
《1 前言》
1 前言
三峡升船机为齿轮齿条爬升式垂直升船机,其过船规模为 3 000 吨级,最大提升高度 113 m,具有提升高度大、提升重量大、船厢与混凝土建筑物结合密切,施工精度要求高等特点,是目前世界上规模最大和技术难度最高的升船机[1,2] 。
三峡升船机船厢室段塔柱总长 119 m,总宽 57.8 m,采用对称结构布置。每侧塔柱由两个筒体和3个承重墙组成,筒体与墙相间布置,每个筒体长 40.3 m,宽 16.0 m,高 1.0 m。筒体在平面上呈凹槽形,螺母柱和齿条装设在凹槽的侧壁上,在凹槽外围布置有楼梯间、电梯井和电缆竖井。在高程 84.50 m设平衡重在下游的安装平台,同时兼作升船机塔柱与下游间的交通通道;高程185.00 m平台为升船机与坝顶间的交通通道;高程 175.00 m、高程 189.00 m平台为平衡重在上游的安装检修平台。两侧塔柱在顶部高程196.00 m,通过7根横梁和两个平台实现横向连接,中控室平台和观光平台分别布置在上、下游塔柱筒体凹槽的上方[3] 。
塔柱结构是三峡垂直升船机的主要建筑物之一,高度为149 m,属于高耸结构,由于功能的要求,它不同于一般的民用高层建筑。第一,它顶部建有长120 m、高20 m的大型机房,而且要求运行时机房工作人员有良好的舒适度;第二,为保证承船厢的顺利提升,需严格限制塔柱结构的变位;第三,由于三峡工程的重要性,塔柱结构要求有很好的抗震性能[4] 。为了达到这些要求,采取合适的施工技术与方法进行塔柱的施工就显得至关重要。
《2 总体施工程序》
2 总体施工程序
塔柱为混凝土薄壁结构,施工期4个塔柱和剪力墙处于底端固定、顶部自由的状态。受混凝土温升、干缩、徐变、年温度变化、风荷载、船厢和平衡重等工作荷载以及太阳偏照等因素的影响,塔柱在纵向、横向和垂直向都会产生一定的变形[5] 。为满足升船机安全运行的要求,在对塔柱的变形规律进行研究的基础上,充分分析塔柱变形对升船机运行的影响,采取如下施工程序:升船机塔柱混凝土浇筑到顶部高程后,在纵向与剪力墙连接,在横向通过联系梁和平台与另一侧塔柱连接,形成立体的封闭框架,并在此以前完成高程 120.00 m 以下齿条、螺母柱的安装,上述条件具备后利用平衡重系统对整个塔柱进行加载,加载完毕后再进行高程120.00 m 以上的齿条、螺母柱的安装。采用上述施工程序可使塔柱上部机电设备在接近实际运行受力状况下完成安装,从而最大限度地降低施工期变形对升船机运行的影响。升船机施工总体程序如图1所示。
《图1》

图1 升船机施工总体程序图
Fig.1 The whole construction progress of Three Gorges Project ship lift
《3 施工特点与难点》
3 施工特点与难点
三峡升船机塔柱结构为超高层混凝土薄壁结构,对混凝土的施工质量与埋件安装精度有较高的要求,其主要的施工重点和难点问题如下。
1)土建结构精度控制。塔柱结构中钢筋和埋件较多,筒体模板制做、混凝土浇筑精度要求高,因此施工过程中测量、放样、定位的精度比普通高层建筑更高。同时,塔柱混凝土不但要满足自身及单体埋件的精度要求,而且还要满足埋件群相对精度的要求,因此如何保证塔柱筒体形体精度,包括相对位移、垂直度、平直度等满足技术要求是本工程的重点,也是其难点。
