

《1 前言》
1 前言
我国工业废渣的年产生量已超过 10 亿吨,相当部分没有得到合理利用,累计堆存量超过 67 亿吨[1] ,严重阻碍了国民经济的可持续发展,因此迫切需要开发高附加值、资源化利用废渣的技术。我国分布有大面积软土,在软土上进行基础设施建设须先对软土进行处理以提高其承载力。将固化剂与软土均匀拌和使之硬化成具有足够强度的固化土是应用最为广泛的软土处理技术。目前使用的固化剂主要是水泥[2] 。用于软土固化的水泥量约为 3 亿吨/年。水泥是胶结砂石的胶凝材料,但软土与砂石的结构、物理性质及化学性质有很大的区别,这决定了用于软土固化的固化剂需要与水泥不同的材料组成。事实上,水泥加固软土的效率低下,不能满足工程需要,而且水泥在生产过程中大量消耗资源和能源,造成环境污染。因此开发高效固化剂是亟待解决的问题。研究表明,利用工业废渣可以制备软土固化剂,而且能够制备出比水泥性能更好的固化剂[3 ~10] 。如果这项技术可以推广应用,则可资源化高附加值利用工业废渣约 2 亿吨/年。然而,虽然有不少利用工业废渣制备软土固化剂的研究和专利,但鲜见大面积应用或产业化的报道。利用工业废渣生产的软土固化剂要得到推广应用,前提条件是要有满意的性能、低廉的价格及便于规模化生产。文章拟从固化剂的技术效果、经济效益及生产方式等方面对利用工业废渣规模生产软土固化剂进行可行性探讨。
《2 利用工业废渣制备固化剂的原理及实例》
2 利用工业废渣制备固化剂的原理及实例
“工业废渣是放错位置的资源”,高附加值地利用工业废渣首先要为废渣找对位置。利用工业废渣开发高效固化剂需要对形成最佳固化土所需要的独特水化物体系和水化物形成过程与环境的特点有系统的了解、对工业废渣的技术优势有充分把握,从而能够根据固化土结构形成所需要的固化剂材料组成的特点,针对性地选择适当的工业废渣,实现从废渣到资源的转变。笔者团队的研究工作初步揭示了固化土结构形成过程的特点及所需水化物体系的特点,试验表明,针对这些特点选择适当的工业废渣可以制备出高性价比的软土固化剂。
《2.1 固化土结构形成过程的若干特点》
2.1 固化土结构形成过程的若干特点
2.1.1 固化土中水化硬化环境特点
土中多种因素如 pH 值、离子交换容量、活性硅(铝)含量等都会影响固化剂的水化硬化过程,导致固化剂水化物不能充分生成,限制了固化土强度的发展。研究表明:虽然土样中化学性质的影响因素多种多样,且不同土样各不相同,但这些不同因素最终表现在对固化土孔隙液中 Ca(OH)2 (CH)浓度的影响,表现在 CH 浓度对水化物生成量的影响[11] 。水泥的水化产物主要是 CH 和水化硅酸钙凝胶(CSH),其中 CH 对强度贡献不大,而 CSH 是强度的主要贡献者。 CSH 生成遵循下列热力学方程:

由式(1)可知,Ca2+ 和 OH- 的浓度影响 CSH 的生产量。以水泥为固化剂产生的 CH 不能满足土样对 Ca2+ 和 OH- 的吸收,导致固化土孔隙液中 CH 不饱和,土样对 Ca2+ 和 OH- 进一步的吸收,必然要消耗原本用以生成 CSH 的 Ca2+ 和 OH- ,导致水化物生成量减少,最终影响固化土强度增长。而采取提高固化土 CH 浓度的相应措施就可消除土样各种化学性质影响因素的不良影响。
