

《1 引言》
1 引言
轧件在多辊式矫直机中的辊矫过程, 是一个连续反复弹塑性弯曲的复杂过程。揭示矫直过程本质, 正确确定矫直力能参数, 对矫直工艺的合理安排、矫直机的合理使用和设计以及矫直理论的研究, 都具有重要意义
由于矫直力与轧件的弹塑性变形有关, 再加上各矫直辊间力学关系复杂, 使矫直力的确定十分困难。迄今, 还没有计算矫直力的有效理论方法。当今国内外确定矫直力的可靠方法主要还是依靠直接测定。
本文以矫直机的工程测试为基础
矫直力的测定, 是在一台国内最大的1 300悬臂式八辊轨梁矫直机上进行的
根据矫直机的结构特点和各辊矫直力之间的关系, 八个矫直辊上的矫直力都是通过测量四个上排辊的矫直力确定的。矫直力是用专门设计的电阻应变式传感器直接测量的, 图1给出了1300轨梁矫直机工作机座简图。
《2 矫直力的波形分析》
2 矫直力的波形分析
图2给出了上排辊矫直力的实测示波图。由图可知, 矫直力波形的主要特征是具有明显的阶梯性。整个波形可分三个阶段, 第一阶段是矫直过程建立阶段, 矫直力按阶梯状递增;第二阶段 (中间) 是稳定矫直阶段, 表示该辊参与的矫直过程已经形成, 建立了稳定的矫直力;第三阶段 (最后) 是矫直过程解除阶段矫直力按阶梯状递减最后回零。
图1 1300轨梁矫直机工作机座简图
Fig.1 Rail-beam straightening mill stand
1—压下螺丝;2—测力传感器;3—机架;4—上排矫直辊;5—下排矫直辊
