

《1. Introduction》
1. Introduction
Intelligent manufacturing is one of the most important elements of the new industrial revolution, which is the digital, networking, and intelligent development of the manufacturing industry. As the main focus of the Industrial Internet in the United States, Industry 4.0 in Germany, and China’s corresponding manuscript initiative, intelligent manufacturing deeply integrates advanced information technology—and especially the new generation of artificial intelligence (AI)—with manufacturing technology, in order to promote the new industrial revolution [1].
The machine tool is the foundation of the manufacturing industry, and its level of intellectualization has a critical influence on the implementation of intelligent manufacturing. Accelerating the development of the machine tool toward intelligence is not only an urgent demand for the transformation and upgrading of the machine tool industry, but also a vital element in and a foundation for building a powerful manufacturing country [2].
At the end of 2017, the Chinese Academy of Engineering (CAE) proposed three classical paradigms for intelligent manufacturing [1]: digital manufacturing, digital-networked manufacturing, and new-generation intelligent manufacturing. These paradigms indicate the direction of the development of intelligent manufacturing.
Based on these three paradigms and on the historical development of the machine tool, the evolution of the machine tool from the traditional manually operated machine tool (MOMT) to the intelligent machine tool (IMT) can be divided into three stages: the numerical control machine tool (NCMT), the smart machine tool (SMT), and the IMT.
The first stage in the evolution of the machine tool is the NCMT, in which a numerical controller (NC) system is inserted between the human user and the machine tool. The manual labor work of the human is transferred to the controller in this stage.
The second stage is the SMT, in which network and other information technologies are integrated with the NCMT; this enables the machine tool to sense information from the machining environment and connect with difference devices. Part of the sensing activities and the knowledge-giving brainwork of the human are transferred to the machine tool in this stage.
The third stage is the IMT, in which the new generation of AI technology is integrated with the machine tool; this empowers the machine tool with the ability to learn, generate, and accumulate knowledge. Part of the knowledge-learning brainwork of the human is transferred to the IMT in this stage.
The structure of this paper is based on this analysis of the development of the machine tool, and proceeds as follows: Section 2 introduces the evolution of the machine tool up to the IMT. Section 3 presents the control principle (with some essential enabling technologies), basic features, and major functions of the IMT. Section 4 elaborates the industrial practice of the intelligent numerical controller (INC), industrial prototypes of the IMT, and its three intelligent applications. Finally, Section 5 concludes the paper.
《2. Evolution of the machine tool to the IMT》
2. Evolution of the machine tool to the IMT
As the beginning of machine tool, the MOMT can be regarded as an integration of a human user with the physical system of a machine tool. Using his or her sensing and decision-making ability, a human manipulates the MOMT to execute the machining. In the process of machining using a MOMT, the tasks of sensing and analyzing information, decision-making, and controlling the machine tool are totally completed by the human. The MOMT is a typical human–physical system (HPS) [1]. A schematic of the control principle of the MOMT is shown in Fig. 1.
《Fig. 1》

Fig. 1. (a) Control principle of the MOMT; (b) traditional manufacturing system of the MOMT-HPS [1].
The evolution of machine tool from the MOMT to the IMT is divided into three stages: from the MOMT to the NCMT, then to the SMT, and finally to the IMT.
《2.1. The numerical control machine tool》
2.1. The numerical control machine tool
With the development of numerical control technology, the machine tool was developed into the NCMT. An NC is inserted between the human side and the machine tool side, and machining information is sent to the NC via G-code. In this way, the human’s manual labor work (i.e., operation work) is taken by the NC to control the motion of the machine tool.
The NCMT is a human–cyber–physical system (HCPS) [1], in which a cyber system (i.e., the NC) is inserted and connects the human side with the physical side. A schematic of the control principle of the NCMT is shown in Fig. 2.
《Fig. 2》