2.1.2 固化土结构形成需要特殊的水化物体系
在固化土中,黏土颗粒通常以内含孔隙的土团粒存在。将水泥与软土拌和后,由于水泥的水化产物主要是胶结性水化物,则水泥仅能包裹胶结土团粒,并填充土团粒之间的孔隙,形成类似于图 1(a)的结构,使固化土产生一定的强度,但此时土团粒内部还存在大量孔隙。如果固化剂含有膨胀组分,则膨胀性水化物膨胀挤压土团粒,可减少土团粒内部孔隙,如图 1(b)所示,可显著提高固化土强度[12] 。
《图1》

1 -黏土颗粒;2 -孔隙;3 -黏土团粒;4 -水泥浆膜;5 -填充孔隙的水泥浆;
6 -硬凝反应形成的土团粒;7 -填充孔隙的膨胀性水化物
图1 固化土结构模型
Fig.1 The structure model of stabilized soil
2.1.3 不同水化物生长过程协调性的调控
软土固化需要胶结性水化物 CSH,还须有膨胀性水化物。常用的膨胀性水化物主要是钙矾石(AFt)。 AFt 膨胀有双重作用。既可填充孔隙使固化土结构密实从而提高固化土强度,又可破坏 CSH 胶结土团粒形成的固化土结构,而导致固化土强度降低;如果 AFt 的膨胀主要发生于 CSH 胶结土团粒尚未形成结构之前则可增加固化土强度,反之则降低固化土强度[13] 。通过调整 CSH 的生成速度和 AFt 生成速度的协调性,可以充分利用 AFt 膨胀填充孔隙和 CSH 胶结土团粒的作用优势,得到更加密实的固化土结构、更高的固化土强度。而水泥水化产生 CSH 的速度较快,不利于同 AFt 的协调生成。
《2.2 工业废渣制备固化剂的设计思想和实例》
2.2 工业废渣制备固化剂的设计思想和实例
早期将矿渣和粉煤灰等作为工业废渣掺入到水泥和混凝土中,目的是降低造价和减少环境负荷。但当充分认识了他们在混凝土中可以发挥独特的技术作用后,这些原来的工业废渣已经变成制备高性能混凝土不可缺少的宝贵资源。以此为鉴,利用工业废渣制备软土固化剂的指导思想应该是:在充分发掘工业废渣在软土固化中的技术优势的基础上,高附加值资源化地利用工业废渣,而不仅仅是降低造价和环境保护。
如前所述,水泥作为软土固化剂缺乏膨胀性组分,碱度不足,且水泥产生 CSH 速度较快,与一些廉价膨胀组分形成 AFt 的生成速度不协调。这些缺陷均可以选择适当的工业废渣加以弥补。例如可以补充高碱性废渣,如电石渣(CS);掺加可以产生膨胀的废渣,如磷石膏(PG)等;用能产生 CSH 胶结性水化物的废渣替代部分水泥,以减缓 CSH 的生成速率。基于上述研究,笔者研究团队提出了利用工业废渣制备软土固化剂的设计方法[14,15] ,可以分别计算得到固化剂膨胀组分、胶凝组分和 CH各自的用量,固化剂最终配比是这三部分的组合,典型配比实例如下。
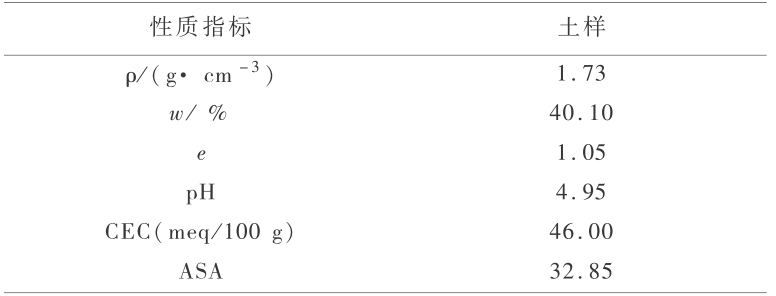
