

《1 前言》
1 前言
木塑复合材料作为一种新型的复合材料,主要是将一定比例的木纤维、麻纤维、秸秆碎料等形态的能保持细胞结构特征的生物质材料作为增强体或填料,以热塑性聚合物为基体,加入不同的添加剂经过熔融混合加工成型[1~3] ,制备出的复合材料兼有木材和塑料的双重特性。木塑复合材料不仅使用后容易降解,不会造成环境污染,而且使用可再生的生物质资源作为原材料,大大促进了原材料的循环利用,有利于生态系统的和谐发展[4,5] ,由于麦秸粉和木粉的来源主要是农业麦草、工业刨花和锯屑,这些原材料容易获得而且价格低廉,用于木塑复合材的生产不仅最大化了这些木质资源的利用效率,而且也在很大程度上缓解了自然资源的紧缺,促进自然生态系统的协调发展。在过去,有些农民常常在收获季节就地焚烧秸秆,不仅污染环境、浪费资源,而且影响交通安全、社会生产和人民生活。在木材资源日趋紧张、人造板原料供应不足的情况下,大力开发秸秆等生物质可再生能源,有利于改善人类生存环境,有利于经济的可持续发展,所以生物质复合材料被认为是21世纪最有发展前景的材料之一[6] 。基于这些原因,把麦秸粉应用于复合材料的研究和生产,使其与热固性、热塑性树脂复合成为一个新的研究领域。
国内关于麦秸粉用于木塑复合材料的研究近几年也正在成为一个新兴的研究热点。该试验采用麦秸粉和热塑性塑料高密度聚乙烯(HDPE)、聚丙烯(PP)两种材料进行熔融混合和挤出复合,制成的复合材料性能优良,具有一定的物理力学性能和防水性,适合于室内外使用。
《2 试验部分》
2 试验部分
《2.1 试验材料》
2.1 试验材料
试验采用中国石油大庆石化公司生产的型号为5000S的HDPE,白色颗粒;马来酸酐接枝聚乙烯(MAPE)由上海日之升科技有限公司提供,麦秸粉是由陕西金禾农业科技有限公司提供,含水率3 % 左右,粒径100目(150 µm)左右。
《2.2 试验设备及仪器》
2.2 试验设备及仪器
DHG-9140A型电热恒温鼓风干燥箱,上海益恒实验仪器有限公司;SHR-10A 高速混合机,张家港市通沙塑料机械有限公司;SJSH30/SJ45 双阶塑料挤出机组,南京橡塑机械厂;纤维含水率测定仪, SC69-OZC 型水分快速测定仪,上海第二天平仪器厂;SL-6型塑料压力成型机,哈尔滨特种塑料制品有限公司;RGT-20A 电子万能力学试验机,深圳瑞格尔REGER仪器有限公司;XJ-SOG组合式冲击实验机,河北承德力学实验机有限公司。
