
《1. Introduction》
1. Introduction
Ethylene and propylene are the cornerstones of the chemical industry, with more than 75% of chemical products as their downstream derivatives. They are conventionally produced via naphtha steam cracking and fluid catalytic cracking (FCC), in which oil is mainly used as feedstock. China, however, relies heavily on imports for crude oil. The Dalian Institute of Chemical Physics (DICP), together with China Petroleum & Chemical Corporation (Sinopec) Luoyang Petrochemical Engineering Company and SYN Energy Technology Co., Ltd., have developed a methanol-to-olefins technology—namely DMTO—which opens up an alternative path to synthesize light olefins from methanol, a platform chemical that can be readily derived from coal [1]. As coal is relatively abundant in China, the success of DMTO is of practical significance in balancing the supply and demand of light olefins, reducing China’s dependence on imports for crude oil, and promoting national energy security. This report outlines the catalyst, fluidized-bed reactor, and process of DMTO technology, with an emphasis on the key technologies involved in commercial units and sustainable development for future applications.
《2. DMTO technology overview》
2. DMTO technology overview
A DMTO unit is the heart of a modern coal-to-olefins (CTO) plant. Fig. 1(a) provides an overview of the Shenhua Baotou CTO plant, and Fig. 1(b) schematically shows the main units in a CTO plant. Typically, coal is first gasified with steam to produce synthetic gas (CO and H2) in a CTO plant, and then transformed into methanol via a methanol synthesis unit. Through a DMTO unit, methanol can be further converted into ethylene and propylene, as shown in Fig. 1(c). After passing through a separation unit, the highly purified ethylene and propylene can be used to produce polymers and/or other downstream derivatives. Coal-to-methanol technologies, including coal gasification and methanol synthesis, are well-established and widely applied in traditional coal chemical industries. Olefins separation and polymerization are also routinely used in petrochemical industries. In this sense, DMTO technology essentially bridges the gap between the coal chemical and petrochemical industries.
A typical DMTO unit includes six systems (Fig. 1(d)): the heating exchange system, fluidized-bed reactor–regenerator system, quench tower system, sour water stripping system, main air supply system, and steam system. The fluidized-bed reactor–regenerator system is the most important of the six systems, as the methanol conversion reaction takes place here. In 2006, the DICP team completed scale-up experiments in a DMTO demonstration unit with a methanol rate of 16 kt·a-1 , and achieved a light olefins selectivity of ~79% with almost complete methanol conversion [2]. After the demonstration experiments were complete, the DMTO technology was first licensed to Shenhua Group to build the world’s first CTO plant. This plant was designed to convert 1800 kt·a-1 of methanol to produce 600 kt·a-1 of polyethylene (PE) and polypropylene (PP). It was successfully started up in 8 August 2010, and the world’s first batch of PP and PE made from coal was available in the market about ten days later. It was found that ~2.97 t of methanol is consumed to produce 1 t of light olefins (ethylene and propylene), based on a continuous 72 h performance test [2]. As of the end of 2019, a total of 26 DMTO units had been licensed (with an ethylene and propylene production capacity of 14 000 kt·a-1 ), and 14 DMTO units (with an ethylene and propylene production capacity of 7670 kt·a-1 ) had been started up and put into operation. Fig. 2 shows these 14 DMTO units.
