

《1. Introduction》
1. Introduction
The equipment manufacturing industry is often the strategic industry of a country, and promotes the core competitiveness of that country’s manufacturing industry. Bearings are the most important component of nearly all mechanical equipment, as they guarantee the steady running of the equipment. Thus, bearings play a key role in the rapid development of China’s high-end equipment manufacturing industry. With China’s rapid industrial development and the full promotion of the national strategy, Made in China 2025, the requirements for bearings have become stricter, and include criteria such as a long service life and high stability at a high running speed. Therefore, many development programs—such as the 13th Five-Year Plan for the engineering industry, the plan for the adjustment and upgrading of the steel industry, and the plan for the standardization and promotion of high quality in the equipment manufacturing industry—have directly indicated that the development of bearings and bearing steel must be a priority.
There are nearly 1400 bearing manufacturing enterprises in China, including Luoyang LYC Bearing Co., Ltd., Wafangdian Bearing Croup Co., Ltd., Harbin Bearing Manufacturing Co., Ltd., Changzhou Renben Bearing Co., Ltd., and Tianma Bearing Group Co., Ltd. China has become the top bearing manufacturer in the world in terms of sales volume and output [1]. Statistical results on bearing output reveal that from January 2017 to November 2017, 4.758 billion sets of bearings were manufactured in 122 of the main manufacturing enterprises of China. However, mediumto low-end bearings are still the major products; most of the high-end bearings used in China are still imported. The manufacturing level of high-speed trains in China has reached the most advanced level in the world, as illustrated in Fig. 1(a). However, the bearing used in the key parts of a high-speed train is still imported. The same is true for the manufacturing of other equipment, such as tunnel-boring machines [2] (Fig. 1(b)), highpower wind turbines, and more. This shortage significantly retards the domestic production of high-end equipment in China.
《Fig. 1》

Fig. 1. Examples of high-end equipment manufactured in China include (a) high-speed trains and (b) tunnel-boring machines.
The material is the basis of any part. Thus, in order to achieve a high-quality bearing, the steel it is made of must first be considered. The performance of bearing steel is the critical factor that determines the bearing performance. Therefore, improving the properties of bearing steel is both the ambition of material researchers and the expectation of manufacturing industry. In 2009, Svenska Kullagerfabriken (SKF) cooperated with the University of Cambridge to establish a technical center, with the aim of developing the next generation of bearing steel [3]. The director of the center is Sir Harry Bhadeshia, who developed nanostructured bainite (NB) steel with Prof. F.G. Caballero [4]. This indicates that the famous bearing enterprise of SKF has recognized NB steel as a potential candidate for manufacturing bearings. In recent years, great progress has been made in research on nanostructured bainitic bearing steel (NBBS), particularly in China. In this article, we summarize the development of NBBS, and compare the advantages and disadvantages of NBBS with those of conventional bearing steel. We also present a perspective and further research directions for NBBS.
《2. Development of bearing steel》
2. Development of bearing steel
The application of bearings is several centuries old. The material used to manufacture bearings has undergone a series of changes, from the initial wood and stone, to copper and iron, and finally to steel. Now, steel is the main material that is used to manufacturing bearings.
《2.1. Development of conventional bearing steel and its advantages and disadvantages》
2.1. Development of conventional bearing steel and its advantages and disadvantages
High-carbon chromium bearing steel is the most widely used material for bearings, ever since its development in 1905 [5], and it still occupies more than 80% of the market. To improve the service life of bearings under impact conditions, carburizing bearing steel was developed. The typical carburizing bearing steel is G20Cr2Ni4 steel. These two kinds of conventional bearing steel dominate the bearing industry.
The matrix microstructure of a conventional bearing is martensite containing a small amount of retained austenite and cementite, as shown in Fig. 2(a). This high-carbon martensitic microstructure possesses high levels of strength and hardness, resulting in an excellent wear resistance and rolling contact fatigue (RCF) resistance. These properties guarantee the wide application of this material. However, the disadvantages of a martensitic bearing, such as low toughness, high hydrogen embrittlement, and residual tensile stress after heat treatment, result in a short service life when a component made of this material is operated in impact-loading and adverse environments [6].
Since 1954, researchers have carried out austempering treatment on high-carbon chromium bearing steel, and have obtained lower bainitic bearings. The microstructure of GCr15 steel after the austempering treatment is shown in Fig. 2(b). The hardness of the lower bainitic microstructure is slightly less than that of the tempered martensitic microstructure. However, the toughness of the lower bainitic microstructure is nearly three times greater than that of the tempered martensitic microstructure [7]. Compared with the tempered martensitic bearing, the lower bainitic bearing exhibits better wear resistance and fatigue performance. The residual stress on the surface of the lower bainitic bearing is compressive stress, which can retard fatigue crack propagation. Moreover, austempering treatment can eliminate the microcracks formed during the quenching process [7,8]. Therefore, lower bainitic bearings have been used in rolling mills and train rails [9]. Ref. [10] describes lower bainitic bearing steel in detail, so that information is not repeated in this article.