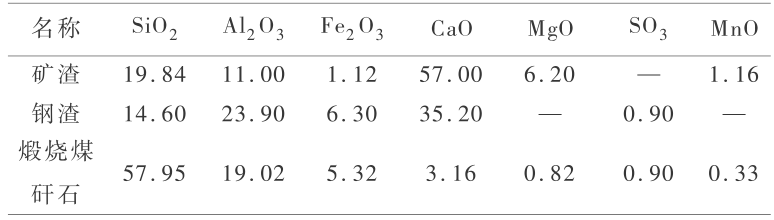
用 CS 或 CH 提供碱度,其用量应满足土样的 CH 饱和吸收量,可以根据拟加固土样的 pH 值、离子交换容量(CEC)、活性硅铝含量(ASA)计算得出或根据试验得出;膨胀组分由 PG 与固化剂中其他组分和土提供的含铝成分构成,其膨胀性水化产物 AFt 和 PG 用量根据土样的孔隙率计算得到或试验得到;胶结性组分由 32.5 普通水泥(C)、钢渣(SS)或煅烧煤矸石(CCG)和 CS 构成,试验得出 CCG 与CH 质量比例为 100 ︰ 84,CS 用量根据其 CH 含量折算。固化剂配比及固化土强度 qu 见表 1,表中各组分数字为湿土重的百分比,土样性质指标(密度 ρ,含水量 w,孔隙比 e,pH ,CEC 和 ASA)见表 2,废渣成分见表 3。
《表1》
表1 固化剂配比及 28 d 强度
Table 1 The mix proportions of the stabilizers and qu of 28 d %

《表2》
表2 土样性质指标
Table 2 The properties of the soil
《表3》
表3 试验用工业废渣成分
Table 3 The compositions of industry waste in the test %
从表 1 数据可以看出高碱性废渣、膨胀性废渣和胶结性废渣各自的作用优势。以废渣为固化剂主要成分的 3 号、7 号试样分别比用水泥的 0 号试样的强度高出 2.75 倍和 4.75 倍,完全以废渣构成固化剂的 4 号试样也比 0 号试样的强度高出 1.5 倍。这些结果表明,针对 2.1 节所述固化土结构形成环境和过程特点,选择适当的工业废渣,充分发挥工业废渣能够提供碱性、膨胀性以及调整 CSH 生成速率改善不同水化物生成过程协调性的技术优势,以满足形成固化土结构对固化剂组成材料的特殊需求,从而使废渣实现由“废渣”到“资源”的转变,就能够资源化、高附加值地利用工业废渣制备出高效固化剂。
《2.3 工业废渣的分类》
2.3 工业废渣的分类
由前可知,软土固化需要特殊的水化物体系:a. 胶结性水化物;b. 膨胀性水化物;c. 足够高的碱度。此外还需使胶结性水化物和膨胀性水化物的生成过程相协调。针对这些特点以及不同工业废渣的技术性能,可将工业废渣分为如下 3 类 [15] 。
1)产生胶结性水化物的工业废渣:具有潜在水硬性的工业废渣和主要成分含活性 SiO2 和 Al2O3 的火山灰类工业废渣,在 Ca(OH)2 作用下水化成 CSH 等胶结性水化物,如高炉矿渣、钢渣、铜渣、磷渣、下水道污泥煅烧灰,粉煤灰、炉底灰、稻壳灰、制纸污泥煅烧灰、赤泥渣及煅烧煤矸石等。
2)产生膨胀性水化物的工业废渣:固化剂中膨胀产物主要是 AFt(CaO· Al2O3 · 3CaSO4 · 32H2O),它可由  及
及  在一定条件下获得,如式(2)
在一定条件下获得,如式(2)
