脆;同时盘条规格放大(由原来的 13.0 mm 改为 13.5 mm),为钢丝在热镀锌工序的韧塑性调整过程中的抗拉强度回跌提供保障。
宝钢通过 B87MnQL 盘条的大规模化生产的实践证明,这些措施的实施,有效地改善了 B87MnQL 盘条性能,为提高苏通大桥斜拉索用镀锌钢丝的质量稳定性奠定了坚实的基础。
《4 镀锌钢丝的生产实践》
4 镀锌钢丝的生产实践
《4.1 生产工艺流程》
4.1 生产工艺流程
桥梁斜拉索用镀锌钢丝的生产工艺流程为盘条复验→表面预处理→拉丝→热镀锌→稳定化→检验入库。
《4.2 主要工艺参数的设计》
4.2 主要工艺参数的设计
1) 盘条表面预处理。盘条的表面预处理不仅仅是为了后部工序的拉丝生产提供润滑载体,对镀锌产品来讲,盘条表面处理后的清洁与否对镀锌层质量的影响是很大的。其工艺的主要内容有采用 10 % ~ 20 % 盐酸去除氧化铁皮后,进行漂冲洗,再浸入以磷酸二氢锌为主液的缸内进行磷化处理,然后进行 5 ~ 7 min 硼化处理,最后烘干。
2) 拉丝。拉丝主要目的是为了获得具有稳定的形状、尺寸和性能指标,并符合产品技术要求。对高强度镀锌钢丝而言,必须考虑后部热镀锌工序钢丝强度的回跌损失和上锌量而导致镀锌钢丝直径增加的尺寸精度。
根据以往的经验:热镀锌强度损失为 3 % ~ 5 %;成品锌层重量按 300 g/m2 计算后的钢丝直径 6.92 mm,拉拔后钢丝强度控制 1 870 MPa,盘条规格的确定按经验公式[1] 计算如下:

式中,d 为拉丝半成品直径(6.92 mm);κ 为拉拔系数 0.95 ~ 1.05,取 κ = 1.03;σb0 为盘条抗拉强度(1 300 MPa);σb 为拉拔后钢丝抗拉强度(1 870 MPa); D 为盘条直径。
则拉丝的总压缩率为

拉拔道次有两种选择,即 7 道次和 8 道次。各道次压缩率分配如表 5 、表 6 所示。
《表5》
表5 拉丝工艺(7 道次)
Table5 Wire drawing process (7 passes)

《表6》
表6 拉丝工艺(8 道次)
Table6 Wire drawing process (8 passes)

采用 7 道次和 8 道次拉拔的平均道次压缩率分别为 17.38 % 和 15.39 % 。从金属冷加工变形原理来看,高碳钢拉拔的平均道次压缩率低,对钢丝综合性能(强度和韧塑性能)的整体提高更有利,生产实践的数据证实了这一点;且采用 8 道次还为拉丝车速的提升留下更大的余地,有利于产能的释放。
3) 热镀锌。依据经验设定:铅缸温度 420 ℃,锌缸温度 450 ℃;助镀液温度为 60 ℃,车速为 14 m/min 。
4) 稳定化。稳定化处理目的主要是为了消除镀锌钢丝中残余应力,增加镀锌钢丝抗蠕变的能力,同时改善和提高镀锌钢丝的直线性、扭转次数等其他性能指标。稳定化处理的关键参数是张力、温度的匹配与设定。经过多次试验,设定张紧张力为 1 200 kg,温度为 400 ℃,生产速度为 70 ~ 150 m/min 。
工艺参数的正确设定是产品质量达到或满足技术要求极为重要的环节。然而,由于苏通大桥斜拉索用镀锌钢丝的技术要求是以“高强度、低松弛、具有良好扭转性能”为核心的标准体系,必须综合平衡抗拉强度与扭转性能两大技术指标,这对镀锌钢丝规模化的大批量生产而言,制造难度极高,采用常规的技术工艺所生产的产品合格率较低。宝钢通过技术创新,在现有装备和工艺参数的基础上寻找与探索新的工艺技术和工艺方法,形成了具有自主知识产权的斜拉索用镀锌钢丝制造的三大关键技术。
《4.3 双张紧+限径模的工艺技术》
4.3 双张紧+限径模的工艺技术
国内桥梁斜拉索用镀锌钢丝的稳定化处理大都是采用单张紧模拔工艺方案。单张紧模拔工艺的布置如图 1 所示。
《图1》
1—镀锌钢丝放线盘;2—校直轮组;3—减径模; 4—感应加热炉;5—张紧轮;6—夹送轮
图1 镀锌钢丝单张紧模拔工艺方案示意图
Fig.1 Schematic diagram of single tensioning die drawing of galvanized steel wire
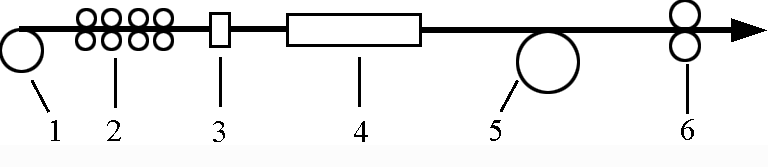
图 1 中,粗实线与箭头代表镀锌钢丝及行进方向,在减径模与张紧轮之间,镀锌钢丝在受到张力的同时被感应炉加热而完成了稳定化处理。这种单张紧模拔工艺技术方案的关键是减径模对镀锌钢丝压缩率的设计。宝钢桥梁斜拉索用镀锌钢丝的稳定化生产线的工艺布置如图 2 所示。
《图2》