《Fig. 1》
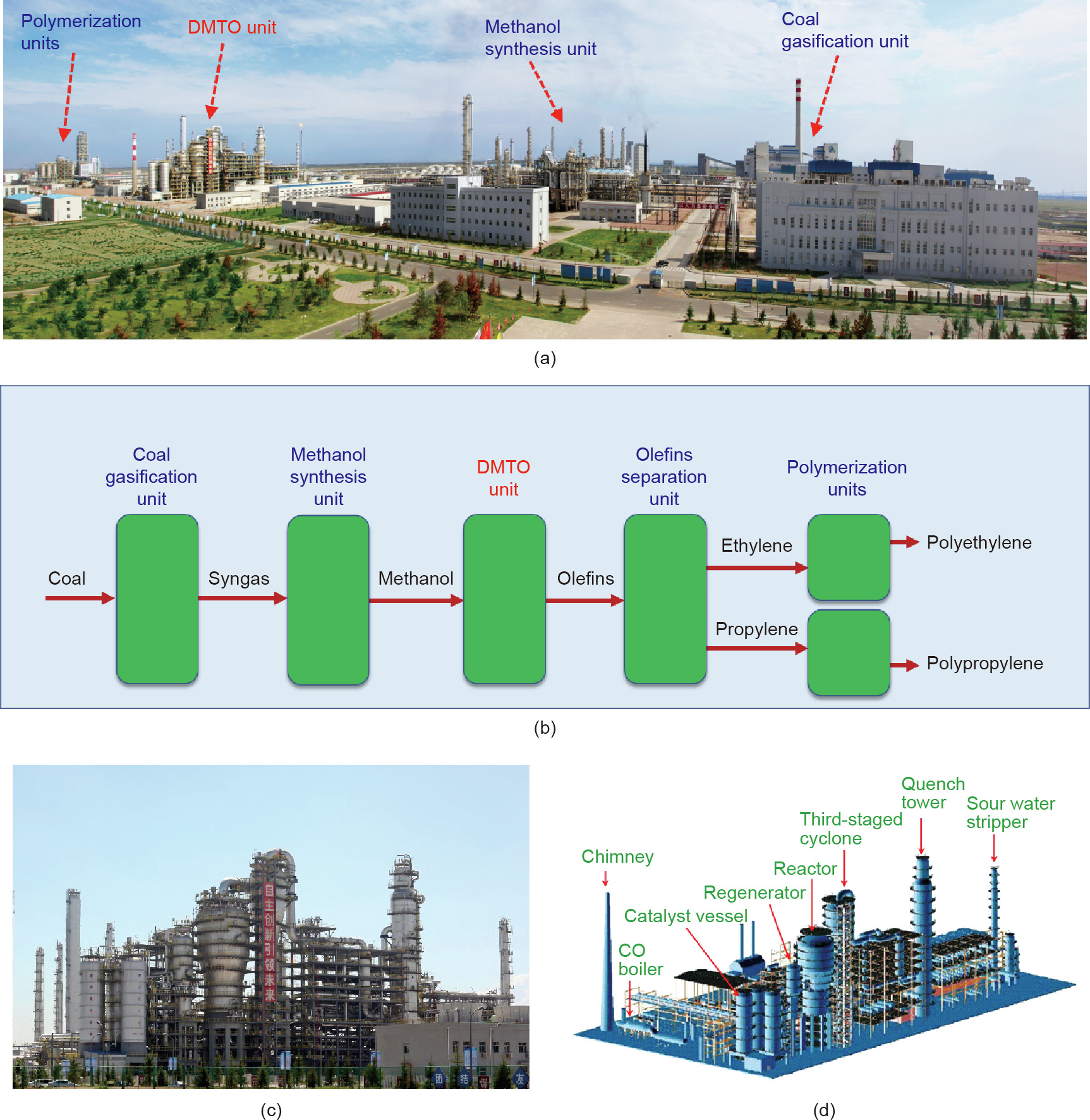
Fig. 1. (a) An overview of the Shenhua Baotou CTO plant; (b) the main units in a CTO plant; (c) a photograph of the DMTO fluidized-bed reactor unit; (d) a three-dimensional model of a DMTO unit.
