

《一、前言》
一、前言
钢铁行业是化石能源消耗密集型行业,相关温室气体排放约占世界总排放量的 7% [1];全球近 75% 的钢铁生产采用高炉(炼铁)、转炉(炼钢)工艺,生产过程会向环境排放大量的 CO2、硫化物、氮氧化物、污水等。因此,世界各国都在积极寻求低能耗、低排放、高效率的炼铁炼钢工艺。我国作为世界最大的能源生产国与消费国,形成了规模庞大的煤炭、焦化、钢铁等能源消耗产业。相关产业为经济社会发展作出了积极贡献,但也伴生了环境、生态、能源安全等问题。全面推进能源生产消费革命与生态文明建设,实现能源与环境绿色和谐发展已成为重大任务。
直接还原铁(DRI)工艺具有低硫、低磷、密度大、热能高、尺寸规则等特点,生产环境友好,符合清洁化生产的需要;与高炉 – 转炉工艺相比,采用气基 DRI– 电炉炼钢工艺后,生产每吨钢可减排 CO2 约 0.83 t [2]。然而我国钢铁生产以高能耗、高排放的高炉 – 转炉长流程炼钢为主(占比高达 90%),电炉炼钢占比明显偏低。相应地,我国钢铁行业的能源消耗以煤炭和焦炭为主(占比高达 92%),行业煤炭消耗约占我国煤炭消费总量的 18%,碳排放约占全国总量的 15% [3]。我国煤炭、焦化、钢铁等行业的长远发展,必然面临资源、环境、生态等的约束,特别是随着碳达峰、碳中和目标的提出,钢铁行业很难维持当前高炉 – 转炉炼钢工艺的市场存量规模。DRI 工艺是我国钢铁行业转型发展的重要方向,应加速发展 DRI– 电炉短流程炼钢。DRI 产品有害元素含量低、铁的纯度高,在电炉炼钢时可显著降低钢水中的杂质元素,是冶炼优质钢、特殊钢的理想纯净铁料;有利于拓宽洁净钢、优质钢的生产规模,改善钢铁产品结构,为高端铸造、铁合金、粉末冶金等工业过程提供主要原料。
DRI 一般以精铁矿为原料,采用富氢还原性气体作为还原剂进行生产,在俄罗斯、伊朗、委内瑞拉等天然气丰富的国家生产成本很低,具有明显优势。在我国,基于“富煤、贫气、少油”的资源禀赋特征,选择以煤基气源代替天然气作为 DRI 的还原剂,可改善钢铁行业的能源供给结构,摆脱对炼焦煤资源短缺的羁绊,实现短流程或紧凑流程(废钢 – 电炉炼钢流程)炼钢,由此促进钢铁工业清洁化生产及可持续发展。废钢质量的持续降低是制约电炉炼钢发展的主要因素,而 DRI 生产的钢铁杂质少,使用后产生的废钢品质高,将是电炉冶炼纯净钢的必备铁源,如相关原料一般是 50%~70% 的废钢配加 30%~50% 的 DRI。2019 年,我国粗钢产量为 9.96×108 t,约占世界总产量的 53.12% [4];作为短流程或紧凑流程炼钢的主要原料,DRI 产量仅为 1×106 t,约占世界总产量的 0.9% [5]。这表明,我国发展 DRI 势在必行。
持续推动高端化、智能化、绿色化、集群化、规范化,是我国钢铁行业高质量发展的应有之义。我国焦炉煤气、煤成气等富氢气源丰富,加之在可再生能源制氢方面极富潜力,可为 DRI 提供可靠廉价的氢源,构成煤炭、焦化、钢铁行业升级转型的基础保障。积极发展气基 DRI 技术,增加钢铁新品种(优质钢、特殊钢),增强高端冶炼产业的核心竞争力;构建新型绿色冶金等新兴产业集群及产业链,减少关联行业的能源消耗与碳排放,有利于形成全球绿色钢铁行业的中国示范。本文系统梳理国内外DRI技术与产业的发展现状,剖析我国煤–焦– 氢 – 铁产业链涉及的关键技术路径与发展潜力;以资源大省山西为例,分析煤 – 焦 – 氢 – 铁产业链发展的技术路径选择,进而针对性提出我国煤 – 焦 – 氢 – 铁产业高质量发展的对策建议,以期为我国乃至其他国家的煤炭、焦化、钢铁行业发展提供基础性参考。
《二、直接还原铁技术的发展现状》
二、直接还原铁技术的发展现状
