
《1. 引言》
1. 引言
聚合物三维(3D)打印中使用的新技术和新材料的发展推动了聚合物四维(4D)打印技术的发展[1,2],其也被称为3D打印的形状记忆聚合物(SMP)[3]。在4D打印中,可以对打印对象编程以根据环境因素而改变形状[4]。然而,4D打印技术仍处于发展初期。与SMP的传统制造相比,聚合物的4D打印技术仍然处于落后地位。其中一个主要区别在于4D打印技术缺乏可逆性[5]。可逆性通常也称为“双向记忆”,因为它可以赋予材料两种永久形状[6]。当前,大多数对4D打印的演示都需要在每次恢复后重新编程。可逆性可以实现重复驱动,而且不需要重新编程,通常而言重新编程耗时耗力,并且可能在每个重新编程周期中缺乏精度。可逆性使得可以在具有复杂几何形状和精心设计的应用程序中使用SMP。图1描绘了以加热和冷却为刺激的不可逆(单向)形状记忆效应和可逆(双向)形状记忆效应[5]。
《图1》
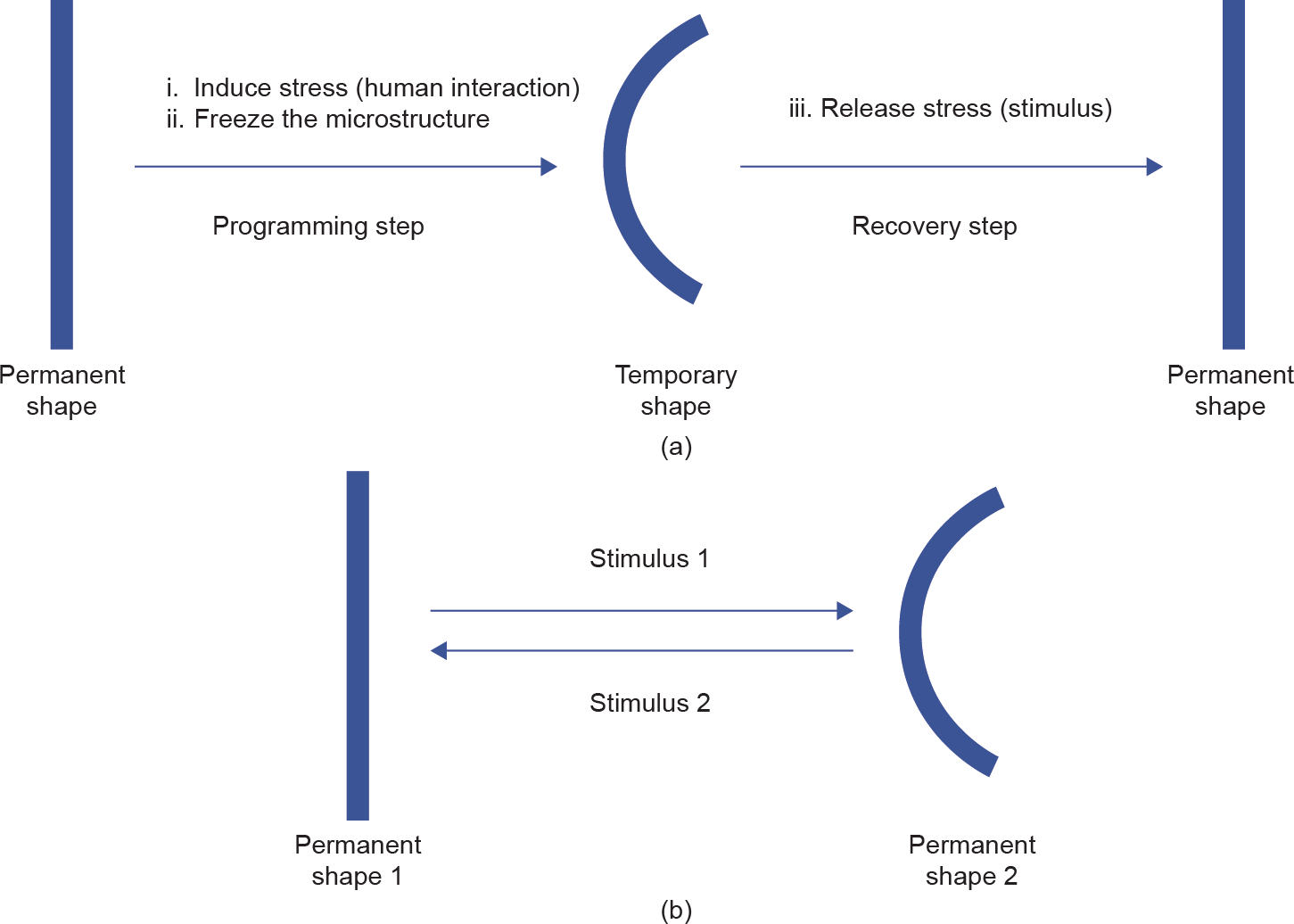
图1. 形状记忆效应的过程链。(a)不可逆(单向)形状记忆效应。(b)可逆(双向)形状记忆效应。
近年来,可逆4D打印技术取得了成功突破。尽管这项工作的大部分进展都在水凝胶领域,但还是有一些聚合物复合材料的例子。最近研究者选用了几种机制设计4D打印的水凝胶。Naficy等[7]研发了一种挤压式复合水凝胶铰链,它可以实现可逆驱动。他们将温度和水合作用作为刺激用于定型。Su等[8]使用两种不同的溶剂作为刺激物,分别为丙酮和水。打印分为两个步骤,分别为打印主动区和被动区。Timoshenko理论解释了打印部件的弯曲特性,该理论涉及双层结构的各向异性溶胀。以上两种方法均采用生物挤压打印,而可逆4D打印也尝试了数码光印,打印速度更快。Huang等[9]打印了活性部分含有离子型3-磺酸丙基甲基丙烯酸钾(PSPMA)的水凝胶,以获得更大的溶胀对比度。如上述研究所述,两种溶剂(0.1 mol·L−1 NaCl和水)分别用作驱动刺激物。为了证明该概念在各种材料中均可行,对蜡基SMP进行了类似的测试。这一概念的局限性之一是水凝胶缺乏机械强度。因此,本研究的结果更适合于生物医学应用,而不太可能用于承重应用。
其他研究选择了具有更强力学性能的材料,如Mao等[10]和Yuan等[11]的研究。Mao等利用多材料喷墨打印机Objet 260 Connex(美国Stratasys公司)来打印三层材料,每层都具有在定型或恢复阶段中驱动的功能。这种复合材料能够用SMP部件的机械强度来弥补水凝胶的强度不足。然而,由于还是使用了水凝胶,因此强度仍然相对较低。Yuan等[11]采用了液晶弹性体(LCE),它具有可逆形状记忆特性。先用Objet 260 Connex打印铰链,然后将DuPont TM ME603银墨水(银导体,美国DuPont de Nemours公司)直接写在弹性铰链上。接着,研究人员对银墨进行常规固化,制成了LCE。当在给定电流下,通过焦耳加热导线激活LCE链条时,链条会弯曲。当去除电流时,链条冷却并伸直。这项研究的最大问题是该设备需要使用电流,因此链条不具备自驱动能力。
大多数形状记忆复合材料的编程阶段都需要机械载荷,用于在SMP上引起应力,从而固定形状。在本研究中用到了类似的概念。但是,本研究没有使用机械载荷,而选用了环境刺激。这项工作的不同之处在于,该组件仅包含两层,这类似于单向形状记忆中使用的双组件机制(DCM)。DCM通常包含两个或多个具有硬性、软性结构或弹性基体、过渡内含物的组件[12]。软性结构或弹性基体是相对有弹性的,因此它可以在编程阶段存储弹性能量。硬性结构是一种过渡部件,并且具有随着加热而变化的刚度。过渡部件由于在低温下具有较高的刚度而能在低温下阻止形状恢复。重新加热组件将软化过渡部件以消除约束,并且激活存储的弹性能量使聚合物恢复其原始形状[13]。在DCM中,高于玻璃化转变温度的基体和纤维的复合材料上会产生机械应力。然后将复合材料冷却以固定形状。在本研究中,我们使用刺激物(而不是单向4D打印中通常使用的手动施加的外部机械力)对形状记忆聚合物施加类似于DCM中纤维的应力。
在Mao等[10]和Naficy等[7]的研究中,水凝胶主要应用于编程步骤,在此过程中,水凝胶会溶胀并产生应力,从而在加热组件时导致弯曲。但是,我们试图通过其他方式来实现这种溶胀。在本研究中,该功能由弹性体基体实现。弹性体通常能够吸收大量的有机液体[14]。在过去的20年中,弹性体已用于难以钻探的油气井研究[15,16],也用于测试某些流体,包括甲苯和乙醇[17,18]。格雷厄姆定律指出,分子量越低,扩散越快[19]。因此,该定律表明通过低分子乙醇溶胀是实现溶胀的一种可行解决方案,尽管对于弹性体的结构而言,重要的是具有吸引醇基的官能团。弹性体松散交联的性质,使它比其他聚合物具有更大的自由体积[20],这有助于溶胀率。本研究使用的这种设置,弹性体具有双重功能。在编程步骤中,它会溶胀并产生内部压力,而在恢复步骤中,它将存储的势能转换为弹性能,并将组件拉回永久形状。由于使用的材料减少了一种,因此层数可以减少到只有两层。在本研究中,选择乙醇作为刺激物,它能使弹性体溶胀。然后,由于应变差异,利用弹性体组件的溶胀在过渡材料上引起应力。一旦将3D结构加热到玻璃化转变温度( )以上,过渡材料上的诱导应力就会释放,从而改变打印部件的形状,这引起了第一次形状变化。虽然很可能是由于热系数不匹配而引起了应变差异,但是,Ding等[21]指出,当他们加热过渡材料和弹性体的双层结构以进行适度的变形时,从室温到最高70 ℃的热应变都小于1%。因此,在本研究中假设热应变可以忽略不计。由于现已有大量关于恢复步骤的研究(与热诱导单向形状记忆中的恢复步骤相同),因此本文将重点放在自驱动编程步骤上。为了更好地控制形状变化,必须理解弹性体的溶胀行为,以此控制溶胀的参数。现在已开发了一个简单的预测模型,可以研究曲率程度。对曲率的这种理解将带来对可逆4D打印结构的高度控制。