1—Screw down;2—Straightening force sensors;3—Frame;4、5—top (Bottom) rollers
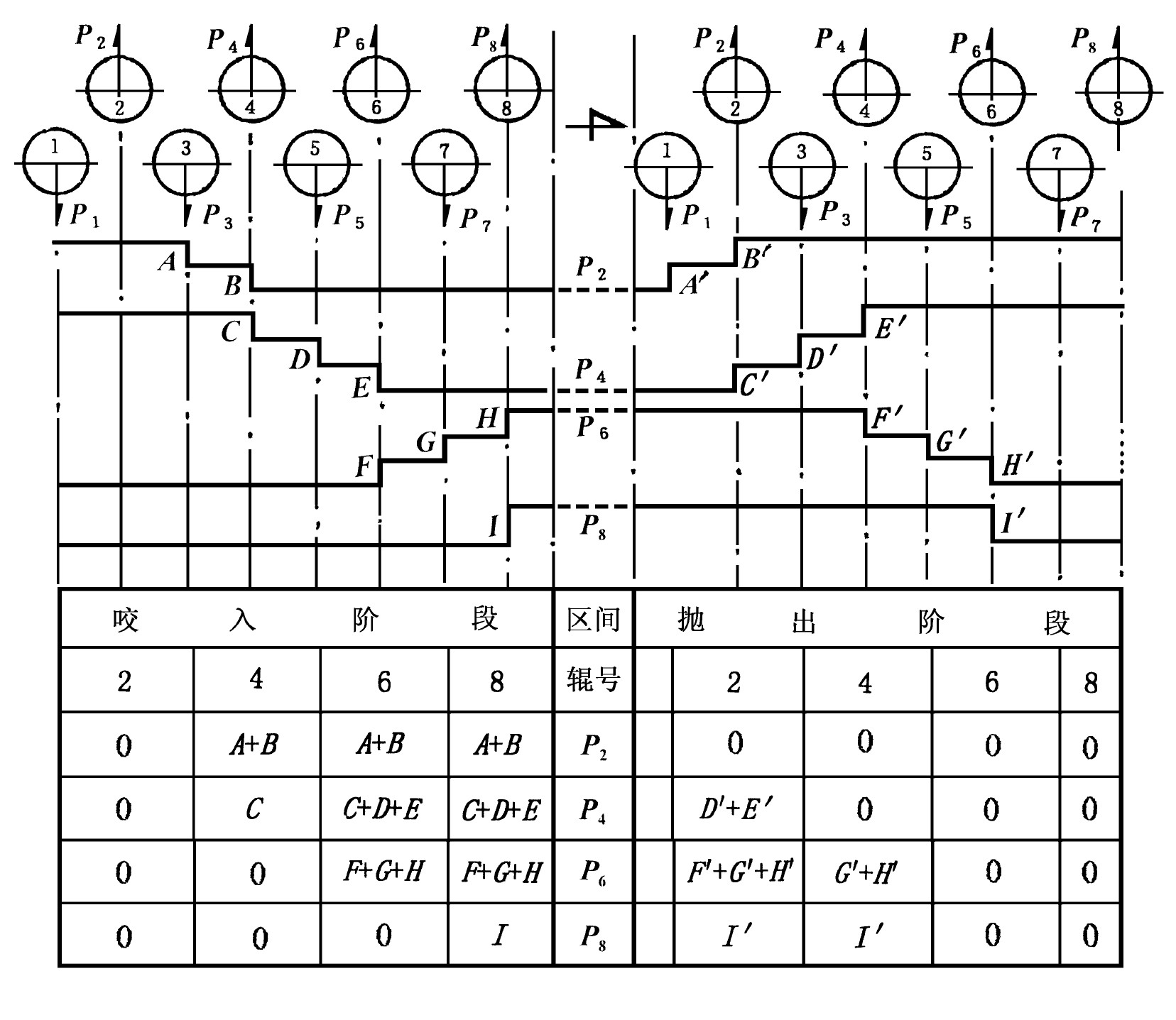
Fig.2 Straightening forces oscillogram
P2、P4、P6、P8—上排辊矫直力A、B、C、……I及A′、B′、C′、……I′—矫直力分量 (压力阶梯)
P2、P4、P6、P8—Straightening forces of top Rollers A、B、C、……I and A′、B′、C′、……I′—Straightening forces components
当把各矫直力波形联系起来看时, 第一阶段属于咬入阶段, 是建立矫直过程的过渡阶段。在此阶段, 轧件头部依次进入1~8辊, 形成六次弯曲。从轧件头部离开第八辊到尾部离开第一辊以前, 轧件受到所有矫直辊的加工;从轧件尾部离开第一辊到最后离开第八辊属于抛出阶段, 是依次解除六次弯曲的过渡过程, 直到轧件全部离开矫直机, 达到平直要求, 矫直过程全部结束。
图3是矫直力波形分析图表。图中左半部分为咬入阶段, 其矫直力阶梯 (简称压力阶梯) 依次为A、B、C、……I;右半部分为抛出阶段其压力阶梯分别为A′、B′、C′、……I′。这一图表清楚地揭示出矫直力随着矫直进程而阶越变化的规律性, 这对矫直力和矫直过程的剖析提供了便利。
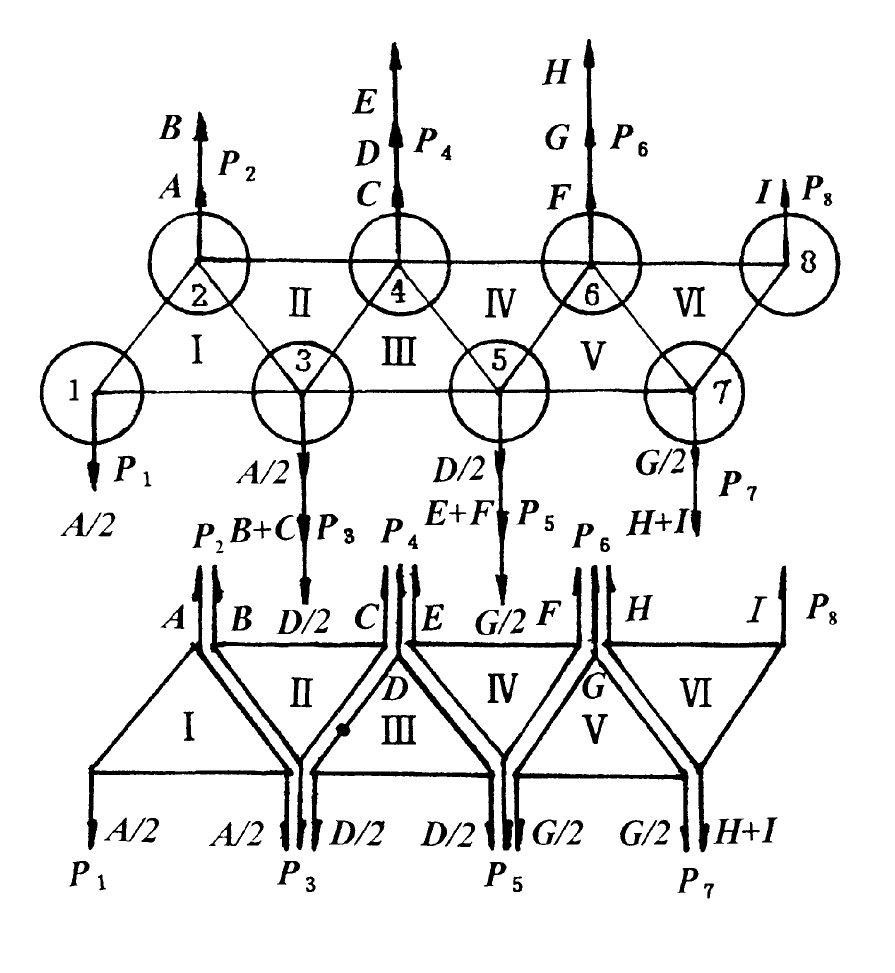
