

《1、 引言》
1、 引言
Inconel 718(IN718)作为应用最广泛的镍基高温合金之一,由于在650 ℃ 以下具有优异的力学性能,一般用于航空航天和能源化工等行业中整体结构件的制造[1‒3]。然而,这种整体制造结构件一旦在加工过程中发生误加工损伤或者在使用过程中发生外物打伤、腐蚀或烧蚀,将使零件面临整体报废的风险,从而造成时间和经济上的巨大损失[4]。发展先进的高性能快速响应修复技术,是以整体叶盘为代表的空天发动机创新结构获得应用的重要技术保障。近年来,激光定向能量沉积(laser-directed energy deposition, LDED)技术日益成为制造学科的研究热点。其中,高价值整体结构件的高性能快速响应修复是LDED技术发展的一个重要应用方向。与传统修复技术相比,基于LDED工艺的激光修复技术具有工艺实现友好、对零件本体热影响小、修复区组织致密细小和残余应力小等优点,越来越受到工业界的关注。
发生损伤的IN718结构件经激光修复后其组织主要由两部分构成:基材区锻造组织和修复区熔覆组织[4]。在激光修复过程中,激光熔覆区的枝晶间部位会出现严重的Nb元素偏析[5]。由于共晶反应Liquid → γ + Laves,大量连续且不规则的Laves相便会在凝固末期在这个区域内生成。但是,基材区锻造组织中却不包含Laves相[6]。众所周知,Laves相作为一种硬脆的微尺度析出物,在承载过程中往往会阻碍位错运动,并导致应力集中。因此,裂纹易于在γ基体-Laves相界面处产生,从而劣化激光熔覆区的力学性能,最终引起该区域在拉伸[6]和高温持久条件下的提前断裂[7]。
Laves相的形貌、尺寸和分布对激光修复IN718高温合金的力学性能有重要影响[8]。不同于连续的条状Laves,通过短时固溶处理获得的离散颗粒状Laves相可以促进协调变形,减少应力集中,并提高力学性能。因此,Laves相的优化调控对于激光修复IN718高温合金具有重要意义。
通常来说,Laves相的调控可以通过两种方法进行。第一种方法是通过控制凝固条件(温度梯度和凝固速率)在一定程度上抑制Nb元素的偏析,进而抑制Laves相的长大[9‒12]。据报道,低温度梯度-凝固速率比值和高冷却速率有助于降低Nb元素偏析程度,减小Laves相的体积分数和尺寸,从而实现Laves相的细化[11]。然而,熔池中不同部位的凝固条件不同,并且热累积效应也会导致凝固条件随着激光修复区域高度的增加而产生变化。因此,难以在激光修复过程中获得理想稳定的凝固条件。第二种方法是通过均质化热处理来控制Laves相的溶解过程,进而实现Laves相的调控[8,13‒16]。Laves相的溶解行为与Nb元素的扩散过程密切相关。高温固溶热处理可以促进元素扩散,有效消除Nb元素偏析,并调控Laves相的形貌和尺寸[14]。在铸态IN718高温合金中,Laves相颗粒尺寸可达数十微米,将Laves相溶解到基体中非常困难[17‒19]。Miao等[19]发现在1140 ℃的热处理温度下,需要超过20 h才能完全溶解铸态IN718合金中的Laves相。此外,事实证明,合金元素之间的相互作用降低了Nb元素在IN718高温合金中的扩散速率[17],进而影响Laves相的溶解行为。Pan等[18]设计了一种温度高于1100 ℃的三步热处理工艺,用于促进Nb元素扩散和Laves相的溶解。前期研究[13]表明LDED成形IN718合金中的Laves相溶解速率要高于铸态IN718合金。即便如此,仍旧需要高于1050 ℃的温度和超过45 min的热处理时间来完全去除LDED成形IN718合金组织中的Laves相。上述后热处理工艺不可避免地会导致基材区力学性能的下降。因此,激光修复IN718高温合金的后热处理制度受到限制[2]。