《(一)直接还原铁发展态势》
(一)直接还原铁发展态势
根据还原剂的不同,DRI 工艺分为气基 DRI、煤基(固 – 固)DRI 两大类,相应的经济 – 技术性能对比见表 1。与传统高炉炼铁方法相比,DRI 工艺污染小、消耗少,不受炼焦煤短缺影响;气基 DRI 相较煤基 DRI,在能耗、单套设备产量、碳排放等方面优势更为明显。近年来,世界 DRI 产量增长迅速,主要国家的产量情况见图 1。印度 DRI 产量居世界首位,因天然气匮乏并最大限度减少对天然气的依赖,积极发展以煤基气源(焦炉煤气、煤制气、页岩气等)为还原剂的 DRI(产量占比近 1/3)。
《表 1》
表 1 DRI 工艺的设计能力、能耗、碳排放对比 [6~12]

注:带 * 数据根据生产单位 DRI 消耗合成气 / 块煤 / 焦炭估算。
《图 1》
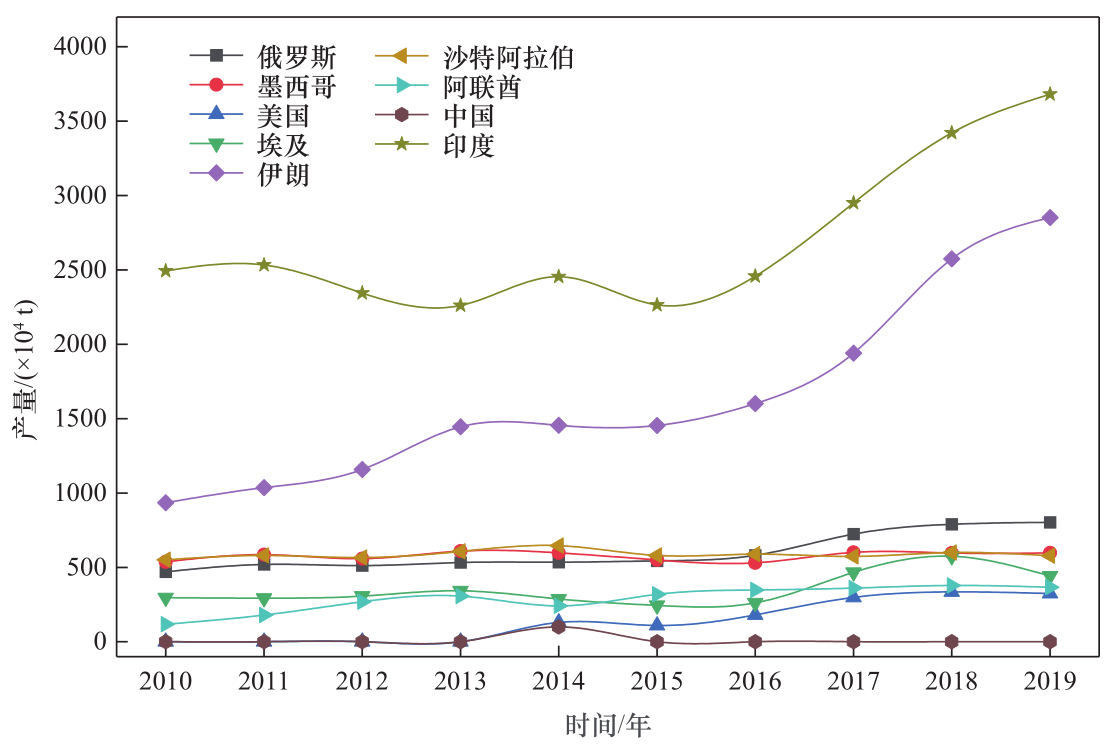
图 1 主要国家 DRI 产量分布
我国的 DRI 工艺技术研究始于 20 世纪 50 年代, 1992 年实现了 DRI 工艺投产;2010 年 DRI 生产能力达到历史最高的 1.08×106 t,约占当年世界总产量的 0.15%;DRI 生产规模小、工艺不够先进,以回转窑煤基直接还原工艺应用为主;2010 年以来,为加快钢铁行业转型升级、推动钢铁行业绿色可持续发展,生产工艺能耗大、污染严重的 DRI 工厂相继关停,全国 DRI 产量下降明显。2019 年,我国电炉钢产量为 1.032×108 t [5],约占我国钢铁总产量的 10%(世界相应比例为 27.9%)。
从长远看,我国废钢资源的不断积蓄(供应增加),短流程新型工艺、低碳冶金、清洁能源等的拓展应用,将为钢铁行业的节能低碳注入新动力。为改善钢铁产品生产结构与能源消费结构、摆脱焦煤资源对钢铁生产发展的制约,发展 DRI 是我国钢铁产业转型升级的重要方向。根据国家行业性规划,我国还原铁的需求量高达 9×107 t/a,而目前电炉钢产量占比过低导致废钢短缺且质量不高,DRI 基本依赖进口;2019 年进口量为 2.73×106 t,可能不利于高端铸造及行业安全。
《(二)我国直接还原铁产业的具体进展》
(二)我国直接还原铁产业的具体进展
我国陆续建成了天津钢管制造有限公司 3×105 t/a、北京密云冶金矿山公司 6.2×104 t/a 等 6 条回转窑 DRI 生产线,总产能近 6.0×105 t,但不少企业因市场竞争力、生产成本、环境保护等方面存在问题而停产。回转窑 DRI 法对原燃料的要求苛刻,能耗大(煤耗约 950 kg/t)、投资和运行费用高、稳定运行难度大、生产规模难以扩大(1.5×105 t/座),因此在资源条件适宜的地区、中小规模的 DRI 生产方面可以较好运用,但难以成为 DRI 发展的主体技术。中东地区、印度的 DRI 发展经验表明,利用气基竖炉法生产 DRI 是迅速扩大产能的有效途径。随着我国天然气资源开发、焦炭行业的改造整合,国内部分地区具备了发展气基 DRI 的条件;煤制气(包括焦炉煤气,以工业氧、水蒸气为氧化剂的煤制气,地下煤气化等)技术为发展煤制气 – 竖炉直接还原铁工艺提供了必要条件,气基竖炉还原铁将是我国行业发展的重要方向。
近年来,针对天然气资源缺乏的客观情况,我国开展了煤基气源 DRI 技术研发并取得突破。山西中晋太行矿业有限公司以焦炉煤气制合成气作为还原气,建设了 DRI 试验装置(产能为 3×105 t/a)及其配套装置(氧化球团装置、焦炉煤气制合成气装置、竖炉装置),2020 年年底顺利开车运行。该装置采用了中晋还原铁(CSDRI)技术方案,涵盖自主研发的焦炉煤气制还原气工艺、德国 MME 公司波斯还原(PERED)工艺,是我国首套气基竖炉还原铁装置、世界首套以焦炉煤气为气源的气基还原铁装置;实现了我国气基竖炉生产 DRI 的突破,为钢铁行业产品结构调整、提高钢铁品质探索了新途径。