Fig. 2. (a) Control principle of the NCMT; (b) digital manufacturing system of the NCMT-HCPS [1]. CAD: computer-aided design; CAM: computer-aided manufacturing; CNC: computer numerical control; PID: proportional–integral–derivative.
Compared with the MOMT, the essential characteristic of the NCMT is the addition of the NC (i.e., the cyber system) between the human side and the physical body of the machine tool. The NC plays an important role in the process of machining; it takes over the majority of the human’s labor work to control the machine tool for completing machining tasks.
As the NCMT can only control the moving trajectory of the cutter and workpiece via the G-code, it lacks the ability to sense, obtain feedback, learn, or model the actual working status of the machine tool (e.g., the cutting force, inertia force, friction force, vibration, thermal deformation, environmental change, etc.). This may lead to a deviation of the actual path from the theoretical one, which will affect the surface processing quality and production efficiency. Therefore, the NCMT lacks intellectualization.
《2.2. The smart machine tool》
2.2. The smart machine tool
With the development of ‘‘Internet+” technology in the past decade [3,4], the technologies of the internet, the Internet of Things (IoT), and intelligent sensing have been applied to the remote servicing, condition monitoring, fault diagnosis, maintenance, and management of the machine tool. Research and practice in the application of these technologies to machine tools have been conducted [5,6], especially by commercial corporations such as Mazak, Okuma, DMG MORI, FANUC, and the Shenyang Machine Tool Corporation. These companies have launched their own SMTs [7].
The essential characteristic of the SMT can be described as ‘‘internet + sensor”; thus, the SMT addresses the problem of the NCMT lacking the ability to adequately sense or connect.
Unlike the NCMT, the SMT incorporates sensors and utilizes them to sense the machining condition. In the SMT, the Industrial Internet is used to interconnect equipment so as to collect and aggregate the data of the machining process. The collected data is analyzed and processed to enable real-time or non-real-time feedback control of the machine tool. A schematic of the control principle of the SMT is shown in Fig. 3.
《Fig. 3》

Fig. 3. (a) Control principle of the SMT; (b) digital-networked manufacturing system of the SMT-HCPS [1].
The SMT has a certain level of intellectualization, which is described below.
(1) The networked technology continuously merges with the machine tool. In 2006, the Association for Manufacturing Technology (AMT) in the United States proposed the MTConnect protocol for the interconnection of machine tools [8,9]. Based on the communication specification OPC Unified Architecture (OPC-UA), the German Machine Tool Builders’ Association (i.e., the VDW) developed a German version of the communication protocol named umati for the interconnection of machine tools in 2018 [10]. The Wuhan Huazhong Numerical Control Co., Ltd. (HNC) and some Chinese NC enterprises came together to propose the NC-LINK protocol, which can realize the transmission of process parameters, equipment status, operational process, cross-media information, and other forms of information flow in the manufacturing process.
(2) Manufacturing systems are developing into platforms. Several giant manufacturing data-processing platforms have been recently developed by foreign commercial companies. General Electric (GE) launched a platform named Predix [11], which is a manufacturing-oriented platform for the Industrial Internet. Siemens released an open industrial cloud platform named MindSphere [12]. HNC developed a cloud service platform for NC, which provides a standardized development module for the secondary development of NC. These platforms mainly focus on the Industrial Internet, big data, and cloud computing. Nevertheless, as intelligent technology continues to develop, these platforms show good potential for application to machine tools.
(3) The technology of intellectualization is in stage of germination. Early in 2006, the Japanese corporation Mazak presented an SMT with four intelligent functions: active vibration control, an intelligent thermal shield, an intelligent safety shield, and a voice adviser. DMG MORI has launched a CELOS system with an open environment for the extension of intelligent applications. FANUC has developed intelligent technologies such as intelligent adaptive control, an intelligent loading table, intelligent spindle acceleration and deceleration, and intelligent thermal control. The TNC 640 of Heidenhain Corporation has the intelligent functions of high-speed contour milling, dynamic monitoring, and high dynamic precision. The HNC-8 of HNC has several intelligent functions such as process parameter optimization, error compensation, tool-breaking monitoring, and machine tool health assurance.
Although the SMT has been developed for more than a decade, and preliminary achievements have been made in both research and industrial practice, these machine tools only possess simple abilities of sensing, analysis, feedback, and control; they are far from being capable of replacing a human’s brainwork. Due to its excessive reliance on human experts for theoretical modeling and data analysis, the SMT lacks real intelligence. Furthermore, its accumulation of knowledge is difficult and slow, and its adaptability and effectiveness are insufficient. The fundamental reason behind these disadvantages is that the SMT has not yet made a substantial breakthrough into autonomous learning and generating knowledge.
《2.3. The intelligent machine tool》
2.3. The intelligent machine tool
In the 21st century, rapid progress has been made in the development of the new generation of information technologies, including the mobile internet, big data, cloud computing, and IoT, and a great leap forward has been made in combining these technologies. These technological advancements are concentrated on the strategic breakthrough of the new generation of AI technology, the essential feature of which is the capacity to generate, accumulate, and utilize knowledge.
The new generation of intelligent manufacturing, which is motivated by deep integration of new-generation AI technology with advanced manufacturing technology, is becoming the core driving force for the new industrial revolution. The new generation of AI technology also offers a great opportunity for the evolution of the machine tool into the IMT with real intellectualization.
Based on the new generation of information technology, the IMT is a machine tool that is deeply integrated with the newgeneration AI technology and advanced manufacturing technology. The IMT retrieves information on its machining, working conditions, and environment via autonomous sensing and connection; generates knowledge from autonomous learning and modeling; conducts autonomous optimization and decision-making from the generated knowledge; and completes autonomous control and execution (Fig. 4). In this way, the IMT fulfills the multiple objectives of superior precision, good reliability, high efficiency, good safety, and low consumption in the manufacturing process.
《Fig. 4》