2)金属结构及埋件精度控制。金属结构埋件安装工程量大、施工工序多而且安装技术复杂。同时,金属结构埋件安装精度要求高、调整定位工作量大、精度检测和控制难度大[6,7] ,如4根同高程齿条安装高程相对差不超过2 mm,首节螺母柱下部标记高度位置偏差不超过±2 mm 等。因此必须采取相应的技术措施以满足这种高精度施工的要求。
3)混凝土温控防裂。三峡升船机塔柱混凝土结构特殊,温控防裂难度比常规混凝土结构大,主要体现在以下几个方面:a.塔柱筒体形体复杂,应力集中,极易产生温度裂缝。b.塔柱筒体中钢筋密集,含筋率高达80 %以上,再加上墙体内还布置有大量的金属结构埋件,且较集中,容易出现导热不均。c. 塔柱筒体是薄型混凝土结构,墙厚仅1.0 m,因而受外界气温影响大。d.塔柱筒体混凝土施工期较长,高温季节气温高且持续时间较长,秋冬季温差大,混凝土运输较远,在其运输过程中混凝土温度回升影响大。综上所述,在施工过程中,必须及时有效地采取保温和通水冷却等温控措施以防止混凝土产生温度裂缝。
4)安全控制难度大。塔柱垂直高度大,工作面多,混凝土浇筑与埋件安装均为高空作业,各施工项目平行交叉立体作业[8] ,相互干扰较大。因此,针对这种高空立体交叉作业,进行有效的安全控制也是本工程的重点和难点。
《4 塔柱施工技术》
4 塔柱施工技术
《4.1 升船机高精混凝土、金属结构机电设备施工测量控制技术》
4.1 升船机高精混凝土、金属结构机电设备施工测量控制技术
4.1.1 高精度测量控制网建立
测量控制网是整个施工场地的测量基准,是升船机各部位土建施工、埋件安装、机电设备安装及各阶段变形测量的依据。此外,升船机各种埋件以及设备点的安装定位要求高,对测量控制网的精度和可靠性提出了较高的要求。三峡工程现有的控制点的密度及精度均不能满足升船机土建施工、埋件安装、机电设备安装及变形测量的要求,因此需在现有控制网点的基础上进行加密并校核精度。
1)高程控制网的建立。根据地形和现场条件,为便于施工放样和变形测量,同时结合升船机结构特点,高程网点在原有网点的基础上,增设了5座水准点,新增设的5个高程点均采用混凝土水准标石,其埋设和施工要求按照《国家一、二等水准测量规范》执行。
2)平面控制网的建立。升船机船厢室塔柱结构土建施工及一期埋件对控制网的精度要求比二期埋件对控制网的精度要求低。因此针对土建施工放样及二期埋件安装分别建立施工控制网与安装控制网。安装控制网在二期埋件安装前进行测量,与施工控制网点位一致,但施测等级不同。
因各网点布设位置高差大,点间垂直高度大,塔柱等主体建筑施工完成后,控制网点间不具备通视条件。为了克服上述条件限制,减小大垂直角、折光差等对控制网测量精度的影响,施工控制网分两级布设,即在高程差较大的点位间建立 GPS(全球定位系统)首级控制网,然后利用高精度全站仪布设二级加密网,但两级控制网按照相同的精度等级进行布设。为了解决不通视的问题,在施工控制网施测时,将施工基准传递到安装控制网中。