)以上,过渡材料上的诱导应力就会释放,从而改变打印部件的形状,这引起了第一次形状变化。虽然很可能是由于热系数不匹配而引起了应变差异,但是,Ding等[21]指出,当他们加热过渡材料和弹性体的双层结构以进行适度的变形时,从室温到最高70 ℃的热应变都小于1%。因此,在本研究中假设热应变可以忽略不计。由于现已有大量关于恢复步骤的研究(与热诱导单向形状记忆中的恢复步骤相同),因此本文将重点放在自驱动编程步骤上。为了更好地控制形状变化,必须理解弹性体的溶胀行为,以此控制溶胀的参数。现在已开发了一个简单的预测模型,可以研究曲率程度。对曲率的这种理解将带来对可逆4D打印结构的高度控制。
《2. 材料和方法》
2. 材料和方法
《2.1. 材料》
2.1. 材料
所有样品均使用Objet500 Connex3 polyjet打印机(美国Stratasys公司)制造。在当前的打印系统中,所有材料均由Stratasys公司提供。本研究中使用的材料都基于Stratasys公司提供的两种材料:VeroWhitePlus和TangoBlackPlus(来自Stratasys公司的产品代码)。VeroWhitePlus在室温下为硬质刚性材料,玻璃化温度为58 ℃,而TangoBlackPlus在室温下为软质橡胶状材料,玻璃化温度为−10 ℃ [22]。TangoBlackPlus液态树脂包括氨基甲酸乙酯丙烯酸酯低聚物、丙烯酸异冰片酯、甲基丙烯酸甲酯低聚物、聚氨酯树脂和光引发剂。VeroWhitePlus液态树脂包括丙烯酸异冰片酯、丙烯酸单体、聚氨酯丙烯酸酯、环氧丙烯酸酯树脂、丙烯酸单体、丙烯酸低聚物和光引发剂。所用的溶剂是99%乙醇,来自美国A.P.C.化学工业有限公司。
《2.2. 打印参数》
2.2. 打印参数
使用数字材料模式的Objet500 Connex3 polyjet打印机在x 轴和y 轴上以300 dpi·in−1 (1 in= 2.54 cm)的分辨率打印材料。所有部件均以100 µm·min−1 的速度进行打印,层厚度为30 µm,x 轴和y 轴的最大厚度为85 µm。通过打印机内的紫外线(UV)固化树脂。
《2.3. 弹性体的溶胀测试》
2.3. 弹性体的溶胀测试
2.3.1. 线性溶胀
打印了三组以TangoBlackPlus为材料的细杆,尺寸为2 mm × 2 mm × 5 cm。测量细杆长度并用游标卡尺记录。然后将细杆在乙醇中浸泡24 h。从乙醇中拿出细杆后,测量细杆的最终长度并用游标卡尺记录。
2.3.2. 体积溶胀
分别采用TangoBlackPlus和VeroWhitePlus打印了两组不同形状的物体:一个边长为5.84 cm的立方体和一个尺寸为5 cm × 5 cm × 8 cm的物块。选择这些尺寸是为了保持大约200 cm3 的总体积。选择两种不同的形状是用于研究弹性体是否也发生了同位素溶胀。首先使用Mettler Toledo XS204分析天平称量样品的干重,并记录为 。然后将样品在25 ℃、30 ℃、40 ℃、50 ℃和60 ℃的温度下放置在乙醇中24 h。取出样品并再次称量。湿重记录为
。然后将样品在25 ℃、30 ℃、40 ℃、50 ℃和60 ℃的温度下放置在乙醇中24 h。取出样品并再次称量。湿重记录为 。使用公式
。使用公式 计算体积,其中,α = 0.9985,ρ1 是液态物质的密度,ρo 是空气的密度[23]。
计算体积,其中,α = 0.9985,ρ1 是液态物质的密度,ρo 是空气的密度[23]。
《2.4. VeroWhitePlus 和 TangoBlackPlus 的拉伸测试》
2.4. VeroWhitePlus 和 TangoBlackPlus 的拉伸测试
两种材料(即VeroWhitePlus和TangoBlackPlus)都通过Shimadzu Universal Tester AGS-X系列在10 kN下进行了测试,测试结构分别符合ASTM D638和ASTMD412。将样品以10 mm·min−1 加载。两种材料均在25 ℃和60 ℃下进行了三次重复测试。在进行拉伸测试之前,将样品在指定温度下稳定30 min。
《2.5. 可逆循环》
2.5. 可逆循环
双层组件的可逆性是在编程阶段通过乙醇和热这两种刺激实现的,从而使形状从永久形状1变为永久形状2,如图2所示。然后,为了使形状从永久形状2变回永久形状1,在恢复阶段施加热刺激。打印了一个4 cm ×1 cm,厚度为1.5 mm的TangoBlackPlus和厚度为1.5 mm的VeroWhitePlus的双层带材。将该带材置于25 ℃水浴中的乙醇烧杯中1 h。弹性体材料(TangoBlackPlus)溶胀并增加了体积。由于过渡材料(VeroWhitePlus)没有溶胀而产生了应力。拿出带材以停止溶胀,然后将其置于另一个60 ℃的水浴中5 min。然后拿出带材,并置于冰水中约1 min。将该带材干燥3 h以除去弹性体中的乙醇。为了进行恢复步骤,将带材再次置于60 ℃水浴中。
《2.6. 双层带材的曲率》
2.6. 双层带材的曲率
2.6.1. 预测数学模型
由于从步骤4到步骤5(图2)的恢复步骤在通过加热驱动的单向4D打印中已有广泛研究,因此我们的研究重心在定型步骤,其中包括步骤1和步骤2。模型对于预测可在定型过程中获得的曲率至关重要。
《图2》