在多辊矫直机中, 每一组相邻的三个辊子就使轧件形成一次强迫弯曲, 称为一个矫直单元或弯曲单元。把弯曲单元中三个辊子的中心连接起来形成的三角形, 称为弯曲三角形 (图4) , 每一弯曲三角形代表着各该弯曲单元对轧件的一次弯曲。
多辊矫直机弯曲单元或弯曲三角形及压力阶梯的数目q与m分别为:

从压力阶梯的分析中可以看出:
1) 压力阶梯不仅决定了一个辊子上的总矫直力, 更重要的是体现了相邻各辊之间的力学关系及该辊参与的弯曲次数。这就使我们不仅能知道该辊的总矫直力, 而且能把它分解, 从而还能知道该辊为参与各次弯曲所付出的矫直力分量。
稳定矫直阶段以压力阶梯表示的各上排辊的总矫直力分别为:

咬入和抛出阶段, 各矫直辊用于参与和退出同一矫直弯曲所建立和解除的矫直分力大致相等, 即:

对任意矫直辊来说, 矫直力波形中在咬入或抛出阶段所包括的压力阶梯数目, 等于该辊参与的弯曲次数, 也等于以该辊中心为公共顶点的弯曲三角形的数目。
2) 在矫直过程中, 任意弯曲单元中的相邻三辊之间, 中间辊的矫直分力等于其前后两辊用于同一弯曲的矫直分力之和, 且前后两辊用于同一弯曲的矫直分力彼此相等。换言之, 每一弯曲单元之中三个辊子用于同一弯曲的力学关系, 可按载荷对称的简支梁来处理。这一结论十分重要, 它通过压力阶梯和弯曲单元建立了相邻各辊之间的力学关系, 并且提示了各弯曲单元的可分离性, 使我们有可能把一个由许多弯曲单元组成的超静定力学系统, 分解为一个个由三辊组成的最简单的静定分离体———简支梁来单独处理, 从而解决了所有辊子的矫直力的确定问题。