4.1.2 设备选型
根据垂直升船机土建施工的精度要求,核心控制观测仪器采用瑞士Leica公司生产的TCA2003全站仪和DNA03数字水准仪。同时综合考虑升船机大型机械、机电设备安装的精度要求和观测效率,局部大尺寸工件的关键点定位测量采用超高精度 Leica TDA5005工业全站仪。为了确保由下向上的高精度铅垂基准,垂直投影采用瑞士 Leica 公司生产的天顶垂准仪和天底垂准仪。
特殊形体部位(诸如塔柱)的土建施工测量放样和金属结构安装测量可采用Leica TPS1200+型号的高精度全站仪。此外升船机测量高程较高,测量控制网点布置分散且较远,施工周期长,受外界环境与天气等影响大,综合考虑采用抗干扰能力强的新型PinPoint无棱镜测量技术。
金属结构及机械、机电设备安装测量采用 Leica TDA5005 高精度工业测量系统,其内置精密测距仪,配备Leica专业Axyz软件,具有高精度的定位与跟踪目标的能力。
《4.2 升船机高精混凝土连续快速施工技术》
4.2 升船机高精混凝土连续快速施工技术
三峡升船机塔柱混凝土采用液压自升式模板进行浇筑。液压自升式模板主要由面板系统、支撑系统、爬升系统三大部分组成。爬升系统包括预埋件部分、导轨部分、液压系统部分。模板面板高 3.6 m,浇筑层高3.5 m,每块每层模板可单独爬升、重新定位和进行精度调整,具有操作安全、定位简便、结构施工误差小、容易纠偏等特点,能满足升船机塔柱筒体混凝土施工精度和快速施工的要求。
由于升船机塔柱筒体内板、梁及牛腿结构较多,对爬模连续上升容易产生影响,因此为了确保爬模连续上升,必须对筒体结构施工过程进行优化。具体如下。
1)对牛腿、凸台及板梁等结构的处理。对于牛腿、板梁等凸台结构,采取预留凹槽的形式先施工筒体混凝土,待液压自升式模板爬升越过后再施工相应的板、梁及牛腿混凝土。预留的凹槽通过免拆金属网模板形成,同时相应的板、梁及牛腿处的结构钢筋在此断开,钢筋采用直螺纹不错接头形式预留,后期采用直螺纹套筒连接。
2)对孔洞、凹槽等结构的处理。孔洞、凹槽之所以影响模板连续上升,是因为液压自升式模板导轨的锚固件无法安装,导致模板导轨无法布置,从而影响模板连续施工。因此当模板锚固件(挂锥)位于凹槽或凹槽附近时,先期将挂锥周边的凹槽采用混凝土填满,待爬模爬升后,由人工凿除挂锥周边混凝土形成凹槽;当模板锚固件(挂锥)位于楼板梁预留门洞时,则利用门洞内塔柱墙体钢筋网加焊钢板的形式固定并加长B7螺栓及模板挂靴;当模板挂锥位于结构门洞内时,采取在门洞侧墙预埋多卡锚锥,后期采用型钢支撑的方式固定加长B7螺栓及爬模挂靴。
《4.3 升船机塔柱薄壁混凝土温控防裂施工技术》
4.3 升船机塔柱薄壁混凝土温控防裂施工技术
塔柱筒体混凝土施工初期出现了混凝土浇筑温度和最高温度超过设计允许值的现象,其主要原因有。a.混凝土运输距离较远,运输途中制冷混凝土温度回升较大。b.初期混凝土浇筑强度偏低,仓面混凝土覆盖时间长,温控措施不完善等,仓内混凝土温度回升较大。c.自爬式模板为 2 cm 厚的木板,侧面散热困难。