《2.3 试验方法》
2.3 试验方法
复合材料的制备:将麦秸粉分别与 PP、HDPE 的混合物在SJSH30型号的双螺杆挤出机分别熔融混炼造粒,然后用单螺杆挤出机制得厚度为 4 mm 的麦秸粉/塑料复合材料,具体试验配比方案见表1。
《表1》
表1 试验配比方案
Table 1 Formulation of experiment

《2.4 物理力学性能测试》
2.4 物理力学性能测试
1)弯曲性能:按照 ASTM—D790 标准检测,测试仪器为 RGT-20A 电子万能力学试验机,跨距 64 mm,运行速度设置为1.9 mm/min。测得复合材料的弯曲强度和弯曲模量。
2)冲击性能:无缺口冲击强度测试,简支梁摆锤冲击试验按照GB/T 1043—1993标准检测。测试仪器为 XJ-50G 组合式冲击试验机,冲击速度为 2.9 m/s,摆锤能量为2 J。
3)拉伸性能:按照ASTM D638标准检测,测试仪器为 RGT-20A 电子万能力学试验机,总长度为 165 mm,两端宽度为 19 mm,中间测试部分宽度为 13 mm,拉伸速度为5 mm/min。
4)吸水膨胀率:从上述材料上锯制出 20 mm× 20 mm×4 mm试件,按照欧洲标准EN 317—1995标准检测。室温下对其进行水中浸泡,取出湿润的试件擦干表面的水分后,测量材料的宽度和厚度。
5)密度:从上述材料上锯制出20 mm×20 mm× 4 mm试件,通过数字游标卡尺测得物块长、宽、厚,电子天平测得其质量,计算得出材料的密度。
《3 结果与讨论》
3 结果与讨论
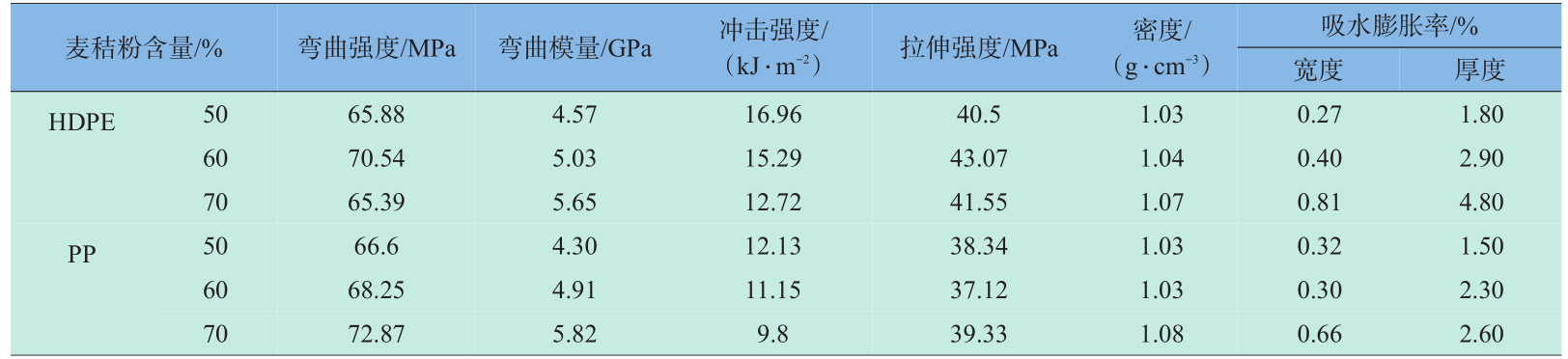
将制备好的复合材料进行物理力学性能测试,得到数据见表2。
《表2 》
表2 不同麦秸粉质量分数下HDPE、PP复合材料的力学性能与物理性能