《Fig. 2》
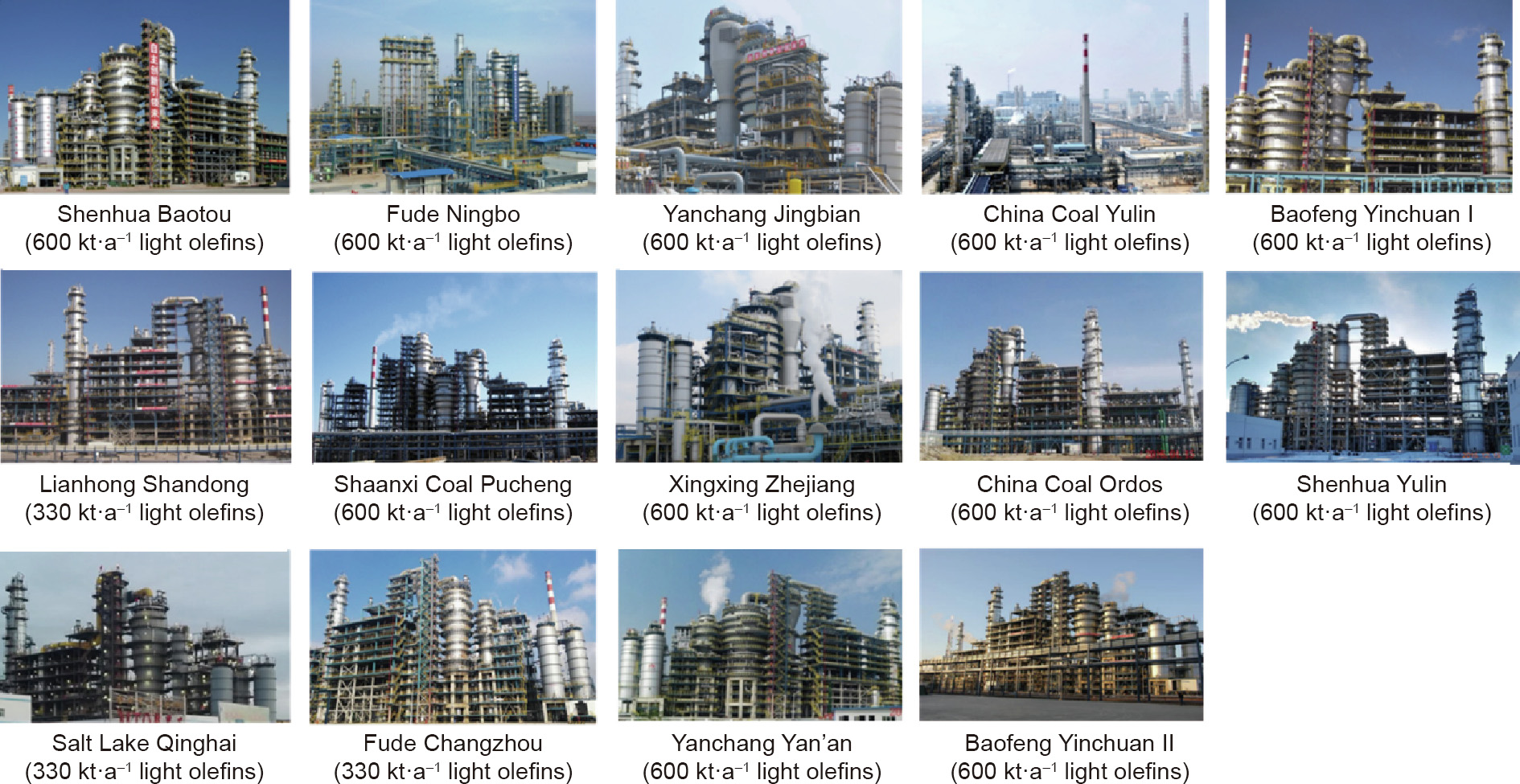
Fig. 2. All 14 DMTO units commissioned as of November 2019.
《3. The DMTO catalyst》
3. The DMTO catalyst
In DMTO technology development, one of the key challenges is to synthesize a highly effective and stable catalyst that can transform methanol into ethylene and propylene with high methanol conversion and excellent light olefins selectivity. In the 1980s, scientists at DICP found that silicoaluminophosphate (SAPO)-34 molecular sieves, which have the chabazite (CHA) structure with cylinder-like cages and small eight-membered-ring openings, manifest very high light olefins selectivity due to the shape selectivity [3].