1—镀锌钢丝放线盘;2—校直轮组;3—前张紧轮;4—拉丝模位置;5—感应加热炉;6—后张紧轮;7—夹送轮
图2 宝钢镀锌钢丝稳定化工艺技术方案示意图
Fig.2 Schematic diagram of stabilization process of galvanized steel wire of Baosteel
图 2 中,粗实线与箭头代表镀锌钢丝及行进方向,在前、后张紧轮之间的镀锌钢丝,在受到张力的同时被感应炉加热而完成了稳定化处理,从而形成了双张紧工艺技术方案。其张力的大小可以通过 PLC 控制系统随时调整,当去掉前张紧轮 3 时,又形成了单张紧模拔工艺的布局,灵活性更大。
在镀锌钢丝试生产的阶段,通过对两种不同的工艺技术方案的研究,试验结果如下:
1) 采用双张紧工艺的镀锌钢丝扭转次数高,试样断口平整、且与试样轴心线垂直,如图 3(a)所示;单张紧模拔工艺条件下的镀锌钢丝的扭转次数低,试样断口呈犬牙交错的撕裂状或平口上有放射状裂纹、且与试样轴心线不垂直,如图 3 (b)所示。通常扭转性能好的试样断口都是平整的,且与试样轴心线垂直。
《图3》
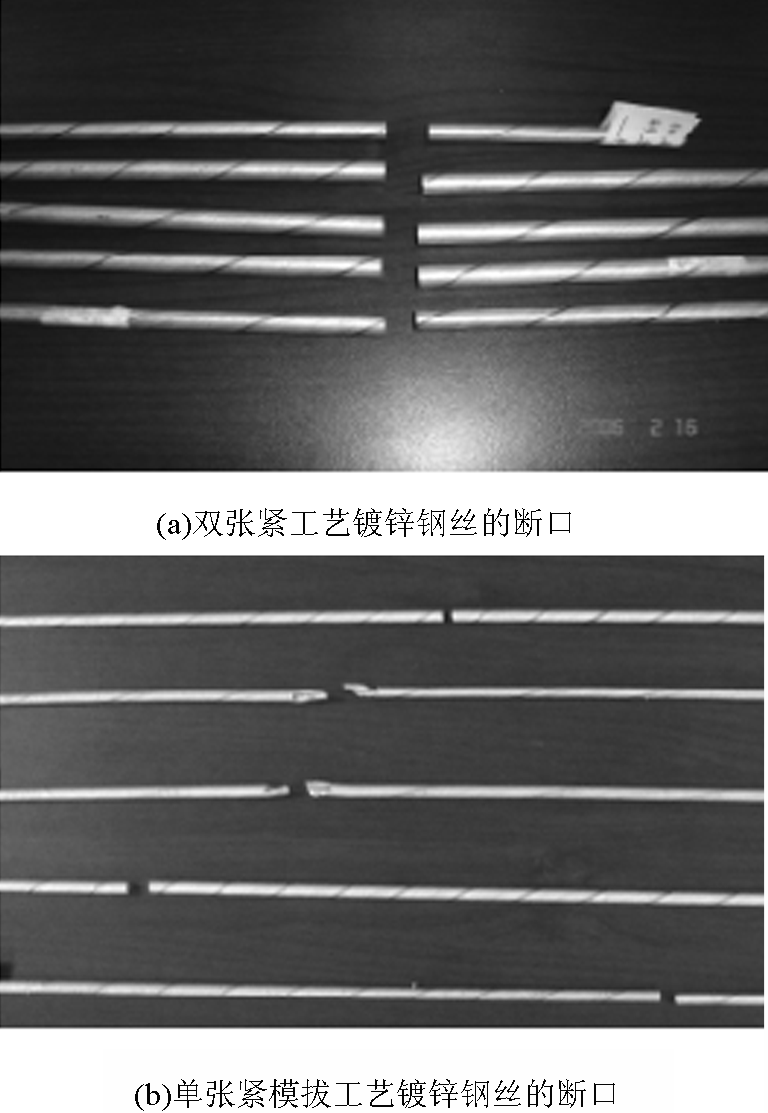
图3 两种不同工艺的镀锌钢丝的扭转试验断口
Fig.3 Fractures of torsion test for galvanized wire manufactured by two different processes
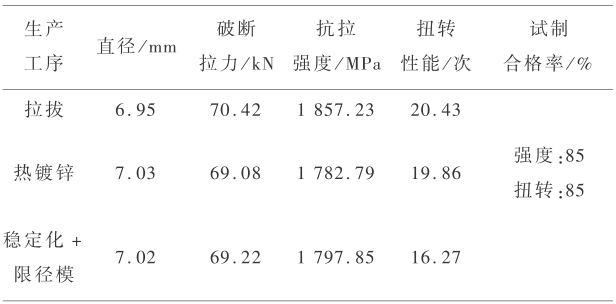
2) 在扭转性能的“同圈差”通条性试验中,单张紧模拔工艺的镀锌钢丝扭转性能波动大、不稳定;双张紧工艺的镀锌钢丝比较稳定。武汉大通监理公司苏通大桥 C3J 标斜拉索监理组对宝钢采用双张紧工艺试制的镀锌钢丝成品卷随机取样所做的通条性检验,证实了双张紧工艺对改善和提高镀锌钢丝的扭转性能的有效性。其检测数据如表 7 所示。
《表7》
表7 苏通大桥动载试验索用镀锌钢丝通条性检测
Table7 Detection of all body mechanical property of galvanized steel wire for cable used in dynamic test of Sutong Bridge

