
《1.Introduction》
1.Introduction
The term “process industry” refers to elementary raw material industries such as petroleum, chemical engineering, steel, nonferrous metals, and building materials; these are fundamental industries for the national economy, and are important in supporting momentum for the sustainable growth of the economy of the world’s manufacturing power. After decades of development, the level of manufacturing techniques, equipment, and automation in Chinese process industries has been greatly improved. China has now become one of the largest manufacturing countries in the world, with the most comprehensive range of categories and the largest scale of production. In China, the equipment used in some industrial units is comparable to or even more advanced than that used in developed countries.
Although significant developments and improvements have been made in the Chinese process industry in recent decades, a gap still exists between the domestic and international advanced levels in terms of overall production effectiveness. In addition, our innovation ability needs to be promoted due to restrictions in resources, energy, and environmental protection, which are manifested in the following aspects: ① severe structural overproduction problems (oversupply of some products); ② a lack of knowledge-based automation in management and marketing; ③ a low utilization rate of resources and energy; ④ a lack of high-end production (i.e., equipment, technique, and production); and ⑤ high pressure in efficiency and environmental safety. In general, the Chinese process industry exists on a large scale, and has a huge consumption of resources and energy, making it one of the main battlefields for supply-side structural reform and for green development in the manufacturing industry.
The manufacturing industry has shown a recent tendency to merge with information technology [1]. A number of developed and developing countries are accelerating their strategic plan for and layout of smart and optimal manufacturing (Fig. 1). For example, the US Smart Manufacturing Leadership Coalition presented the Smart Process Manufacturing roadmap, a framework and route to implement smart process manufacturing in the 21st century [2]; this roadmap aims to realize industrial upgrading and transformation via the optimization of manufacturing processes, driven by knowledge. Germany has proposed the concept of smart manufacturing to realize the Fourth Industrial Revolution, that is, Industry 4.0—a revolution that deeply integrates information and communication technology with manufacturing technology [1], and aims to achieve seamless integration and cooperation among products, equipment, humans, and organizations [3]. In this context, in order to realize innovation and revolution in the manufacturing industry in the era of the “new industrial revolution,” China presented the Made in China 2025 strategy [4], and proposed the idea of “innovative, coordinative, green, open, and shared development.” Then, in 2016, Chinese Premier Li Keqiang clearly pointed out in the Report on the