图2.可逆循环的两个主要阶段:编程和恢复。在编程阶段,分三个步骤。步骤1:将第一个永久形状暴露于乙醇中。步骤2:将组件从乙醇中移出,并在60 ℃的水中加热,以形成第二种永久形状。步骤3:将组件冷却使其固定在第二个永久形状中。在恢复阶段,有两个步骤。步骤4:将组件干燥。步骤5:将组件加热,恢复到第一永久形状。
通过改进Flory-Rehner方程、Peppas模型和复合材料力学,得到一个数学预测模型。弹性体的溶胀可以用Peppas模型描述和预测。平衡的溶胀速率由Flory Rehner方程确定[24]。

式中, 是聚合物的体积分数;χ 是Flory-Huggins相互作用的参数;ρ 是聚合物的密度;V 1 是溶剂的摩尔体积;M c是每个连续交联之间链的平均分子量。
是聚合物的体积分数;χ 是Flory-Huggins相互作用的参数;ρ 是聚合物的密度;V 1 是溶剂的摩尔体积;M c是每个连续交联之间链的平均分子量。
从Flory-Rehner方程可以得出聚合物体积分数 。平衡体积如下:

式中,V 是弹性体的干体积;V∞ 是溶胀弹性体的平衡体积。
溶胀率S∞ 也称为溶胀剂与弹性体干体积之比,可通过以下公式求出:

为了确定各个时间点的溶胀率,分别使用两个模型,因为每个模型都有其自身的局限性。对于较短的扩散时间,溶胀率分数 < 0.6,将使用Peppas模型。幂定律可以用于描述该模型:
< 0.6,将使用Peppas模型。幂定律可以用于描述该模型:

式中, 是t 时间的溶胀率;k 是随网状和几何结构变化的常数;n 是溶剂的扩散指数。可以通过求解Fick第二扩散定律[25]获得常数,该定律如下:
是t 时间的溶胀率;k 是随网状和几何结构变化的常数;n 是溶剂的扩散指数。可以通过求解Fick第二扩散定律[25]获得常数,该定律如下:

式中,c 是溶剂的浓度;x 是距离(图3)。
《图3》
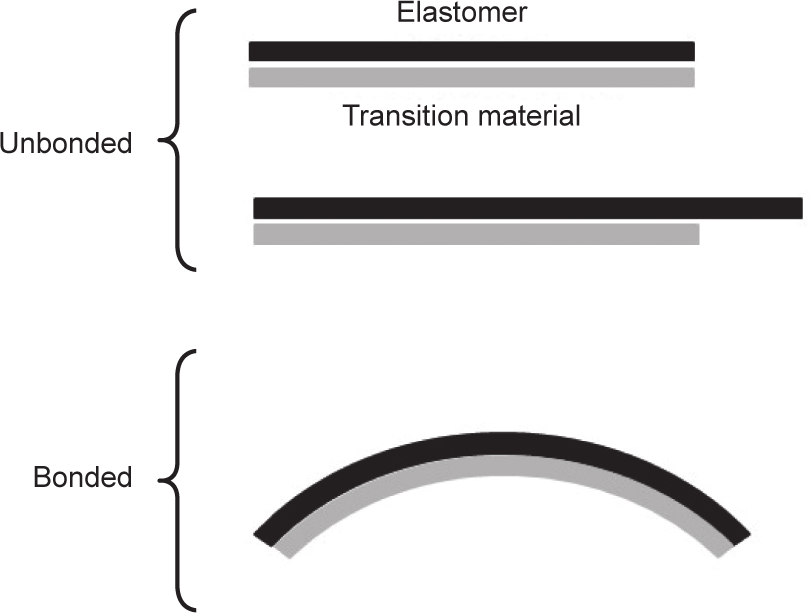
图3. 当未结合以及结合到过渡材料上时,弹性体的伸长效果示意图。结合时,应变的不匹配会导致弯曲。
对于扩散到厚度2h 的平板中,可以通过以下等式找到薄膜在某个时间点t 的浓度ct :
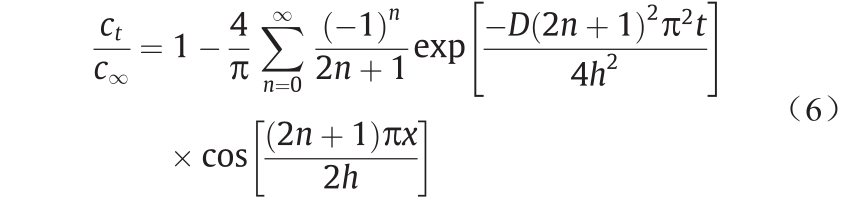
通过对等式(6)积分,可以得到以下等式:

式中,Mt 是在t时间的分子量;M∞ 是平衡时的分子量。
对于短时间而言,等式(7)可以简化为与等式(4)的Peppas模型[26]相似的等式:

因此,常数k 是 。
。
质量扩散率D 由与温度T 有关的指数方程式决定:

将等式(9)和Peppas模型结合,得到下列等式:

对于4D打印组件,仅在平板一侧上的可溶胀弹性体允许溶剂扩散进去,因此,对于该组件,整个等式除以2。

式中, 是弹性体的厚度。
是弹性体的厚度。
为了确定在给定时间、温度和厚度下弹性体中的溶胀率,使用以下公式:

假设溶胀是各向同性,在t 时线性溶胀率为:

应变 为:
为:

因此,

考虑到过渡材料和弹性体的两层没有结合,弹性体的溶胀将导致应变的增加,而这对过渡材料来说是不存在的。当它们结合在一起时,应变的不匹配将产生迫使过渡材料弯曲的应力。但是,过渡材料的机械强度在室温下较高。产生的弯曲力不足以引起较大的弯曲(图3)。因此,过渡组分被加热到其玻璃化转变温度以上。现在,过渡材料的刚度降低,从而使部件进一步弯曲。该结构被认为是双层复合材料,并且使用复合材料的力学计算曲率。假定由于热溶胀系数不同而引起的应变差异可忽略不计[21]。
为了简化机械模型,假设模型中有两个层合板。在复合材料力学中,垂直于纵轴的平面截面在弯曲过程中保持平面且垂直。因此,

式中, 是沿x 轴的应变;r 是弯曲过程中中性面的曲率半径;ϕ 是弯曲材料的角度;z 是xy 平面定义的离中性面最远的距离,即双层组件的中性轴。以z 为最远距离,弹性体的弹性模量往往比过渡材料的弹性模量低得多。要确定双层组件的中性轴,首先必须确定VeroWhitePlus的弹性模量与TangoBlackPlus的弹性模量之比:

式中, 是过渡材料在60 ℃时的弹性模量;
是过渡材料在60 ℃时的弹性模量; 是弹性体在60 ℃时的弹性模量。
是弹性体在60 ℃时的弹性模量。
双层结构如图4所示。
《图4》

图4. 双层结构的高度(h)和宽度(w)。
横截面的实际面积如下所示:

使用较小的弹性模量作为基础,弹性体的面积将为:

假设均匀材料发生弯曲,需要考虑弹性模量的差异,以及过渡材料的质心轴必须归一化。因此,有必要考虑过渡材料的弹性模量与弹性体的弹性模量之比:

每种材料的中性轴na如下:
双层的中性轴z 为:
得到如下等式:

式中,κ 是曲率。
2.6.2. 曲率测量
TangoBlackPlus和VeroWhitePlus的双层组件的长度为4 cm,宽度为1 cm,TangoBlackPlus的厚度分别为1.5 mm、2 mm、2.5 mm、3 mm和3.5 mm,而VeroWhitePlus为1.5 mm的标准厚度,将其打印并在25 ℃、35 ℃、45 ℃和55 ℃四种不同温度下浸泡60 min。接下来,将组件在水中加热到60 ℃ 以上(高于Vero WhitePlus的 温度)1 min,为了将VeroWhitePlus加热到其 之上。快速取出组件,并将其放入10 ℃的冷水中,以快速冷却组件。然后,将样品取出并放在网格纸上。通过游标卡尺测量弦长和弦高来确定曲率。
温度)1 min,为了将VeroWhitePlus加热到其 之上。快速取出组件,并将其放入10 ℃的冷水中,以快速冷却组件。然后,将样品取出并放在网格纸上。通过游标卡尺测量弦长和弦高来确定曲率。
同样地,TangoBlackPlus和VeroWhitePlus的双层组件的长度为4 cm,宽度为1 cm,VeroWhitePlus的厚度 分 别 为1.5 mm、2 mm、2.5 mm、3 mm和3.5 mm,而TangoBlackPlus为1.5 mm的标准厚度,将其打印并在25 ℃、35 ℃、45 ℃和55 ℃四种不同温度中浸泡60 min。
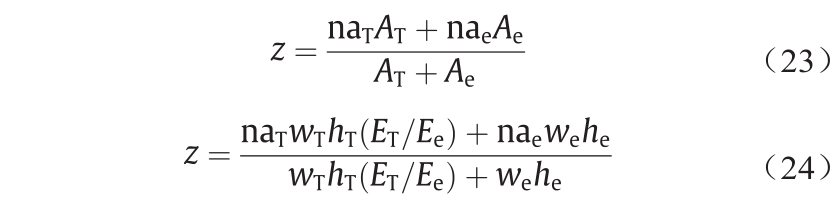
半径计算如下:

式中,R 是曲率半径; 是弦高;d 是弦长(图5)。
是弦高;d 是弦长(图5)。
《图5》
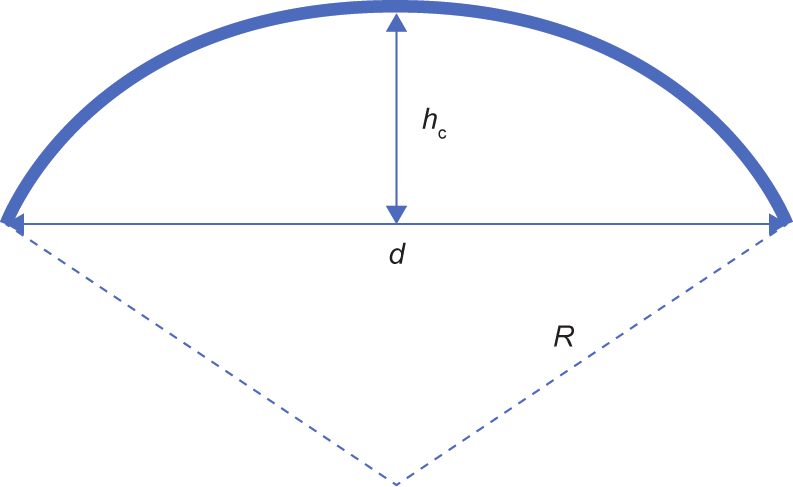
图5. 半径测量。
曲率为:

《3. 结果和讨论》
3. 结果和讨论
《3.1. 温度对平衡时 TangoBlackPlus 和 VeroWhitePlus 溶胀的影响》
3.1. 温度对平衡时 TangoBlackPlus 和 VeroWhitePlus 溶胀的影响
结果表明,TangoBlackPlus在乙醇中的室温线性溶胀率为1.281,而TangoBlackPlus的体积溶胀率为2.102(表1)。在60 ℃下,线性溶胀比达到1.652,体积比达到4.506(表1)。但是,对于VeroWhitePlus,体积溶胀率始终保持在1 ~ 1.016之间的较低水平,这可以忽略不计。从平衡溶胀比可以估算出聚合物-溶剂的相互作用值,并能获得平衡溶胀率。溶胀率表示弹性体中乙醇体积的百分比。如表1所示,在平衡状态下的溶胀率从84.28%增加到195.50%。图6表明,聚合物-溶剂的相互作用值遵循负幂定律,这表明随着温度的进一步升高,相互作用值的变化将不如较低温度下显著。该发现表明,当平均温度升高时,溶胀率也增加。
《表1》
表1 溶胀比和聚合物-溶剂相互作用值