《3.1. Synthesis of SAPO-34 molecular sieves》
3.1. Synthesis of SAPO-34 molecular sieves
In view of the severe conditions in industrial operations, the SAPO-34 used for industrial applications must have controllable acidity and high thermal/hydrothermal stability. The DICP team focused on the crystallization mechanism of SAPO-34 and associated the silicon (Si) coordination environment (acidity) and Si distribution with the methanol-to-olefin (MTO) catalytic performance [1]. It was found that SAPO-34 with a lower Si content—that is, with the formation of a single Si(4Al) species in the framework—exhibits higher resistance to coking. Fluorine-mediated synthesis was then applied in crystallization; this resulted in the formation of fluoride-Si chelates and promotion of the dissolution of pseudoboehmite and silica particles, eventually leading to a relatively uniform release of Si [4]. The DICP team also significantly improved the hydrothermal stability of SAPO-34, achieving over 80% relative crystallinity after 100% steam treatment at 800 °C for 45 h.
To enable the massive production of SAPO-34 molecular sieves, it is essential to establish economic templates for SAPO-34 synthesis, since templates may influence the morphologies, microstructures, and acidic properties, and thus affect catalytic performance. The DICP team found that a lower solubility of inorganic resources in the amino-thermal system could promote a solid product yield. The relatively cheap triethylamine (TEA) and diethylamine (DEA) could thus be used to direct the crystallization of SAPO-34, while maintaining a satisfactory catalytic performance [1,4].
《3.2. Manufacturing the DMTO catalyst》
3.2. Manufacturing the DMTO catalyst
In practical applications, the DMTO catalyst should possess high mechanical strength and good flowability, as a fluidizedbed reactor–regenerator system is used. MTO catalysts are typically made in the form of microspheres with controllable physical properties via the spray-drying method, with SAPO-34 molecular sieves used as the active components. Physical properties—particularly particle density and size distribution—are critical for maintaining good fluidization performance in a fluidized-bed reactor and regenerator system [1,4]. In 1993, the DICP team first scaled up the synthesis process of SAPO-34 to a 1 m3 autoclave; in 1995, this was extended to two 2 m3 autoclaves. The experiences and knowledge accumulated via the scaling-up process by the DICP team finally led to the successful construction and commission of a 2000 t·a-1 DMTO catalyst plant, which contains both SAPO-34 molecular sieves synthesis and DMTO catalyst manufacturing units.
《4. The DMTO reactor and process》
4. The DMTO reactor and process
Another challenge for DMTO technology is to develop an efficient and optimal reactor that can render the high effectiveness of the corresponding catalyst. Methanol conversion over SAPO-34 is highly exothermal, and the adiabatic temperature rise can be as high as 250 °C [5]. Furthermore, the SAPO-34 catalyst is characterized by rapid deactivation due to coke deposition. In view of these factors, the fluidized-bed reactor–regenerator configuration, in which deposited coke on the catalyst can be continuously burnt off, was considered to be superior to a fixed-bed reactor for DMTO technology.
《4.1. DMTO fluidized-bed reactor scale-up》
4.1. DMTO fluidized-bed reactor scale-up
In 2006, the DICP team worked with the collaborators to construct a DMTO demonstration unit in Huaxian County, Shaanxi Province. The unit consists of a turbulent fluidized-bed reactor and a bubbling fluidized-bed regenerator. The aim of the construction of a demonstration unit was to study the hydrodynamics and reaction performance of the turbulent fluidized-bed reactor and collect basic data for commercial unit design. The fluidized-bed reactor in the DMTO demonstration unit has a diameter of ~1.0 m, with a methanol feed rate of 2.0 t·h-1 . The demonstration unit was run continuously for 1200 h, and the influences of the operation parameters (i.e., temperature, weight hourly space velocity (WHSV), catalyst residence time, gas catalyst contact time, etc.) on methanol conversion and light olefins selectivity were studied. It was shown that an average selectivity of ethylene and propylene of 78.71% and a methanol conversion of over 99% could be achieved.
《4.2. DMTO fluidized-bed reactor design》
4.2. DMTO fluidized-bed reactor design
From the operation of the demonstration unit, it was found that the optimal gas catalyst contact time for the DMTO reaction was 2–3 s in order to avoid undesired byproducts. A favorable catalyst residence time of about 60 min was identified for maximizing the light olefins selectivity. Such a short contact time together with a long catalyst residence time suggests a shallow turbulent fluidized-bed reactor; that is, the design should involve a ratio of bed height to diameter of ~0.3. Sinopec Luoyang Petrochemical Engineering Company successfully designed a DMTO fluidized-bed reactor with a diameter of ~11.0 m at the dense phase (and 16 m above the swage) and a dense phase bed height of ~3.0 m. The design of a shallow fluidized bed with such a large scale is a major challenge in engineering [5], since it is extremely difficult to arrange the gas distributor, cyclone diplegs, catalyst draw-off bin, and other internals in a space of less than 3.0 m while maintaining a good solid–gas two-phase distribution.