《三、煤 – 焦 – 氢 – 铁产业链发展技术路径对比分析》
三、煤 – 焦 – 氢 – 铁产业链发展技术路径对比分析
氢气按照制氢来源不同分为蓝氢(化石能源制氢)、灰氢(工业副产品制氢)、绿氢(可再生能源制氢)。考虑富氢气源的差异,结合我国能源供给与消费结构、资源禀赋、煤 / 焦 / 氢 / 铁产业基础,煤 – 焦 – 氢 – 铁产业链的技术路径主要有 5 条:煤直接气化制氢耦合还原铁、焦炉煤气制氢耦合还原铁、多能协同互补制氢耦合还原铁、非常规天然气制氢耦合还原铁、低阶煤改性结焦气化一体化富氢燃料气耦合还原铁。
《(一)不同关键技术路径的特性分析》
(一)不同关键技术路径的特性分析
1. 煤直接气化制氢耦合还原铁
煤气化是煤炭清洁高效利用的主要技术方向,煤气化制氢也是当前我国最主要的制氢方式 [13],煤气化生产的氢气可作为竖炉炼铁的还原剂。煤直接气化制氢耦合还原铁工艺流程一般包括煤气化、煤气净化、CO 变换、氢气提纯、竖炉炼铁(DRI)等生产环节(见图 2)。我国发展此类技术路径具有资源禀赋优势,工艺成熟、成本较低,但对环境影响较大,存在严重的碳排放问题。
《图 2》

图 2 煤直接气化制氢耦合还原铁工艺路线图
2. 焦炉煤气制氢耦合还原铁
焦炉煤气是焦炉干馏煤时产生的挥发性气体,主要成分是氢气(体积百分比为 55%~60%)和甲烷(体积百分比为 23%~25 %);从焦炉煤气中提取氢气 [14],作为还原气体进入竖炉来还原铁矿石。焦炉煤气制氢耦合还原铁工艺流程一般包括焦炉煤气净化、氢气提纯、竖炉炼铁(DRI)等(见图 3)。此类技术路径可充分利用焦化行业副产的焦炉煤气富氢资源优势,为焦炉煤气高值化利用提供了新思路;制氢工艺流程简单,成熟度高。在短中期,焦炉煤气与 DRI 的协同生产,能够有效提高能源整体利用效率并减少碳排放;但对照长远期的碳中和目标来看,焦炉煤气仍存在碳排放问题,焦化产能将逐步削减,使得焦炉煤气 – 灰氢 DRI 路径逐步过渡到可再生能源 – 绿氢 DRI 路径。
《图 3》
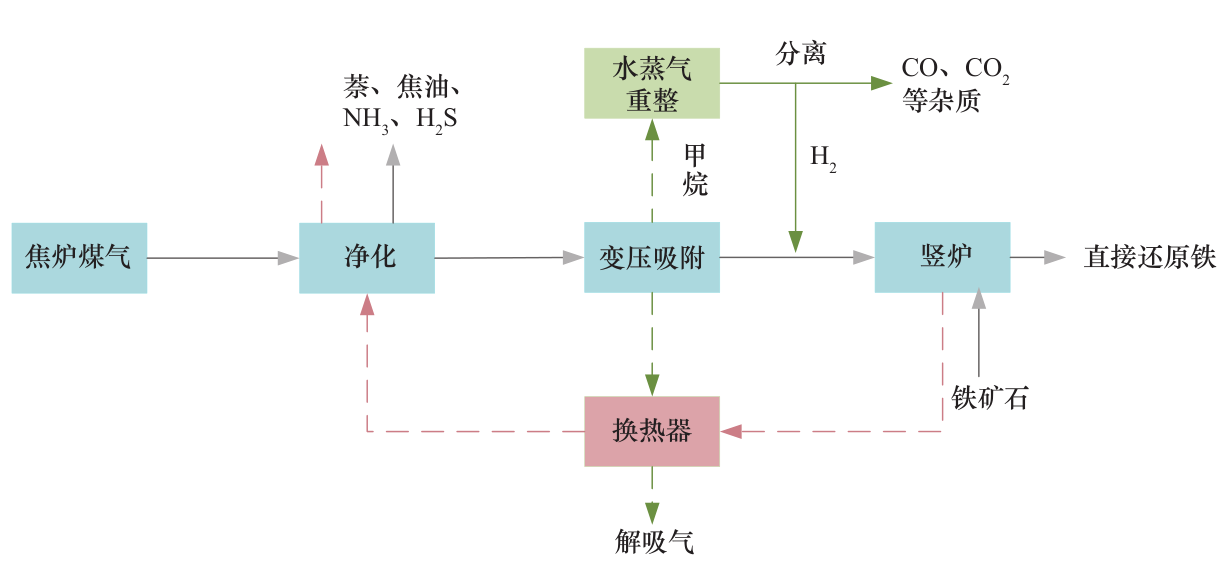
图 3 焦炉煤气制氢耦合还原铁工艺路线图
3. 多能协同互补制氢耦合还原铁
多能协同互补制氢指通过多种能源之间的相互匹配、梯级利用以高效低碳地生产氢能;氢气作为还原气体进入竖炉来还原铁矿石(见图 4)。可再生能源的不稳定性、电力输配限制造成“弃能”现象,通过耦合来源稳定、低成本的灰氢或蓝氢,实现“弃能”的就地转换利用,形成低碳、高效、稳定、低成本的氢源供给。此类技术路径是未来低碳绿色制氢的主要途径,可有效降低碳排放强度,发展潜力大;但存在地区性多种能源资源的空间分布不匹配现象,储能、多能耦合集成技术尚不成熟,需持续开展技术攻关并实施工程示范。
《图 4》
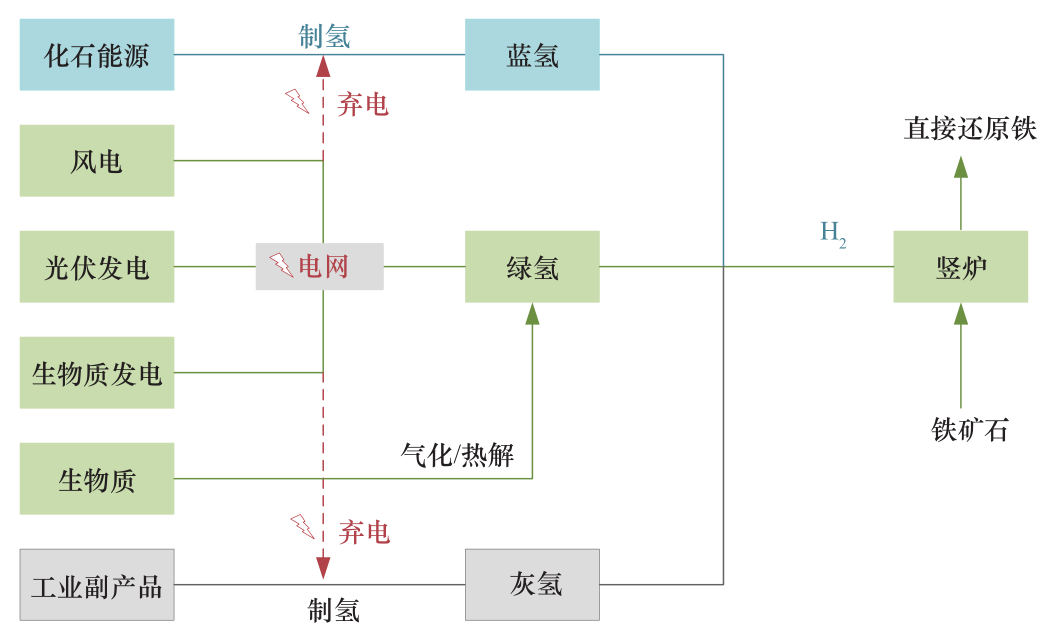
图 4 多能协同互补制氢耦合还原铁工艺路线图
4. 非常规天然气制氢耦合还原铁
非常规天然气资源主要有煤层气、页岩气、砂岩气 [15]。相应技术路径细分为两种:非常规天然气经钼基催化制氢气及苯等副产品 [16],氢气经过净化等过程后直接进入竖炉,生产还原铁;经水蒸气重整转化、变压吸附等过程得到氢气,然后进入竖炉生产还原铁(见图 5)。在我国,煤炭开采过程中伴生了大量的非常规天然气,低浓度瓦斯气体的分离提浓技术是非常规天然气利用的重要前提,但能耗高、成本高。尽管此类技术路径有助于减少温室气体排放,但非常规天然气属于碳基能源,在碳中和目标的约束下,需要考虑非常规天然气能源利用行业的整体布局优化。