Fig. 4. Definition of the IMT.
With the enabling technology of the new generation of AI, the IMT has good capacities for learning, accumulating, and utilizing knowledge. As a result, the relationship between humans and machine tools has fundamentally changed, from humans metaphorically ‘‘giving fish” to machine tools in the stage of the traditional machine tool, to humans teaching machine tools ‘‘how to fish” in the stage of the IMT [1].
《3. The new-generation AI-based IMT》
3. The new-generation AI-based IMT
《3.1. The control principle of the IMT》
3.1. The control principle of the IMT
According to the definition of the IMT given in Section 2.3, this paper presents the principles for implementing the IMT’s autonomous sensing and connection, autonomous learning and modeling, autonomous optimization and decision-making, and autonomous control and execution (Fig. 5).
《Fig. 5》

Fig. 5. Control principle of the IMT. VNC: virtual numerical controller.
3.1.1. Autonomous sensing and connection
The NC of the IMT is composed of an NC device, a servo drive, a servo motor, and so forth, and is the core control unit for the automation of the machining task. During the operation of the machine tool, a large amount of real-time in-process electronic data will be produced from the control command and feedback signal, which is a quantitative and precise description of the working task (or working condition) and running status of the machine tool. Therefore, the NC is not only an executor in the physical space, but also—and more importantly—a perceptron in the cyberspace.
The internal in-process electronic data in the NC is the main data source for sensing, and includes the following types of data (Fig. 5): the real-time interpolation data of the G-code (e.g., the interpolation position, tracking error, feed speed, etc.) and the internal electronic data from the servo and motor (e.g., spindle power and current, feeding axes current, etc.). By automatically aggregating the internal in-process electronic data, external data collected from the sensors (e.g., temperature, vibration, and vision sensors) and the process parameters (e.g., cutting width, cutting depth, material removal rate (MRR), etc.) calculated from the G-code, autonomous sensing and connection is realized.
The autonomous sensing of the IMT is achieved by building a correlation between the response and the working task of the machine tool. This is based on the technologies of an instructiondomain oscilloscope and an instruction-domain-based analyzing approach, as proposed in our previous research [3]. By collecting machining big data via the instruction-domain-based approach and aggregating it from the interconnection of machine tools via NC-LINK, the big data for the machine tool’s full life-cycle is established.
3.1.2. Autonomous learning and modeling
The main purpose of autonomous learning and modeling is to generate knowledge via learning. In NC machining, this knowledge is the model of the input and the response of the machine tool. The model and its parameters are the embodiment of this knowledge— that is, knowledge generation defines the model and calibrates its parameters. Based on the data obtained from autonomous sensing and connection, a new-generation AI algorithm library embedded in a big data platform is utilized to learn and generate knowledge.
In autonomous learning and modeling, there are three methods for generating knowledge: theoretical modeling based on the physical principle; big data modeling based on the relationship between the working task and the operational state of the machine tool; and hybrid modeling based on big data and theoretical analysis.
In the process of autonomous learning and modeling, we built several models, including a spatial structure model, kinematic model, geometric error model, thermal error model, virtual numerical controller (VNC) model, process system model, and dynamic model. These models can be shared among the same type of machine tool; together, they form the digital twin (on the model level) of the machine tool, as shown in Fig. 5.
3.1.3. Autonomous optimization and decision-making
The premise of decision-making is accurate prediction. During a new machining task, the response of the machine tool can be predicted from the model generated in the previous step. According to the prediction, a multi-objective iterative optimization, such as quality enhancement, process parameter optimization, health assurance, or production management, can be carried out in the decision-making for optimal machining, through which a control code called the intelligent code (i-code), which is embedded with the results of the optimal decision, is generated for machining optimization, as shown in Fig. 5. Autonomous optimization and decision-making are the process of predicting the response of the machine tool, making decisions, and eventually generating the corresponding i-code.
The i-code is a crucial element in fulfilling autonomous optimization and decision-making for the IMT. Unlike the traditional G-code, the i-code is an intelligent control code that is designed and generated for multi-objective optimization and that corresponds to the instruction domain. It is an accurate reflection of the results of the multi-objective optimization and the control strategy of machine tool (e.g., motion planning, dynamic accuracy, machining process, management of cutter, etc.), and evolves with changes in the working condition of the manufacturing resource. For a detailed explanation and theory of the i-code, interested readers can refer to the patent of Ref. [13].
3.1.4. Autonomous control and execution
The autonomous control and execution of a machine tool is realized by means of the double-code control technology—that is, synchronous control through a combination of the traditional geometry-based G-code (the first code) and the optimal decisionembedded i-code (the second code), in order to fulfill the objectives of superior precision, good reliability, high efficiency, good safety, and low consumption.
《3.2. Features of the IMT》
3.2. Features of the IMT
Compared with the NCMT and SMT, the IMT has drastic differences in terms of hardware, software, interactive method, control instruction, acquisition knowledge, and so forth. A comparison of these three types of machine tools is provided in Table 1.
《Table 1》
Table 1 Comparison of the NCMT, SMT, and IMT.