本研究提出了一种原位激光热处理(in situ laser heat-treatment, ISLHT)方法,可以实现在激光修复过程中有效地调节Laves相而不影响基材区的显微组织和力学性能。研究了原位激光热处理对激光熔覆区和基材区显微组织演变的影响。此外,利用热电偶和红外摄像机对原位激光热处理过程中的实时温度分布进行了检测和表征,并揭示了原位激光热处理参数对温度分布的影响。最后,通过优化的原位激光热处理工艺参数,制备了具有细小离散Laves相颗粒的单臂墙试样。
《2、 实验条件》
2、 实验条件
激光修复实验采用等离子旋转电极工艺制备粒径范围为15~53 μm的球形IN718粉末,其化学成分如表1所示。实验前,合金粉末在120 ℃下干燥2~3 h,并在真空炉中冷却至室温25 ℃。实验基材采用锻造IN718合金,其化学成分也列于表1中。采用电火花电极切割机将合金试样切割成40 mm(长)× 2 mm(宽)× 40 mm(高)的薄板。薄板表面采用砂纸打磨以去除氧化皮,用丙酮清洗干净后吹干。
《表1》
表1 IN718粉末和基材的名义化学成分
| Materials | Element content (wt%) | |||||||
|---|---|---|---|---|---|---|---|---|
| Cr | Ni | Mo | Nb | Ti | Al | C | Fe | |
| Powder | 18.38 | 52.53 | 2.90 | 5.37 | 1.00 | 0.59 | 0.040 | Balance |
| Substrate | 19.20 | 53.42 | 3.13 | 5.40 | 1.02 | 0.51 | 0.027 | Balance |
本文提出一种原位激光热处理工艺,用于实时调控沉积过程中的Laves相。在该工艺中,使用激光在优化参数下对已沉积层进行实时热处理,如图1(a)、(b)所示。本研究中使用的激光修复和原位热处理参数如表2所示。原位激光热处理参数的选择基于以下两个标准:
《图1》

图1 示意图。(a)激光修复工艺;(b)原位激光热处理工艺;(c)测温点的位置。
《表2》
表2 激光修复和原位激光热处理的工艺参数
| Technology | Laser power (W) | Laser spot diameter (mm) | Scanning velocity (mm‧s-1) | Vertical displacement Δ | Powder feeding rate (g‧min-1) | Time of scanning (s) |
|---|---|---|---|---|---|---|
| Laser repair | 500‒700 | 1 | 8‒10 | 0.4 | 8‒10 | — |
| 150‒200 | 1 | 15‒20 | — | — | 30‒180 |
(1)参数应该能够提供足够的能量来有效地加热先前的沉积层。
(2)重熔区的深度应小于熔池深度,以保证在随后的沉积过程中可以消除重熔区。
通过光学显微镜(Keyence,日本)和扫描电子显微镜(Tescan Vega,捷克共和国)观察激光修复试样的显微结构。分析前,采用成分含量为1 g FeCl3、2 mL HCl和10 mL C2H5OH的腐蚀剂对试样表面进行腐蚀[20‒21]。这种腐蚀剂基于常用的Kalling腐蚀剂进行改良[22]。采用Image-Pro Plus软件表征不同工艺参数下原位激光热处理前后Laves相的体积分数。此外采用电子探针(Shimadzu,日本)对元素分布进行测试。
为了研究所提出的原位激光热处理工艺在调控Laves相方面的有效性,本文沉积了一个长度为35 mm、高度为15 mm的单臂墙试样。进一步地,将型号为GG-K-30的热电偶(Omega,美国)焊接到如图1(c)所示的单臂墙侧壁位置。原位激光热处理工艺过程中的实时温度分布由型号为ImageIR 8355的红外相机(InfraTec,德国)记录,并采用IRBIS3软件进行后续分析。