《Fig. 2》
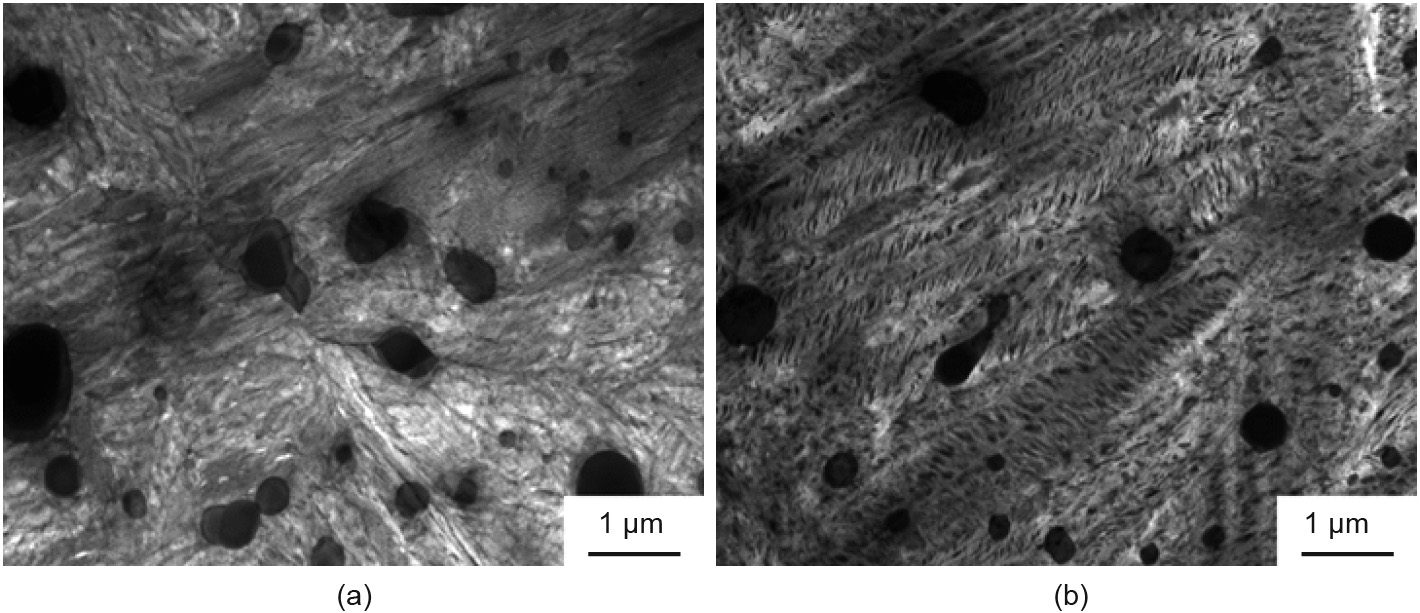
Fig. 2. (a) Martensitic microstructure and (b) lower bainitic microstructure obtained with GCr15 steel.
《2.2. Development of NBBS and its applicability》
2.2. Development of NBBS and its applicability
It is well known that nanocrystalline metals have unique mechanical properties such as high strength and increased ductility [11]. Extensive investigations have been carried out in this field [12,13]. Severe deformation is the main method of obtaining nanograined metals [14,15], which makes it difficult to obtain bulk nanocrystalline metal that can be used to manufacture large structural components.
NB steel, which can be obtained via heat treatment alone, is recognized as the first bulk nanostructured metal [16], and has gained a considerable amount of attention since its development by Caballero et al. in 2001 [4]. A great deal of research work has revealed that this kind of NB steel not only possesses a hardness that is comparable to that of martensitic steel, but also exhibits a higher level of toughness than that of traditional lower bainitic steel. The typical NB microstructure is shown in Fig. 3(a). It can be seen that the plate thickness of the bainitic ferrite is about 30–70 nm, with film-like retained austenite between them. In China, Wang et al. [17] first studied the NB microstructure in 2005. In 2008, Zhang et al. [18] creatively developed a novel method for the development of an NB microstructure in the surface layer of carburized steel. The carburized steel was austempered at a low temperature that was greater than the martensite start (Ms) temperature of the surface, but lower than the Ms temperature of the interior, as shown in Fig. 4. In this way, the NB microstructure was obtained on the surface and low-carbon martensite was obtained in the center. This microstructure combination exhibited a higher wear resistance and a higher fatigue life for rolling contact [19,20]. Zhang et al. considered this technique to be suitable for manufacturing steels for high-end bearings and gear, which should be beneficial in improving the manufacturing level of bearings in China. Bhadeshia [8,21] considered this study to auger well for the development of case-hardening technology based on NB. Until 2014, Solano-Alvarez et al. [22] proved that that the NB steel is suitable for manufacturing rolling bearings.
《Fig. 3》
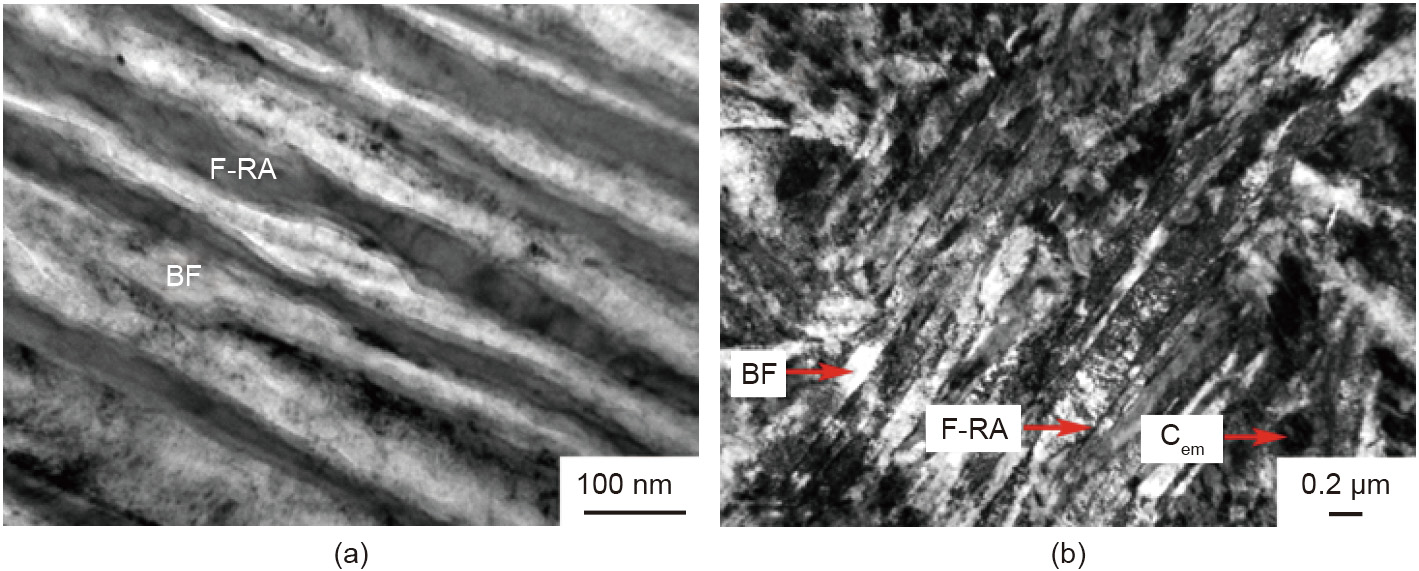
Fig. 3. Typical microstructure in (a) common high-carbon NB steel and (b) NBBS. BF: bainitic ferrite; F-RA: film-like retained austenite; Cem: cementite.