App: application; CPU: central processing unit; GPU: graphics processing unit; NPU: neural-network processing unit.
《3.3. Major intelligent functions of the IMT》
3.3. Major intelligent functions of the IMT
The functions of different IMTs vary significantly. However, IMTs share the same goals—that is, superior precision, good reliability, high efficiency, good safety, and low consumption. These goals are achieved through the development of the intelligent functions (also called applications or Apps) of the IMT, and can be classified into four categories: quality enhancement, process parameter optimization, health assurance, and production management.
(1) Quality enhancement: Improve the surface machining precision and quality. Improvement of the machining accuracy is the primary driving force for the IMT. Regarding this goal, the IMT should have Apps related to processing quality assurance and enhancement, such as spatial error compensation, thermal error compensation, dynamic error compensation, contour error compensation, high-precision surface machining based on double-code control technology, parameter optimization of the NC system based on the priority of precision or surface smoothness, and so forth.
(2) Process parameter optimization: Improve the machining efficiency. Process parameter optimization involves adaptively controlling and adjusting the machining parameters (e.g., feed rate and spindle speed) based on the machine’s physical properties and on the characteristics of the cutting dynamic, in order to achieve specific objectives such as placing as its first priority for machining quality, machining efficiency, or machine tool protection. Typical Apps for process parameter optimization may include but are not limited to: autonomous learning and growth of the machining database, process system response modeling, intelligent process response prediction, cutting loading-based process parameter evaluation and optimization, and automatic detection and adaptive control of machining vibration.
(3) Health assurance: Ensure that the equipment is in good condition and is safe. The health assurance of the machine tool mainly addresses the issues of life prediction and health management of the machine tool, with the goal of ensuring efficient and reliable operation of the machine tool. The IMT has health state indication Apps both for the machine tool as a whole and for its working components. It also has a toolbox for the development of health assurance Apps. To be specific, the health assurance Apps include but are not limited to: intelligent maintenance of the spindle and feeding axes, health condition detection and predictive maintenance of the machine tool, statistical evaluation and prediction of the machine tool’s reliability, autonomous learning, and sharing of maintenance knowledge among IMTs.
(4) Production management: Improve the efficiency of the management and operation. The main objective for production management is to optimize the machining process and ensure low consumption of time and resources for the entire manufacturing process. Intelligent Apps for production management are mainly divided into three categories—namely, machine condition monitoring, intelligent production management, and intelligent machine operation. Their specific functions are: intelligent recognition of the machining state (e.g., cutter breaking, chip winding); intelligent detection of tool wear and damage; tool life intelligent management; intelligent identification (ID); condition management of the cutting tool, fixture, and workpiece; and intelligent and low-carbon control of the auxiliary device.
《4. Engineering practices of the INC and the IMT》
4. Engineering practices of the INC and the IMT
According to the three-tuple model of HCPS that is proposed in Ref. [14], the machine tool is the ‘‘subject,” the NC is the ‘‘commander,” and the human is the ‘‘dominator” in NC machining practice. From the MOMT to the NCMT, and eventually to the IMT, the most significant change lies in the continuous increased functions of the NC. The degree of intellectualization of the machine tool is determined by the level of intellectualization of the NC. Before building an IMT, a corresponding INC is necessary.
《4.1. The intelligent numerical controller》
4.1. The intelligent numerical controller
In this research, an INC (the HNC-9) was developed; its architecture is schematically shown in Fig. 6. The Local NC, which is the physical entity of the INC, is composed of the NC device, servo drive, motor, and other auxiliary devices, and is used to complete the real-time control of the IMT.
《Fig. 6》