《图6》
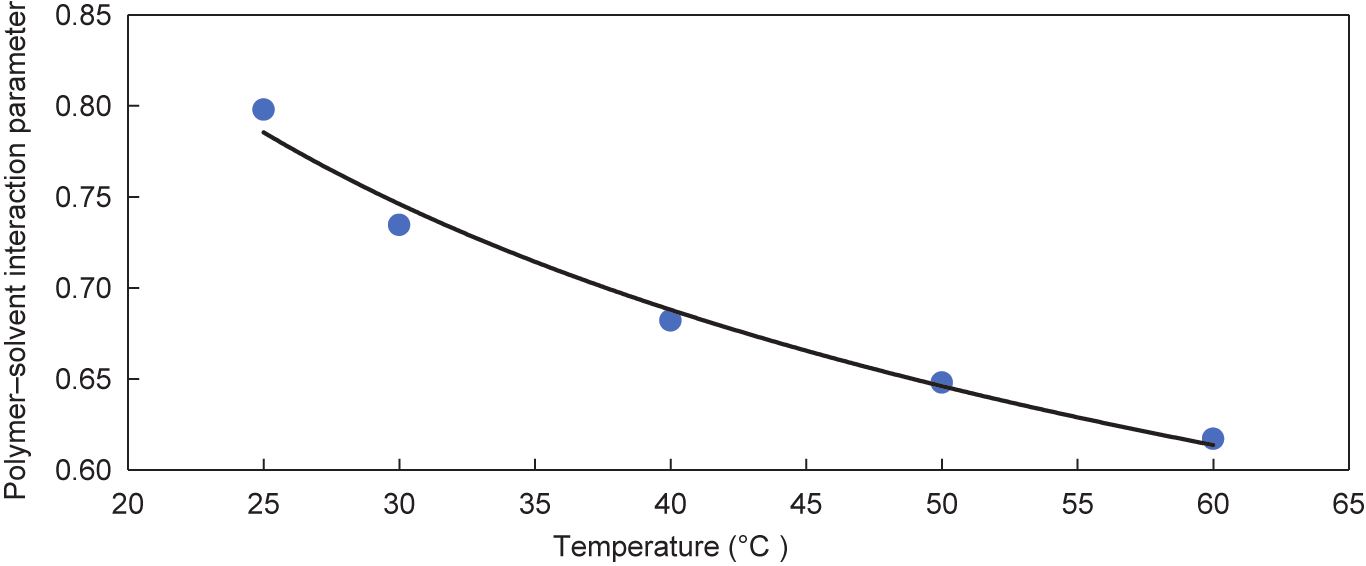
图6. 聚合物-溶剂相互作用参数与温度的关系图。
聚合物-溶剂相互作用参数是一个无单位量,在聚合物溶液的晶格模型中用作交换参数[27]。聚合物-溶剂相互作用参数越高,溶液进入聚合物基体的阻力越大,并且发生的溶解越少。在这种情况下,升高温度可以促使溶剂更多地进入聚合物基体中,这是由于熵的原因更容易发生溶合[28]。随着温度升高,乙醇与聚合物结构之间的亲和力增加。这些溶胀力可以转换为在过渡材料SMP(在本研究中为VeroWhitePlus)上引起应力所需的力。但是,需要注意的是,这里描述的方法不是获得聚合物-溶剂相互作用参数的经验方法,而只是使用Flory-Rehner方程进行的估算,以便进行下面的进一步研究。
本研究的温度范围介于25 ~ 60 ℃。预计的工作温度应在该温度范围内。由于乙醇的沸点为78.37 ℃,溶剂在60 ℃以上易挥发,因此不考虑60 ℃以上的温度。这一温度范围十分理想,因为VeroWhitePlus的 为58 ℃ [22]。在25 ~ 50 ℃之间,循环必须分五个步骤进行。在50 ~ 60 ℃之间,可以通过合并步骤1和步骤2以四个步骤进行循环。但是,不能对乙醇进行高温加热,因为在高温下溶剂将始终处于挥发性状态。
为58 ℃ [22]。在25 ~ 50 ℃之间,循环必须分五个步骤进行。在50 ~ 60 ℃之间,可以通过合并步骤1和步骤2以四个步骤进行循环。但是,不能对乙醇进行高温加热,因为在高温下溶剂将始终处于挥发性状态。
此外,观察到从60 ℃的乙醇中取出TangoBlackPlus的短时间内,它呈现降解趋势。这种降解可能是由于收缩和扩散,以及表面乙醇分子的蒸发。从加热的乙醇中取出TangoBlackPlus后,它表面的冷却速度比中心快,因此它收缩更快。乙醇分子在60 ℃下的挥发性加剧了这种情况。当从乙醇溶液中取出溶胀的TangoBlackPlus时,其表面附近的乙醇分子会比中心的乙醇分子扩散或蒸发得更快,从而形成裂纹。
《3.2. VeroWhitePlus 和 TangoBlackPlus 的拉伸结果》
3.2. VeroWhitePlus 和 TangoBlackPlus 的拉伸结果
如表2 [29,30]所示,一旦将VeroWhitePlus加热超过其 ,其弹性模量就会急剧下降。在25 ℃时更高的弹性模量可以确保在冷却时双层可以固定在刚性结构上。对TangoBlackPlus加热时,其弹性模量会略有下降。这一发现表明TangoBlackPlus的力学性能几乎没有变化。
《表2》
表2 VeroWhitePlus和TangoBlackPlus在25 ℃和60 ℃下的弹性模量
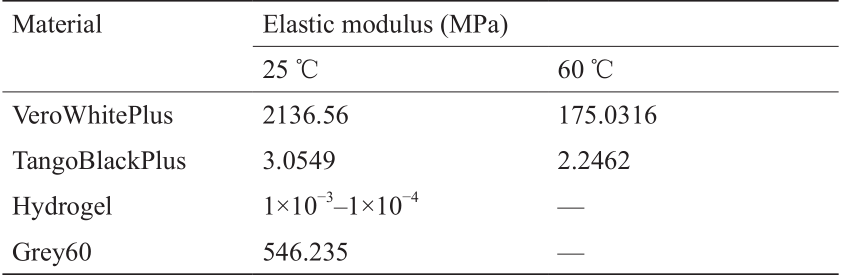
水凝胶的弹性模量一般在1~10 kPa的范围内[29],而我们的样品,以1:1比例组合而得到的弹性模量,其上限弹性模量为1070 MPa,下限为6.101 MPa,这至少比水凝胶高600倍。Mao等[10]使用的混合料Grey60(也称为DM8530),SMP层的厚度为0.5 mm,TangoBlack层的厚度为1.5 mm,水凝胶层的厚度为0.5 mm。通过研究由TangoBlackPlus和VeroWhitePlus形成的各种复合材料,Teoh等[30]发现,DM8530的弹性模量为546.235 MPa。DM8530的弹性模量几乎是原材料VeroWhitePlus的四分之一,这意味着它刚度较低。在他们的研究中,刚度较低这一现象也很明显,因为加热前仅仅水凝胶的溶胀就能引起明显的弯曲。
《3.3. 打印设计》
3.3. 打印设计
本研究中的打印设计工作原理与传统的单向4D打印中的DCM相似。在传统的DCM单向4D打印的编程阶段中,通常将打印的部件加热到 以上对其施加机械力。然后将部件冷却,以使过渡材料可以定型为临时形状,如图1所示。在编程阶段,弹性能存储在弹性体中。当打印部件再次加热到 以上时,该能量将用于恢复,以将部件拉回原始形状。因此,在编程阶段,可以通过在双层结构上施加刺激来产生力。本研究编程阶段的设计灵感来自Mao等[10]研究中的水凝胶溶胀。在本研究中,弹性体发生溶胀而不是水凝胶。