《Fig. 4》

Fig. 4. Variation of carbon content and the corresponding Ms temperature with depth from the top surface of carburized steel.
In recent years, NB steels have been developed that are suitable for manufacturing bearings. Fig. 3(b) shows the typical microstructure of NBBS. In comparison with the typical NB microstructure (Fig. 3(a)), there is residual cementite within the NBBS microstructure. Table 1 summarizes the chemical composition of NBBS [18,22–33], including carburized steel in the top half of the table and high-carbon bearing steel in the bottom half. As Table 1 shows, in order to obtain the NB microstructure and suppress the precipitation of cementite during bainitic transformation, the concentration of silicon (Si) and aluminum (Al) in these steels is higher than in the lower bainitic bearing steel reported in Ref. [10]. Moreover, adding Al can increase the difference in free energy between the austenite and ferrite, and then accelerate the bainitic phase transformation [34,35]. Previous studies have revealed that Al improves the performance of a bearing in adverse conditions by effectively reducing the hydrogen embrittlement sensitivity and increasing the stress corrosion resistance of bainitic steel [36–38].
《Table 1》
Table 1 Specified composition of NBBS
C: carbon; Mn: manganese; Cr: chromium; Mo: molybdenum; Ni: nickel; Cu: copper; W: tungsten; N: nitrogen.
Two kinds of NBBS—namely, G23Cr2Ni2Si1Mo steel and GCr15Si1Mo steel—have recently been used to manufacture bearings, such as large bearings for high-powered and wind-driven generators and other heavy-duty equipment, as shown in Fig. 5. These bearings exhibit excellent performance and have been accepted by the bearing industry. In 2016, these two NBBSs were included in the national standards of China, ‘‘GB/T 3203—2016 Carburizing steel for bearing,” and in the industry standards of China, ‘‘YB/T 4572—2016 bearing steel rolling ring and blank,” for the first time [39,40]. The heat-treatment process of NBBS was included in the national standard of China, ‘‘GB/T 34891—2017 Rolling bearings—Parts made from high-carbon chromium bearing steels—Specifications for heat-treatment” [41]. Thus, NBBS can now be widely used in the manufacturing of bearings. The exploitation of NBBS is considered to be an epoch-making technology, and this kind of bearing has been termed ‘‘the second generation of bainitic bearing” by the bearing industry. This achievement promotes the progress of China’s bearing manufacturing industry, as China leads the world in the development of NBBS.
《Fig. 5》
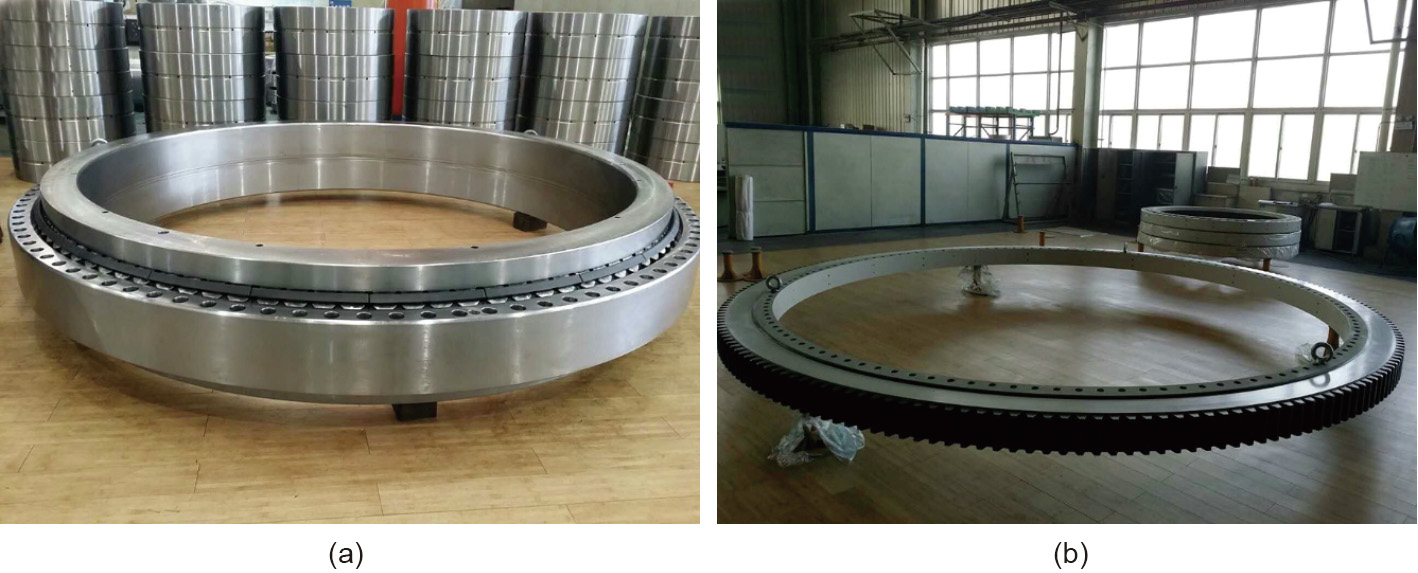
Fig. 5. (a) The mainshaft bearing and (b) the pitch bearing for a high-power wind turbine, made by Luoyang LYC Bearing Co., Ltd. The external diameter and aperture diameter of the mainshaft bearing are 3200 mm and 2620 mm, respectively, and those of the yaw bearing are 5107 mm and 4420 mm, respectively.
《3. Advantages and disadvantages of NBBS》
3. Advantages and disadvantages of NBBS
In comparison with conventional martensitic bearing steel and lower temperature bainitic bearing steel, NBBS possesses certain advantages, such as excellent mechanical properties, greater wear resistance, longer RCF life, and low material cost. Nevertheless, NBBS still holds some disadvantages. These advantages and disadvantages are reviewed in this section.
《3.1. Advantage I: Excellent mechanical properties》
3.1. Advantage I: Excellent mechanical properties
Hardness is the first important mechanical property for bearing steel, and should not be lower than 58 HRC for bainitic bearing steel. Its high dislocation density, nanostructure and carbonsupersaturated bainitic ferrite, strengthening effect from refined cementite, and significant solution strengthening from other elements (i.e., Si, Mn, and Cr) grants NBBS a high hardness after austempering treatment at low temperature, as shown in Fig. 6(a) [42].