Work of the Government: “In the course of economic development, it is only natural that old drivers of growth are replaced by new ones” [5]. As the process industry is an important component in the national economy, this is a crucial period for its development. As pointed out in Ref. [5], we should “use network-based information technology and other modern technologies to drive changes in models of production, management, and marketing, create new industry chains, supply chains, and value chains, and transform and upgrade conventional drivers, thus injecting them with new vitality” [5].
《Fig. 1》
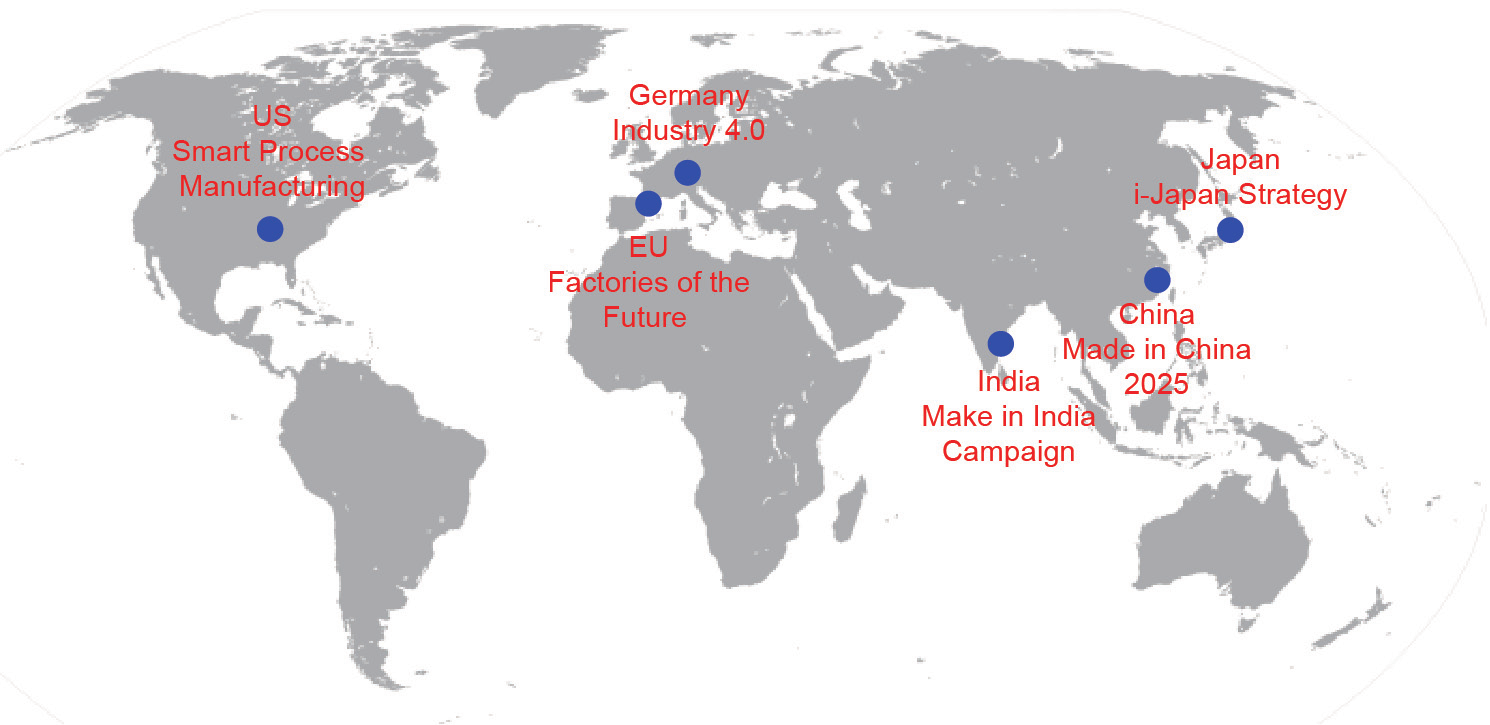
Fig. 1. Revitalization programs for the manufacturing industry proposed by several countries around the world.
Motivated by the context discussed above, this paper reviews the problems in the existing manufacturing mode of the process industry. In order to solve the restriction problem of resources, energy, and environmental protection, and to increase efficiency in manufacturing, we propose that the process industry must implement the Made in China 2025 development strategy [4]. In other words, the Chinese process industry must make use of modern information technology, with the goal of achieving efficient, green, and smart processes in manufacturing and marketing. In addition, based on technological process optimization and the whole-process optimization of production, management, and marketing, we must promote smart, optimal, green, and high-end manufacturing, which is of great importance in accelerating improvements in quality and effectiveness. It is also important toward transformational development in the Chinese manufacturing industry, and especially in the Chinese process industry.
This paper is composed of the following sections: Section 2 introduces the background and current status and challenges for smart and optimal manufacturing in the process industry. Section 3 provides a vision for smart and optimal manufacturing in the process industry. Section 4 describes the scientific problems and key technologies for smart and optimal manufacturing in the process industry, and Section 5 provides conclusions and prospects.
《2.Background and current status and challenges for smart and optimal manufacturing in the process industry》
2.Background and current status and challenges for smart and optimal manufacturing in the process industry
《2.1. Background》
2.1. Background
Several industrial revolutions have occurred in human history (Fig. 2) [6]; each revolution greatly improved productivity and promoted economic development. The First Industrial Revolution was based on the technologies of steam engines and mechanical feedback speed controllers. In the Second Industrial Revolution, electric power replaced traditional power, and the electrical control system was developed as the core technology. In the Third Industrial Revolution, engineering technologies such as the programmable logic controller and the distributed control system promoted industrial production [7].
《Fig. 2》

Fig. 2. Four stages of industrial revolution [6].