鉴于此,从混凝土生产到混凝土浇筑的过程中采取以下几方面的措施控制混凝土温度。a.拌和。拌制混凝土时,必需严格按照实验室签发的配料单进行配料,水、水泥、砂子均以重量计,称量偏差控制在允许偏差范围内。拌和程序和拌和时间通过试验决定,并严格控制。b.控制出机口混凝土温度。高温季节开仓前提前通知拌合楼对骨料进行预冷,为减少预冷混凝土温度回升,必须严格控制混凝土运输时间和仓面浇筑坯覆盖前的暴露时间。c.降低混凝土浇筑温度。预冷骨料和冷水拌和是降低混凝土浇筑温度的主要方法。同时合理安排浇筑时间,避免高温时段浇筑,条件允许的情况下,在混凝土运输设备上方搭设遮阳棚,同时对混凝土运输车辆进行洒水降温,并尽可能地减少转运次数。d.采取个性化的通水冷却措施。根据不同季节混凝土内部温度监测情况,适时调整通水流量和通水水温。e.合理控制浇筑层厚及浇筑间歇时间。塔柱筒体、柱、墩、墙等结构混凝土层间间歇期严格按照设计要求进行控制。此外对预计为长时间停止浇筑的仓面,需覆盖表面混凝土以进行保温。
《4.4 升船机金属结构埋件安装技术》
4.4 升船机金属结构埋件安装技术
4.4.1 一期埋件安装技术
三峡升船机船厢室段主要金属结构一期埋件包括:螺母柱一期埋件、齿条一期埋件、平衡重系统一期埋件及纵导向一期埋件等类型。预应力钢筋穿过埋设在一期混凝土中的聚氯乙烯(PVC)套管,将齿条(螺母柱)、二期埋件、二期混凝土与一期混凝土墙连接。通过施加预紧力使齿条(螺母柱)、二期埋件以及一、二期混凝土形成整体承载结构。因此,齿条、螺母柱一期埋件(PVC 套管)的安装位置精度比其他的金属结构一期埋件的要求高得多。并且相应安装部位钢筋密集,在安装中与土建施工干扰大,安装质量控制难度较大,因而作为主要对象进行施工控制。
为确保套管安装精度,并保证套管在混凝土浇筑过程中不发生位移,满足混凝土浇筑后,套管安装位置偏差不超过±5 mm 的要求,制作了齿条、螺母柱一期埋件辅助调整钢架,并在施工中予以改进。在钢架上将套管的安装高程及位置基本定位,并用调整螺杆及管夹固定一期埋件,用以现场精确调整齿条、螺母柱一期埋件的安装位置,提高安装效率及安装精度。套管调整完成后,一期埋件与钢架固定,将一期埋件单独加固,避免了埋件与土建钢筋间的相互干扰及混凝土浇筑过程中的位移。在PVC套管调整过程中,每次调整前都利用测量仪进行线垂垂挂基准点复测,然后通过线垂对PVC套管进行调整,半个工作日内就可以顺利完成每仓的 PVC套管精调加固及最终验收,极大提高了工作效率。同时因为每列套管均以同一根线垂为基准,这样调整完成的每列PVC套管的安装偏差基本都保持在一个变化趋势内,在很大程度上提高了PVC套管整体安装偏差变化方向的统一性,并确保了套管安装满足设计精度要求。
4.4.2 二期埋件安装技术
按所属功能及各自作用,三峡升船机金属结构二期埋件分为平衡重轨道、纵导向轨道、齿条二期埋件及螺母柱二期埋件四大类。各类埋件结构形式不同、作用不一,在安装质量控制方法上既有共性也各有不同特点。