与Mao等研究类似,我们使用了多种材料和多种刺激。但是,如图7所示,我们采用了双层结构而不是三层。如图7所示,第一层是弹性体,第二层是定型聚合物。弹性体代替了三层组件中水凝胶的功能。弹性体的溶胀使弹性体部分伸长,从而在长度上产生差异。由于长度不匹配,弹性体会在不受溶剂影响的定型聚合物上施加力。在定型聚合物被加热到超过 之后,它将发生弯曲,从而实现在编程阶段中自驱动。通过在设计中引入弹性体溶胀,层数可以减少到两层。同时,不使用水凝胶减少了可逆4D打印所需的材料。最后,使用较少的层数和材料可以简化设计并为设计者带来方便。
《图7》
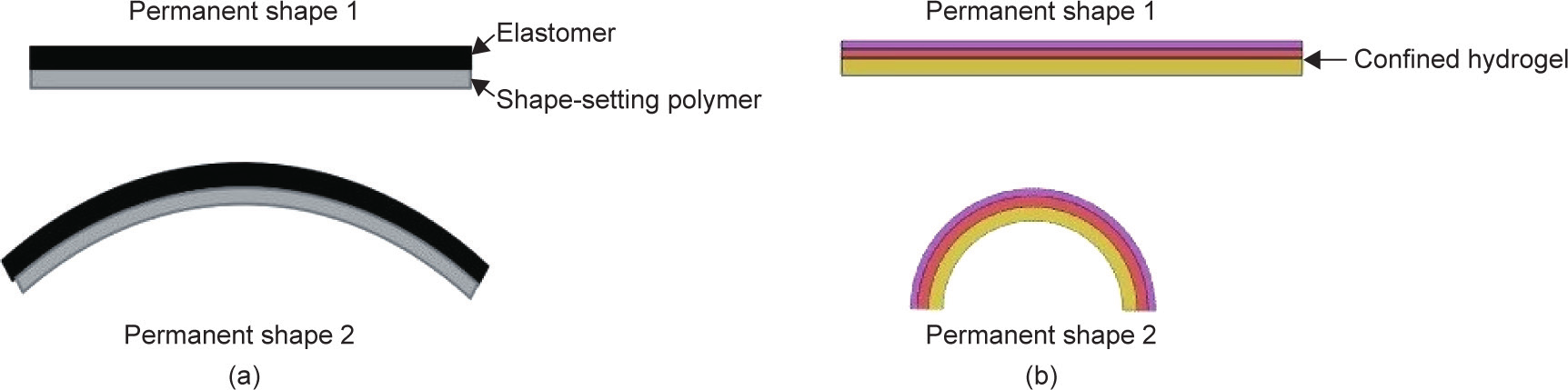
图7. 我们的新设计(a)和已有设计(b)的对比。
在我们的设计中,将VeroWhitePlus用作过渡材料,根据其制造商Stratasys [22]提供的信息可知,其 为58 ℃。VeroWhitePlus的高 使双层结构可以在约60 ℃的温度下操作。此外,已知该材料具有约97%的良好恢复率[30]。
将TangoBlackPlus用作弹性体材料,根据Stratasys[22]可知,其 为−10 ℃。TangoBlackPlus具有足够低的,可以确保其保持橡胶状,以便在材料冷却时保留弹性能量。此外,大量的体积溶胀(如第3.1节所述)说明了这是一种能实现双重功能的、合适的材料,它能在编程阶段施加压力,也能为恢复阶段存储弹性能。
《3.4. 可逆性证明》
3.4. 可逆性证明
通过双层平面的简单打印可以证明打印的可逆性。图8显示了使用可溶胀的弹性体来获得所需形状的可行性,如示意图图2所示。另外,将1 N的砝码放在样品上,以证明将VeroWhitePlus冷却回玻璃态时的承载能力。图8(c)中的VeroWhitePlus回到其原始刚度。
《图8》
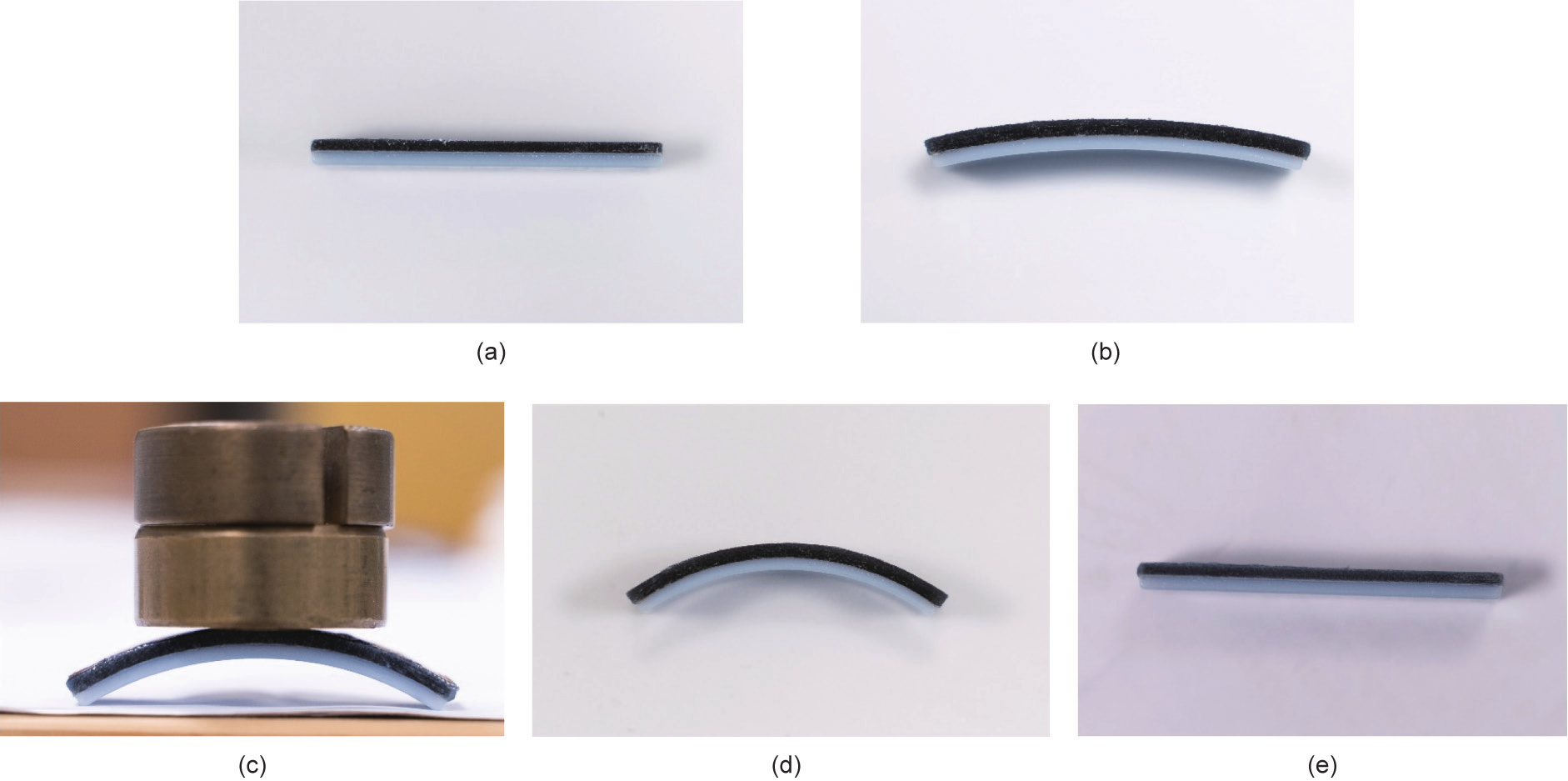
图8. 可逆循环的实验样本。设计步骤: (a)原始打印样品的侧视图; (b)样品在25 ℃的乙醇中浸泡1 h后的侧视图; (c)将样品放入60 ℃水中,再放入冰水中,然后取出后的侧视图。将1 N重物放在样品上。恢复步骤: (d)干燥3 h的样品侧视图; (e)在60 ℃加热后的样品侧视图。
如第2.5节所述,该循环的编程阶段包括三个步骤,恢复阶段包括两个步骤(另请参见Appendix A中的补充材料)。步骤1是将组件浸入乙醇中。乙醇扩散到弹性体部分中。弹性体部分的总体积增加,因为乙醇分子能够扩散到链与链之间的自由体积和空间中。然而,在低于玻璃化转变温度的温度下,由于材料仍然是玻璃态的,由体积和应变的差异引起的内应力不足以克服过渡材料的机械刚度。步骤2是将组件加热到过渡材料的玻璃化转变温度以上。该步骤用于软化过渡材料,材料的机械强度将大大降低。此外,形状变化可减轻内部应力。该形状改变形成第二永久形状。步骤3是冷却组件。这一阶段十分重要,因为将温度降低到过渡材料的玻璃化转变温度以下将冻结过渡组件的微观结构。机械强度将恢复为刚硬的原始状态。步骤4是干燥组件。随着乙醇蒸发并从弹性体材料中扩散出去,材料的弹性将恢复。体积减小,并且弹性体将充当弹簧,将组件拉回其原始形状。但是,它不能克服过渡材料的机械强度。因此,弹性势能将存储于弹性体材料之中。步骤4是过渡步骤,因为在前三个步骤之后,该组件可能已经具有完整的功能。一旦执行了步骤5,将材料加热到玻璃化转变温度以上,过渡材料就会软化并降低机械强度,并且弹性体的弹性能将其拉回到第一永久形状,从而完成一个循环。从设计、干燥到恢复,整个过程总共要花费4 h以上。这一耗时情况表明该技术仅适用于慢速致动。
《3.5. TangoBlackPlus 的厚度和温度对双层结构曲率的影响》
3.5. TangoBlackPlus 的厚度和温度对双层结构曲率的影响
通过等式(25)得到扩散指数n 为0.6(见Appendix A中的Table S1),在双层组件的预期工作温度25~55 ℃的四个不同温度点上绘制了曲率对厚度的曲线。考虑到扩散,使用1.5 ~ 3.5 mm的厚度。如果厚度太厚,将需要更长时间扩散,这反过来又增加了驱动时间。理论上,弹性体的厚度越薄,曲率越大。如图9(以及Appendix A中的Table S2、Table S3)所示,并在实验结果中反映。
《图9》