《3、 结果与讨论》
3、 结果与讨论
《3.1 激光熔覆区的显微组织演变》
3.1 激光熔覆区的显微组织演变
图2显示了原位激光热处理前后激光修复IN718合金的显微组织特征。未经处理的显微结构以沿沉积方向外延连续生长的柱状晶为主[图2(a)]。同时,随着熔池固-液界面处的温度梯度方向由竖直向下变为水平,熔覆层顶部的枝晶生长方向也变为水平[23]。因此,在激光熔覆层顶部形成了高度为140 μm的转向枝晶区[图2(a)]。
《图2》

图2 原位激光热处理前后激光修复IN718高温合金的显微组织特征。(a)、(c)原位激光热处理前;(b)、(d)原位激光热处理后。GB代表晶界。
原位激光热处理后,熔覆层的晶粒形貌没有明显变化,仍以沿沉积方向外延生长的柱状晶为主。在熔覆层顶部形成了一个高度为480 μm的重熔区,其显微组织与未经原位激光热处理的显微组织有明显不同。由于相对较高的冷却速度,重熔区中形成了更精细的树枝状结构。此外,由于热效应,晶界(GB)发生溶解并趋于模糊[图2(b)]。
图3(a)~(f)显示了原位激光热处理后距样品上表面1~2 mm位置处Laves相的演变。随着热处理时间的增加,Laves相的形貌由连续的条状变为离散的颗粒状。此外,Laves相的边界开始变得光滑,表明溶解行为的发生。Laves 相的体积分数基于Cavalieri-Hacquert准则[24‒25]进行定量测量,相应结果如图3(g)所示。结果表明:随着原位激光热处理时间的延长,Laves相的体积分数逐渐减小。在原位激光热处理180 s后,Laves相的体积分数比其原始状态减少了63.10%。
《图3》
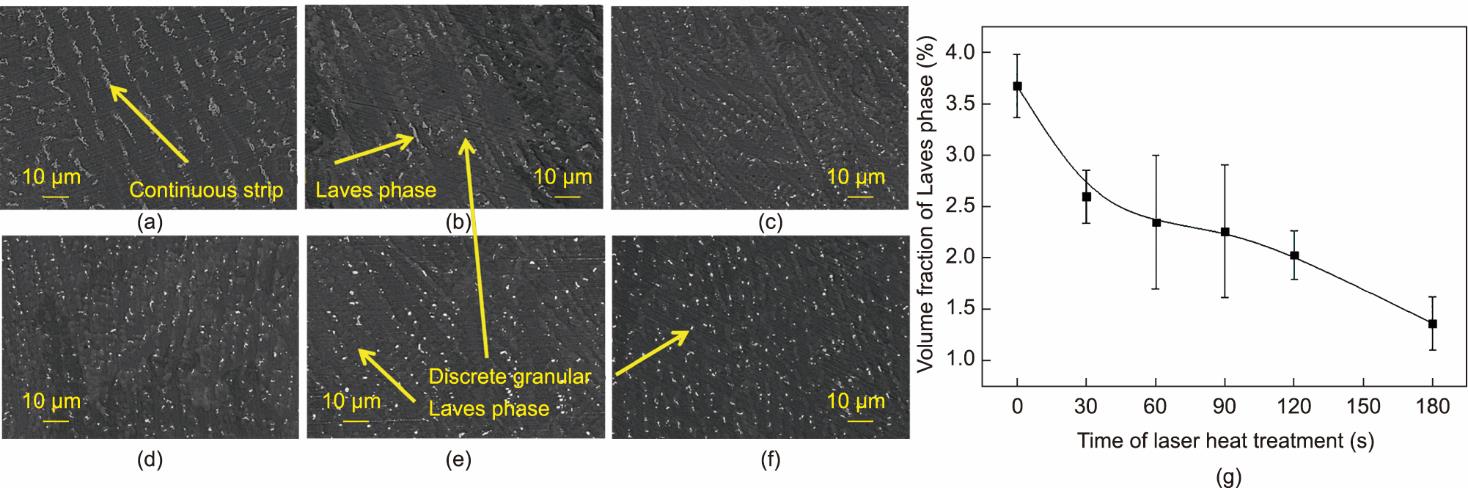
图3 原位激光热处理不同时间后Laves相的演变。(a)0 s;(b)30 s;(c)60 s;(d)90 s;(e)120 s;(f)180 s;(g)Laves相体积分数随原位激光热处理时间的演变。
《3.2 元素偏析与Laves相的溶解行为》
3.2 元素偏析与Laves相的溶解行为
图4显示了原位激光热处理后,距离试样上表面1~2 mm位置处的元素分布。众所周知,Laves相的形成与枝晶间元素,尤其是Nb和Ti元素的偏析有密切关系。在IN718高温合金中,Nb和Ti是形成强化相的主要元素。Nb和Ti的不均匀分布会导致后续时效过程中γ′和γ″相的析出不均匀,从而显著影响IN718高温合金的力学性能[8,26‒28]。在原位激光热处理过程中,热效应导致原子扩散加剧,溶质原子会从溶质富集区扩散到基体。因此,元素偏析的程度逐渐减轻[29]。在原位激光热处理30 s后,枝晶间区域内仍然存在富含Nb的“长条状”区域。而当处理时间从90 s增加到180 s时,这些“长条状”(long strip)区域逐渐变成“孤岛”(island)[图4(d)~(f)]。Ti偏析程度略低于Nb。尽管如此,富Ti区域表现出与富Nb区域相似的演化特征,如图4(c)~(f)所示。由于IN718高温合金中Al元素含量低,因此Al在原位激光热处理过程中的含量变化并不明显。
《图4》

图4 原位激光热处理后的元素分布。(a)0 s;(b)30 s;(c)60 s;(d)90 s;(e)120 s;(f)180 s。
附录A中的图S1显示了原位激光热处理60 s后Laves相的形貌。可以看出,Laves相的尖角和凹槽处优先发生溶解,并且其边缘位置开始变得光滑。产生这种现象的原因是溶解过程中曲率较小的区域具有较高的溶解度[30]。Enomoto 和Nojiri的研究[31]也表明较小的曲率可以减小第二相颗粒的溶解时间。此外,进一步观察表明,Laves相的溶解首先发生在Laves相与γ基体的界面处,以恢复元素浓度平衡。如附录A中的图S1(b)所示,在溶解过程中,长条状Laves相会从中心向内发生凹陷,并沿着黄色虚线部分进一步扩展,最终形成两个尺寸较小的离散Laves相颗粒。