《图 5》

图 5 非常规天然气制氢耦合还原铁工艺路线图
5. 低阶煤改性结焦气化一体化富氢燃料气耦合还原铁
低阶煤用于发电,效率低、污染物排放大。开发低阶煤改性结焦气化一体化技术,是满足冶金、机械、化工等行业的焦炭需求,减轻环境污染的有效途径。此类技术路径是对低阶煤改性结焦的延伸(见图 6):将低阶煤洗选获得精煤,将不粘结的部分精煤与粘结性的煤进行配煤改性,制备具有一定粘结性的改性煤;与原精煤进行配煤高温热解,生成改性热解炭与挥发性气体;改性热解炭经气化后产生的气化煤气与富氢的挥发性气体耦合形成富氢气体,进入气基竖炉中还原铁矿石;另一部分气化煤气用于发电或经水煤气变换制氢还原铁。我国低阶煤炭资源较为丰富,采用相关技术可减少高品质煤炭资源消耗、缓解优质炼焦煤短缺现象,但是碳排放系数依然较高。目前,此类技术路径处于技术研发到工程示范的过渡阶段,待技术成熟后将快速推动焦化 – 钢铁行业的融合发展。
《图 6》

图 6 低阶煤改性结焦气化一体化富氢燃料气耦合还原铁工艺路线图
《(二)煤 – 焦 – 氢 – 铁产业链技术路径性能对比分析》
(二)煤 – 焦 – 氢 – 铁产业链技术路径性能对比分析
在制氢还原铁的整个生产过程中,铁矿石价格是影响生产成本最大的因素;以上 5 种技术路径的最大区别在于制氢方式的差异。①从能耗水平看,多能协同互补制氢的原料基本来源于风、光、生物质等可再生能源,采用电解水或生物质热解 / 气化等方式制取氢气,能耗(16.2~19.8 MJ/kg H2)为几种路径中的最低值;焦炉煤气制氢生产流程简单,能耗(34.3~139.7 MJ/kg H2)略高于多能协同互补制氢;煤气化制氢的能耗(200~240 MJ/kg H2)水平最高。②从经济性看,原料费用或当地基础能源价格决定了化石能源制氢 / 电解制氢等工艺的氢气生产成本;焦炉煤气制氢的成本(0.3~1.5 元 /m3 )最低;多能协同互补制氢的成本(0.4~5.0 元 /m3 )浮动较大,这是由可再生能源制氢的不稳定性导致的。③从温室气体减排的角度看,多能协同制氢 [17] 的碳排放量(1.2~2.0 kg CO2eq/kg H2)最小,焦炉煤气制氢 [18](11.68~15.8 kg CO2eq/kg H2)、非常规天然气制氢 [19](8.9~12.9 kg CO2eq/kg H2)次之,煤气化制氢 [18](18.8~29.0 kg CO2eq/kg H2)最大。
表 2 给出了 5 种煤 – 焦 – 氢 – 铁产业链技术路径的特性分析。在近期,鉴于我国能源转型发展的迫切性,不推荐采用煤气化制氢还原铁技术,建议推广技术成熟、经济性良好的焦炉煤气方案;非常规天然气制氢还原铁适宜在资源聚集区局部推广,以低品质的非常规天然气利用为主;低阶煤改性结焦气化一体化富氢燃料气还原铁的优缺点均较突出,可作为重要储备技术开展研究与示范。着眼长远,焦炉煤气制氢量受限于焦煤 / 焦炭的产能,必然面临原料产能的瓶颈问题;多能协同互补制氢耦合还原铁的环境友好特性突出,在实现技术突破后有望后来居上成为供氢还原铁的主要来源(见表 3)。
《表 2》
表 2 不同制氢技术耦合直接还原铁技术路径的特性分析

注:CCS 表示碳捕获与封存;CCUS 表示碳捕获、利用与封存;“双碳”表示碳达峰、碳中和。
《表 3》
表 3 不同制氢技术耦合直接还原铁技术发展潜力与战略选择