1)齿条、螺母柱二期埋件安装技术。三峡升船机齿条、螺母柱及其二期埋件在安装上具有安装高度高、单件尺寸重量大、结构复杂、安装空间狭小、施工精度要求极高、施工环境复杂等突出特点。针对以上特点主要采取的技术措施如下。a.制作埋件调整及加固工装,利用工装将埋件与筒体上的预埋锚板连接,既便于安装调整,也能够对埋件进行加固。b.提前对埋件安装部位的一期钢筋进行检查,对个别钢筋及时调整,确保一期钢筋与设计位置一致。安装前对存在干涉的竖向钢筋进行切割处理。c.控制点测量时,对4根齿条埋件的12个控制点、4套螺母柱埋件的24个控制点一次测量并相互校核,减少系统误差,提高测量精度。每根齿条、螺母柱埋件的3个测量控制点投射完成后,相互校核其间距,降低投点误差。d.对测量控制点、埋件首节投点均采取施工、监理、业主三方分别独立测量的方式进行,减少人为误差。e.二期砼浇筑过程中,合理控制浇筑速度,并采用百分表对埋件表面进行同步监测,发现异常及时停止浇筑。f.齿条、螺母柱埋件的安装关键是控制其高程位置。4根埋件的首节下端面相对差不大于1 mm,其余埋件均以下端面为基准测量。因此在调整时,必须首先控制好埋件高程,确保埋件下/上端面水平度。在此基础上,综合考虑埋件中心位置、垂直度偏差。高程方向考虑环境温度带来的埋件尺寸变化,高程测量时需准确记录环境温度,并转换为17 ℃时的高程值。g.二期埋件调整定位后,用辅助材料或钢结构件将其与一期预埋件焊牢加固,以免浇筑二期混凝土时发生位移。但加固用辅助材料不允许直接焊接在固定设备的主要构件上,而只能焊接在这些构件伸出的锚件、栓柱上,或者焊接在不会引起主要构件产生局部变形以及整体变形的次要构件上。
2)纵导向导轨安装技术。首先,纵导向导轨二期埋件埋深浅,空间狭小,无法使用传统的内置安装调整、固定装置,因此固定焊接施工难度大;其次,导轨安装单元尺寸大而薄,刚度小,吊装、运输极易引起变形;此外,因其工作表面尺寸较大,在混凝土浇筑时所受的侧压力较大,导轨容易移位。针对上述问题,设计了一种适合于总体安装高度大、结构刚度小,且整体安装精度高的导轨埋件工装以满足安装施工需要。该装置一次安装,可多次循环使用、方便移动和定位,可以满足三峡升船机安装进度质量要求。工装分辅助钢架和加固工装两部分,辅助钢架由两根经机械加工的钢梁焊接而成。安装时,首先将导轨板通过螺钉连接到辅助钢架的机加工面上,将轨道与辅助钢架连接成整体,便于对轨道运输、吊装及调整。最后通过辅助钢架结构与外围的加固工装连接,焊接固定在塔柱混凝土表面的一期埋件上,确保轨道整体稳定性。
3)平衡重导轨安装技术。升船机塔柱的每个平衡重井内安装工字形、T形轨道各一根,两根轨道成对使用,确保平衡重组沿轨道面上下运行。其中,工字形轨道有5个导轨面,T形轨道有两个导轨面,各轨道面相互间定位精度、轨道全长垂直度要求高。施工中关键是控制好轨道面的 X、Y 轴坐标值。由于平衡重轨道与塔柱筒体土建施工同步进行,上下立体交叉作业,相互干扰,安全风险大,同时又受塔柱自升式爬模平台影响,建塔吊钩无法靠近安装部位,轨道就位困难,轨道测量只能从平衡重井内投点测量,测量难度大。此外平衡重轨道背部设计有若干排等间距的锚钉,该锚钉与土建一期钢筋间的中心距非常小(仅75 mm),这就要求一期结构钢筋施工精度必须满足设计要求,一旦存在偏差,轨道就无法顺利就位。
