
《1 前言》
1 前言
高频真空木材干燥是一种干燥速度快、能源消耗低、环境污染小的新型联合干燥技术[1] 。该技术具备高频干燥和真空干燥各自的优点,在减少木材干燥过程中由于局部温度过高而发生开裂或烧焦可能性的同时,缩短了干燥时间;另外,还保证了木材的干燥品质[2] 。在传统 proportional integral derivative(PID)控制的基础上,将神经网络和模糊控制结合能够实现系统的智能控制,改善系统性能,提高控制精度。
《2 高频真空木材干燥的模糊控制方法》
2 高频真空木材干燥的模糊控制方法
高频真空木材干燥过程具有非线性和复杂性的特点,常规控制往往不能满足控制精度,模糊控制是一种不依赖数学模型的非线性智能控制方法[3] 。根据木材干燥模糊控制过程和木材高频真空干燥工艺过程,将干燥窑内木材中心温度与给定温度之间的误差 e 及误差变化率 ec 作为控制器的输入,将高频控制信号 g 作为控制器的输出[4] 。由于输入参数误差 e 及误差变化率 ec 和输出参数高频控制信号 g 都是精确量,因此需进行模糊化使之变成模糊量,木材干燥模糊控制系统如图1所示。
《图1》
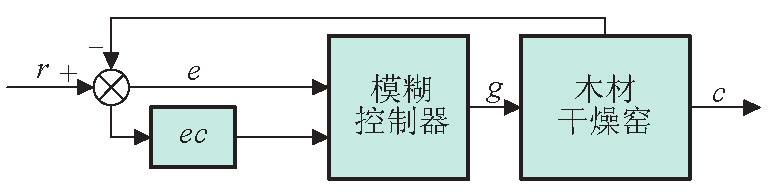
图1 木材干燥模糊控制系统方框图
Fig.1 Block diagram of wood drying control system
注:r 为木材干燥窑的给定温度;c 为木材干燥窑的实际输出温度
模糊化过程中选取高斯函数作为各模糊子集在相应论域上的隶属函数[5] 。高斯型隶属函数形式为

式(1)中,c 为高斯函数的对称中心;δ 为函数宽度。在基本模糊控制器的设计中,这两个值根据经验给出,具体输入输出量的隶属度函数设计如下:温度误差的模糊等级为 7 ,集合论域为[ -6, - 4, - 2,0,2,4,6 ],则将温度误差隶属函数中 c 取值为 -6,4, - 2,0,2,4,6 ;δ 的值取为1.2。温度误差变化率的模糊等级为5,集合论域为[-4 ,-2,0,2,4] ,则将温度误差变化率隶属函数中 c 取值为 -4 ,-2,0,2,4;δ 的值取为 1.2。控制输出量的模糊等级为 4,集合论域为[0,1,2,3,4,5,6],则将控制输出量隶属函数中 c 取值为 0,2,4,6;δ 的值取为 1.2。
本文采用 Mamdani 模型的合成推理法来建立木材干燥模糊控制器的规则,首先建立温度误差和温度误差变化率交运算的模糊关系;然后求得模糊输出量的模糊关系,即模糊控制器的控制规则。根据模糊变量的初始值及经过改进 back propagation (BP)神经网络算法计算得出的模糊变量的调整值,可以求出具体的模糊集合,再根据合成推理法得到的模糊控制关系就能推理出输入—输出的模糊关系矩阵。
《3 高频真空木材干燥的模糊神经网络控制方法》
3 高频真空木材干燥的模糊神经网络控制方法
《3.1 模糊控制理论与神经网络的融合》
3.1 模糊控制理论与神经网络的融合
模糊控制是通过模糊逻辑来模拟人类的思维方式处理实际系统中的控制问题,这种模糊逻辑控制系统在处理复杂性、不确定性、非精确的实际控制问题时具有明显优势[6] 。模糊控制用模糊集合来描述客观存在的非确定性信息,不依赖具体的数学模型,但其变量隶属函数和模糊控制规则不具有动态调整性,整个控制过程缺乏自学习能力,从而影响控制效果[7] 。
神经网络具有并行处理、自学习和较好的容错能力,属于黑箱式的学习模式,将其与模糊控制结合起来,动态地调整模糊控制器的相关参数,提高系统的控制性能[8] 。
《3.2 模糊神经网络控制器设计》
3.2 模糊神经网络控制器设计
对木材干燥过程进行模糊控制时,很难得到相对准确的模糊控制规则,本文针对木材高频真空干燥过程提出了模糊神经网络控制方法。两者结合方式选用的是网络学习式,利用 BP 学习算法动态地调整模糊控制器变量隶属函数的相关参数,实现木材干燥系统的模糊自适应控制。木材干燥模糊神经网络控制系统方框图如图2所示。
《图2》