按照生产吨钢需要消耗 0.4 t DRI 计算,对应消耗 240 N·m3 (21.36 kg)氢气;结合电炉炼钢工艺过程,对不同制氢技术耦合 DRI– 电炉生产钢铁的综合性能(能耗、碳排放、经济性)进行评价(见表 4)[20~24]。从能耗角度看,转炉炼钢的能耗普遍高于 DRI 电炉炼钢;从碳排放角度看,转炉炼钢碳排放高于 DRI 电炉炼钢;从成本角度看,DRI 电炉炼钢的成本高于转炉炼钢。整体而言,DRI 电炉炼钢更具优势。
《表 4》
表 4 高炉 – 转炉技术与电炉炼钢技术综合性能对比分析

《四、煤 – 焦 – 氢 – 铁产业链发展技术路径案例分析》
四、煤 – 焦 – 氢 – 铁产业链发展技术路径案例分析
山西省是全国首个能源革命综合改革试点地区,资源禀赋和产业基础具备发展煤 – 焦 – 氢 – 铁产业的巨大潜力。煤炭、焦化、钢铁三大传统产业与氢能这一新兴能源类型的深度结合,将积极驱动山西省绿色低碳转型,同时为我国资源型地区高质量发展提供路径借鉴。
《(一)山西省能源资源禀赋与产业发展可行性》
(一)山西省能源资源禀赋与产业发展可行性
山西省制氢气源丰富(见表 5),可利用的焦炉煤气约为 1.94×1010 N·m3 [25],主要分布在晋南的吕梁市、临汾市、运城市、太原市、晋中市、长治市等地;晋北的大同市、朔州市、忻州市,晋南的运城市等地,风电、水电、光电储能优势明显;全省煤成气资源总量约为 8.31×1012 m3 (占全国的 27.7%),晋城市、临汾市、忻州市等地资源丰富。
《表 5》
表 5 山西省焦炉煤气、煤成气、可再生能源装机量(2019 年)

注:表中数据来自山西省各地市统计局、《山西省煤成气增储上产三年行动计划(2020—2022 年)》。
按照生产 1 t DRI 消耗 618 N·m3 焦炉煤气 [26] 来估算,山西省焦炉煤气可生产 DRI 3.138×107 t/a。可再生电力(运行时间为 6000 h/a)用于电解水制氢,每生产 1 N·m3 的氢气需消耗 3.5~5 kW·h 电力,每生产 1 t DRI 最低需消耗 600 N·m3 氢气,由此估算山西省可再生能源可生产 DRI 5.124×107 t/a。每生产 1 t DRI 需消耗 320 N·m3 的煤成气(95% CH4),由此估算山西省可用于 DRI 生产的煤成气产量为 4×109 m3 ,即 DRI 生产潜力约为 1.25×107 t/a。
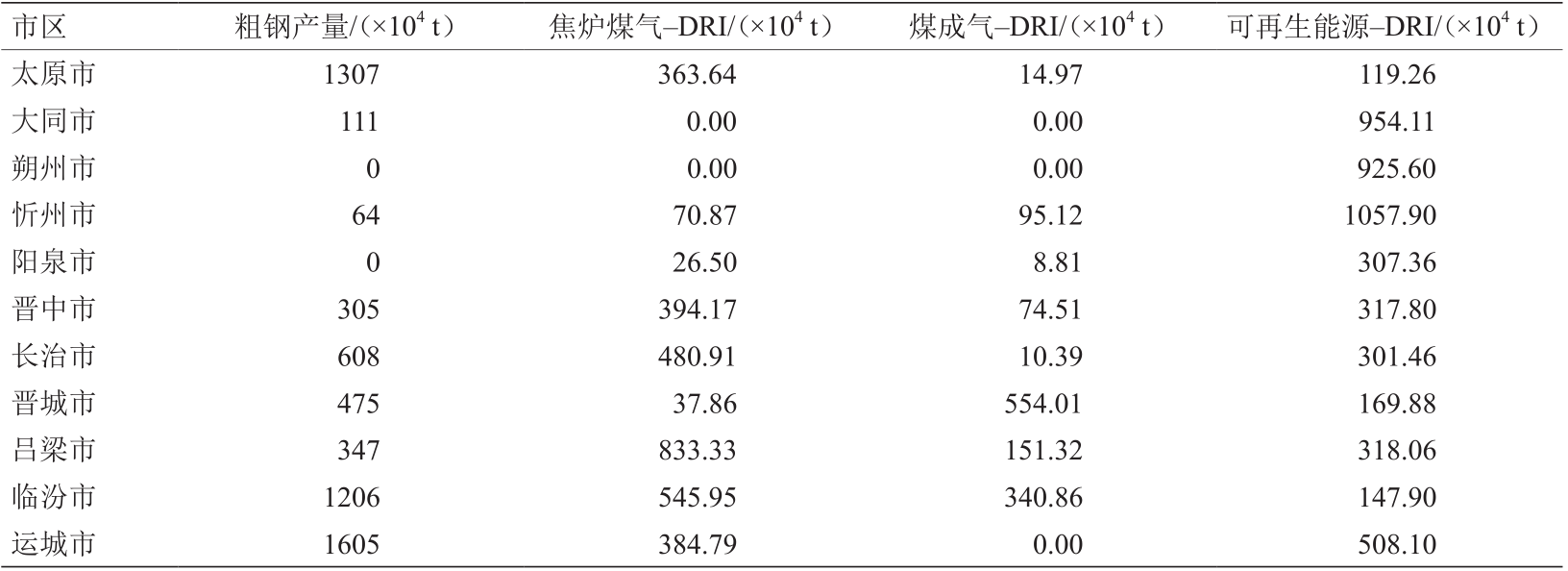
2019 年,山西省粗钢总产量为 6.028×107 t,产能利用率为 81.7%,集中于晋中、晋南片区(见表 6),其中运城市、太原市、临汾市产量超过 1×107 t,晋中市、吕梁市、晋城市、长治市产量约为 3×106 ~6×106 t。山西省焦炭产量为 9.696×107 t,其中吕梁市产量为 2.575×107 t,临汾市、长治市、晋中市、运城市产量超过 1×107 t。焦炉煤气的产量与焦炭产量成正比,目前山西省的焦炉煤气主要用于制甲醇,但甲醇市场存在产能过剩情况;富余的焦炉煤气用于制氢,在缓解产能过剩问题的同时,可拓宽焦炉煤气资源化利用的途径。基于山西省能源发展规划,在短期内焦炉煤气可生产氢气用于 DRI,未来可用于发展氢能。
《表 6》
表 6 山西省粗钢产量及各类 DRI 生产潜力测算
注:表中数据来自山西省各地市统计局、不同技术路径原料消耗量计算结果。