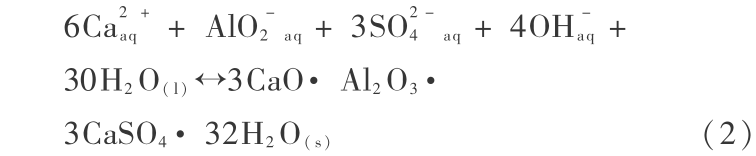
因此这类工业废渣主要是石膏类废渣、含铝废渣及硫酸盐废渣。
3)提供碱度的工业废渣:废碱液(含 NaOH 等)、电石渣以及劣等石灰等。试验表明:含有 NaOH, Mg(OH)2 , Ca(OH)2 及 Na2CO3 , CaCl2 , MgCl2 的工业废渣等均可提高固化土碱度[11] 。
《3 利用工业废渣生产固化剂的生产经营方式探讨》
3 利用工业废渣生产固化剂的生产经营方式探讨
目前流行的软土固化剂开发思想是:力图开发几种最好的固化剂,以解决所有软土固化问题。这正是导致软土固化剂开发,特别是利用工业废渣制备软土固化剂进展缓慢,难以推广应用的根源之一。欲使工业废渣制备软土固化剂得到广泛地应用,除要保证固化剂的高效性外,其生产和经营模式也需要适应软土固化的特点。
《3.1 固化剂需要个性化的设计与制备》
3.1 固化剂需要个性化的设计与制备
软土固化常见应用方式是:将固化剂与拟加固软土就地原位拌和均匀,即土源不可选择。不同场地土的性质(物理性质指标:粒径分布、孔隙率等;化学性质指标:离子交换容量、活性硅铝含量、pH 值等)可能有很大差别,因此固化不同的土样需要的水化物种类与数量不同。这就要求利用工业废渣制备软土固化剂需要个性化的设计与制备,即应从满足固化土的功能要求出发,根据拟加固土的性质,个性化地设计并制备固化剂。严格意义上讲,应该是对固化土的个性化设计与制备,而不是对固化剂的设计与制备。
初步建立了土的性质指标与固化剂各组分数量的关系[14] :
1)胶结组分数量与液限 WL 和液性指数 IL 关系: =0.317 4(WL +2.44IL +0.596 7) %。
=0.317 4(WL +2.44IL +0.596 7) %。
2)膨胀产物需求量 Dw 与土样孔隙率 n 的关系:Dw =[ρG(0.174n-2.20)]%,利用类似 2.3 节中式(2)的化学方程式和所形成的具体膨胀产物组成及密度 ρG ,根据 Dw 可计算得到形成膨胀产物的各组分的数量。
3)所需 Ca(OH)2 掺量 D′w 与土样离子交换容量 X1 (meq/100 g),pH 值 X2 ,活性硅铝含量 X3(%)的关系: D′w =(3.112 +0.010 1X1 -0.221 4X2 +0.112X3 )。
最终固化剂由上述 3 部分组成,2.2 节实例即是按此方法设计。
《3.2 固化剂组配式生产方式与设计、生产、销售一体化的经营模式》
3.2 固化剂组配式生产方式与设计、生产、销售一体化的经营模式
水泥是高温烧制的固定组成的固化剂,现在也有沿袭水泥的制备思想烧制的固定组分固化剂。但这类固化剂适用的土质范围窄,难以应对由于在不同类型软土上工程建设规模与数量的不确定性而导致的市场对不同组成固化剂需求的波动,常发生因产品不对路而导致产品积压失效或由于无对路产品而造成盈利机会丧失,难以形成规模生产。此外,这类固化剂生产能耗高,对原材料资源要求高,生产成本高。