Fig. 6. System architecture of the INC. AGV: automated guided vehicle.
In addition to all the functions of a traditional NC, the INC must have the basic sensing ability for its intellectualization, which is to collect and transfer the internal electronic data (e.g., the instruction data and response data) as well as some external data from the sensors (e.g., temperature, video, and vibration) of the controlling process in real time.
By using the NCUC2.0 field bus, the INC retrieves data from multiple sources, such as the servo drive, intelligent module, and external sensors. By utilizing the NC-LINK interconnection protocol, machine tools, industrial robots, automated guided vehicles (AGVs), and intelligent modules are connected, while the big data is aggregated and stored on the big data platform called the INCCloud. The INC-Cloud can provide several useful tools for data management and knowledge generation, such as algorithm and match libraries, databases, and deep leaning platforms.
The main characteristics of the INC are a response-level digital twin and the corresponding intelligent functions (i.e., Apps). In the INC, the Cyber MT and the Cyber NC are built; these are respectively the digital twins of the physical machine tool and of the Local (physical) NC. The digital twins can simulate the working principle and responding rule of the machine tool and the NC in cyberspace. As the integration of the physical space (i.e., Local NC) with the cyberspace (i.e., Cyber MT and Cyber NC), the INC is the foundation for the intelligence of the IMT.
《4.2. Industrial prototypes of the IMT》
4.2. Industrial prototypes of the IMT
Based on the proposed INC, we developed three industrial prototypes of the IMT—namely, the S5H precision machine tool, the BL5-C intelligent lathe machine, and the BM8-H intelligent milling machine (Fig. 7). These three IMTs were utilized to verify the three intelligent enabling technologies proposed in this paper.
《Fig. 7》

Fig. 7. Industrial prototypes of IMTs based on the INC. (a) The S5H precision machine tool; (b) the BL5-C intelligent lathe machine; (c) the BM8-H intelligent milling machine.
The S5H precision machine tool was constructed by taking a precision machine tool as the main body. It has the following characteristics: It is composed of a marble bed with each feeding axis equipped with a high-precision grating ruler and driven by a linear motor; three independent control systems are used to separately control the temperature of the spindle, bed, and coolant; 18 temperature sensors are embedded in the body of the machine tool; and three vibration sensors are installed at the front-end bearings of the spindle and the working table. The positioning accuracy of the machine tool is ≤1 μm, while the repeated positioning accuracy is ≤0.5 μm. This machine tool is utilized to verify Intelligent Function 1: Surface machining quality optimization based on Cyber NC and double-code control technology, which will be presented in Section 4.3.
The BL5-C intelligent lathe machine was constructed by taking a slant bed lathe machine as its main body. It has the following characteristics: Temperature sensors are installed to detect the temperature of the machine tools at different locations, such as at the X and Z feeding axes (at the bearing seat and nut seat), spindle (at the bearing seat), body of the machine tool, and so on; vibration sensors are installed on the spindle box to detect the vibration frequency; grating rulers are installed on the X and Z feeding axes as position inspection devices of their closed-loop control. The positioning accuracy of the machine tool is ≤6 μm, the repeated positioning accuracy is ≤3 μm, and the roundness of the turning parts is ≤2 μm. This machine tool is utilized to verify Intelligent Function 2: Machining parameters optimization of lathing based on big data modeling, which will be presented in Section 4.3.
The BM8-H intelligent milling machine has in total nine temperature sensors embedded at the ball screw, bearing seat, and motor seat of three feed axes, and four temperature sensors on the spindle box. These sensors are used to monitor the temperature in order to model the thermal deformation of the machine tool. A threedirectional vibration sensor is installed on the spindle and working table, and a high-precision grating ruler is installed on each feeding axis for closed-loop control. The positioning accuracy of the machine is ≤10 μm and the repeated positioning accuracy is ≤8 μm. This machine tool is used to verify Intelligent Function 3: Hybrid modeling of the machine tool’s feeding system and its application to contour error compensation, which will be presented in Section 4.3.
《4.3. Examples of intelligent applications of the IMT》
4.3. Examples of intelligent applications of the IMT
4.3.1. Surface machining quality optimization based on Cyber NC and double-code control technology
This example was implemented on the S5H precision machine tool, where the test specimen Mercedes was taken as the machining part (Fig. 8) in order to verify the effectiveness of Cyber NC and double-code control technology in improving the surface machining quality.
《Fig. 8》
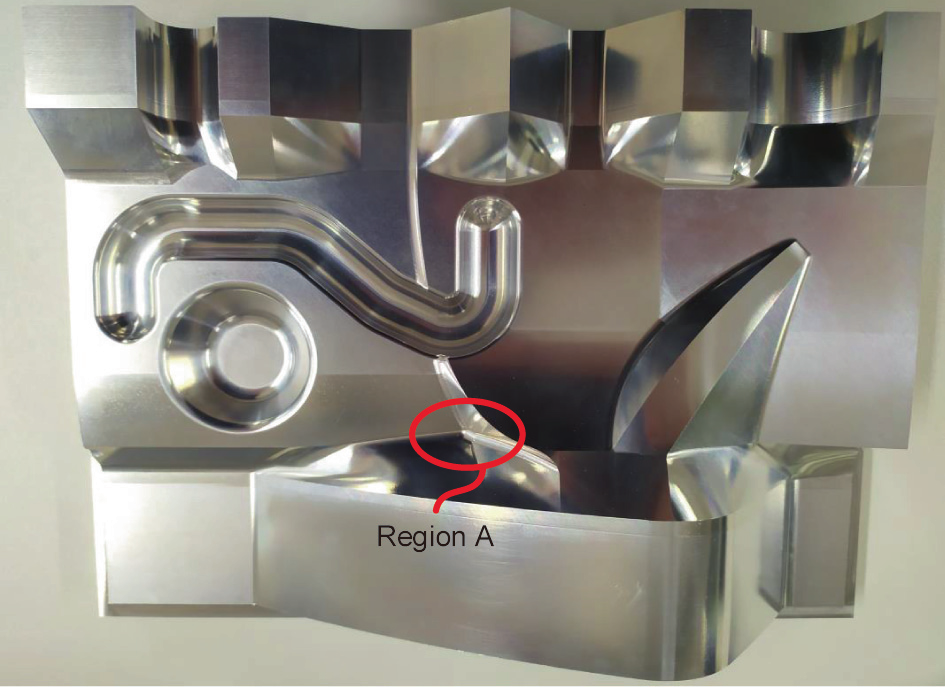
Fig. 8. Test specimen Mercedes.
Based on the geometric and structural parameters of the machine tool, Cyber NC, the parameter-level digital twin of the NC, is built, where the Local NC and Cyber NC are equivalent at the interpolation level—that is, they have the identical interpolation command for the machining program.
Before the actual machining, the G-code of the surface is simulated in Cyber NC. By taking the smoothness of the interpolation command and the consistency of the feed rate along the lateral direction of the tool path as the objectives, the interpolation command and feed rate planning command are iteratively adjusted and optimized until the optimization objectives are achieved. Based on the optimized results, the i-code is generated. In the real machining scenario, double-code control technology is implemented, where the G-code and i-code (embedded with the optimized result of the feed rate) are executed synchronously in the INC.
The experimental results shown in Fig. 9 verify that optimization based on a digital twin and double-code control technology can significantly improve the consistency of the feed rate along the lateral direction, thereby improving the surface machining quality. It is observed that the features of the part after optimization are clearer and more consistent with those of the original computer-aided design (CAD) model (Fig. 9(b)).
《Fig. 9》