山西省焦炉煤气制氢耦合 DRI 生产与钢铁企业空间布局最为匹配,集中在晋中、晋南地区;煤成气耦合 DRI 生产与钢铁企业空间布局基本吻合。可再生能源制氢耦合 DRI 生产与钢铁企业呈逆分布,未来的规模化利用需构建氢气运输网络、匹配钢铁企业现有格局。按电炉生产吨钢消耗 40% DRI (一般为 50%~70% 废钢、30%~50% DRI [7])估算,焦炉煤气制氢耦合 DRI 技术路径可生产粗钢总量为 7.845×107 t,基本满足现阶段山西省对 DRI 的需求(粗钢产能规划为 7.38×107 t)。煤成气制氢耦合 DRI 技术路径可生产粗钢总量为 3.334×107 t,在临汾市、晋城市等焦炉煤气资源相对不足的地区作为补充路径。可再生能源制氢气耦合 DRI 可生产粗钢总量为 1281×108 t。因此,在短期内焦炉煤气制氢耦合 DRI 技术路径是山西省发展煤 – 焦 – 氢 – 铁产业链的适宜选择,在中长期可采用可再生能源制氢生产 DRI。
《(二)山西省产业技术路径选择》
(二)山西省产业技术路径选择
山西省各市不同路径的制氢潜能见图 7。晋北地区(大同市、朔州市、忻州市)可再生能源制氢潜能较好,可再生能源以光电、风电为主;晋中南地区(晋城市、临汾市、长治市等)氢能潜力以煤成气制氢为主;晋中南地区(吕梁市、晋中市、临汾市、长治市、运城市)的焦炉煤气制氢潜力较大。在全国冶金行业绿色低碳发展、钢铁行业控制化石能源消耗的背景下,因煤气化制氢的能耗与碳排放较大,不推荐煤气化制氢耦合 DRI 作为主要生产路径。山西省非常规天然气资源丰富,相应分布与钢铁产业分布基本吻合,加之非常规天然气制氢路线的经济性、能耗、碳排放优于煤气化制氢,因此非常规天然气制氢耦合 DRI 是山西省近期可用的推广方案。山西省焦化产能高达 9×107 t,焦炉煤气产量丰富,与钢铁产能布局基本吻合,因此焦炉煤气制氢耦合 DRI 路径可有效解决焦炉煤气低值利用问题,是山西省近期 DRI 生产的主要方式。
山西省各市不同路径的制氢潜能见图 7。晋北地区(大同市、朔州市、忻州市)可再生能源制氢潜能较好,可再生能源以光电、风电为主;晋中南地区(晋城市、临汾市、长治市等)氢能潜力以煤成气制氢为主;晋中南地区(吕梁市、晋中市、临汾市、长治市、运城市)的焦炉煤气制氢潜力较大。在全国冶金行业绿色低碳发展、钢铁行业控制化石能源消耗的背景下,因煤气化制氢的能耗与碳排放较大,不推荐煤气化制氢耦合 DRI 作为主要生产路径。山西省非常规天然气资源丰富,相应分布与钢铁产业分布基本吻合,加之非常规天然气制氢路线的经济性、能耗、碳排放优于煤气化制氢,因此非常规天然气制氢耦合 DRI 是山西省近期可用的推广方案。山西省焦化产能高达 9×107 t,焦炉煤气产量丰富,与钢铁产能布局基本吻合,因此焦炉煤气制氢耦合 DRI 路径可有效解决焦炉煤气低值利用问题,是山西省近期 DRI 生产的主要方式。
山西省可再生能源装机量具有明显优势,但与钢铁产能分布不匹配,在成本、储氢、运氢等方面存在技术瓶颈,开展大规模应用尚有距离。低阶煤改性结焦气化一体化技术富氢燃料耦合 DRI 技术路径,将焦化行业和钢铁行业进行科学串联,可在解决炼焦煤资源短缺的同时实现焦化企业转型发展,达到整体性的节能减排效果,在山西省部分地区或企业中宜率先推广和示范应用。
《图 7》

图 7 山西省可再生能源分布情况
《(三)山西省产业发展目标与布局》
(三)山西省产业发展目标与布局
1. 发展目标
对标碳达峰、碳中和目标,山西省能源结构转型和产业升级亟需加速推进。煤 – 焦 – 氢 – 铁产业链能够促进山西省煤炭、焦化、钢铁三大传统产业,氢能这一新兴能源产业进行深度融合,高效带动山西省战略新兴产业协同发展、绿色低碳转型。
近期(2021—2035 年)以灰氢炼钢为主。在焦化集聚区、钢焦联合企业或园区,积极推广焦炉煤气制氢 DRI;在非焦化集聚区(如晋北地区),优先推广化石能源耦合可再生能源多能互补制氢DRI;其他区域稳步推广非常规天然气制氢 DRI。立足钢焦联合的产业发展趋势,近期以钢焦联合园区焦炉煤气制氢 DRI 为主,蓝氢耦合绿氢炼钢逐步实施项目示范。