针对上述难题,参考纵导向导轨安装思路,结合平衡重轨道结构形式及特点,其主要安装措施如下:a.制作平衡重轨道安装专用工装,简化轨道的调整与加固。根据工形轨道和T形轨道的不同结构形式,分别加工制作配套专用工装。b.提前对轨道安装部位的一期混凝土及钢筋进行检查,对个别安装位置偏差大的钢筋及时调整,确保一期钢筋与设计位置一致。c.进行安装模拟试验,提前研究、细化安装测量方案。d.每根轨道各设两个测量控制点,对每个平衡重井的4个控制点一次测量并相互校核,减小每个井内两条轨道间的测量误差。每条轨道的两个测量控制点投射完成后,相互校核其间距,减小投点误差。e.每个平衡重井内的4个控制点、每条轨道的首节投点均采取施工、监理、业主三方分别独立测量的方式进行,减少人为误差。f.轨道吊装过程中最初采用双吊点配合手拉葫芦的就位方式,安装费时且钢丝绳与自升式模板干扰大。经优化后改为单绳吊装,利用2品模板间的空间将轨道顺利就位。利用轨道上的工装连接孔安装滚轮,建塔吊装轨道下降就位时,滚轮在墙体上运转,避免了轨道背部栓钉与钢筋的碰挂。
《4.5 升船机机电设备安装施工技术》
4.5 升船机机电设备安装施工技术
4.5.1 齿条结构设备安装
齿条作为船厢驱动机构向混凝土塔柱的传力构件,同时兼作船厢的横向导轨,安装精度直接关系着船厢能否顺利运行,其施工控制要点如下。
1)4组齿条的同步驱动控制。齿条共分4套对称布置,作为船厢驱动机构向混凝土塔柱的传力构件,安装中首先要确保 4 组齿条做到同步驱动,即在安装精度上要确保 4 组齿条相对关系满足设计要求。
2)首节齿条的安装精度控制。齿条由齿条部与导轨板组成,处于齿条起始基准节的导轨板作为小齿轮托架的定位导向装置,其安装质量直接关系到后续齿条部安装是否满足精度要求。因此,必须确保4组齿条起始基准节的导轨板安装精度满足设计要求。
3)齿条加固强度控制。单节齿条从安装到验收,需经过间隙灌浆、预应力张拉施工两道工序。为确保安装质量最终满足技术要求,在以上两道工序施工过程中,单节齿条的加固强度必须确保齿条不发生位移。
4)测量控制。a.齿条设备安装的测控基准必须采用齿条二期埋件测控基准。b.由于螺母柱安装是以齿条安装为基础,所以必须严格控制好齿条首节安装的质量。c.齿条初步调整与定位。用经过检验的钢板尺对齿条的垂直度和距齿条安装纵、横向中心距进行检查,使用千斤顶对齿条的位置以及高程进行粗调。初步定位后,利用铅垂线对齿条垂直度进行调整,调整到位后采用临时调节螺栓固定。d. 齿条精确调整与定位。利用辅助调整工装上的调节螺栓对齿条进行精确调整。齿条的安装高程采用高精度 DNA03 数字水准仪测控。e.使用高精度的工业全站仪、数字水准仪等测量设备和仪器对齿条的铅垂度、相对于船厢纵横向中心轴线的距离偏差、齿条反向导轨面与船厢室纵向中心线的平行度公差以及4套齿条间相对位置等各项几何尺寸进行调整,直至满足设计精度控制要求。
5)其余每个节段齿条安装调整方法、测量方法与首节安装基本相同,但需控制两节齿条齿距偏差,用齿条间的隔板进行精确调整。测量采用带测杆的大尺寸千分尺。
4.5.2 螺母柱结构设备安装