Table 2 Physical and mechanical properties of wood plastic composite of HDPE and PP under different contents of wheat straw
《3.1 复合材料弯曲强度分析》
3.1 复合材料弯曲强度分析
图 1 是复合材料的弯曲强度变化趋势,可以看出添加不同质量分数的麦秸粉对复合材料的弯曲性能有影响。从图 1 中可以看出,HDPE 制得木塑复合材料,随着麦秸粉质量分数的增大,材料的弯曲强度呈先增后减的趋势,当麦秸粉含量为60 % 时,弯曲强度达到最大能值70.54 MPa。PP复合材料的弯曲强度随着麦秸粉含量的增加呈逐渐增大的趋势,当麦秸粉含量为 70 %时,取得最大值 72.87 MPa。从表2可以看出,弯曲模量的变化趋势基本与弯曲强度基本相同,HDPE制的复合材料,麦秸粉从 50 % 提高到 60 % 时,弯曲强度提高4.76 MPa;PP 制的复合材料,麦秸粉从 50 %提高到 70 %时,弯曲强度提高6.27 MPa,由此可见,在一定范围内复合材料的弯曲强度与弯曲模量随麦秸粉用量的提高呈现一定的增长趋势,表明麦秸粉不仅是填料,它还有改进材料的弯曲性能的作用。
《图1 》
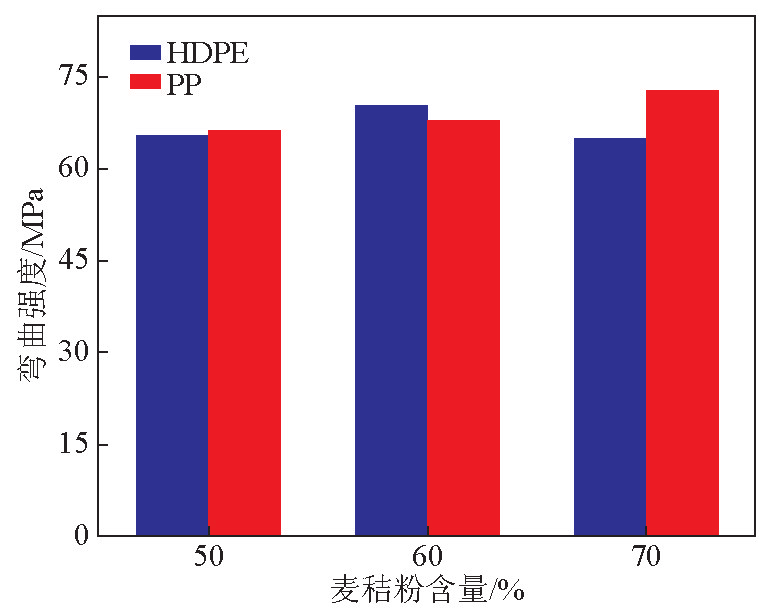
图1 复合材料弯曲强度
Fig.1 Bending strength of WPC
《3.2 复合材料冲击性能分析》
3.2 复合材料冲击性能分析
图2是复合材料的冲击强度变化趋势,冲击强度随着麦秸粉含量的增加呈现减小的趋势,HDPE 中,麦秸粉从 50 %增加到 70 %时,冲击强度降低 4.24 kJ/m2 ;PP中,麦秸粉从50 %增加到70 %时,冲击强度降低2.33 kJ/m2 ,这主要是由于麦秸粉是一种良好的增强体,在复合材料中主要起增加刚性的作用。同时,由于HDPE分子链,较PP分子链具有更大的柔韧性,当受到外力时能够很好的吸收并转化外力,所以当麦秸粉含量一定时,HDPE的复合材料表现出比PP更好的冲击强度。
《图2》

图2 复合材料冲击强度
Fig.2 Impact strength of WPC
《3.3 复合材料拉伸性能分析》
3.3 复合材料拉伸性能分析