Today, developed countries such as Germany have proposed a Fourth Industrial Revolution: Industry 4.0. One of the key points of Industry 4.0 is the construction of cyber-physical systems (CPSs) [7–10]. A CPS is a multi-dimensional, complicated system in a computing, networking, and physical environment that realizes real-time sensing, dynamic control, and the information service of large engineering systems. It is based on the inherent natural integration and cooperation of the “3C” technologies: computers, communication, and control [7–10]. CPS realization can achieve the integration of computing, communication, and physical systems, thus enhancing the reliability, efficiency, and timeliness of large engineering systems. Therefore, the CPS presents a wide-ranging and significant prospect for practical applications. Specifically, a CPS includes ubiquitous environmental awareness and embedded computing, communication, and networked control; these factors grant physical systems the capabilities of computing, communication, precise control, remote cooperation, and autonomy. In addition, a CPS focuses on the close integration and coordination of computing and physical resources; such integration and coordination have been widely applied to various intelligent systems, such as device interconnection, smart homes, robots, intelligent navigation, and so forth [7–10].
《2.2. Current status and challenges》
2.2. Current status and challenges
Based on current manufacturing modes, the challenges for the process industry in China can be summarized as follows. The process industry is set up as a hierarchical structure that is composed of different functional layers. We analyze these layers separately in the following discussion.
(1) In the layer of capital-flow-oriented decision-making:
• Supply chain management is not properly linked with equipment-running characteristics [11,12].
• The industry chain distribution does not match the market demand.
• The level of knowledge-based automation is low.
• There is a lack of prompt decision-making mechanisms that respond quickly and proactively to market changes.
(2) In the layer of material-flow-oriented production operation:
• The resource utilization rate needs to be increased further.
• The operating level of fine-grained optimization is not satisfactory.
• The current cognitive competence is insufficient for the analysis and synthesis of high-end manufacturing-oriented structural activity in the process flow and operating mode.
• Virtual manufacturing technology is absent.
(3) In the layer of energy-flow-oriented efficiency and environmental safety:
• Technologies related to the comprehensive utilization of energy require development.
• Life-cycle assessments for safety and environmental footprint monitoring, along with tracing analyses and risk control, are absent for waste water, waste gases, and waste solids [13,14].
• Information-integrated monitoring and risk prevention for the circulation trajectory of high-risk chemicals is lacking.
(4) In the layer of information-flow-oriented information sensing and integration:
• Material properties and some special parameters that are required during manufacturing procedures cannot be obtained quickly.
• Insufficient applications are available for the monitoring of logistics trajectories via big data, the Internet of things, and cloud computing for the optimization of production, management, and marketing.
• Information system integration requires enhancement in the context of various information-based systems.
Stemming from the above analysis, it can be seen that smart and optimal manufacturing in the process industry is confronted with three major difficulties, as described below. These difficulties are common around the world; thus, research at home and abroad are almost at the same level.
(1)Since the properties of raw materials are variable and hard to detect, and since manufacturing procedures include complicated physicochemical reactions, it is difficult to describe the production process using precise mathematical models. This makes the task of digitalization difficult to realize.
(2)Unlike the discrete manufacturing industry, the process industry contains multiple mutually coupled processes during its manufacturing processes. The optimization of these processes comprises a mixed, multi-objective, multi-measurable, dynamic, and conflicting optimization problem.
(3)The existing information-based network architecture cannot provide a self-sensing, self-computing, self-organizing, and self-maintaining method for the decision-making optimization of production and management.
Therefore, the development patterns of Industry 4.0, which are tailored for the discrete manufacturing industry, are not completely suitable for smart and optimal manufacturing in the process industry.
《3.A vision for smart and optimal manufacturing in the process industry》
3.A vision for smart and optimal manufacturing in the process industry
Smart and optimal manufacturing in the process industry, which includes efficient, green, and smart manufacturing, aims to realize four goals in relation to the layer of engineering technology:
(1)Digitization—to build digital factories for petrochemical enterprises via big data technology, and to achieve virtual manufacturing by combining process mechanisms;
(2)Intellectualization—to fully exploit mechanisms and expert knowledge, and to utilize knowledge-based automation technology in order to realize smart manufacturing and decision-making in enterprises;
(3)Cyberization—to develop CPS-based smart devices, and to realize distributed networked manufacturing based on the Internet of things and the mobile Internet [15]; and
(4)Automation—to achieve automatic sensing information via modern control technology, and to realize autonomous control by responding proactively to the demand change.