把每一弯曲单元中各辊用于该次弯曲的矫直分力分别写在该弯曲三角形的相应顶点处, 就得到各辊矫直力的分解计算图 (图4) 。图中处于弯曲三角形上部顶点处的矫直分力, 属于上排辊, 处于下部顶点处的矫直分力, 属于下排辊;把各弯曲三角形公共顶点处的矫直分力加起来, 就得到该辊的总矫直力。因此得到用压力阶梯表示的各辊矫直力的公式分别为:
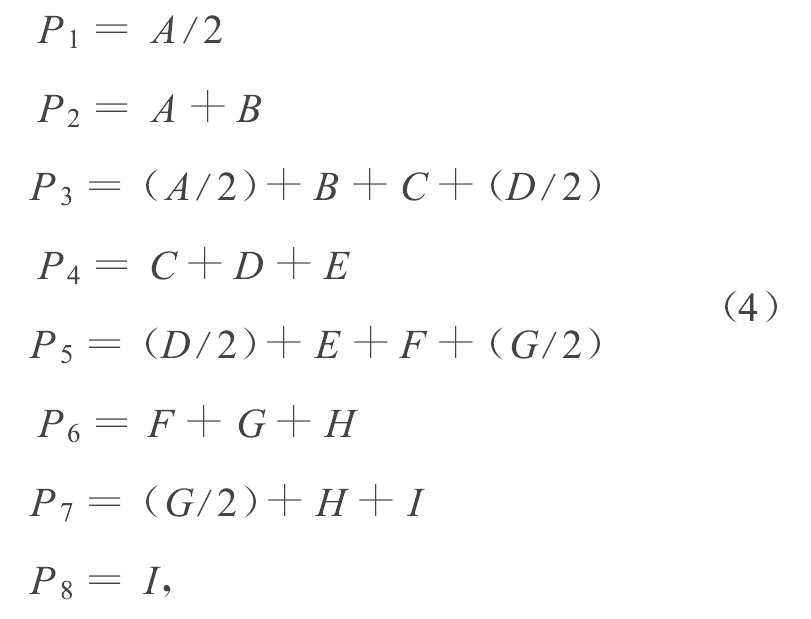

由于上述压力阶梯皆为已知 (实测值) , 故下辊矫直力亦全部解出。由此可得结论:只要测得上排辊矫直力, 就全部解决了所有辊子的矫直力。在一般情况下, 已无须再对下排辊的矫直力进行单独测量。这就是作者拟定的矫直力分割单元测量原理和矫直力系总体便捷测定方法的理论依据。因此, 只有逐一测出辊系所有辊子矫直力才能确定矫直力系的见解和作法, 是既小可能而又实无必要的。
求得各矫直力后, 很容易得出上排辊、下排辊以及所有辊子的总矫直力。
上排辊及下排辊的总矫直力为:

所有辊子的总矫直力为
图4 矫直力分解计算简图
Fig.4 Straightening forces computation diagram
1、2、3、……8—矫直辊序号;Ⅰ、Ⅱ、Ⅲ、Ⅳ、Ⅴ、Ⅵ—弯曲单元序号;P1、P2、P3、……P8—矫直力
1、2、3、……8—Rollers No.;Ⅰ、Ⅱ、Ⅲ、……Ⅵ—Bending No;P1、P2、P3、……P8—Straightening forces