《4.3. DMTO fluidized-bed reactor start-up》
4.3. DMTO fluidized-bed reactor start-up
The procedure for starting up the fluidized-bed reactor is very important in industrial operations. Typical catalytic processes such as FCC, which are widely used in oil refineries, must first provide heat to warm up the catalyst by burning torch oil in the fluidized-bed regenerator. For the DMTO technology, the DICP team proposed to first make use of the heat of the methanol conversion reaction to increase the temperature of the catalyst particles in the reactor. Upon reaching a certain temperature, the hot and coked catalyst from the reactor was then circulated to further heat the regenerator. In this way, the time required to start up the DMTO unit was significantly shortened. In addition, liquid methanol was used instead of water as the fluid in the internal catalyst cooler in the DMTO reactor in order to take away the excess heat; this was shown to be very efficient and safe, since methanol, if leaked, can be directly converted in the reactor.
《4.4. DMTO fluidized-bed catalyst attrition》
4.4. DMTO fluidized-bed catalyst attrition
In a fluidized-bed reactor, the continuous movement of catalyst particles causes frequent particle–particle and particle–wall collisions, which might result in a severe decrease in the particles’ strength and eventually lead to surface abrasion and/or particle breakage. The attrition of catalyst particles in a fluidized-bed reactor can be the consequence of complicated mechanical, thermal, and chemical stress. Detailed studies on DMTO catalyst attrition at high temperatures were carried out. It was shown that the DMTO catalyst is extremely attrition resistant, and that abrasion becomes the dominant attrition mode at 500 °C [6]. Thus, the size of the catalyst particles only slightly decreases since the fines generated by abrasion are mostly in the size range of 1–3 μm [6]. The challenge is that the particle size distribution changes over time due to attrition from different sources. A model for catalyst attrition in a DMTO fluidized-bed reactor was established, and the predicted catalyst attrition rate is well within the range of industrial campaign data, which favors the improvement of the catalyst attrition rate in DMTO units.
《5. Sustainable DMTO technology》
5. Sustainable DMTO technology
The DICP team is pursuing sustainable innovations of DMTO technology from the aspects of both catalyst and processes [7]. A new DMTO catalyst and two updated processes, the DMTO-II and DMTO-III technologies, have been successfully developed and commercialized.
《5.1. Innovative DMTO catalyst》
5.1. Innovative DMTO catalyst
To further increase the light olefins selectivity and methanol conversion, the DICP team developed a new DMTO catalyst using specially designed nano-size SAPO-34 molecular sieves together with more efficient synthesis procedures. A new DMTO catalyst plant was constructed in Changxing Island in Dalian for the industrial manufacturing of this new DMTO catalyst. The first production of this DMTO catalyst was realized in November 2018. So far, the new DMTO catalyst has been used in at least four DMTO commercial units. It has been demonstrated that the new DMTO catalyst can significantly boost the light olefins selectivity and reduce the coke-to-feed ratio. Most importantly, with the use of the new DMTO catalyst, the operation WHSV for a DMTO unit can be significantly promoted, which makes it possible to increase the methanol feed rate by 50%. The new catalyst was successfully used in the Baofeng Ningxia Phase II CTO plant, a recently built CTO plant that was started up in 2018 (Fig. 3). It was shown that the consumption of methanol in the DMTO unit can be reduced from 2.97 to 2.85 t for producing 1 t of light olefins.
《Fig. 3》

Fig. 3. The Baofeng Ningxia Phase II CTO plant, which was started up in 2018. With the use of the innovative DMTO catalyst, the consumption of methanol per ton light olefins in this DMTO unit is reduced to 2.85 t.