图2 木材干燥模糊神经网络控制系统方框图
Fig.2 Block diagram of wood drying fuzzy neural network control system
注:ke 和 kec 为模糊神经网络控制器的比例因子;ku 为量化因子
学习算法选用的是BP算法,通过BP网络的误差反向传播来调整模糊控制器模糊变量的隶属函数,为模糊控制过程提供必要信息,以使被控对象的输出逼近期望值[9] 。模糊控制器采用的数学解析模型为
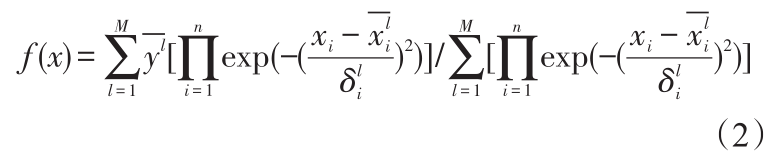
式(2)中,  为单元输出;
为单元输出;  为单元的第
为单元的第  个输入,=1,2 ;
个输入,=1,2 ;  为第
为第  条规则的输出模糊集合的中心点;
条规则的输出模糊集合的中心点; 为第 条规则的输入的第 个语言变量索取的模糊集合的中心点;
为第 条规则的输入的第 个语言变量索取的模糊集合的中心点;  为第 条规则的输入的第 个语言变量索取的模糊集合的宽度; 为规则条数,
为第 条规则的输入的第 个语言变量索取的模糊集合的宽度; 为规则条数,
=1,2,3,⋅⋅⋅,35 。
自学习过程中的性能函数为

式(3)中, L 为性能函数的输出; r 为被控对象的期望输出; y 为被控对象的实际输出; t 为自学习过程时间。神经网络的隐含层激励函数选取Sigmoid型函数,输出层激励函数选为  。得到网络辨识的输出值为
。得到网络辨识的输出值为