矫直力方程亦可用相应的弯曲力矩 (或矫直力矩) 来表示。
根据图4所示的矫直力分解图, 很容易得到用压力阶梯表示的各辊对应的弯曲力矩, 它们是:
式中:t—辊距。
经过相应变换, 得到以矫直力矩表示的矫直力方程通式为:

对八辊矫直机而言, 用矫直力矩表示的上排辊或下排辊的总矫直力为:
所有辊的总矫直力为:

《3 确定矫直力的工程方法》
3 确定矫直力的工程方法
为了便于生产中确定矫直机负荷, 在大量实测数据的基础上, 提出如下确定矫直力的工程方法。根据这个方法, 只要知道钢种和各辊的压下量, 就可以较容易地求出相应的矫直力。其要点是:
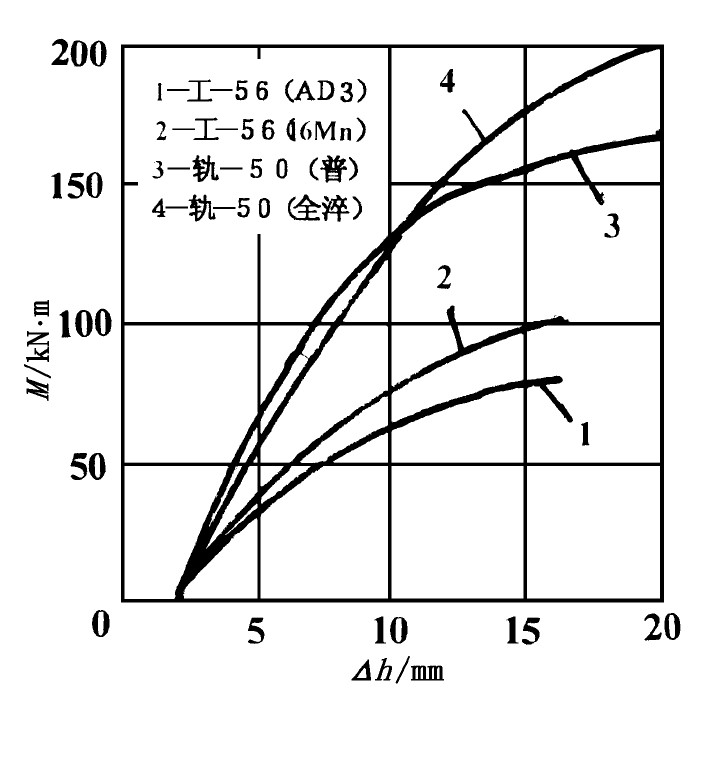
1) 根据实测数据, 建立了矫直力矩 (M) 和压下量 (Δh) 的关系曲线 (见图5) 。使用中, 只要知道压下量, 便可根据此曲线直接查出需要的矫直力矩。
2) 将各辊所对应的矫直力矩代入矫直力通式 (9—11) , 即得各辊的矫直力和总矫直力。
矫直力的计算过程, 也可以用图解法求解。
由矫直力波形分析可知, 矫直力通式 (9) 亦可写成如下形式:

式中ΔPi、ΔPi-1、ΔPi+1为第i辊用于形成矫直力矩Mi、Mi-1、及Mi+1分别付出的矫直力分量 (压力阶梯) , 其值分别为:

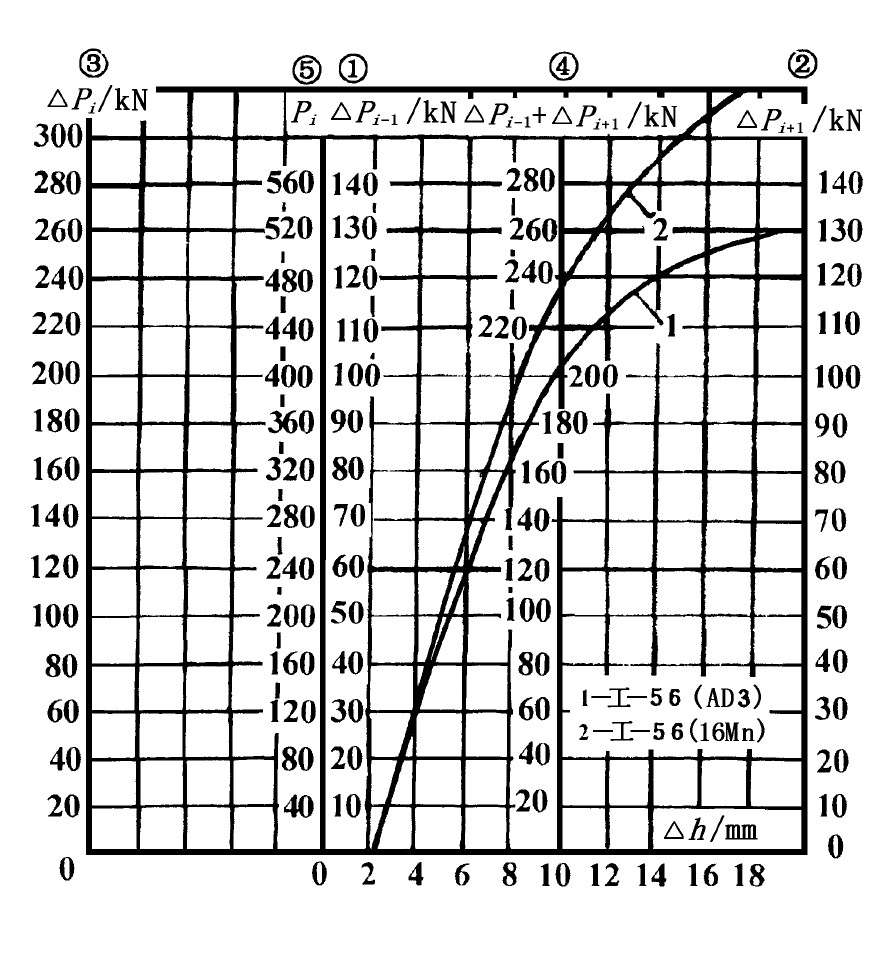