固化不同场地的软土需要不同组成的固化剂。应对这一特点,固化剂的生产应采用组配式的生产方式和设计、生产、销售一体化的经营模式。即:固化剂生产供应商并不生产固定组成的固化剂,而是贮存各种固化剂组分,根据各工地对固化土的功能要求、当地的固化剂组分(工业废渣)的资源,由供应商的专业技术人员根据拟加固土的具体性质指标参数设计固化剂组成,为用户提供专用的软土固化剂。这与现在混凝土搅拌站的生产经营模式类似。采用这种生产经营方式能够应对市场上对不同组成固化剂的需求波动,且提供的固化剂对具体工程而言效果都是最佳的。
利用工业废渣生产软土固化剂设备简单、成本低;原料来源广泛:除需部分普通水泥外,高碱性组分、膨胀性组分以及胶凝性组分可以根据各地的资源(特别是工业废渣资源)选用,这些组分易于采购和保存;生产工艺简单:仅需将原料烘干后按特定配比混磨即可,无需高温煅烧,主要生产流程见图 2。
《图2》
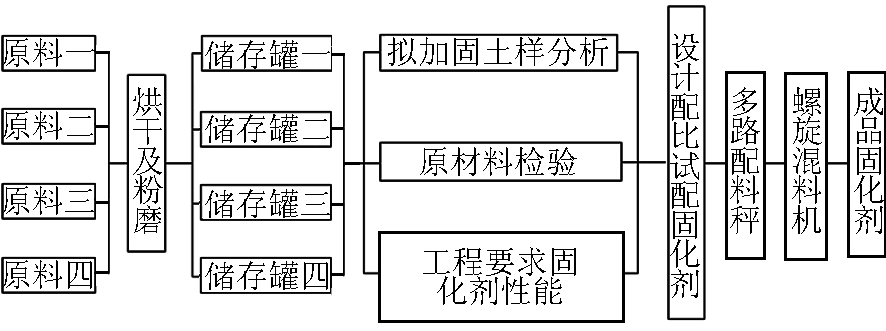
图2 利用工业废渣制备固化剂生产流程图
Fig.2 The flow chart of utilizing industrial waste to produce stabilizer
《4 利用工业废渣制备固化剂性价比分析》
4 利用工业废渣制备固化剂性价比分析
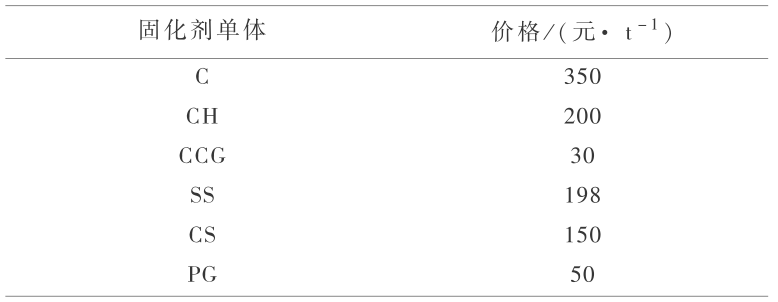
表 1 中典型固化剂与水泥的技术性能 P 和经济成本 C 的对比分析见表 4。技术性能为相同固化剂掺量所产生的固化土强度,成本为相同质量固化剂的成本。各固化剂组分单体价格见表 5,固化剂价格为:总价格(元 /t)=∑单体价格×配比中的百分比+粉磨生产成本及利润。为分析方便,将 0 号配比的各项指标作为基准值进行归一化处理。利用工业废渣制备的固化剂,其价格仅是水泥价格的 1 /3 ~3 /5,其性价比是水泥的 6.91 ~8.97 倍。
《表4》
表4 固化剂性价比指标
Table 4 The comparison of properties/cost of the stabilizers

《表5》
表5 固化剂单体价格
Table 5 Compositions’ price of the stabilizer
《5 结语》
5 结语
1)只要针对固化土结构形成对固化剂组成材料的特殊需求选择适当性能的工业废渣,就能够制备出性价比优异的软土固化剂。当固化剂中工业废渣占 76 % ~100 %时,固化土强度是相同掺量水泥固化土的 2.50 ~5.75 倍,相应的固化剂价格大约是纯水泥固化剂的 1 /3 ~3 /5,工业废渣制备的固化剂的性价比是水泥的 6.91 ~8.97 倍。
2)要让工业废渣制备固化剂得到广泛应用,其生产和经营模式要适应软土固化的特点。固化剂组成应针对拟加固土的性质进行个性化设计,并采用多组分组配式生产方式与设计、生产、销售一体化的经营模式。











 京公网安备 11010502051620号
京公网安备 11010502051620号