Fig. 9. Comparison of Region A before and after optimization. (a) The chromatographic point cloud of interpolation (CPCI) of the feed rate [15]; (b) the surface machining quality.
4.3.2. Machining parameters optimization of lathing based on big data modeling
Optimization of the process parameters in computer numerical control (CNC) machining is essential, as it affects the machining quality, efficiency, and life of manufacturing resources such as machine tools and cutters [16,17]. There is an extensive body of work on process parameters optimization. One method is to optimize the process parameters by theoretically modeling the cutting force and cutting stability during machining [18]. Other methods based on big data modeling have emerged in recent years [19,20].
This example was implemented in the BL5-C intelligent lathe machine. The in-process machining data was utilized to build the processing system response model of this machine. This example was conducted to verify the feasibility and effectiveness of knowledge learning, accumulation, and utilization based on manufacturing big data. Details for this example are given as follows.
(1) A back propagation (BP) neural network was chosen as the model for describing the law of the process system response of the lathe machine. The input of this model contains five process parameters—including the cutting depth, turning radius, cutting speed, feed rate, and MRR—while the output is the spindle power. The structure and input/output of this model are shown in Fig. 10.
《Fig. 10》

Fig. 10. The BP neural network for modeling the process system response.
(2) A general part is machined using this machine tool, and the big data of the instruction domain is collected. The steady-state data is extracted from the data of the spindle power and is taken as the sample for training the neural network. Based on the technology of the instruction domain, the corresponding cutting parameters for the steady state of the spindle power are retrieved as the samples for the input of the model; these include the cutting depth, turning radius, cutting speed, feed rate, and MRR. As the machining goes on, the number of samples at the steady state increases, and the neural network model can be trained with an increasingly better prediction accuracy; in other words, a digital twin model (the BP network) is gradually developed in the machining process, and can be used to simulate and predict the spindle power of the lathe machining.
(3) Given a new part (with different geometric shapes and process parameters) machined using the same manufacturing resources (i.e., machine tool, cutter, materials of the workpiece, and cooling conditions), the spindle power is predicted from the model generated as described above before the actual machining is performed; based on this, the feed rate can be iteratively optimized. For the parts shown in Table 2, by taking the maximum allowable spindle power and its fluctuation as the constraints, optimization is conducted toward machining efficiency; the optimization results are shown in Table 2 and Fig. 11. The experimental results show that the machining time after optimization is 27.8% shorter, while both constraints for spindle power are satisfied.
《Table 2》
Table 2 Comparison of experimental results.

