
《1 前言》
1 前言
抛丸工艺是一种在欧美发达国家广泛应用的表面处理方法,是指通过机械的方法把丸料(钢丸或砂粒)以很高的速度和一定的角度抛射到工件表面上,让丸料冲击工件表面,然后在机器内部通过配套吸尘器的气流清洗作用,将丸料和清理下来的杂质分别回收,并且使丸料可以再利用的技术[1] 。
世界上第一台抛丸设备诞生于 100 年前的美国,起初的抛丸工艺主要是应用在各种钢板表面的去除杂质、氧化皮、增加表面的粗糙度以及金属表面的强化等方面,由于其高效、环保、丸料循环等优点,20世纪60年代,抛丸工艺开始进入到交通工程建设领域。传统抛丸设备的工作是固定式的,将抛丸处理的零件送进一个密闭的空间里进行,主要应用于各种金属或非金属表面去除杂质、氧化皮、增加粗糙度等方面[2,3] 。随着世界上第一台水平移动式抛丸设备于 20 世纪 60 年代在美国佰莱泰克(BLASTRAC)诞生,其应用领域迅速扩展到混凝土表面涂装处理和船舶甲板金属表面处理上[4,5] 。
中国的抛喷丸设备生产始于 20 世纪 50 年代,主要是仿前苏联技术。历经几十年的不断发展,抛丸机从传统的固定式发展到现在的移动式,从单一的一种机械发展到一个领域,从单一的一道生产程序到整个生产工艺中的一部分。随着抛喷丸工艺的广泛应用,至今世界上已经发展了适应各种不同工艺要求的抛喷丸设备,具上千种规格品种,但国内生产的还没有一种规格的可移动式抛丸机其抛打区域宽度能达到 1 000 mm。国外先进设备厂商基于其自身的技术保护,还没有对中国输入宽幅抛丸机技术,本项目旨在研制出抛打区域宽度能达到 1 000 mm的可移动式抛丸机,突破国外厂商技术壁垒,填补国内产品技术空白。
《2 工程背景》
2 工程背景
南京长江第四大桥钢桥面铺装采用复合浇筑式沥青混凝土技术,南京重大路桥建设指挥部、南京林业大学、日本长大公司、山东路桥集团有限公司、镇江蓝舶工程科技有限公司(简称蓝舶科技)等单位成立钢桥面铺装技术研究课题组。蓝舶科技负责对于钢桥面抛丸施工特别抛丸设备方面,进行有针对性的研究和尝试。
根据施工技术要求和日本长大公司专家的建议,南京长江第四大桥钢桥面铺装项目钢桥面打砂除锈的质量标准为:1级抛丸除锈(GB/T 8923 Sa3级)。
根据项目总体安排部署,钢桥面抛丸施工时间确定为2012年6月1日至2012年7月20日;其时为多雨、高湿、闷热的梅雨季节。施工周期为50个日历日,有效工作日28天,施工面积70 000 m2 ,日均完成2 500 m2 以上。
为达到以上目标,课题组跟踪国际环保涂装界最新产品,学习借鉴国内外抛丸机设计制造的先进技术和理念,科学设计、精心制造,在 LKP50 型和 LKP700 型多功能自回收抛丸机的基础上研发了 LKP1000型多功能自回收抛丸机。
《3 抛丸机参数计算及尺寸设计》
3 抛丸机参数计算及尺寸设计
LKP1000 型可移动式抛丸机的设计是在蓝舶科技公司自主研发的 LKP550 型和 LKP700 型自回收多功能抛丸机的基础上实行的,外形结构和部分零部件的结构尺寸仍沿用LKP550型抛丸机的。抛丸器是抛丸机的核心部件,主要包括分丸轮,带有一定开口角的定向套和抛头,其结构尺寸和放置位置直接影响着抛丸机的抛丸宽度和抛打效果。因此,抛丸机设计主要是抛丸器结构尺寸和放置位置的设计。
《3.1 主要参数的确定》
3.1 主要参数的确定
原苏联学者阿克肖诺夫在教科书上以及萨威林博士在《喷弹硬化》一书中提出了抛丸器设计常用的公式如下[6] 。
相对速度