At the same time, smart and optimal manufacturing in the process industry also aims to realize four goals in relation to enterprise production and operation:
(1)Agility—to quickly respond to market change, and to realize dynamic resource allocation and flexible manufacturing in enterprises;
(2)High efficiency—to realize the whole-process optimization of enterprises’ manufacturing, management, and marketing operations, thereby achieving the real-time dynamic optimization of manufacturing modes;
(3)Environmental sustainability—to realize life-cycle monitoring of the environmental footprint of and hazardous chemicals manufactured in the process industry, thereby achieving the comprehensive utilization of resources and the near-zero emission of pollutants [16,17]; and
(4)Safety—to ensure the intrinsic safety of the manufacturing process as well as enterprise information security, and to realize the safe running of manufacturing processes by means of fault diagnoses and self-healing control techniques.
In recent years, the process industry in China has made considerable progress in terms of process equipment, operation techniques, and management decision-making. However, several difficult problems need to be solved regarding plant-wide and life-cycle data sensing; multi-system collaborative and advanced control; agile supply chain management; and safety and environmental-related monitoring, tracing, and diagnosis. Therefore, in the “Internet Plus” era, the goal for smart and optimal manufacturing in the process industry is to promote efficient, green, and smart production by optimizing the whole process of production, management, and marketing by fully blending human knowledge with existing physical manufacturing systems (Fig. 3). This goal can be achieved by means of modern information techniques such as big data, cloud computing, mobile communication, human-computer interaction and knowledge-based automation, and virtual manufacturing. In summary, it is important to realize not only equipment intellectualization in the manufacturing process, but also the adaptive intellectualization of manufacturing flow, operating mode, and management mode, which aims to maximize economic and social benefits.
《Fig. 3》
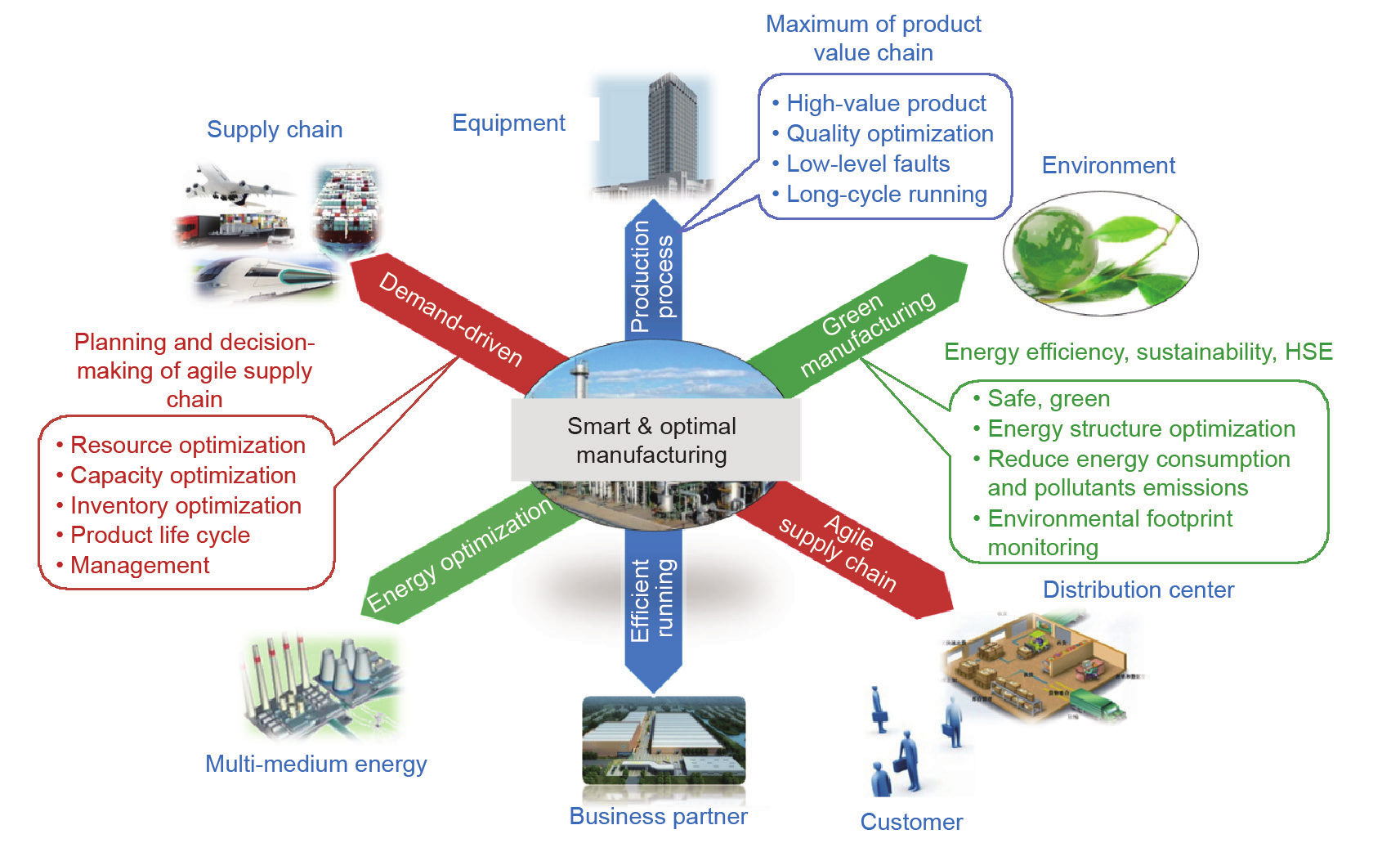
Fig. 3. Three dimensions of smart and optimal manufacturing (this figure and some opinions are inspired by Implementing 21st Century Smart Manufacturing from Smart Manufacturing Leadership Coalition). HSE: health, safety, and environment.
In order to realize the reform of the production, management, and marketing modes in the process industry, and to promote new momentum for development, we should focus on researching the fundamental science and key engineering techniques related to the process industry. In addition, we should develop a batch of key technologies that greatly impact intelligent sensing, information integration, knowledge-based automation, and optimal operation of the production process. These technologies will offer technical support allowing China to seize international advanced manufacturing techniques and to fortify our foundations for the disciplined development of advanced manufacturing and the cultivation of high-level talents.
《4.Scientific problems and key technologies for smart and optimal manufacturing in the process industry》
4.Scientific problems and key technologies for smart and optimal manufacturing in the process industry