Opt: optimization.
《Fig. 11》

Fig. 11. Experimental results before and after optimization. (a) Feed rate; (b) spindle power.
4.3.3. Hybrid modeling of the machine tool’s feeding system and its application to contour error compensation
Accurate modeling of the feeding system of the machine tool is the basis for control strategy optimization, parameter optimization, error pre-compensation, and contouring accuracy improvement [21,22]. Based on a theoretical analysis of the feeding system, Erkorkmaz and Altintas [23] proposed an unbiased leastsquares approach to estimate inertia and viscous friction, and developed the friction model by observing the disturbance torque through a Kalman filter. This model was utilized to design a high-speed feed drive control system. In contrast to the theoretical modeling method, other work has focused on the data-driven modeling approach. Huo and Poo [24] presented a nonlinear autoregressive (NA) neural network modeling method to construct a model of the feeding system, from which the actual position of the machine tool can be precisely predicted from some given input. Li et al. [25] proposed a data-driven method for backlash error prediction using a deep belief network (DBN).
This example was implemented on the BM8-H intelligent milling machine. The model of the machine tool’s feed system was built via the hybrid modeling approach using multi-domain theoretical analysis and big-data-based modeling, and the feasibility of this hybrid modeling approach is demonstrated. Details for the implementation are given as follows.
(1) A multi-domain theoretical model was built for the X and Y feeding axes of the BM8-H intelligent milling machine; it includes the elements of the servo drive, servo motor, working table, and mechanical transmission components. In the theoretical analysis, the models for the servo drive and servo motor were built based on their design parameters. The parameters for modeling the mechanical components are listed in Table 3. In order to accurately identify these parameters, the sensitivity analysis approach is used to determine their identification order. A default value is assigned to parameters with low sensitivity, and the parameters are then identified in descending order of sensitivity. For the parameters of the mechanical components, the identification results are shown in Table 3.
《Table 3》
Table 3 Parameters and their identification results.

The prediction accuracy of this model is verified by the circular trajectory with a radius of 50 mm and a feed rate of 3000 mm·min-1; the maximum contour error is 10.07 μm, as shown in Fig. 12.
《Fig. 12》

Fig. 12. (a) Circular contour of different conditions; (b) comparison of contour prediction error between multi-domain modeling and hybrid modeling.
(2) To improve the prediction accuracy, a hybrid model was designed, as shown in Fig. 13. The model consists of a basic model and a deviation model, which are respectively the multi-domain theoretical model obtained in the above step and a six-layer neural network model. The input of the neural network is the instruction sequence of the feed system and the perdition sequence from the multi-domain model; the output is the deviation prediction sequence between the simulation value and the real measured value. Based on the samples taken from the instruction value and the real measured value, the neural network characterizing the prediction error of the theoretical model is trained to estimate the error in the actual machining process. By combining the prediction sequence from the theoretical model with the deviation prediction sequence from the neural network, the mixed prediction sequence can be made to accurately simulate the response of the feeding system of the machine tool. In Fig. 13, the basic model is consisted of automatic position regulator (APR), automatic speed regulator (ASR), automatic current regulator (ACR), motor, and the mechanical transmission component; r is the instruction sequence, w is the real measured value, and F0 is the input of disturbance.
《Fig. 13》