牵连速度

绝对速度

角位移

式中,Vr 为相对速度,m/s;Ve 为牵连速度(抛丸器出口处抛头叶轮外径的切向速度),m/s;Vmax 为绝对速度,m/s;ω 为角速度,rad/s;ρ 为计算点直径(本设计直接作为抛头叶轮外径),m;ρ0 为原点直径(抛头叶轮内径),m;θ 为角位移,为抛丸器弹丸自定向套窗口由起始点(即抛头叶轮内径或定向套外径)到抛头叶轮出口的角位移,rad。
实际应用中绝对速度 Vmax 即是抛出速度,与切向速度的夹角 σ = tan-1 1.4 ≈ 55° ,这也是常用定向套窗口角度多取54°、55°的原因,故本设计中,抛丸器的定向套窗口角度定为 55°。为方便起见,将定向套外径近似看为抛头叶轮内径,本设计取定向套外径即抛头叶轮内径 ρ0 = 98 mm ,抛头叶轮外径 ρ = 220 mm ,抛丸幅宽≥1 000 mm。根据方向角 ,求得弹丸抛出时的速度方向与叶片径向之间的夹角 α = 41.8° ,将参数代入式(4),求得弹丸在叶轮中的角位移 θ = 90.4° 。
,求得弹丸抛出时的速度方向与叶片径向之间的夹角 α = 41.8° ,将参数代入式(4),求得弹丸在叶轮中的角位移 θ = 90.4° 。
抛丸区域有3种设计方式[7] 。
1)抛丸区域关于抛丸轮中心对称,如图1a所示,抛出来的弹丸所形成的扇形流束被分成了两部分。这种方式会造成对称两抛射带抛打效果不均匀。
2)抛射扇形流束角对称,如图1b所示,抛打在区域abcd内与cdef内的弹丸的抛射角度是相同的,只是两个区域的抛丸量不同。
3)抛打量对称,如图1c所示,抛打在区域abcd 内与区域 cdef 内的弹丸的抛丸量是相同的,其中 bc=cf,整体来说抛打效果较好。
《图1》

图1 抛丸区域的3种设计方式
Fig.1 Three designed for shot blasting area
对于单抛头抛丸机应该选择第 1 种方案进行设计,尽量满足整机结构上的对称性;对于双抛头抛丸机,则应选择第 3 种方案,保证抛打效果的均匀性。
根据前文所求得的参数:弹丸在叶轮中的角位移 θ = 90.4° ,抛出时的方向角 α = 41.8° ,定向套外径 ρ0 = 49 mm ,定向套窗口角度为55°,抛头叶轮外径为220 m,以抛打量对称方式设计抛射区域,以及设计要求的抛打幅宽≥1 000 mm,因此如图 2 所示可得两叶轮的中心距为422 mm,距离地面最小高度为483 mm。若要保证足够的抛打宽度,则抛头到地面的垂直距离要大于483 mm。
《图2》

图2 抛头位置与弹丸轨迹(单位:mm)
Fig.2 The throwing head position and projectile trajectory(unit:mm)
《3.2 电机的选择》
3.2 电机的选择
抛头转速的大小决定着弹丸的抛出速度。对抛丸机而言,其弹丸的抛打速度一般在75 m/min左右,铸件表面清理时,其弹丸的抛射速度一般在 70 m/min 左右。同时弹丸的抛射速度可按下式近似计算

式(5)中,v 为弹丸抛射速度,m/s,本设计中取75 m/s; D 为抛头直径,m;N 为抛头转速,r/min。
由于设计中抛头直径即抛头叶轮外径 D = ρ = 220 mm ,由式(5)计算可得抛头转速 N = 5 013 r/ min ,其大小由所选电动机的转速和带传动的传动比决定。根据抛丸机近似功率计算公式可得