Toughness is another important mechanical property for bearings, especially for those used in impact-loading conditions. Fig. 6(b) shows a comparison of the toughness of typical lower bainitic bearing steel GCr15SiMo and high-carbon NBBS [42]. The toughness of NBBS is 50% higher than that of GCr15SiMo steel, with the same hardness value. Moreover, Zhao et al. [43] have revealed that the toughness of a modified high-carbon chromium NBBS increases with an increasing amount of NB microstructure, as shown in Table 2. Yang et al. [25] have also revealed that the low temperature austempering treatment can improve the interior toughness of the carburized bearing by as much as 60%, compared with the conventional quenching-tempering process. These results reveal that NBBS is highly suitable for heavy impact conditions.
《Fig. 6》
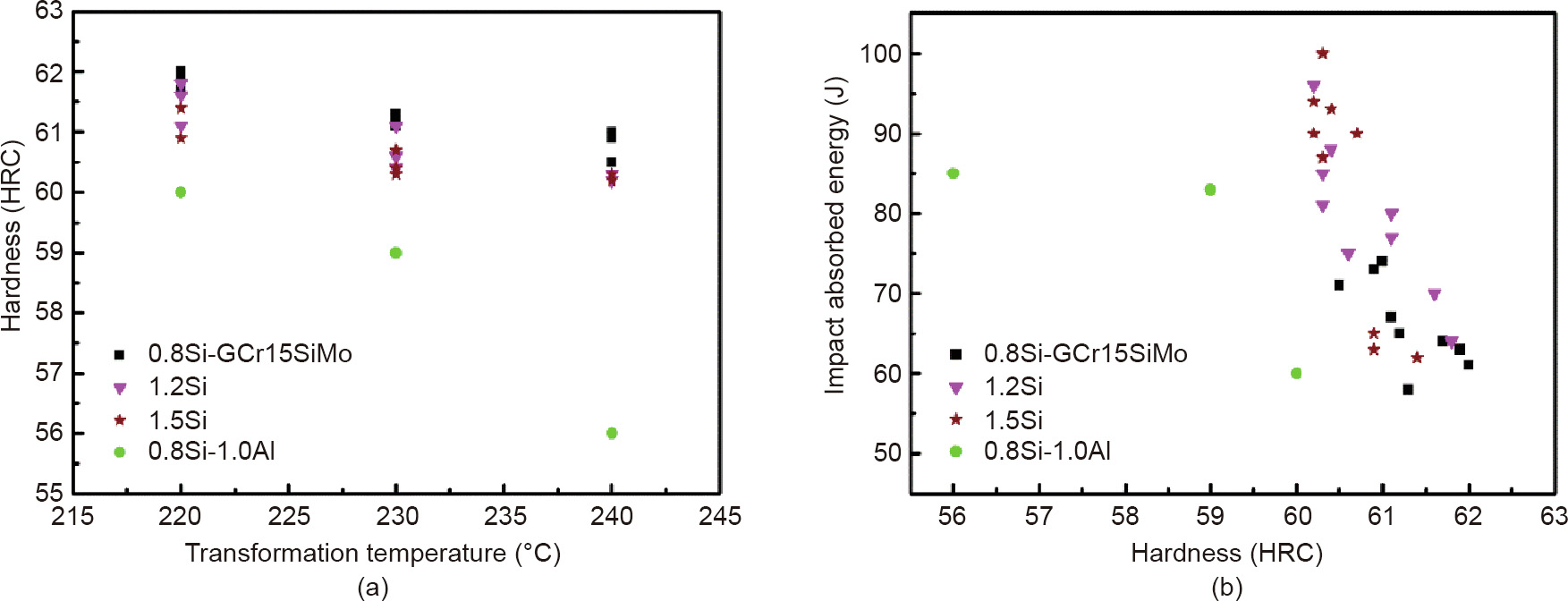
Fig. 6. (a) Hardness and (b) toughness of high-carbon NBBS containing different amounts of Si and Al after treatment at different temperatures. The specimen for impact toughness is un-notched. Reproduced from Ref. [42] with permission of ASM International, ![]() 2016.
2016.
《Table 2》
Table 2 Microstructure evolution and corresponding mechanical properties of a modified high-carbon chromium NBBS with increasing hold time [31,43].

Ak: Toughness; UTS: ultimate tensile strength; YS: yield strength; EL: elongation; RA: retained austenite; M: martensite.
It should be noted that the toughness results listed in Fig. 6 and Table 2 all come from un-notched specimens. Previous studies have revealed that NB is very sensitive to pre-cracks; as a result, notched specimens exhibit a low fracture toughness of about 4–7 J [44,45]. The formation of stress-induced fresh martensite at the notch root, prior to crack initiation, has been demonstrated to be the main reason for the low toughness value of notched specimens [45]. In these reports, the notch was machined after the final heat-treatment process. However, for notched bearings, the notch is machined before the final heat-treatment process. Therefore, nearly no fresh martensite is introduced at the notch root of the bearing. This is also the main reason why impact toughness testing on NBBS is usually carried out on un-notched specimens.
《3.2. Advantage II: Greater wear resistance》
3.2. Advantage II: Greater wear resistance
Wear is one of the fatigue modes of a bearing, especially for bearings that are used under poorly lubricated conditions. Results have demonstrated that carburized steel with an NB microstructure on the surface possesses a higher wear resistance than conventional martensitic steel, although the hardness of the NB steel is lower than that of martensitic steel [19,28].
Fig. 7 shows the influence of microstructure on the wear property of high-carbon NB steel [43], and the data corresponds with that in Table 2. With an increasing amount of NB microstructure, the wear loss of NBBS gradually decreases, with a very similar wear loss for specimens with 60% and 87% NB microstructure. Although the hardness of the specimens with 60% and 87% NB microstructure is slightly lower than that of the specimen with 2% NB microstructure, the toughness of the former is much higher than that of the latter, as shown in Table 2. Therefore, high toughness helps to improve wear resistance. Miab et al. [46] have reported that improved toughness and ductility can further increase the wear resistance of NB steel. Leiro et al. [47] have compared the wear resistance of NB steel with different hardnesses and with 100Cr6 bearing steel; they reported that NB steel possessed relatively high wear resistance despite having a low hardness, as shown in Fig. 8. The greater toughness of NB steel over martensite steel is responsible for its greater wear resistance.