图9. 在不同温度时,曲率对TangoBlackPlus厚度的曲线图。(a)25 ℃; (b)35 ℃; (c)45 ℃; (d)55 ℃。
TangoBlackPlus的厚度对于长度不匹配有很大影响。较薄的厚度可以得到较大的表面积与体积之比,从而导致乙醇体积占弹性体体积的百分比更高,因而导致更大程度的弯曲。如式(26)所述,随着厚度的减小,z 值也会减小,从而得到更大程度的弯曲。溶胀时间限于1 h。与较厚的厚度相比,乙醇分子在较薄的厚度中能更快地渗透并扩散到更接近中性轴的区域。
温度越高,温度范围内每种厚度的曲率都越高。当温度升高时,扩散速率加快。如前文所述,温度还影响弹性体和乙醇之间的亲和力。
理论和实验结果均表明,随着厚度增加,曲率减小。图9(a)表明,在25 ℃时,对每种厚度,理论模型和实验结果都非常接近。25 ℃时的平均差异度为5.78%。该结果表明,在25 ℃时,该模型能够高度准确地预测曲率。温度在35 ~ 55 ℃时,厚度较薄时,理论结果与实验结果之间存在较高的均等性[图9(b)~(d)]。在35 ℃和45 ℃时,大约3 mm处的差异缩小到几乎没有[图9(b)、(c)]。该相交在55 ℃时在3.5 mm处发生[图9(d)]。随着温度升高,均等性的百分比随之增加,从25 ℃的平均值5.78%增至55 ℃的22.81%(见Appendix A中的Table S4)。同样,平均而言,随着厚度的增加,该模型预测的曲率精度更高,在3.5 mm处的偏差为1.89%,而在1.5 mm处的偏差为29.63%。
当厚度较薄时,弹性体的表面积与体积之比较大。将双层带材从乙醇中取出并接触空气时,乙醇会扩散并迅速蒸发。表面积与体积之比越大,乙醇对弹性体的百分比损失越大。同样,在温度较高时,乙醇的挥发性更大。因此,一旦取出双层带材,大量的乙醇将从弹性体中扩散出来并减小溶胀力。
厚度较薄而温度较高时增加的均等性也可能是由于弹性体中溶胀率的百分比所致。用于预测性能的方程式基于Peppas模型,它最多可模拟60%的可溶胀率。在温度较高时,尤其是在55 ℃、厚度小于2.5 mm且浸泡1 h的情况下,溶胀率超过60%,会偏离Peppas模型。因此,该模型无法准确预测较高温度下的曲率。
《3.6. 曲率表面反应》
3.6. 曲率表面反应
理想情况下,3D图(图10)显示,在高温和薄厚度时,可以得到最大的曲率。使用3D图,可以预测第一次驱动编程步骤的曲率。另外,可以从曲线获得驱动的参数。
《图10》
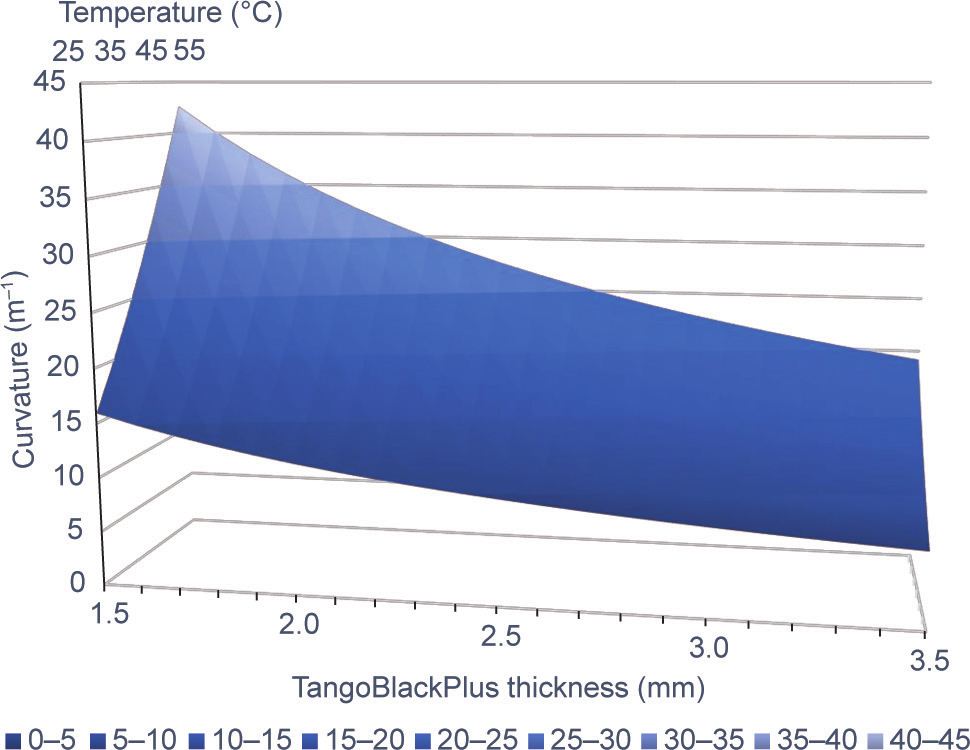
图10. 弹性体厚度、溶胀温度和所得双层组件曲率的表面反应图。
尽管该模型无法在极端情况下准确预测,但在25 ~ 45 ℃的温度范围内且厚度范围为2 ~ 3.5 mm,该模型仍可以高度准确地预测曲率,平均差异小于10%。如果需要极薄的厚度和高温,则由于乙醇的挥发性,可能必须添加一个因素以解决理论曲率和实验曲率之间的差异。
《3.7. VeroWhitePlus 的厚度和温度对双层组件曲率的影响》
3.7. VeroWhitePlus 的厚度和温度对双层组件曲率的影响
除了溶胀以外,另一个会影响曲率的参数是z 值,该值受到TangoBlackPlus和VeroWhitePlus的厚度影响。z 值将影响长度不匹配导致的合成曲率。VeroWhitePlus截面越厚,双层组件将越硬。VeroWhitePlus的厚度和温
度对双层组件曲率的影响结果如图11所示。
《图11》
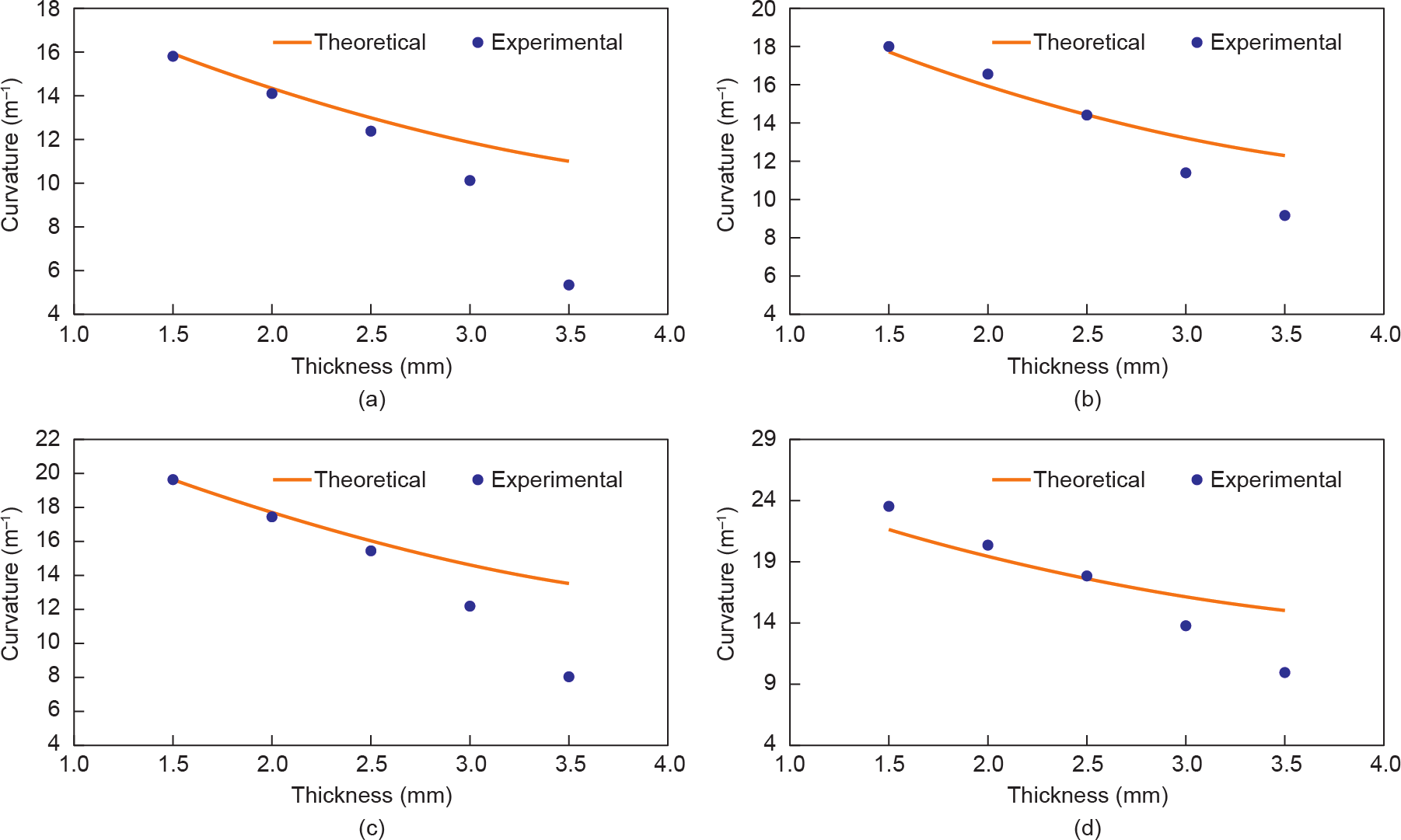
图11. 在不同温度下,曲率对VeroWhitePlus厚度的曲线图。(a)25 ℃; (b)35 ℃; (c)45 ℃; (d)55 ℃。
VeroWhitePlus厚度在1.5 ~ 2.5 mm之间的实验结果在所有温度下都接近理论值。这一发现表明,当刚度较低,厚度较薄时,该模型可以准确地预测曲率。但是,当VeroWhitePlus的厚度进一步增加时,实验曲率就会低于理论曲率。还观察到,在温度更低时,该差异更大。在3 mm和3.5 mm时,理论值和实验结果之间的较大差异可以归因于无法在步骤2中均匀加热,由于该加热时间限制为60 s。因此,在60 s加热结束时,VeroWhitePlus的弹性模量仍然很高,由溶胀产生的力无法引起很大程度的弯曲,因为它小于产生轻微挠曲所需的力。但是,在编程阶段加热的时间不能太长,因为一旦将样品从乙醇中取出并浸入水中,进入弹性体基体的乙醇就会开始扩散。此外,高温将导致乙醇从TangoBlackPlus中扩散出的速度更快,从而减少了弯曲量,并难以预测曲率。由于在2.5 mm及以下的厚度结果产生的曲率与理论曲率相似,因此可以放心地认为该模型可以在小于2.5 mm的VeroWhitePlus厚度下做出准确的预测。
《3.8. 双层组件曲率的响应率》
3.8. 双层组件曲率的响应率
本文还研究了厚度为1.5 mm的VeroWhitePlus和厚度为2.5 mm的TangoBlackPlus双层组件的曲率响应率。如第3.5节所述,选择这些尺寸是因为这些厚度是遵循理论结果的最佳结果,并且在大多数温度下都有良好的曲率。在开始的60 min内,将双层组件在25 ℃下加热,然后在最后的1 min内在60 ℃下加热。在浸入乙醇后,每分钟测量一次曲率,在加热过程中每秒测量一次曲率。统计结果如图12所示。图12表明了在溶胀阶段,曲率很小,VeroWhitePlus的刚度不允许双层组件进一步弯曲。而一旦将样品加热到 t = 60 min后,双层组件呈指数速率大幅度弯曲。
图12中的曲线展示了编程阶段的前两个步骤是如何进行的。当浸泡在乙醇中时,TangoBlackPlus的体积会随着溶胀而增加。TangoBlackPlus的溶胀提供了弯曲双层组件所需的外力。溶胀虽然能产生足够的力引起一些弯曲,但是仍然不能充分发挥曲率的潜力。将样品溶胀60 min(本研究使用的时间限制)后,将样品放入热水中,样品开始大幅度弯曲。由于不能立刻实现从水到VeroWhitePlus的热量传递,所以花了一段时间才实现了曲率。如果采用直接加热,则可以更快实现。
《图12》
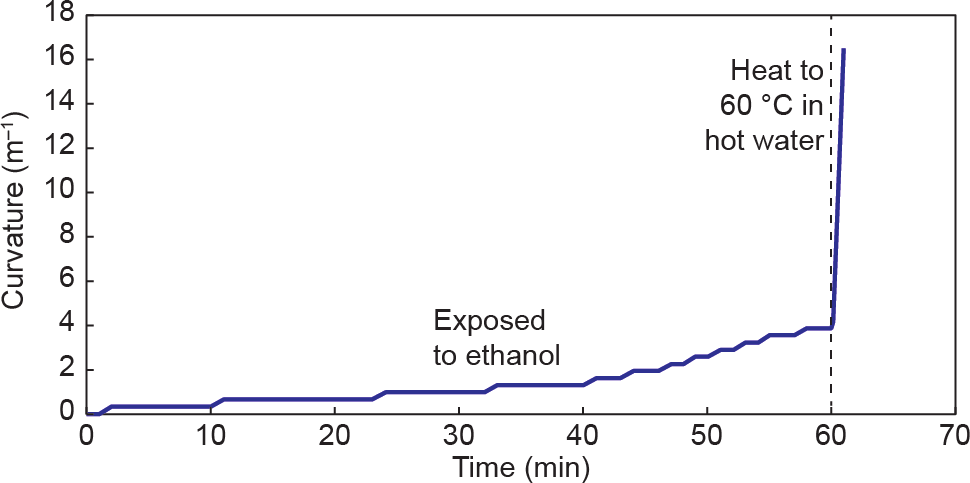
图12. 25 ℃时61 min的响应率曲线。在最初的60 min内将样品暴露于乙醇中,然后取出并在60 ℃的热水中加热最后1 min。
图13说明了相同的情况。在该图中,样品在乙醇中浸泡时每隔10 min拍照一次,加热时每隔10 s拍照一次。这些图像与图12中所示的曲线相符,其中,开始时稍稍弯曲或者可以说几乎没有弯曲。图13还显示了在溶胀过程中,TangoBlackPlus明显溶胀,而VeroWhitePlus的厚度没有变化。
《图13》