式(6)中,Q 为抛丸量,本设计要求单个抛头抛丸量为180 kg/min;C 为修正系数,1.3~1.4。
由式(6)计算可得

根据上述计算结果,在电机功率为 15 kW,转速为 2 940 r/min,抛头线速度为 75 m/s,小轮转速为5 013 r/min的条件下,带轮传动比为

式(7)中,n1为小轮转速,5 013 r/min;n2为大轮转速,2 940 r/min;D1为小轮直径,mm;D2为大轮直径。大轮直径选择参考值 D2 = 160 mm ,则小轮直径 D1 = 94 mm 。
《4 实验分析》
4 实验分析
根据以上初步确定的参数,设计生产出抛头距地面的距离可调的实验机,可调距离为 400~ 520 mm。在此基础上进行实验,分析抛头距离地面的高度对抛丸宽度和抛打效果的影响,最终确定抛头的位置。图3所示为用设计生产的实验机来抛打布满严重锈迹的钢板。
《图3》
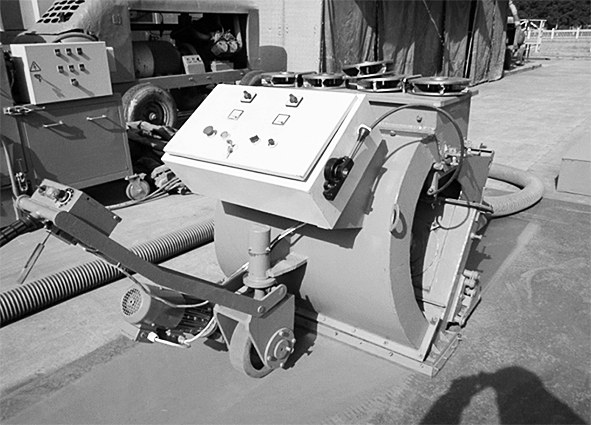
图3 设计制造的实验机
Fig.3 The experimental machine of designed and manufactured
实验结果表明,抛头距地面高度小于 440 mm 时,抛丸宽幅不足1 000 mm;大于480 mm时,出现抛打不均匀现象,两侧抛打效果不明显;抛头距地面高度在 440~480 mm 时,抛打均匀,且满足粗糙度要求。如表 1 所示为抛头距地面高度分别为 440 mm、460 mm、480 mm时,选取的5个不同区域测量的粗糙度值。图4为抛头距地面高度为440 mm 时的实际抛丸效果图对比。
《表1》
表1 Elcometer223数字型表面粗糙度测量仪的测量数据
Table 1 The measurement data of the Elcometer223 digital surface roughness measuring instrument

《图4》
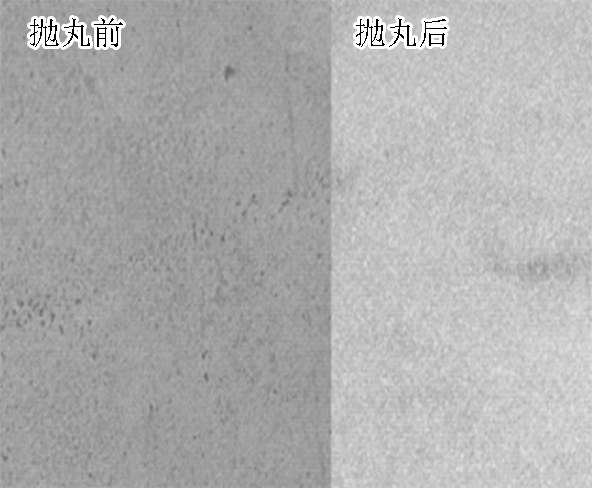
图4 抛丸效果图对比
Fig.4 The comparision of the effect of throwing hit
《5 研发设备在南京长江第四大桥施工中的运用》
5 研发设备在南京长江第四大桥施工中的运用
南京长江第四大桥钢桥面铺装项目中对钢桥面打砂除锈的质量标准为:1 级抛丸除锈(GB/T8923 Sa3级)。
课题组使用试验样机通过场内工艺实验和麒麟互通实验桥现场实验比对,控制磨料的型号、配比,抛丸机的行走速度,研究满足设计要求的施工工艺参数。最终确定南京长江第四大桥抛丸施工磨料采用全钢砂(G16),抛丸机行走速度0.7 m/min。
2012 年 5 月 27 日开始 LKP1000 型、LKP700 和 LKP550型多功能自回收抛丸机单机钢桥面打砂除锈试验,磨合施工工艺。 2012年6月1日蓝舶科技以6台新交付的LKP1000型多功能自回收抛丸机为主,10台LKP700和LKP550型多功能自回收抛丸机为辅正式开始打砂除锈施工,2012年7月20日,按期完成任务。抛丸现场照片见图5。
《图5》

图5 抛丸现场照片
Fig.5 The photo of shot blasting site
经日本专家鉴定钢桥面打砂除锈充分满足1级抛丸除锈(GB/T 8923 Sa3级)。
《6 结语》
6 结语
通过数值分析与实验验证得到该抛丸机设计的最佳参数,使抛丸机的抛丸效果最优化。抛丸机在实际应用中,还需要经过不断的改进与创新,将抛丸工艺不断的优化,使我国的抛丸机的技术水平跻身于世界前列。











 京公网安备 11010502051620号
京公网安备 11010502051620号