Regarding the layers of the process industry related to information sensing, operational decision-making, production operation, efficiency, and environmental safety, we now identify the scientific problems, fundamental theories, and key technologies for smart and optimal manufacturing in the process industry, in a demand-driven and application-oriented manner. Fig. 4 presents the details of this discussion.
《4.1. Pressing scientific problems》
4.1. Pressing scientific problems
The following scientific problems affect smart and optimal manufacturing in the process industry (Fig. 4).
《Fig. 4》

Fig. 4. The framework of fundamental theories and key technologies for smart and optimal manufacturing in the process industry.
4.1.1. Intelligent sensing and the integration of information of the whole process, including production and management
It is widely recognized that a large amount of real-time information is needed for optimal regulation of production and optimal decision-making in operation management in factories within the process industry. We currently face the difficulty of how to realize the whole process of raw material supply, production operation, and product marketing, as well as the fast acquisition and information integration of life-cycle resource properties and special parameters. Therefore, the fast detection of the attributes of raw materials and products, the monitoring of logistics circulation trajectories, and the online detection of key process variables are the premises or bases for the realization of smart and optimal manufacturing in the process industry.
4.1.2. Knowledge-driven decision-making for planning, and management in the production process
The core of this scientific problem is how to reform management modes by deeply integrating our knowledge of market and equipmentrunning characteristics. An enterprise’s production plan carries various uncertainties. The purchase price of the raw material and the market demand are variable, creating a challenge for decision-making in production operation and operation management. At present, raw material purchases are not closely related to the running characteristics of the equipment, and there is a gap between production and demand. Modern information technologies, such as big data and knowledge-based automation, provide opportunities to optimize decision-making in the planning and management of the production process.
4.1.3. Human-cyber-physical interaction-based plant-wide collaborative control and optimization
In the process industry, the manufacturing process usually adopts a hierarchical structure that is composed of different functional layers, such as an economy-optimization layer, a planning and scheduling layer, an advanced control layer, and a basic control layer. Although some key technical problems such as production, marketing, and management-control connections have been solved, the premise behind conducting operation optimization in this hierarchical mode is the “steady-state hypothesis.” The question of how to coordinate the operation of each part in the system comprehensively, according to the dynamic real-time running conditions of the practical process, becomes the core of optimal regulation in the production process. To solve this problem, we need to deeply integrate the transformation mechanism of the substance with the operation information of the equipment, thus building a representative relationship of the process value chain and realizing plant-wide collaborative control and optimization in the production process.