图3是复合材料的拉伸强度变化趋势,从图中可以看出,HDPE 复合材料的拉伸强度随着 HDPE 含量的增加呈现先增加后减少的趋势,当HDPE含量为 40 %时拉伸强度取得最大值 43.07 MPa。PP 含量为30 %时拉伸强度取得最大值39.33 MPa。同等含量情况下,HDPE复合材料的拉伸强度要高于 PP,其原因主要是HDPE分子链较短、体积较小,能够与麦秸粉产生较强的结合,来增强其复合材料的强度,因此当塑料与麦秸粉结合时,HDPE能够产生比PP更强的界面结合,因而HDPE的复合材料表现出更强的拉伸强度。
《图3》
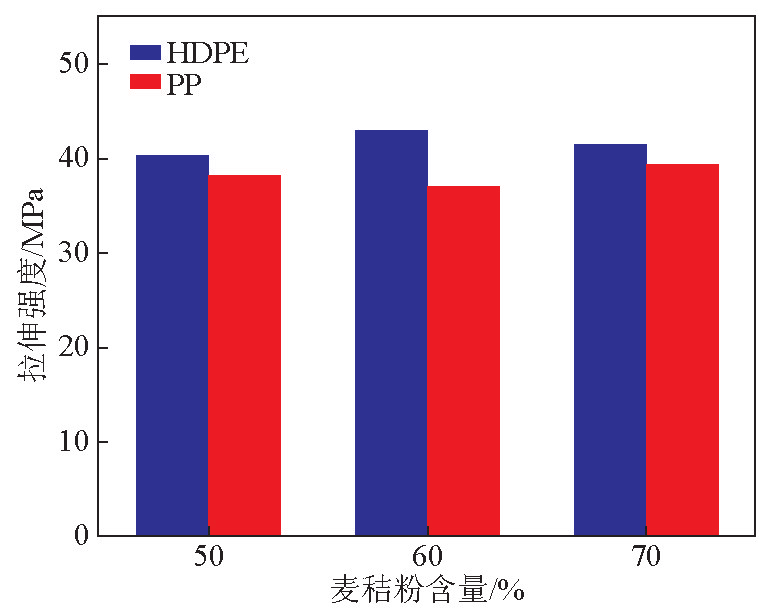
图3 复合材料拉伸强度
Fig.3 Tensile strength of WPC
《3.4 复合材料物理性能分析》
3.4 复合材料物理性能分析
由表2看出,添加不同质量分数麦秸粉对复合材料的吸水膨胀率性能有很明显的影响。随着麦秸粉含量的增加,吸水膨胀率均有明显的增大趋势,原因主要是麦秸粉含量的增加使得复合材料中游离羟基增加而使材料的吸水性增强。从图4可以看出,当麦秸粉含量保持不变时,HDPE的吸水膨胀率大于PP,其主要是由于HDPE较小的分子体积相对 PP 庞大的分子体积对麦秸粉的“包裹”程度较小,从而使裸露在外面的麦秸粉产生更强的吸水性。
《图4》
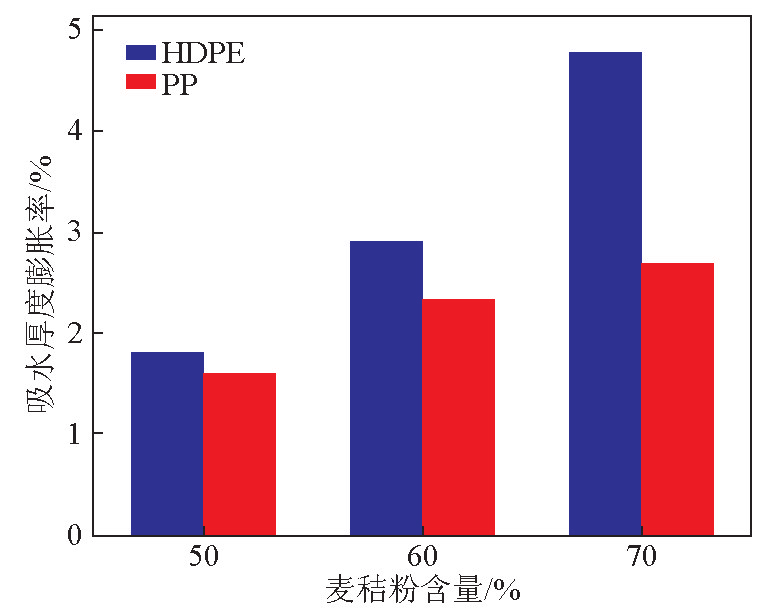
图4 复合材料吸水厚度膨胀率
Fig.4 The thickness swelling rate of water absorption of WPC
《4 结语》
4 结语
l ) 从以上试验结果可以看出,在一定工艺条件下,调整麦秸粉和塑料的配比,能制造出性能优异的麦秸粉/塑料复合材料。
2 ) 秸秆粉在复合材料中作为增强体,它的添加能够增强HDPE和PP复合材料的强度(弯曲强度、弯曲模量、拉伸强度),但当麦秸粉含量超过一定比例时,其复合材料的冲击强度会明显降低。
3 ) 从总体上来看,HDPE复合材料的整体性能要优于PP复合材料。











 京公网安备 11010502051620号
京公网安备 11010502051620号