《3.3 基材区的显微组织演变》
3.3 基材区的显微组织演变
原位激光热处理后基材区的显微组织演变如附录A中的图S2、S3所示。由于受到熔池底部高温的影响,靠近修复界面处基材区的显微组织会发生变化,具体表现为等轴晶粒的长大和初始第二相颗粒的完全溶解[见附录A中的图S3(a)],从而形成了一个明亮的白色区域[见附录A中的图S2(a)]。然而,在白亮区域下方的基材区内仍然存在着细小且均匀分布的纳米级γ′和γ″强化相[见附录A中的图S3(d)]。在经过不同时间的原位激光热处理之后,白亮区域及其下方的锻件晶粒尺寸与原始态相比均未发生明显变化,原位激光热处理过程的热作用并没有造成锻件基材区晶粒的长大[见附录A中的图S2(b)~(f)]。此外,在白亮区域[见附录A中的图S3(e)、(f)],由于激光修复过程而溶解的γ´和γ´´相也没有因为原位激光热处理的热作用而重新析出。这些现象表明,原位激光热处理对锻件基材区的影响很小,如果合理地控制工艺参数,就可以在不影响锻件基材区组织的前提下实现对激光修复区Laves相的局部调控。在原位激光热处理过程中Laves相的调控与温度分布密切相关。在下面章节中,将重点关注两个关键参数,即激光能量输入和原位激光热处理时间的变化和影响。
《3.4 能量输入对原位激光热处理过程中温度分布的影响》
3.4 能量输入对原位激光热处理过程中温度分布的影响
采用示差扫描量热法(differential scanning calorimetry, DSC)计算了Laves相、MC碳化物和γ基体的熔点,分别为1143 ℃、1215 ℃和1337 ℃,如附录A中图S4所示[14]。由于熔点差异较大,因此可以在不影响γ基体的情况下调控组织中的Laves相。通常在利用固溶热处理调控Laves相时固溶温度一般低于Laves相熔点50~150 ℃ [32‒33]。充分了解原位激光热处理过程中能量输入与温度分布之间的关系是局部精准调控Laves相的关键。
本文采用线能量密度[公式(1)]来衡量原位激光热处理过程中的能量输入:
(1)
式中,El代表线能量密度;P是激光功率;v是扫描速率。不同原位激光热处理工艺参数对应的线能量密度见表2。附录A中的图S5显示了不同工艺参数下不同测量点的温度变化曲线。值得注意的是,随着原位激光热处理时间的增加,所有温度曲线均呈现首先增加然后稳定的趋势。虽然由于连接问题未能成功获取第3测量点的温度数据,但仍可以从其他4个测量点中推断出清晰的关系。显然,随着线能量密度的增加,测量点的峰值温度逐渐升高[图5(a)]。其中,点1和点2的温度均满足Laves相溶解的温度要求。此外,随着与样品上表面距离的增加,温度会逐渐降低。因此,点4和点5的温度无法促使此部位的Laves相发生溶解。根据上述结果,可以估计在当前沉积层进行原位激光热处理时Laves相能发生有效溶解的区域范围。
《图5》

图5 (a)不同工艺参数条件下不同测量点处的峰值温度;(b)测量点1的温度达到相对稳定状态所需的时间。
进一步地,以点1为例统计温度达到相对稳态所需时间与线能量密度之间的关系,如图5(b)所示。可以看出随着激光功率的提高,在峰值温度提高的同时,测温点温度达到稳定状态的时间也随之减少,即更高的激光功率下试样的温度场能更快地达到稳定状态。
原位激光热处理过程中试样所经历的热效应是循环往复且不均匀的。而在这种循环加热的条件下,Laves相的溶解过程是极其复杂的,影响因素不单一。为了使Laves相的溶解能够尽量达到一个稳定的状态,试样各位置经历的热循环也相应地需要尽可能达到相对恒定状态。在这种状态下,试样的热循环曲线可以用正弦函数来描述:
(2)