4.1.4. Life-cycle safety, environmental footprint monitoring, and risk control
The process industry generates plenty of chemical pollutants, which are emitted as waste water, waste gas, waste residue, or even hazardous chemicals. However, measures to supervise hazardous chemicals in China are not fully in place at present, resulting in frequent accidents involving hazardous chemicals. Such accidents are due to the absence of life-cycle safety, environmental footprint monitoring, and risk control. Therefore, the question of how to reach breakthroughs in fundamental theories and key technologies in life-cycle safety, environmental footprint monitoring, tracing analysis, and risk control, using new methods and techniques such as sensing, detection, control, and tracing analysis, is imperative for the realization of green production in the process industry.
《4.2. Fundamental theories and key technologies to achieve》
4.2. Fundamental theories and key technologies to achieve
Given the abovementioned scientific problems, we should focus on solving and achieving breakthroughs in the following fundamental theories and key technologies (Fig. 4).
4.2.1. In-situ detection and plant-wide ubiquitous sensing of special parameters
A large amount of information is needed for agile decision-making in crude oil procurement and production planning, and for the precise operation of manufacturing regulation in petrochemical enterprises. Fundamental theories and key technologies that should be investigated in this context include:
- (1)Material component and product morphology-oriented, lossless, and in-situ detection methods and units;
- (2)A self-organizing physical network that integrates field-level and efficient information acquisition with process sensing.
- (3)A rapid detection method for the properties of hazardous chemicals and for the characteristics of waste water, waste gases, and waste solids; and
- (4)An online monitoring method for energy measurement, key equipment status, logistics trajectory, and product quality;
4.2.2. Unified representation and distributed processing that includes multi-source and multi-scale information
Current information-sensing and integration technologies do not have the capability to support the decision-making and running management of an enterprise in the context of big data [18,19]. Therefore, it is necessary to achieve breakthroughs in the following fundamental theories and key techniques:
- (1)Model construction and standardization of cross-domain multi-dimensional heterogeneous information;
- (2)An intelligent system inference engine that combines modeling with knowledge.
- (3)A collaborative computing mode combining edge computing and cloud computing; and
- (4)Interoperating mechanisms and knowledge reasoning of wide-range interconnected information;
4.2.3. Knowledge-driven resource optimization and independent decision-making
In the context of global economic integration, operation decision making in an enterprise must respond quickly to market changes using big data technology. The fundamental theories and key techniques that need to be solved include:
- (1)The modeling and visualization of large-scale supply chains and product-circulation trajectories based on the Internet of things;An optimization model for large-scale planning that integrates the
- (2)process mechanism with operating information; Self-organizing reconstruction of the decision process using knowledge;
- (3)A quick response mechanism for supply chain decision-making and optimal decision-making based on knowledge of the features of the market and of devices.
- (4)Dynamic resource allocation under uncertainty; and
4.2.4. Smart production management for enterprises driven by big data
The current multi-service management systems in enterprises within the process industry lack automation and integration, and their performance strongly depends on experienced workers. This situation leads to a series of problems, such as low management efficiency and error-prone decisions. Therefore, the following fundamental theories and key techniques should be solved:
- (1)A management mode that coordinates multiple services such as resources, safety, and energy [17];
- (2)The evolution and deep learning of management knowledge via big data techniques;
- (3)Risk evaluation and the analysis of management decision making using big data techniques; and
- (4)Performance evaluation of production and operation, based on an integration of knowledge and models.
4.2.5. Multi-dimensional intelligent modeling of the production process
In order to achieve plant-wide, dynamic, multi-objective, and optimized regulation and control, the manufacturing process in the process industry requires deep integration of process mechanism knowledge with operation experience. Modeling is the key to achieving this goal, and the following fundamental theories and key techniques need to be solved:
- (1)High-end manufacturing-oriented feature analysis and modeling of the substance transformation process;
- (2)Visualization of the production process and virtual manufacturing.