利用实测得到的矫直力矩 (M) 与压下量的关系曲线 (见图5) 和平行尺加法图解原理, 可作出如图6、图7所示的计算矫直力的诺模图, 这样就可以在已知钢种及压下量的情况下, 用图解法简便而迅速地求得所需要的矫直力。
计算矫直力, 必须知道各辊对应的压下量。上排辊的压下量是预先设定的 (指针盘读数) , 下排辊的对应压下量可按下式计算:

式中i=3、5、… (n-1) , n为矫直机辊数。
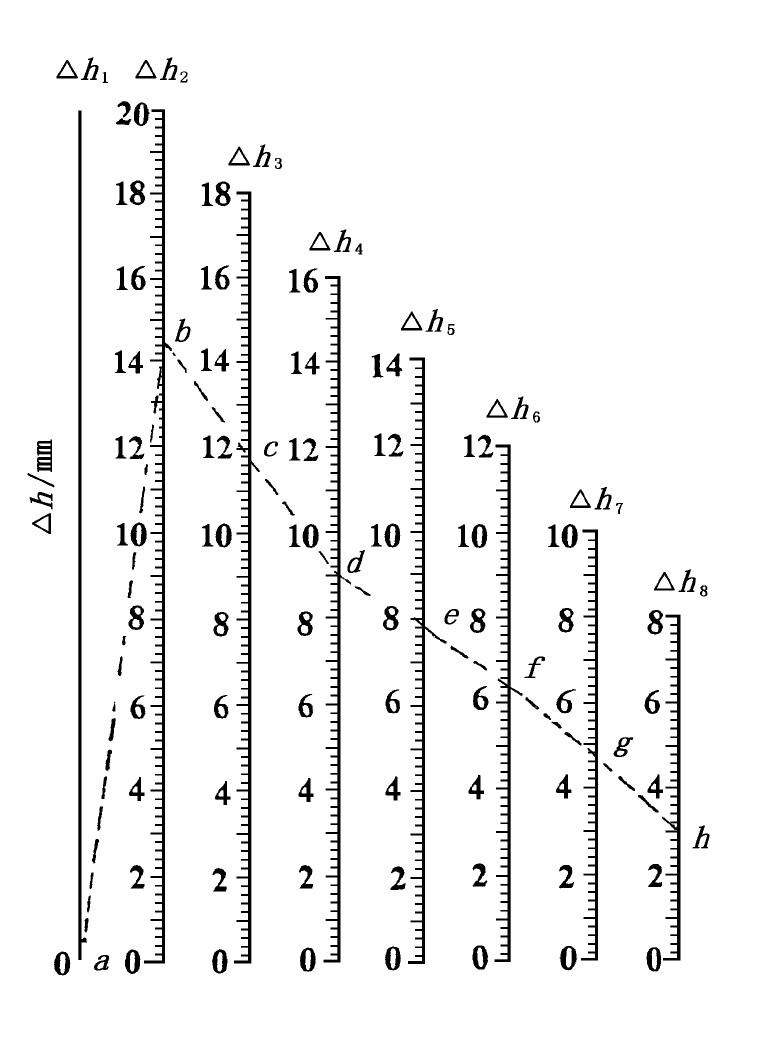
为了方便, 下辊对应压下量也可用图解法求出 (见图8) 。在上辊压下量的平行标尺Δh2、Δh4、Δh6及Δh8之间等距离点放有下辊对应压下量平行标尺Δh1、Δh3、Δh5及Δh7, 连接各相邻上辊压下量标尺上已知压下量各点的直线与各下辊对应压下量标尺之交点, 即为该下辊的对应压下量。
图6 1300矫直机工-56矫直力计算诺模图
Fig.6 工56Straightening forces computationnomogram of straightening mill 1300
下面举一个用图解法求矫直力的实例:
求矫直普轨-50时第三辊的矫直力。已知各上辊压下量分别为:
解:先根据图8, 将各上辊压下量标尺上代表相应压下量数值的各点b、d、f、h依次连起来, 在各下辊压下量标尺上分别得到a、c、e、g各点, 从而得到各下辊的压下量分别为Δh1=0, Δh3=11.75 mm, Δh5=7.75 mm及Δh7=4.75mm。