式中,A = ∆T/2(∆T是一个振幅内最高温度和最低温度之间的差值)与线能量输入有关;角频率w = 2πv/L与扫描区域的长度L和扫描速度v有关;t代表时间;φ是初始相位,即t = 0时的相位;Tc是原位激光热处理过程中的平均温度。随着扫描长度的减小和扫描速度的增加,试样会吸收更多的能量,因而振幅可以很容易地保持在一个很小的范围内。在这种情况下,试样上每个点的温度可以认为接近于恒温状态,但这只是一个不可能达到的理想状态。
附录A中的图S6给出了不同工艺参数下测量点在相对稳定状态下的热循环曲线。随着距试样上表面距离的增加,测量点的温度幅度逐渐减小。此外,点4和点5的温度仅在50 °C的最大温度幅度范围内波动,而点1和点2的温度幅度则随工艺参数而变化[图6(a)]。值得注意的是,温度幅度与线能量密度之间并没有明显的相关性,但与激光功率和扫描速度密切相关。当扫描速度固定为20 mm‧s-1时,随着激光功率从150 W增加到200 W,点1的温度幅度从290 °C下降到245 °C。当激光功率固定在200 W时,随着扫描速度从20 mm‧s-1增加到30 mm‧s-1,温度幅度进一步从245 °C降低到 190 °C。点2的温度幅度表现出相同的变化趋势。因此,降低温度幅度的有效方法是同时增加激光功率和扫描速度,使测量点接近恒温状态的受热。在固定扫描区域的长度时,热循环曲线的角频率主要由扫描速度决定,扫描速度越快,角频率越大,越容易使试样受热过程稳定。
《图6》

图6 (a)不同工艺参数下热循环曲线的幅度;(b)不同线能量密度条件下不同温度区域距试样上表面的距离。
由于热电偶测温只能反映原位激光热处理过程中试样上某个点所经历的热循环。因此在反映试样整体温度分布方面有一定的局限性。而红外测温可以实时显示原位激光热处理过程中试样的温度分布,其结果可以直观地反映试样整体的温度分布。附录A中的图S7显示了不同原位激光热处理工艺参数下扫描10次之后整个测温试样的温度场,温度场图像是利用红外相机实时拍摄,之后利用高温区两个测温点的热电偶测温结果校准辐射率之后得到的。可以看出随着激光线能量密度的增加,试样整体达到的温度逐渐升高。
为了判断原位激光热处理过程重熔区的深度及Laves相可以有效溶解区域的大小,根据DSC测试及红外测温结果统计不同工艺参数下1000 °C、1100 °C及1340 °C温度点距离原位激光热处理表面的位置,结果如图6(b)所示。由于原位激光热处理过程中试样经受的是循环加热过程,因此此处反映的温度为此位置所达到的峰值温度,由此温度来判断重熔层的位置具有可行性。其中功率为200 W、扫描速度为20 mm‧s-1的测温统计结果(0.49 mm)与实验测得重熔层的深度(0.48 mm)相吻合,如图6(b)所示。
图6(b)中的黑线和蓝线之间的区域表示Laves相的溶解范围。同时,根据从黑线和蓝线获得的数据,可以确定首次采用原位激光热处理时已沉积熔覆层的高度。例如,当施加的激光功率为200 W、扫描速度为20 mm‧s-1时,温度梯度估计约为135 °C‧mm-1。为了尽量减少原位激光热处理对基体区的影响,修复界面的温度应低于620 °C(γ′相的析出温度),计算出第一次激光热处理时熔覆区的高度约为5.8 mm。
《3.5 原位热处理时间对温度分布的影响》
3.5 原位热处理时间对温度分布的影响
附录A中的图S8展示了功率为200 W、扫描速度为20 mm‧s-1的条件下激光连续扫描15~60 s后试样的实时温度分布。 可以看到,随着热处理时间的增加,整个试样的温度首先逐渐升高[图S8(a)、(b)],然后趋于稳定[图S8(c)、(d)]。由于Laves相的溶解受Nb元素扩散的控制,所以当温度相对稳定时,原位激光热处理时间的延长将有助于Laves相的溶解。
上述分析表明,本文所提出的原位激光热处理工艺可以有效地调节激光修复过程中激光熔覆区Laves相的形貌和尺寸。Laves相溶解的区域范围随着激光线能量密度的增加而增加。此外,通过增加激光功率和扫描速度可以实现相对恒定的试样温度。进一步地,原位激光热处理时间的延长也有助于调控Laves相。