螺母柱作为船厢运行安全锁定机构,安装精度直接关系着船厢的安全运行。调整时,必须同时调整4组螺母柱相对于4组齿条的各段所设的刻线高程及齿条与螺母柱的轴线位置,以确保在船厢运行过程中,齿轮与螺杆的同步上升。其施工控制要点如下所示。
1)同部位螺母柱与对应齿条间、4 组螺母柱间的同步控制。螺母柱共分4套对称布置,作为船厢驱动安全锁定机构,安装中要确保同部位螺母柱与对应齿条间、4组螺母柱间的同步控制,即在安装精度上要同时确保螺母柱与齿条间、螺母柱间的相对关系满足设计要求。
2)螺母柱加固强度控制。单节螺母柱从安装到验收,期间需经过间隙灌浆、预应力张拉施工两道工序。为确保安装质量最终满足技术要求,在以上两道工序施工过程中,单节螺母柱的加固强度必须确保螺母柱不发生超差位移。
3)测量控制。a.螺母柱吊装。采用TCR1201全站仪在二期埋件上标定主要安装轴线,并初步定位二期埋件。b.螺母柱辅助调节装置安装。在气温(17±3)℃、风力小于2级的现场环境下检核定位基准装置系统。采用电磁波测距垂直高程传递法一次性测设整个高程定位基准装置。c.布置安装线架并进行初步调整。采用悬挂钢琴线的方式对垂直度进行粗略调整定位。钢琴线主要使用精密全站仪TCA2003结合大尺寸千分尺来精确放样,定位时最大点位中误差不超过2 mm。钢琴线定位调校过程中受环境因素影响大,特别是钢琴线的摆动误差与风力大小、风向、钢琴线的高度等因素相关。选择在最适宜的条件下进行钢琴线定位,各方面影响的综合误差可以控制在3 mm以内。d.螺母柱精确调整并定位。采用两条引张线作为安装基准,用定位基准装置的调节螺杆结合 NET05 工业全站仪对螺母柱安装尺寸进行精调。当现场风力达到或超过3级时,停止埋件及螺母柱的调整、定位与检测工作。在高度方向以相邻的同高程齿条为基准。用 DNA03 数字水平仪进行测量调整,螺母柱上每间隔 7 个螺距所作的标记与同高程齿条上的每间隔 16个齿所作的标记处于同一水平面,其误差不得超过2 mm。
《4.6 齿条、螺母柱间隙灌浆施工技术》
4.6 齿条、螺母柱间隙灌浆施工技术
根据齿条、螺母柱埋件结构的要求,在齿条与钢结构以及螺母柱与钢结构间留有4 cm缝隙,待齿条、螺母柱安装完毕后,将缝隙用高强度、高流动性的灌浆材料充填,以满足齿条、螺母柱所受到的巨大荷载传递给钢筋混凝土结构的传力要求。目前,国内外均没有采用该灌浆材料来实现如此重要结构的结合和传力的工程实例,灌浆材料和灌浆缝隙的受力和变形则成为施工研究的关键。
为了确保灌浆质量,同时摸索一套合理的施工方法和完整的施工技术,采取了原型模拟试验。试验主要分为4个方面:材料物理性能检测试验、材料力学性能检测试验、室内模型灌浆试验和灌浆效果质量检测试验。
根据以往接缝灌浆材料的施工经验,主要开展了压力灌浆法施工技术的研究。通过在室内制作灌浆试验模型,试验研究灌浆材料的流动性、可灌性、扩散半径等基本灌浆参数,并研究与灌浆材料相适应的灌浆施工工艺参数,选择出可应用到实际工程施工中的合适的制浆设备和泵送设备,为现场施工提供合适的灌注工艺参数。
通过对灌浆材料物理性能和力学性能指标试验以及灌浆工艺试验,优选推荐出符合三峡升船机齿条、螺母柱接缝灌浆设计要求的灌浆材料和合适的灌浆工艺,为三峡升船机齿条、螺母柱接缝灌浆材料的选择提供参考,并为灌浆材料施工提供合适的工艺参数。