然而,单从镀锌钢丝的表面质量看,单张紧模拔工艺比双张紧工艺的镀锌钢丝的表面更光滑,双张紧工艺的镀锌钢丝的表面质量比较粗糙。两种不同的工艺技术方案,使镀锌钢丝的扭转性能与镀锌层表面质量两大技术指标发生了矛盾。
比较两种不同的工艺技术方案,单张紧模拔工艺在稳定化过程中通过模具对镀锌钢丝的拉拔,不仅提高了镀锌钢丝的尺寸精度,还使镀锌钢丝相对粗糙的表面得到加工,从而使镀锌钢丝的表面镀锌层较为光滑;双张紧工艺由于去掉了拉丝模,稳定化过程中未能对镀锌钢丝表面起到有效的加工作用,使得热镀锌钢丝的表面比较粗糙。但是,由于单张紧模拔工艺在减径模压缩率(通常为 10 % ~ 25 %)的作用下,镀锌钢丝产生了塑性变形,金属结构的位错密度增加,使扭转性能下降;反之,双张紧工艺在稳定化过程中镀锌钢丝未受到塑性变形,故其扭转性能要好得多。
通过分析,提出了新的“双张紧+限径模”工艺技术方案。这一方案就是在双张紧工艺的基础上,增加一个“限径模”。“限径模”的内径按成品公差的上限设计,目的是使镀锌钢丝过模时尽可能不参与塑性变形,同时对表面粗糙的镀锌层起到加工、规圆的作用。
技术创新、大胆实践,“双张紧+限径模”工艺技术方案的实施,不仅使镀锌钢丝的强度等级与韧塑性能得以“和谐相处”,也使镀锌钢丝的扭转性能与镀锌层表面质量两大指标相互对立的难题得以破解,为苏通大桥斜拉索用镀锌钢丝规模化生产奠定了基础;同时,还使宝钢桥梁斜拉索用镀锌钢丝的制造技术上了一个新台阶,稳定化工艺技术在同业竞争中处于领先地位。
《4.4 主导工艺+微调的整体优化技术》
4.4 主导工艺+微调的整体优化技术
金属材料的抗拉强度与扭转性能就像天平的两端———此消彼长、此起彼落,制造技术研究的主要任务就是要寻找到能够平衡这两端的支点;不同炉号的线材所生产出来的成品在性能上也会存在着一定程度的差异性。就一般产品而言,这种差异可以忽略不计,但由于苏通大桥斜拉索用镀锌钢丝要求高强度、高扭转性能,而扭转性能对高碳钢化学成分的均匀性和组织结构等细微变化的敏感性很大,再加上不同炉号的线材化学成分虽然符合技术标准但是不可能完全一致,导致了同一工艺条件下的不同炉号线材所生产出来的镀锌钢丝的扭转性能始终存在着一定程度的差异。
在苏通大桥斜拉索用镀锌钢丝批量生产的初期,这种差异性在不同炉号线材所生产出来的镀锌钢丝成品上表现得十分明显。通过对拉丝、热镀锌、稳定化的生产工序开展的逐段试验及对每道生产工序的成品进行取样分析,试图寻找到最佳的生产工艺。然而,强度与扭转性能较好的半成品钢丝,最终成品的性能指标并不一定出色;而强度与扭转性能一般的半成品钢丝,其最终成品的性能指标并不一定逊色,按原先设想的试验检测,结果呈现出无序的状态。