图13. 打印的双层样品的第一个驱动周期,该样品由厚度为1.5 mm的VeroWhitePlus和厚度为2.5 mm的TangoBlackPlus组成。显示了在乙醇中浸泡每10 min的曲率和加热时每10 s的曲率。
《3.9. 再现性》
3.9. 再现性
采用与响应率测试相同尺寸的样本来研究可逆性循环的再现性。图14是在设计和恢复阶段拍摄的照片。按照第3.4节中展示可逆性的描述执行步骤。使用一个夹子固定末端。图中显示,在第一次、第二次甚至第五次驱动之后,弯曲程度保持相似。同样,在恢复阶段后,样品能够恢复为直线形状。但是,值得注意的是,经过多次恢复和多达10个重复循环,将结构干燥后,VeroWhitePlus开始轻微蠕变。
《图14》

图14. 驱动结果显示了驱动和恢复过程。预驱动的样品具有笔直的形状。驱动后,它会卷曲。在恢复阶段,它再次变直。
《4. 结论》
4. 结论
在许多工程应用中,如建筑和构造、包装和物流 [31],以及生物医学应用,如食品和药物输送[32−35],采用有可逆形状变化的复杂结构将成为革命性的进步。然而,对4D打印可逆性的研究目前仍处于起步阶段。在本研究中,我们提出了一个简单的双层设计,可以实现大量的形状变化。本研究证明了4D打印过程的可逆性,以及使用可溶胀的弹性体减少可逆4D打印所需层数的可行性。了解溶胀特性可以控制弹性体的溶胀程度。在本研究中,弹性体选择了TangoBlackPlus,而溶胀率取决于温度。通过将弹性体的溶胀耦合到定型聚合物的双层结构上,我们能够使用各种参数(如温度和弹性体的层厚)控制曲率。因此,可以很好地设计定型。由于这种设计需要多材料打印机,而在当前阶段,我们仅使用了Stratasys提供的材料。将来,如果有更多可用的材料,就有可能使用可以在其他溶剂中溶胀的弹性体,从而实现实际应用。
《Acknowledgements》
Acknowledgements
This research is supported by the Singapore Centre for 3D Printing, which is funded by the Singapore National Research Foundation.
《Compliance with ethics guidelines》
Compliance with ethics guidelines
Amelia Yilin Lee, Jia An, Chee Kai Chua, and Yi Zhang declare that they have no conflict of interest or financial conflicts to disclose.
《Appendix A. Supplementary data》
Appendix A. Supplementary data
Supplementary data to this article can be found online at https://doi.org/10.1016/j.eng.2019.09.007











 京公网安备 11010502051620号
京公网安备 11010502051620号