《4.7 高空大跨度横梁结构施工技术》
4.7 高空大跨度横梁结构施工技术
三峡升船机塔柱顶部高程196.00 m处的左、右侧由11根跨航槽横梁和两个平台(中控室和观光平台)连接。其中7根横梁单独布置,两个平台部位各有两根横梁和两根纵梁。7根单独布置的横梁两端由基础梁进行连接。横梁左端设计有宽槽后浇带,宽槽后浇带在横梁混凝土浇筑完成两个月后浇筑。跨航槽横梁的两端靠塔柱侧设计成三角形牛腿,梁中部为矩形断面,纵梁最大尺寸为 19.1 m× 1.5 m×7.25 m(跨度×宽度×高度),横梁最大尺寸为 25.8 m×2 m×2.75 m×7.15 m(跨度×宽度×中部高度× 两侧高度)。横梁结构立体图如图2所示,横梁结构剖面图如图3所示。
《图2》

图2 横梁结构立体图
Fig.2 Stereogram of beam structure
《图3》
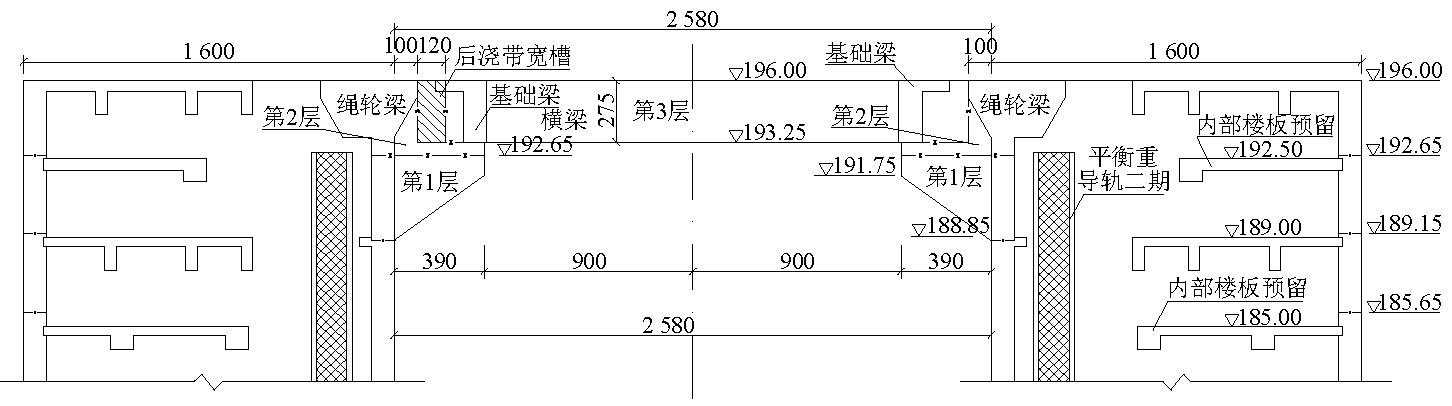
图3 横梁结构剖面图(高程单位为“m”,其余单位为“cm”)
Fig.3 Sectional view of beam structure(the elevation unit is“m”,the rest unit is“cm”)
三峡升船机横梁结构跨度大,混凝土自重大,对混凝土施工的支撑结构要求高。同时,横梁结构的施工属于高空作业,与齿条、螺母柱、纵导向导轨及二期埋件安装、二期混凝土施工部位之间形成多重交叉作业,施工干扰大,施工过程中存在的安全风险较普通梁系施工要高的多。针对上述施工难点,对预制梁整体吊装方案、叠合梁方案、钢构梁方案、贝雷架支撑方案进行了研究比选,结合升船机现场施工设备及混凝土浇筑手段,经过经济技术比较,最终决定塔柱横梁梁系采用贝雷架支撑方案进行施工。同时,为保证施工安全,在施工过程中严格控制施工程序。为增强塔柱结构强度,在进行横梁混凝土浇筑前,塔柱平衡重二期混凝土需浇筑至高程168.00 m以上,塔柱内部纵向联系梁后浇带需浇筑至高程180.00 m。而且,为保证高程196.00 m 平台横梁结构混凝土的整体性,全部横梁结构不分仓一次性浇筑完成。
《5 结语》
5 结语
通过采取以上先进的技术,结合三峡工程的先进管理模式,从技术攻关到施工组织等方面围绕塔柱混凝土施工、金属结构埋件高精施工进行科学管理、全面优化,保证了三峡升船机塔柱施工顺利进行,塔柱混凝土质量、埋件安装质量均达到预期效果,各项指标符合设计要求。
针对三峡升船机塔柱施工的特点与难点,在施工过程采用了混凝土高精度施工技术、金属结构埋件及结构设备高精度安装技术、高空大跨度贝雷架安全施工技术、薄壁混凝土重载荷预应力锚固系统、复杂高位深梁大跨度梁系混凝土现浇施工技术等一系列的技术手段。这些新的技术手段的成功应用,不仅保证了三峡升船机塔柱施工的顺利进行,同时成功地实现了“混凝土”与“高精”的融合,为高精混凝土的施工打下了坚实的基础。











 京公网安备 11010502051620号
京公网安备 11010502051620号