《Fig. 7》

Fig. 7. Wear resistance of NBBS austempered at 200°C for different time to obtain different amounts of NB microstructure. Reproduced from Ref. [43] with permission of Elsevier B.V., ![]() 2015.
2015.
《Fig. 8》

Fig. 8. A comparison of the wear resistance of NB steel and 100Cr6 steel. Except for 100Cr6250, all of the other specimens are NB steel. Reproduced from Ref. [47] with permission of Elsevier B.V., ![]() 2012.
2012.
《3.3. Advantage III: Increased rolling contact fatigue life》
3.3. Advantage III: Increased rolling contact fatigue life
RCF is the main fatigue mode for bearings. Therefore, the RCF performance of a newly designed steel determines its applicability. Zhang et al. [20] were the first to compare the RCF behavior of NB carburized steel and martensitic carburized steel; they found that the fatigue life of NB steel was nearly twice that of martensitic steel. The film-like retained austenite in the NB microstructure can effectively release the stress on the tip of a fatigue crack; this, together with the ultra-fine microstructure, is responsible for the high RCF life of carburized NB steel [20]. Solano-Alvarez et al. [22] have found that the fatigue cracks that form during the RCF process of NB steel are continuously branched; this prolongs the propagation path of the fatigue cracks and improves the fatigue life of NB steel. These results directly demonstrate that the NB steel processes excellent RCF performance. However, these results are based on steel without residual cementite in the NB microstructure.
For NBBS containing residual cementite, the RCF performance remains excellent. Liu et al. [33] have proposed that the fatigue life of steel containing 20 vol% of NB microstructure is nearly 3.3 times greater than that of the same steel without an NB microstructure, as shown in Fig. 9. The high toughness of the NB microstructure is considered to be responsible for the improved fatigue life. Stress concentration on the residual cementite or on the non-metallic inclusion can be effectively released by the NB microstructure due to its high toughness, which retards fatigue crack formation. Moreover, as mentioned earlier, the NB microstructure can release the stress on the tip of the fatigue crack due to its high toughness. These factors benefit the RCF performance of NBBS. Zhang et al. [10] recently reported that NBBS exhibits much better RCF performance than conventional martensitic and lower bainitic bearing steel. The rating life of carburized NBBS, G23Cr2Ni2Si1Mo, is 2.1 times higher than that of martensitic carburized steel, G20Cr2Ni4, and the rating life of high-carbon NBBS, GCr15Si1Mo, is 106% times higher than that of lower bainitic bearing steel, GCr15SiMo, as shown in Fig. 10. It also can be seen that the RCF performance of G23Cr2Ni2Si1Mo steel is better than that of GCr15Si1Mo steel. The refined cementite, high residual compressive stress, and greater amount of the stable retained austenite in G23Cr2Ni2- Si1Mo steel, as compared with GCr15Si1Mo steel, is responsible for the improved RCF performance of G23Cr2Ni2Si1Mo steel [48]. Therefore, a higher RCF life guarantees excellent performance in the application of NBBS.
《Fig. 9》
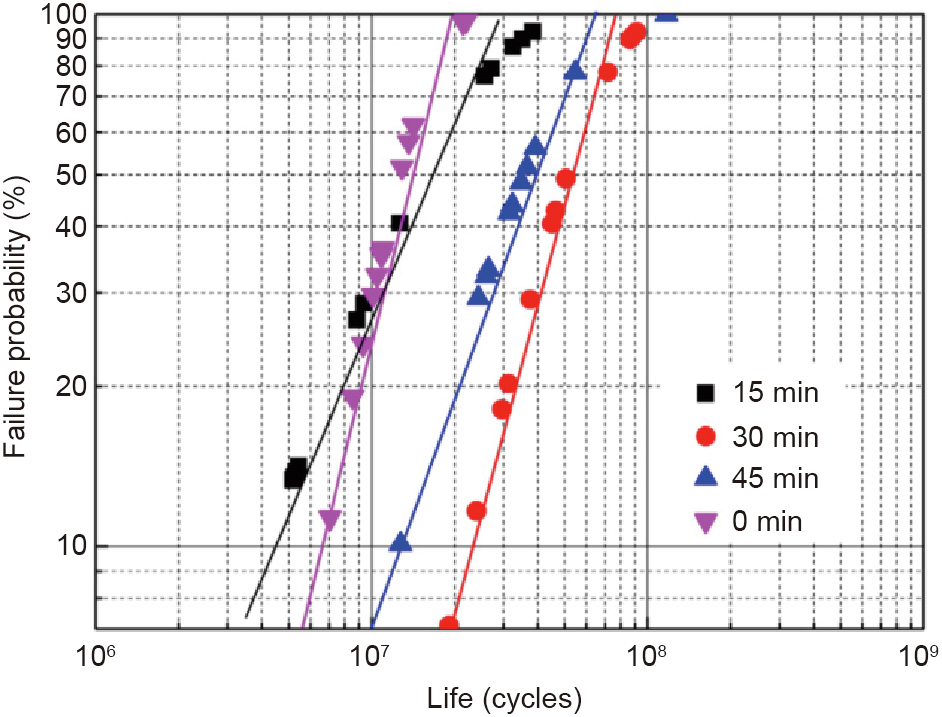
Fig. 9. RCF failure probability as a function of the number of contact cycles for specimens austempered at 270°C for various time periods after RCF testing. The 30 min cure time represents the result for the specimen with 20 vol% NB microstructure. Reproduced from Ref. [33] with permission of Elsevier B.V.,![]() 2014.
2014.
《Fig. 10》

Fig. 10. RCF failure probability as a function of the number of contact cycles for (a) carburized bearing steels and (b) high-carbon bearing steels. Reproduced from Ref. [10] with permission of Bearing, ![]() 2017.
2017.