《5.2. DMTO-II technology》
5.2. DMTO-II technology
In order to achieve a higher yield of light olefins, the DICP team developed a dual-functional catalyst that can catalyze both the methanol-to-olefins and C4+ hydrocarbons cracking reaction. Based on this catalyst, an updated version of DMTO technology— the DMTO-II technology—was developed. In a DMTO-II unit, the C4+ hydrocarbons, which were considered as byproducts in the DMTO units, can be recycled to an additional fluidized-bed C4+ cracking reactor in order to increase the ethylene and propylene yield, as shown in Fig. 4. As a single catalyst is used, both the methanol-to-olefins and C4+ cracking reactors can share a single fluidized-bed regenerator, which significantly simplifies the process and improves the utility efficiency. In September 2009, the DICP team worked with the collaborators to revamp the DMTO demonstration unit and upgraded it to a DMTO-II demonstration unit. In May 2010, the demonstration of DMTO-II technology was successfully completed. At the end of 2014, the first commercial DMTO-II unit with a methanol feed rate of 1800 kt·a-1 was started up in the Pucheng Energy Chemical Company, in which the production of ethylene and propylene was boosted to 670 kt·a-1 .
《Fig. 4》

Fig. 4. The sustainable development of DMTO technology.
《5.3. DMTO-III technology》
5.3. DMTO-III technology
After the success of DMTO-II technology, the DICP team further developed the third-generation DMTO (DMTO-III) technology, in which the methanol-to-olefins reaction is significantly enhanced so that methanol can be effectively converted to ethylene and propylene with a selectivity of 85%–90% without recycling C4+ hydrocarbons for further cracking. This was achieved based on the optimization of the distribution of coke deposited on the catalyst via an improved reactor design and the use of a new DMTO catalyst. In a DMTO-III unit (Fig. 4), even though the methanol consumption for producing 1 t of ethylene and propylene is reduced to ~2.64 t without the recycling of C4+ byproducts, the feed rate of methanol for a DMTO-III fluidized-bed reactor can be enlarged to 3000 kt·a-1 . This means that a single DMTO-III unit can produce around 1150 kt·a-1 of light olefins without increasing the capital expenditure (CAPEX). In 2019, the DICP team finished the experiments on a 1000 t·a-1 DMTO-III pilot plant. So far, the DMTO-III technology has been licensed to build five commercial units.
《5.4. The methanol-to-propylene process》
5.4. The methanol-to-propylene process
The rapid increase in the demand for propylene has resulted in technology for the on-purpose production of propylene. The DICP team developed a multi-function catalyst that can convert methanol into light olefins (including both ethylene and propylene), transform the ethylene into propylene, and crack C4+ hydrocarbons into propylene [7]. In this way, the DICP team developed a methanol-to-propylene (DMTP) technology in which a staged fluidized-bed reactor was designed to maximize the performance of the catalyst based on the experience obtained from the DMTO reactor scale-up, as different operation conditions are required for methanol conversion and ethylene conversion. In addition, a separated fluidized-bed C4+ cracking reactor was implemented to convert the C4+ byproducts into propylene. The pilot experiments (with a scale of 300 t·a-1 methanol feed) were completed by the end of 2015, and the results showed that an overall propylene selectivity of 75%–80% could be achieved. This technology is now available for licensing in the market.
《6. Closing remarks》
6. Closing remarks
With 14 DMTO units being commissioned, DMTO technology has been well developed and demonstrated in China. The application of DMTO technology is now changing the strategy and framework for the light olefins supply in China. This technology can also play an important role in other countries that are abundant in coal, natural gas, and biomass, as methanol can be readily produced from these resources. However, advances in DMTO technology have never stopped. Based on the commercialized DMTO and DMTO-II technologies, a breakthrough has been further achieved in the catalyst and reactor development; this has led to the highly efficient DMTO-III technology, which can produce 1150 kt·a-1 of light olefins in a single fluidized-bed reactor. This new technology can undoubtedly save a significant quantity of CAPEX and improve the economics of DMTO technology. In the meantime, DMTP provides a flexible approach for the on-purpose production of propylene to fit the rapid fluctuation of the market.











 京公网安备 11010502051620号
京公网安备 11010502051620号