中期(2035—2050 年)以灰氢向绿氢炼钢过渡为主。随着能源结构转型的深入,山西省焦炭产量逐渐降低,而可再生能源发电比重不断增加,煤 – 焦 – 氢 – 铁产业将形成以化石能源耦合可再生能源多能互补制氢 DRI、非常规天然气制氢耦合 DRI 为主的产业格局。其中,晋北地区以化石能源耦合可再生能源多能互补制氢 DRI 为主,晋南地区以非常规天然气制氢 DRI、焦炉煤气 DRI 并存的格局为主,逐步实现灰氢炼钢向绿氢炼钢转换。
远期(2050 年以后)以绿氢炼钢为主。山西省加速发展灰氢、蓝氢(非常规天然气)炼钢向绿氢炼钢转换,到 2060 年,煤 – 焦 – 氢 – 铁路径将以可再生能源为主,以带有 CCUS 的非常规天然气制氢技术为辅,形成以绿氢为主的煤 – 焦 – 氢 – 铁产业链格局。
2. 产业布局
山西省煤 – 焦 – 氢 – 铁产业链布局建议如下:以朔州市为核心区域的晋北地区战略储备基地,以太原市、长治市、运城市为核心区域的产业集聚区;推进“太 – 长 – 运”三角发展布局,打造“1+3” 顶层发展格局。①晋北地区以化石能源耦合可再生能源多能互补制氢 DRI 为主,以低阶煤改性结焦气化一体化富氢燃料气 DRI 为辅,开展低阶煤改性结焦气化一体化富氢燃料气 DRI 项目示范,提高先进技术和设备应用水平。②在焦化集聚区、钢焦联合企业或园区,推广焦炉煤气制氢 DRI。③在瓦斯抽采利用园区及长治市、晋城市、临汾市、运城市,推广非常规天然气制氢 DRI,优先探索煤矿瓦斯 DRI。④晋北三市(忻州、朔州、大同)和阳泉市的钢铁企业较少,可根据当地产业优势开展先进技术研发示范与储备,而不作为煤 – 焦 – 氢 – 铁产业布局的主要区域。
“京津冀”周边地区协同发展的重要内容即建设世界级的清洁高效绿色低碳高端制造产业集群,高端制造是钢铁行业转型升级的核心驱动力。山西省煤 – 焦 – 氢 – 铁产业链发展,将为“京津冀”周边地区高端制造产业集群提供优质高端特种钢原材料,也是推进“京津冀”周边地区能源、经济、环境协同发展的重要举措。山西省煤 – 焦 – 氢 – 铁产业链发展主要分为以下三个阶段。
在示范项目建设阶段,晋城市优先布局非常规天然气制氢耦合 DRI 示范项目,运城市优先布局可再生能源多能耦合制氢 DRI 项目;依托左权县焦炉煤气制氢耦合 DRI 示范项目的发展经验,太原市、临汾市、吕梁市优先推广焦炉煤气制氢耦合 DRI 示范项目;朔州市、长治市开展低阶煤改性结焦气化一体化富氢燃料气耦合 DRI 储备示范项目。非常规天然气制氢耦合 DRI、可再生能源多能耦合制氢 DRI、低阶煤改性结焦气化一体化富氢燃料气耦合 DRI 等技术路径在 2025 年前进入项目中试、初期示范试验阶段,2030 年前各建成示范项目。
在快速发展阶段,到 2035 年,初步形成以朔州市为核心的晋北地区储备基地,以太原市、长治市、运城市为核心区域的产业集聚区,煤 – 焦 – 氢 – 铁三角发展布局初具规模;在山西省钢铁企业中建设一批有特色、有市场的煤 – 焦 – 氢 – 铁产业链项目;山西省煤 – 焦 – 氢 – 铁产业规模(DRI 产量)超过 1×107 t,成为京津冀晋区域最大的煤 – 焦 – 氢 – 铁产业发展区。到 2050 年,“太 – 长 – 运” 煤 – 焦 – 氢 – 铁产业集群规模(DRI 产量)达到 2.5×107 t ,成为国内规模第一。
在稳定巩固期,到2060年,灰氢炼钢基本退出,绿氢炼钢蓬勃开展;“太 – 长 – 运”煤 – 焦 – 氢 – 铁三角产业集群规模保持稳定,产业发展质量显著提升,代表我国行业发展水平。