半成品的试验数据显示:线材通过拉拔所得到的钢丝性能在经过热镀锌后会发生较大的改变。钢丝经过热镀锌后,在应变时效的作用下,抗拉强度回跌幅度约为 3 % ~ 5 %,扭转次数下降幅度约为 10 % ~ 20 %;而热镀锌钢丝在稳定化处理后总体上性能变化不大。由此可见,影响抗拉强度和扭转性能平衡性的主要因素在拉丝与热镀锌两大生产工序,而关键的工艺参数则是拉丝速度(拉拔道次已确定为 8 道)、熔铅温度和浸铅长度(热镀锌车速不变)。实践证明:适当提高拉丝速度,镀锌钢丝成品的抗拉强度将上升,扭转次数基本不变;适当抬高熔铅温度和加大浸铅长度,镀锌钢丝成品扭转次数将会增加、抗拉强度将会回跌。因此,确保最终成品性能的工艺参数调整应从影响产品性能的关键因素着手。
根据以上分析,确立了苏通大桥斜拉索用镀锌钢丝主导工艺+微调的拉丝、镀锌整体优化工艺。主导工艺,即指拉丝和热镀锌的常规工艺;微调,即是对影响最终产品性能的工艺参数做适量调整。
为了提高主导工艺+微调整体优化工艺的命中率和循序渐进的工艺参数调整,必须对每个炉号进行筛选排序。筛选排序的试验程序(简称“ 7 - 5 检测”)是在每个炉号中随机取 7 件线材,采用主导工艺进行试生产;试生产中,每道工序的半成品都须取样检测,成品则须做“同圈差”检测(试样为 5 支)。针对“ 7 - 5 检测”的技术数据,在主导工艺的基础上再进行工艺参数的微调优化,从而达到提高综合合格率的目的。以 591860 炉号线材的生产为例,未微调工艺参数的镀锌钢丝产品性能指标见表 8 。
《表8》
表8 591860 炉号线材生产的镀锌钢丝产品性能指标
Table8 Property index of galvanized wire produced by wire rod with heat No.591860
由表 8 可见,591860 炉号主导工艺试生产的合格率为 85 %,影响合格率的主要因素是抗拉强度和扭转次数。通过对主导工艺的拉丝速度提升 0.3 m/s 和熔铅温度抬高 5 ℃ 的微调,最终镀锌钢丝平均的抗拉强度和扭转性能都上升了,成品合格率提高到 96.15 % 。实践证明:对不同炉号的线材运用筛选排序的试验程序进行“ 7 - 5 ”检测,采用主导工艺+微调的工艺技术方法对拉丝、热镀锌工艺的整体优化,有针对性地解决了不同炉号线材生产出来的镀锌钢丝成品性能的差异性,使镀锌钢丝的制造工艺与线材形成完美的匹配,从而确保了苏通大桥斜拉索用镀锌钢丝的质量稳定性。
《4.5“三度控制”的热镀锌操作技术》
4.5“三度控制”的热镀锌操作技术
机械性能和耐腐蚀能力是组成桥梁缆索用镀锌钢丝标准体系的两个方面。苏通大桥斜拉索用镀锌钢丝不但对技术性能提出了极高的标准,对镀锌钢丝的表面质量同样提出了很高的要求。表面镀锌层的质量直接关系到成品的耐腐蚀性能。
由于双张紧+限径模的稳定化工艺技术方案相对模拔工艺而言,对镀锌钢丝的的变形压缩率较低(甚至为 0),镀锌钢丝表面未能得到最有效的加工。镀锌钢丝的表面质量在很大程度上取决于钢丝的热镀锌。与常规热镀锌生产线采用木炭屑抹拭方式截然不同,宝钢热镀锌生产线采用的是砂砾抹拭 + H2S 抹拭系统。这种系统的抹拭方式在国内的热镀锌生产线上的应用相对较少,故控制热镀锌的表面质量没有现成的经验可以对比与参照。