式(4)中, 为输出层第 j 个节点的输出值; n 为输入层节点个数; q 为隐含层节点个数;
为输出层第 j 个节点的输出值; n 为输入层节点个数; q 为隐含层节点个数;  为隐含层与输出层节点之间的连接权值;
为隐含层与输出层节点之间的连接权值;  为输入层与隐含层节点之间的连接权值;
为输入层与隐含层节点之间的连接权值;  为输入层第 个节点的输入值。由于网络辨识出的输出值能准确地逼近实际输出,在学习过程中用网络辨识的输出值
为输入层第 个节点的输入值。由于网络辨识出的输出值能准确地逼近实际输出,在学习过程中用网络辨识的输出值 作为实际输出值来调整模糊控制器的相关参数。
作为实际输出值来调整模糊控制器的相关参数。
《4 模糊控制器和模糊神经网络控制器实验》
4 模糊控制器和模糊神经网络控制器实验
《4.1 模糊控制器仿真实验》
4.1 模糊控制器仿真实验
仿真环境为MATLAB7.0 SIMULINK。根据日本柳杉高频真空联合干燥实验的实验结果,将模糊控制器仿真中的给定温度设定为70 ℃,初始温度设定为50 ℃,仿真时间定为120 min,木材干燥模糊控制系统的仿真原理如图3所示,仿真输出结果如图4 所示。
《图3》
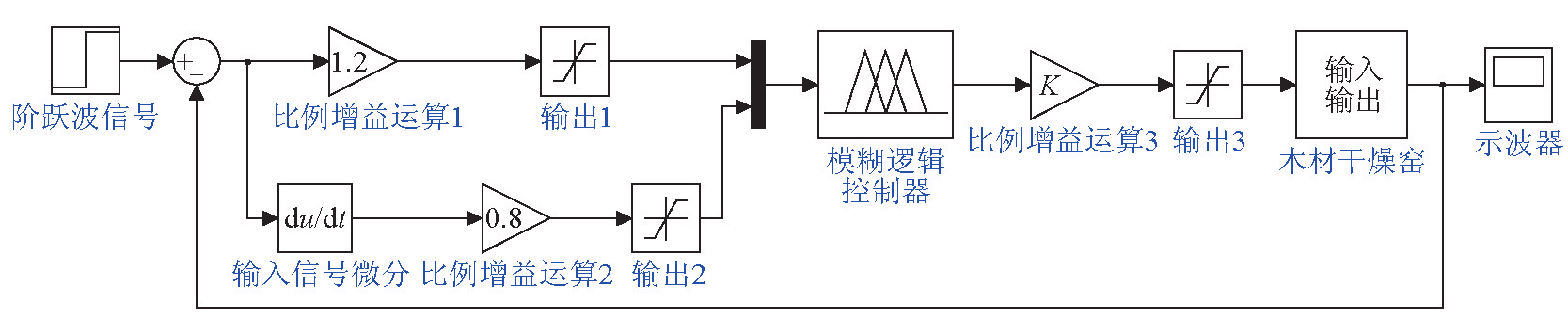
图3 木材干燥模糊控制器仿真模型
Fig.3 Simulation model of wood drying fuzzy controller
注:du/dt 为输入信号进行微分运算过程;K 为模糊逻辑控制器的输出参数增益
《图4》
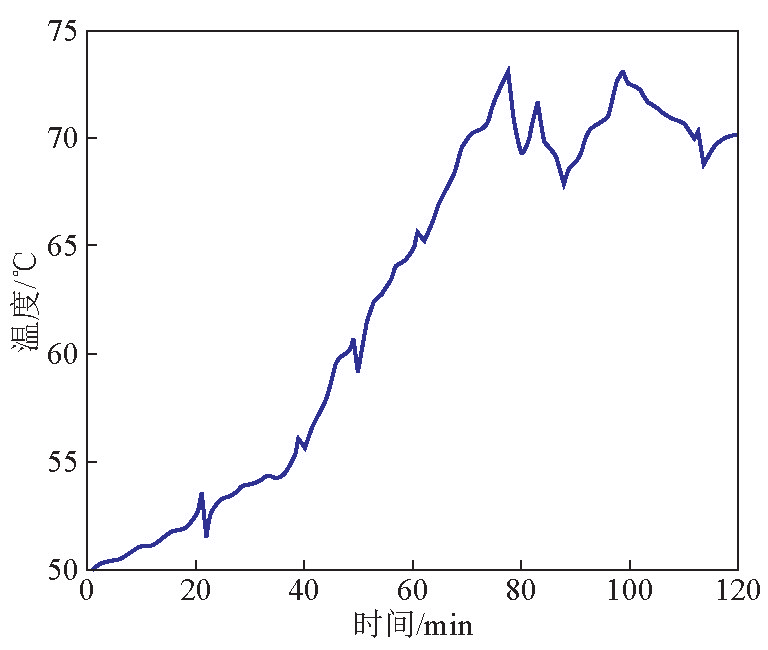
图4 模糊控制系统温度输出曲线
Fig.4 Temperature output curve of fuzzy control system
《4.2 模糊神经网络控制器仿真实验》
4.2 模糊神经网络控制器仿真实验
在模糊神经网络控制器的MATLAB7.0仿真试验中,本文采用M函数编辑器编写了木材干燥系统的模糊神经网络控制算法,并通过运行已经建立的 M文件完成了整个仿真实验。
为便于实验对比,将模糊神经网络控制器的仿真条件与模糊控制的设定为一致,木材干燥模糊神经网络控制系统的仿真原理如图5所示,仿真输出结果如图6所示。
《图5》

图5 木材干燥模糊神经网络控制器仿真模型
Fig.5 Simulation model of wood drying fuzzy neural network controller
《图6》

图6 模糊神经网络控制系统温度输出曲线
Fig.6 Temperature output curve of fuzzy neural network control system
从两种控制方法的仿真结果中可以看出,模糊控制的温度上升时间为80 min左右,调节时间接近 120 min,温度控制量的精度为±2.5 ℃;而模糊神经网络控制的温度上升时间为 60 min,调节时间为 85 min,温度控制量的精度为±1 ℃。模糊神经网络的控制效果要比模糊控制精确,通过 BP 的自学习能力动态地调整模糊控制器的相关参数,提高了模糊控制精度,减小了温度调整时间。
《5 结语》
5 结语
高频真空联合木材干燥作为一种新型的联合干燥方式,具有干燥速度快、能源消耗低、环境污染小等优势。木材干燥过程具有非线性、时变性及复杂性等因素,传统的控制方法达不到高精度的控制需求。本文将神经网络理论与模糊控制相结合,利用BP算法的自学习能力动态地调整模糊控制器中变量的隶属函数,使模糊控制器的控制输出量更为精确。基于已建的木材干燥模型进行了模糊控制器与模糊神经网络控制器的对比仿真实验,实验结果表明木材高频真空联合干燥的模糊神经网络控制器控制效果更好。











 京公网安备 11010502051620号
京公网安备 11010502051620号