《4、 原位激光热处理工艺流程》
4、 原位激光热处理工艺流程
在验证原位激光热处理对于激光修复IN718高温合金组织中的Laves相进行局部精准调控的可行性之后,本研究的最终目的是促进这种新工艺在激光修复过程中的工业应用,以改善微观偏析,得到细小颗粒状Laves相均匀弥散分布的零件。在此,对其具体工艺流程进行探讨。
工艺流程如图7(a)所示,具体步骤如下。
《图7》

图7 (a)原位激光热处理工艺流程图;(b)~(e)原位激光热处理后单臂墙试样的宏观、微观组织。
(1)准备工作:主要包括粉末、基材等的准备,将粉末提前烘干处理,基材表面打磨出金属光泽后用丙酮擦拭干净。
(2)预实验:利用红外测温等手段获取原位激光热处理参数下试样的温度场,以此来确定工艺参数及其对应的有效热处理(满足Laves相溶解的区域)高度,并结合抬升量进一步确定每次原位激光热处理前需沉积的层数N。
(3)LDED:根据工况及材料需求,在大气环境下的加工平台或具有惰性气氛保护的加工室内进行LDED实验,沉积N层制备出具有一定高度的含有Laves相的IN718合金试样;
(4)原位激光热处理:通过激光热源扫描含有长条状Laves相的IN718合金试样,实现已沉积部分的原位激光热处理,对Laves相的形貌和分布进行调控,使Laves相的尺寸和体积分数与沉积态相比都得到一定程度的降低,得到含有相对细小均匀弥散分布Laves相的IN718合金试样。
(5)判断:判断原位激光热处理后试样尺寸是否达到预定尺寸,若没有,则返回重复步骤3和步骤4,直到成形零件尺寸达到预定要求。
(6)输出:目标件自然冷却至100 ℃以下后,将其取出,最终得到整体含有相对细小均匀弥散分布Laves相的IN718高温合金试样。
采用上述工艺流程,制备了一个长度为25 mm、高度为8 mm的单壁墙试样。其中,原位激光热处理工艺参数为:激光功率200 W、扫描速度20 mm‧s-1,每成形三层进行一次180 s的原位激光热处理。得到试样的宏观、微观组织如图7(b)~(e)所示。从图7(b)可以看出,整体成形的单壁墙试样具有组织连贯性,柱状晶贯穿熔覆层呈现外延生长的趋势。在图7(c)~(e)中观察到原位激光热处理工艺下试样不同位置Laves相均呈现颗粒状,且均匀弥散分布在枝晶间区域。上述结果进一步验证了本文所提出的原位激光热处理工艺在激光修复过程中的可行性。
《5、 结论》
5、 结论
本文提出了一种可用于激光修复过程中的原位激光热处理方法,可以在不影响锻件基材区组织性能的前提下实现激光修复区中Laves相形貌、尺寸及分布等特征参数的局部精准调控,经研究得出以下主要结论:
(1)原位激光热处理工艺可以有效调控Laves相。Laves相的形态从连续的条状变为离散的颗粒状,体积分数随着原位激光热处理时间的延长而显著降低。当原位激光热处理180 s后,Laves相的体积分数比其原始状态下降了63.10%。
(2)原位激光热处理试样的温度场由激光能量输入和激光扫描持续时间决定。试样的温度随着线能量输入的增加而增加,并且更高的线能量输入有利于试样温度更快地达到相对稳定的状态。在相同的线能量输入下,随着原位激光热处理时间的延长,试样的温度逐渐升高并趋于稳定。
(3)当用正弦函数描述原位激光热处理过程中的热循环曲线时,试样温度场的稳定性由热循环曲线的幅值和角频率共同决定。温度幅度随着激光功率和扫描速度的增加而减小。角频率与扫描区域的长度和扫描速度有关。扫描区域长度越短,扫描速度越快,角频率越高。
(4)建立了原位激光热处理在激光修复过程中的工艺流程图,并成形了长度为25 mm、高度为8 mm的单壁墙试样,整体试样内部Laves相的形貌及分布都得到了一定程度改善,Laves相发生明显溶解,由连续长条状向离散的颗粒状转变。











 京公网安备 11010502051620号
京公网安备 11010502051620号