Fig. 13. Hybrid modeling of the machine tool’s feeding system.
(3) As shown in Fig. 12(b), the maximum prediction error of our hybrid model is 3.21 μm, which is significantly less than that of the theoretical model (of which the maximal error is 10.07 μm). Based on the prediction results from the hybrid model, the contour error can be compensated for, to achieve the results shown in Fig. 14. The maximal contour error before and after compensation is 12.53 and 4.58 μm, respectively (for a 63.4% reduction). The experimental results prove that the hybrid model, which combines the classical multi-domain theoretical modeling approach with a typical AI-based modeling method, can significantly improve the motion control accuracy of the machine tool’s feeding system.
《Fig. 14》
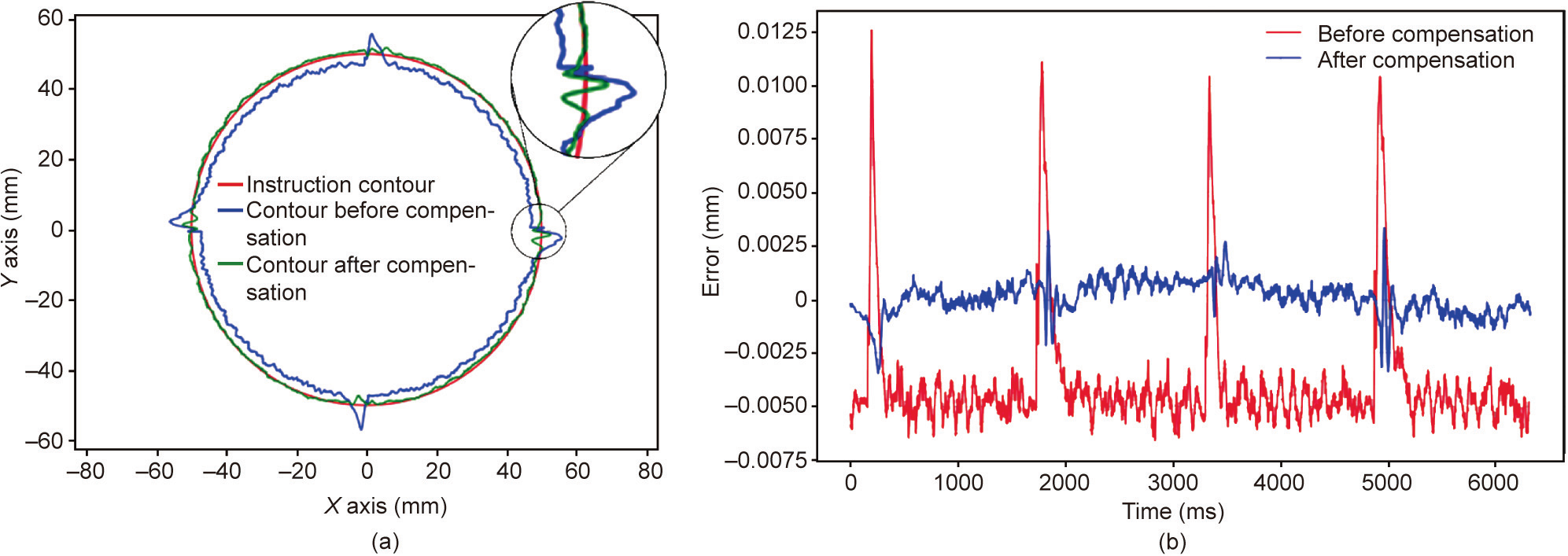
Fig. 14. (a) Circular contour of different conditions; (b) contour error before and after compensation via hybrid modeling.
《5. Conclusion》
5. Conclusion
This paper explores the integration and application of the new generation of AI technology to machine tools, and analyzes the developing trend of the machine tool from the NCMT to the SMT, and finally to the IMT. This work examines the enabling principles of autonomous sensing and connection, autonomous learning and modeling, autonomous optimization and decision-making, and autonomous control and execution using big-data-based AI technology. It reveals that the essential characteristic of the IMT is that it can automatically generate, accumulate, and utilize knowledge so as to achieve the goals of superior precision, good reliability, high efficiency, good safety, and low consumption in the production process. In order to endow the machine tool with intelligence, three intelligent enabling technologies—the instruction-domain analysis method, hybrid modeling of the digital twin, and double-code control—are proposed here. An industrial prototype of the INC is designed and developed, based on which three IMTs are built. Three corresponding intelligent applications are implemented on the three IMTs, thus validating the feasibility and advantage of the proposed three enabling technologies in promoting the surface machining quality (with no cutting marks at the shape features of the surface), improving the machining efficiency (a 27.8% improvement), and reducing the contour error of the feeding system (a 63.4% reduction).
Our current research in this paper is a preliminary exploration of the IMT. In future, we will focus on the following three research topics: ① approaches for retrieving valid samples (both positive and negative samples, for modeling via machine learning) from the data accumulated in the machining process; ② technologies for sharing and reusing knowledge between IMTs; and ③ the application of AI technology in the machine tool industry and production practice.
《Acknowledgements》
Acknowledgements
The authors would like to express special thanks to Prof. Ji Zhou from the Chinese Academy of Engineering. This paper is supported by the National Natural Science Foundation of China (51675204 and 51575210) and the National Science and Technology Major Project of the Ministry of Science and Technology of China (2018ZX04035002-002).
《Compliance with ethics guidelines》
Compliance with ethics guidelines
Jihong Chen, Pengcheng Hu, Huicheng Zhou, Jianzhong Yang, Jiejun Xie, Yakun Jiang, Zhiqiang Gao, and Chenglei Zhang declare that they have no conflict of interest or financial conflicts to disclose.











 京公网安备 11010502051620号
京公网安备 11010502051620号