The amount of cementite in a conventional bearing is usually between 1 and 2 μm, which is harmful to the RCF performance. In recent years, many bearing manufacturers have been trying to refine the amount of cementite in order to improve the fatigue life of bearings. Refined cementite can pin the grain boundary and further refine the austenite. However, the cost of the bearing increases as the heat-treatment process becomes more complex; therefore, this process has not yet been used. For NBBS, the amount of cementite is naturally small due to the large amount of Si, which naturally results in an improved RCF performance of the NBBS.
《3.4. Advantage IV: Low cost》
3.4. Advantage IV: Low cost
The cost of the raw material makes up more than half of the cost of the bearing. Therefore, the cost of raw materials is important for an application. The most widely used carburized bearing steel is G20Cr2Ni4 steel, which contains a high level of nickel (Ni) in the steel in order to guarantee the toughness of the martensite. Ni is an effective alloying element that improves the toughness of martensitic steel. However, Ni is expensive, which increases the cost of the steel. As shown in Table 1, NBBS contains much less Ni than G20Cr2Ni4 steel. For NBBS, the lack of hard carbide within the bainitic ferrite, the refined microstructure, and a certain amount of retained austenite give the steel high toughness. Some studies have reported that the toughness of bainite is comparable with those of quenched and tempered steels, and even matches those of more expensive maraging steels [25,49]. Thus, NBBS possesses the advantage of low cost in comparison with conventional carburized bearing steel.
《3.5. Disadvantage: Long austempering time of the heat-treatment process》
3.5. Disadvantage: Long austempering time of the heat-treatment process
For bearing steel, the carbon content is usually higher than 0.8 wt% and the carbon content in the matrix is usually higher than 0.6%, even subtracting the carbon content within the residual cementite [8]. Moreover, a low austempering temperature is needed to obtain the NB microstructure and the high hardness. Therefore, the transformation kinetics are slow, and a long austempering time is needed for NBBS. According to calculation results by Bhadeshia [16], the incubation time of bainite transformation is nearly 2.8 h for steel with 0.6 wt%. A previous report has suggested that more than 90 h at 200 C is needed for NBBS to complete the bainitic phase transformation [50]. Wasiluk et al. [28] have found that after isothermal treatment at 250 C for 48 h, 14.28 vol% of retained austenite remained in carburized steel. Zhang et al. [43] have found that 7 vol% of retained austenite was left in the microstructure of high-carbon NBBS after 72 h of isothermal treatment. Long austempering time notably reduces the production efficiency, and is the main disadvantage restricting the wide application of NBBS. Therefore, developing a fast bainitic transformation process for NBBS is essential.
《4. Further research directions for NBBS》
4. Further research directions for NBBS
《4.1. Developing a short heat-treatment process》
4.1. Developing a short heat-treatment process
As mentioned above, a long austempering time reduces the production efficiency of a bearing. Therefore, developing a short heattreatment process for NBBS is a key task. Studies have been carried out in this field in recent years. To put it simply, the addition of Al and/or cobalt (Co) can accelerate the bainitic phase transformation by enlarging the free energy difference and obtaining a higher driving force for phase transformation [51,52]. Refining the grain size of the parent austenite can provide more nucleation sites for bainitic ferrite and can further accelerate the phase transformation [52]. However, increasing Al could increase the amount of inclusions, which will deteriorate the properties of the bearing. We have also found that adding a small amount of nitrogen (N) to steel containing Al can effectively shorten the incubation time by about 50% and the whole transformation time by about 30%, as shown in Fig. 11. Heterogeneous nucleation induced by the small amount of AlN is probably the mechanism for this positive effect. Introducing a certain amount of martensite before bainitic transformation has been demonstrated to be an effective method of shortening the transformation time [53]. However, a recent study reported that in NBBS, although this method could notably shorten the incubation time, its effect on the whole transformation time was negligible [54]. Studies have also revealed that introducing large stress can accelerate the bainite formation process by bringing in a mechanical driving force for transformation [55,56]. However, the effect of this method on low-temperature transformation is small [55]. Moreover, introducing stress during the heat-treatment process of a bearing is difficult.
《Fig. 11》
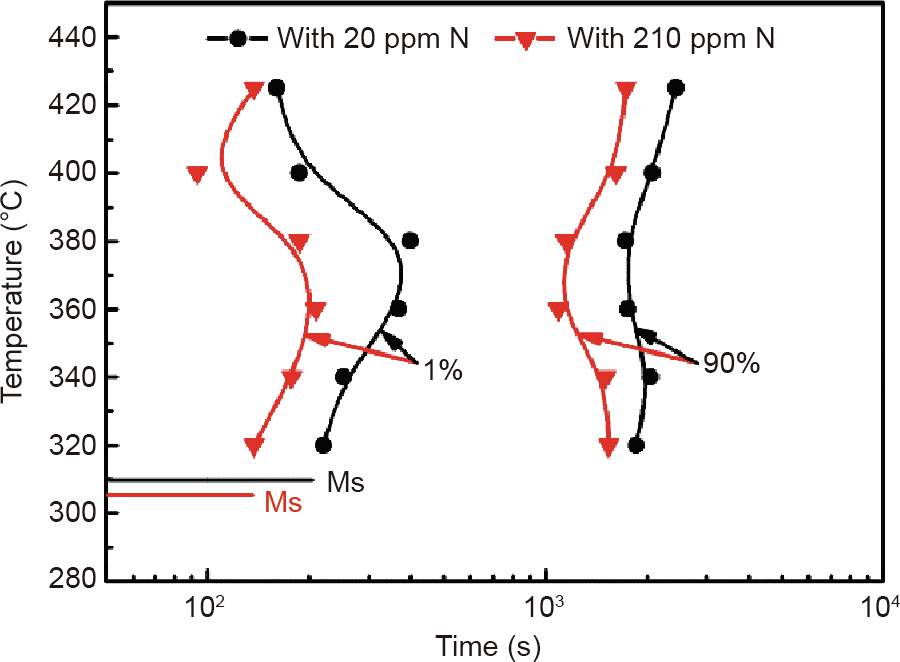
Fig. 11. Effect of N on the time temperature transformation (TTT) curve of steel containing Al.