《五、我国煤 – 焦 – 氢 – 铁产业链发展建议》
五、我国煤 – 焦 – 氢 – 铁产业链发展建议
《(一)树立清洁低碳发展理念,以理念创新驱动能源革命》
(一)树立清洁低碳发展理念,以理念创新驱动能源革命
完整、准确、全面地贯彻落实新发展理念,对标碳达峰、碳中和目标开展能源革命和生态文明建设。结合煤 – 焦 – 氢 – 铁产业链不同技术路径的能源资源转化特点,统筹能源生产消费革命、能源科技革命、产业结构调整、战略性低碳清洁产业的战略发展目标;将煤炭清洁高效利用、化解焦化行业过剩产能、氢能产业发展规划、钢铁行业减量 / 调整 / 升级作为推动能源革命的重点内容,力求实现煤 – 焦 – 氢 – 铁产业链的清洁高效绿色低碳发展并与国家能源转型战略相衔接,全方位保障生态文明建设。
《(二)推进能源转型发展,将能源资源优势转化为发展优势》
(二)推进能源转型发展,将能源资源优势转化为发展优势
准确把握清洁低碳的能源发展态势,制定煤 – 焦 – 氢 – 铁产业链涉及领域的能源转型战略,更好落实煤 – 焦 – 氢 – 铁产业链发展战略。发挥煤 – 焦 – 氢 – 铁产业链在连通传统产业和新兴产业、融合传统产业与新兴产业方面的纽带作用,促进新旧动能转换。作为产业链上游的煤、焦将逐渐减产并弱化,其角色逐步由供氢载体向辅助、储备过渡;煤 – 焦 –氢 – 铁产业链应保持必要的动态调整,着眼长远制定灰氢应用的过渡与退出机制。合理延伸煤 – 焦 – 氢 – 铁产业链条,有效联合并协同推进能源生产与消费革命涉及的诸多产业,积极融合碳基 / 碳合成材料、高端铸造等产业方向,提高产业附加值以建立发展优势。将氢、铁作为产业核心,煤、焦作为产业助推器,推动焦炉煤气制氢耦合 DRI 等焦炉煤气综合利用,避免出现为发展煤 – 焦 – 氢 – 铁而增加焦化产能的现象。
《(三)注重顶层设计,制定产业集群整体发展规划》
(三)注重顶层设计,制定产业集群整体发展规划
建议加强顶层设计,协调山西、河北、山东等重点省份的煤 – 焦 – 氢 – 铁产业链集群建设工作,论证出台“我国煤 – 焦 – 氢 – 铁产业集群开发总体规划”。突破行政区域和关联行业的界限壁垒,科学分工并合理安排煤 – 焦 – 氢 – 铁产业链的上下游产品布局,消除重复建设、盲目投资、恶性竞争、产能过剩,实现区域资源互补,拓展经济社会发展新局面。综合考虑地理区位、生产要素、产业关联等因素,因地制宜推广多元化的煤 – 焦 – 氢 – 铁产业链技术,完善产业集群规划;以钢铁产业调整为目标,以产业整合协同为抓手,以技术创新为关键,合理确定产业结构并配置产能,不走“先建设、后调整”的老路。
《(四)完善政策、科技、人才要素,支撑产业高质量发展》
(四)完善政策、科技、人才要素,支撑产业高质量发展
加强政策引导与支持,科学构建我国煤 – 焦 – 氢 – 铁产业链发展政策体系。在示范项目审批、立项、运营等方面,给予必要的政策支持,落实规范的审批程序,营造优良的新型产业政策环境,形成政府引导、企业为主、社会参与的煤 – 焦 – 氢 – 铁产业多元化格局。针对高校、科研院所、企业的用人特点,优化人才培育机制,合理设置煤 – 焦 – 氢 – 铁产业链研究课题;在国家级科技计划(专项)层面积极部署,攻克基础理论、关键共性技术,尤其是“卡脖子”技术与装备,抢占技术制高点并培养优秀人才和创新团队。以企业为主要平台,培养煤 – 焦 – 氢 – 铁产业亟需、兼具工程和管理经验的复合型人才,同步开展煤 – 焦 – 氢 – 铁产业链关键技术领域高端人才引进工作。











 京公网安备 11010502051620号
京公网安备 11010502051620号