锌层重量的控制,主要是控制锌液在锌铁合金层表面的黏附和流散。在采用木炭屑擦拭时,钢丝表面镀锌层厚度大小主要和热镀锌的车速有关;在砂砾抹拭时,镀锌层厚度与抹拭石子的“三度”关系密切[2] ,即砂砾堆积高度、砂砾致密度、砂砾颗粒度。通过对比试验,对于 7.0 mm 镀锌钢丝热镀锌所采用的砂砾,平均颗粒度一般情况下应控制在 8 ~ 10 mm;砂砾堆积高度通常都是预先设定的,生产过程中的调整重点是控制砂砾的致密度。
为确保热镀锌质量,专门设立了热镀锌质量控制点,对热镀锌后的钢丝直径实施在线定时检测。同时,对收线的镀锌钢丝表面加强巡回检查,发现漏镀、锌瘤等问题及时做好标记和记录,以便后续工序的处理。
砂砾抹拭“三度控制”的热镀锌操作技术的掌握和热镀锌质量控制点的严格管理,为苏通大桥斜拉索用镀锌钢丝的表面质量提高奠定了基础。
《5 实物质量水平》
5 实物质量水平
宝钢镀锌钢丝制造技术研究所形成的三大关键技术,解决了镀锌钢丝生产的技术难题,为苏通大桥斜拉索用镀锌钢丝的产品质量和施工进度提供了技术保障。截至 2007 年 4 月 10日,宝钢全面完成了苏通大桥斜拉索用镀锌钢丝国产化的制造任务,交货总量达到 6 934 t 。产品实物质量主要指标见表 9 、表 10 。
《表9》
表9 苏通大桥斜拉索用镀锌钢丝主要技术要求及实物质量
Table9 Major technical requirement and practical quality of galvanized steel wire for stay cable used in Sutong Bridge

《表10》
表10 苏通大桥斜拉索用镀锌钢丝扭转指标的实物质量
Table10 Practical quality of torsion index of galvanized steel wire for stay cable used in Sutong Bridge

《6 结语》
6 结语
宝钢自主开发、采用微合金化技术、超纯净钢冶炼技术、特殊控轧控冷技术并形成规模化大生产的桥梁斜拉索用盘条在苏通大桥上的成功应用,填补了 1 770 MPa 级斜拉索用盘条和镀锌钢丝的国内空白,实现了桥梁斜拉索用钢国产化“零”的突破,标志着宝钢桥梁缆索盘条的制造技术已在国内遥遥领先。
宝钢自主创新的双张紧+限径模的稳定化工艺技术、主导工艺+微调的拉丝、镀锌整体优化技术、“三度控制”的热镀锌操作技术,构成了苏通大桥斜拉索高强度、低松弛、具有良好扭转性能的镀锌钢丝制造的三大关键技术。这种新技术使镀锌钢丝的制造工艺与盘条生产形成了完美的匹配,确保了苏通大桥斜拉索用镀锌钢丝规模化大生产的质量稳定性。











 京公网安备 11010502051620号
京公网安备 11010502051620号