It is well known that the strength of undercooled austenite is the main factor that determines the plate thickness of bainitic ferrite [57]. During the phase transformation, the strength of the untransformed austenite gradually increases, as does the stability of the austenite due to the increased carbon content [58]; this inevitably increases the difficulty of bainite transformation. Therefore, we propose a strategy of equal strength for the undercooled austenite in NBBS. When the transformation reaches the critical time, as shown in Fig. 11, the isothermal temperature of the steel is increased to the second temperature, at which the strength of the untransformed austenite is equal to that at the initial stage. The rapid transformation process can then be maintained, as shown by the red line in Fig. 12(a). In this way, the whole transformation time is reduced to below 10 h. Transmission electron microscopy (TEM) observation has been used to reveal the NB microstructure of the steel treated by the new process, as shown in Fig. 8(b). The statistical results indicate that the mean plate thickness of the bainitic ferrite is about 88 nm, which is slightly greater than the 83 nm that was obtained from the directly isothermal process. Moreover, the hardness of the NBBS after this treatment process can reach 59.6 HRC, which is sufficient for bearing applications.
《Fig. 12》
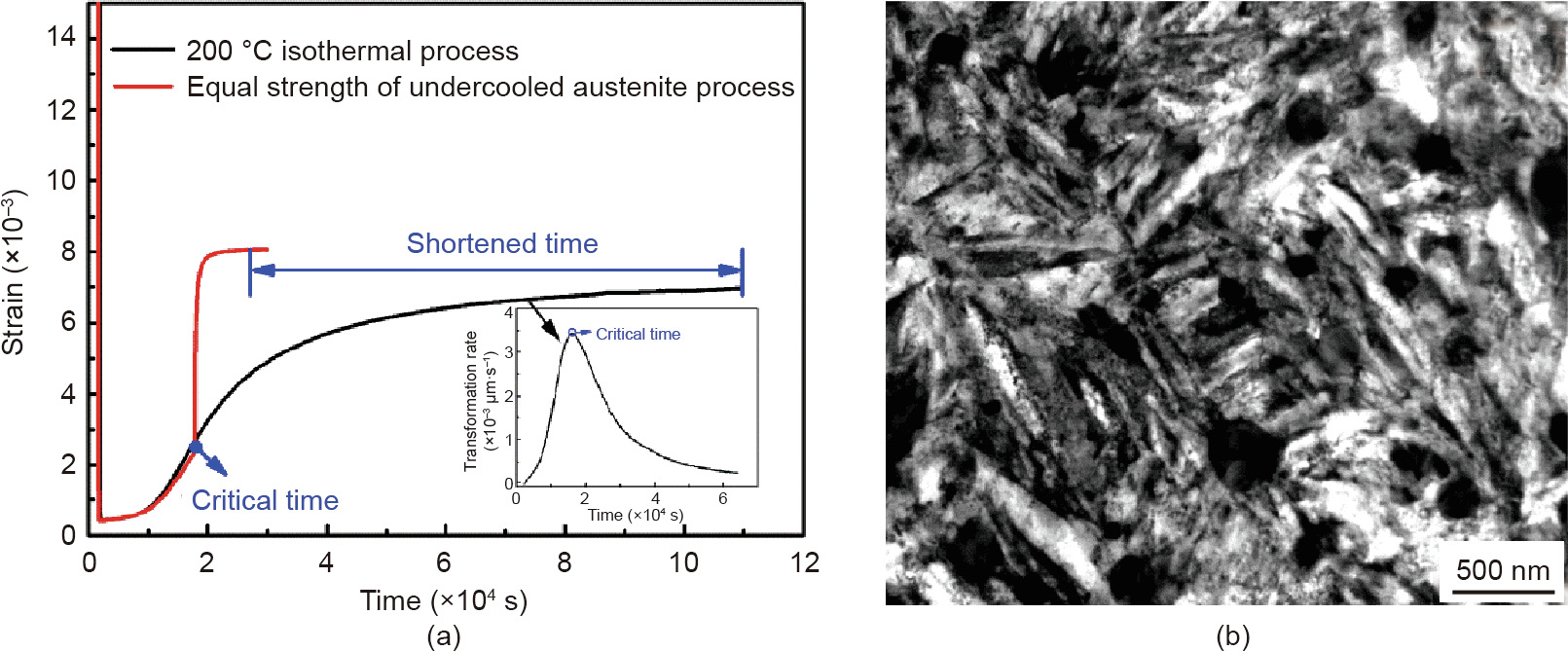
Fig. 12. (a) Kinetic curves of the phase transformation of NBBS treated by a single 200°C process (black line) and treated by the equal strength strategy (red line); (b) TEM micrograph of the steel treated by the new process. The chemical composition of the steel is 0.8C–1.6Cr–1.4Si–0.6Mn–0.3Ni–0.2Mo wt%.
Although some processes have been provided to shorten the transformation time of NBBS, the applicability of these processes still needs to be verified by the bearing industry. With the equal strength undercooled austenite process, the whole transformation time of is reduced to below 10 h. However, this is still longer than the time needed for manufacturing the lower bainitic bearing, which is 4–6 h. Therefore, developing a short heattreatment process for NBBS is still the primary task. In our opinion, the two stages in the phase transformation of bainite—that is, the incubation stage and the transformation stage—should be considered respectively in order to realize a shortened transformation time.
Moreover, the composition of the raw material should also be considered in order to design a new kind of NBBS with a naturally short incubation time and fast transformation kinetics. Microalloying treatment and/or the introduction of particles with an extremely low mismatch with ferrite, such as a rare kind of nitride—vanadium nitride (VN), is another potential method to deal with this disadvantage. For example, Garcia-Mateo et al. [59] have found that the precipitation of V(C,N) effectively enhanced acicular ferrite formation by strongly increasing the ratio between intragranular and grain boundary nucleation sites in a low-carbon steel. Recently, He et al. [60] made the interesting discovery that the bainitic transformation kinetics were accelerated in a low-carbon steel with the addition of boron after ausforming from all aspects, although it is well known that boron can retard the bainitic transformation kinetics. It should be noted that the premise of microalloying and/or the introduction of particles is that these processes cannot deteriorate the mechanical properties of the steel. Choosing and controlling a particle via an optimal process should be further studied in detail.