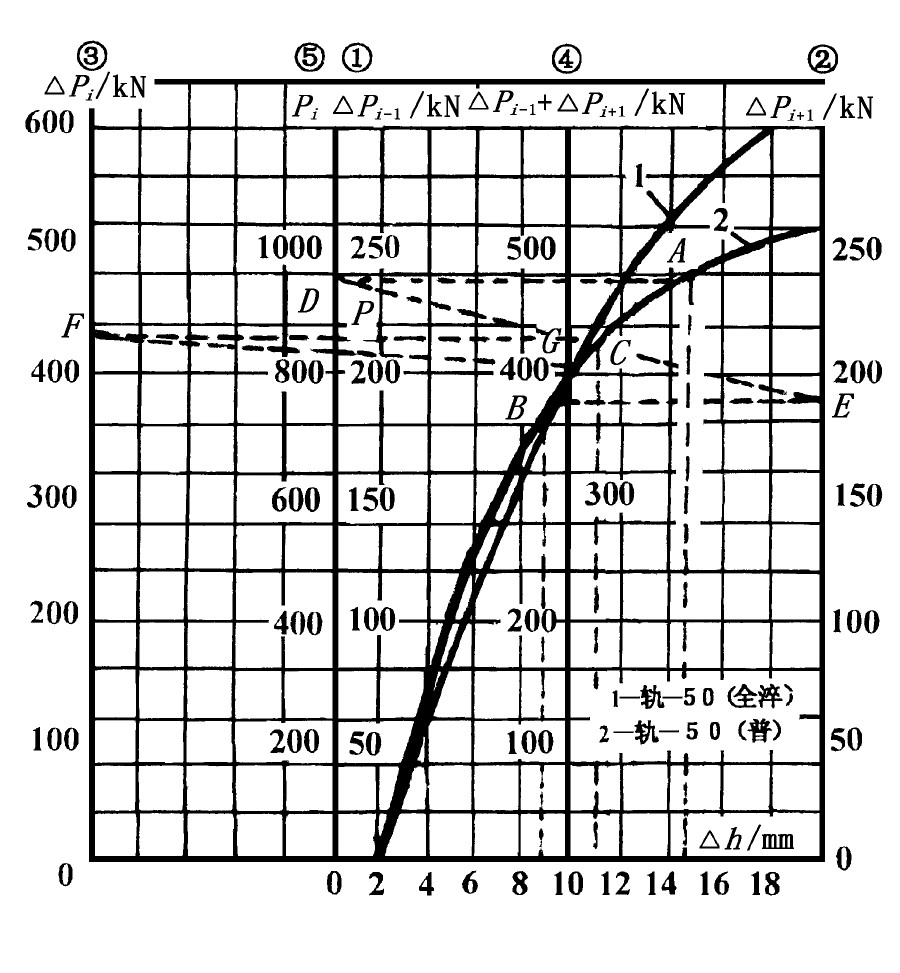
图7 1300矫直机轨-50矫直力计算诺模图
Fig.7 Rail-50 straightening forces comput-ation nomogram straightening mill 1300
对第三辊来说, i=3, Δhi=Δh3, Δhi-1=Δh2, Δhi+1=Δh4。
根据图7求P3。
第一步, 根据相邻三辊的压下量Δhi-1=14.5mm, Δhi+1=9 mm, Δhi=11.75 mm, 在曲线2上分别找出A、B、C三点, 在标尺 (1) (2) 及 (3) 上得到D、E、F三点及相应的压力阶梯为ΔPi-1=238 kN;ΔPi+1=188 kN;ΔPi=438 kN。
第二步, 边DE, 交标尺 (4) 于G, 得到ΔPi-1+ΔPi+1=426 kN。
第三步, 连GF, 交标尺 (5) 于P, 得到所求的矫直力, Pi=P3=864 kN。
由实测得知, 该矫直力为859 kN, 故计算值与实测值十分接近。
上述方法在现场制定矫直规程和在矫直机调整中使用, 收到了既简便又准确的效果。这一方法的另一优点, 是能反映实际压下方案的影响, 而一般的理论计算方法, 则不能反映这一实际情况。
应指出, 上述确定辊式矫直机矫直力的构思、原理及方法可用于各种重型矫直机矫直力的计算。











 京公网安备 11010502051620号
京公网安备 11010502051620号