- (3)Performance characterization of the operating status; and
- (4)Plant-wide structure-function relationship analysis of the integration of the mechanism and data;
4.2.6.Value-chain-oriented cooperative control and optimization
Although advanced enterprises own systems for scheduling, real time optimization, and advanced control, there is a lack of information feedback between different layers. In particular, the scheduling and advanced control are still in an open loop, and the objectives of the process control layer and optimal decision-making layer often conflict [11,12]. Therefore, the following fundamental theories and key techniques should be solved:
(1)Closed-loop collaboration between process control, real-time optimization, and schedule decision-making;
(2)Intelligent control and multi-objective cooperative optimization based on knowledge; and
(3)Intelligent monitoring, abnormal condition diagnosis, and self-healing control of the manufacturing process.
4.2.7.The integration of green processes and the optimization of multi-medium energy
A large amount of energy is consumed and generated by the process industry [15,16]. However, the current extensive management and operation mode has led to a great deal of energy waste. Therefore, we need to focus on researching theories, methods, and technologies for the comprehensive utilization of energy and for the integration of green processes. Such theories, methods, and technologies have the following characteristics:
(1)Multi-medium optimization and a graded use of energy based on cooperation between supply and demand;
(2)Cross-time/space comprehensive utilization of energy, which integrates the operation properties of the market and of the equipment;
(3)Knowledge-based process reengineering and intrinsic safety design; and
(4)Comprehensive integration of green design with manufacturing processes.
4.2.8. Footprint monitoring, tracing analysis, and risk control of life-cycle safety and the environment
As safety is the top priority in the manufacturing and management of industrial enterprises, the monitoring of hazardous chemicals and environmental footprints has attracted more and more attention recently [13,14]. The theoretical methods and techniques that need to be investigated include:
- (1)Life-cycle footprint monitoring and tracing analysis in industrial manufacturing;
- (2)Flow-path tracking, tracing analysis, and information-network integration of high-risk raw materials and hazardous chemicals;
- (3)A recycling-based comprehensive utilization of waste and the minimization of the environmental footprint;
- (4)Boundary management and risk prevention of high-risk compounds in enterprises; and
- (5)Dynamic evolution and independent control of safety performances and environmental sustainability in the production process.
《5.Conclusions》
5.Conclusions
Important challenges still exist regarding the fundamental theories and engineering techniques that are required to realize smart and optimal manufacturing in the process industry by deeply integrating informatization and industrialization. For example, firstly, operating decision-making, the structural configuration of resources and energy, and control system commands for production planning, scheduling, and optimization still depend on personal experience. This situation is far from the realization of the whole-process optimization of overall operational behaviors. Secondly, research into production technology and the development of new products is still at the stage of production testing and experimental testing; we are thus far from realizing virtual manufacturing. In addition, physical devices, information, and society should be more deeply integrated in order to promote smart and optimal manufacturing in the process industry, as such manufacturing aims to improve employee performance, ensure efficiency and environmental safety, and produce positive social benefits.
Therefore, this paper systematically reviewed the current disadvantages facing smart and optimal manufacturing in the process industry. We should combine the features, current status, and challenges of the process industry in order to establish an innovative platform, form research and project teams, and promote a demonstrative project for smart and optimal manufacturing. In particular, our target is to realize the intellectualization of manufacturing processes and operation decisions by concentrating on key manufacturing processes with high energy consumption. Strategies include developing systems with advanced control, real-time optimization of planning and scheduling, fault alerts, supply chain management, and so forth. This paper only discussed the process industry in China; however, due to the current irreversible globalization trend and to the common limitations that developed countries are encountering in the process industry, the conclusions in this paper can be extended to the process industry across the world.
《Acknowledgements》
Acknowledgements
This research was supported by the National Natural Science Foundation of China (61333010, 61590923, 61422303). Some ideas in this research originated from the discussions in the No.157 “Shuangqing” Forum hold by the National Natural Science Foundation of China. The authors express the sincere thanks to the National Natural Science Foundation of China and the experts in the Forum.
《Compliance with ethics guidelines》
Compliance with ethics guidelines
Feng Qian, Weimin Zhong, and Wenli Du declare that they have no conflict of interest or financial conflicts to disclose.











 京公网安备 11010502051620号
京公网安备 11010502051620号