《4.2. Studying the applicability of NBBS under different service conditions》
4.2. Studying the applicability of NBBS under different service conditions
Thus far, the development of NB steel is only 17 years old, and that of NBBS is less than ten years old. In recent years, the excellent performance of NBBS has gradually attracted attention from the bearing industry. However, the service conditions of bearings vary for different equipment, and include variations in rotation speed, impact load, lubrication condition, temperature, and more. The applicability of conventional bearing materials has been verified by a great deal of practice; the application conditions of NBBS are less well known due to the relatively short period of its development. Therefore, the applicability of NBBS should be studied in the future, in order to reveal suitable and unsuitable service conditions for bearings made of NBBS. However, the realization of such a study will be a challenge for researchers. First of all, investigations that simulate the actual service conditions of a bearing should be carried out in the laboratory, such as a bench test, with the aim of initially revealing the applicability of NB bearings under certain conditions. Specialized experimental platforms should also be established, such as a platform that can test the fatigue life of an NB bearing under a condition of fragmentation within certain circumstances. The most important test is that of practical application, which can directly reflect the applicability of an NB bearing. This testing requires strong support from the bearing industry and from the nation.
《4.3. Establishing a specialized database and standard system for NBBS》
4.3. Establishing a specialized database and standard system for NBBS
A specialized database is very important for the application of a new material. After nearly 120 years of application, the application of conventional high-carbon chromium bearings has gradually become perfected. However, insufficient data is available as yet for NBBS in areas such as the applicability and performance of an NB bearing under different service conditions, the fatigue mechanism of an NB bearing under different conditions, the optimal processing of NBBS in order to produce bearings of different sizes, and so forth. This data must be based on a huge number of applications and tracking studies, and should be collected as soon as possible. Moreover, the actual performance of the material, such as the microstructural and the mechanical properties evolution during service, should be combined with the laboratory results in order to establish the relationship between laboratory results and actual performance.
The microstructural and mechanical properties of NBBS are obviously different from those of conventional bearing steel. Therefore, evaluation criteria cannot be directly executed according to conventional standards. A specialized standard system for NBBS should be established to guide the manufacturing procedure of NB bearings, even though two kinds of NBBS have been included in the national and industry standards of China [39–41]. Such a system is particularly important for carburized NBBS because no standard exists as yet for carburized bearing steel with a bainite microstructure on the surface.
《4.4. Deepening the basic scientific research on NBBS》
4.4. Deepening the basic scientific research on NBBS
The basic theory of a material provides the critical cornerstone for its application. Therefore, an in-depth basic theory is important for NBBS. The discovery of the NB microstructure is less than 20 years old and, as mentioned earlier, the application of NBBS is less than ten years old. Although a great deal of work has been carried out on NBBS, basic scientific problems remain that should be further studied and solved. The most basic scientific problem in regards to bainite is the transformation mechanism. Two competing transformation mechanisms are still under consideration: the diffusionless school [21] and the diffusional school [61]. Revealing the essence of bainitic transformation will be a significant achievement in the material field.
The role of retained austenite in NBBS should also be understood in depth. It is well known that the presence of retained austenite benefits the mechanical properties of steel, such as toughness. However, a bearing can lose its dimensional stability if the retained austenite is unstable. Due to high C levels, high Si levels, and the low transformation temperature, NBBS contains more retained austenite than conventional martensitic bearing steel and lower bainitic bearing steel [22,24]. The carbon content in retained austenite and of NBBS is higher due to an almost complete lack of carbide precipitates during the phase transformation process, which results in a higher stability. However, there is still a volume fraction of retained austenite that transforms into martensite during the RCF process [22,62]. The effect of this small transformation on the dimensional stability and service performance is still unclear. Moreover, the question of how to effectively control the stability of retained austenite in NBBS is a basic scientific problem that is worth in-depth study
Many other basic scientific problems require further study, including: the cooperation mechanism of bainitic ferriteretained austenite and its effect on comprehensive properties; the fatigue mechanism of NBBS under the conditions of a high rotation speed and/or heavy load; the acting mechanism of the microalloying element, such as N, V, and so forth; and the redistribution of elements such as carbon during the service process of NBBS, and its effect on the bearing service. In particular, the fast development of high-end equipment for microstructure characterization will yield new information on conventional materials, which will provide an excellent opportunity to reconsider conventional concepts.
《5. Conclusion and perspective》
5. Conclusion and perspective
《5.1. Conclusion》
5.1. Conclusion
NBBS has received a great deal of attention from the bearing industry, and especially from world-famous bearing manufacturing enterprises. China’s scientific research level and innovation ability in this field has improved notably in recent years. “China Speed” can also be reflected in the achievements that have been made in scientific research in China. Achievements in the development of NBBS in China have led to significant progress in this field. NBBS has been used to manufacture high-end bearings, and is now included in the national and industry standards for the first time in China, thus strongly improving the development and application of NBBS. However, due to the NBBS is young, NBBS still possesses disadvantages that must be studied further in order to be overcome.
《5.2. Perspective》
5.2. Perspective
With more and more research work being carried out on NBBS, and more and more attention being attracted from the bearing industry, a specialized NBBS database of experimental test results and in-service practice will be established and greatly improved, a specialized standard system will be build up, and the disadvantages of NBBS will be overcome. These disadvantages include engineering problems related to the nanostructured bainitic bearing that need further working out. In addition, certain basic scientific problems need further consideration and study, such as: the stability of retained austenite in NBBS, and its actual effect on the dimensional stability of the bearing; the role of residual cementite and its necessity in NBBS; the fatigue mechanism of NBBS under conditions of high rotation speed and/or heavy load; and the microstructural evolution during the fatigue process, among others. The fast development of high-end equipment for microstructure characterization, which can yield new relevant information, provides an excellent opportunity to reconsider and solve these basic scientific problems. There is no doubt that NBBS will become an important candidate for the manufacturing of highend bearings, such as those used in high-speed trains in China.
《Acknowledgements》
Acknowledgements
This work was supported by the Natural Science Foundation of China (51831008 and 51471146), the National High Technology Research and Development Program of China (2012AA03A504), the National Science Foundation for Distinguished Young Scholars of China (50925522), the China Postdoctoral Science Foundation (2018M631762), and the Youth Talent Projects of Colleges in Hebei Province (BJ2018056).
《Compliance with ethics guidelines》
Compliance with ethics guidelines
Fucheng Zhang and Zhinan Yang declare that they have no conflict of interest or financial conflicts to disclose.











 京公网安备 11010502051620号
京公网安备 11010502051620号




