

《1 前言》
1 前言
阀控充液型液力偶合器是采煤工作面大功率刮板输送机最有效的软启动装置之一,作为联系工作机和原动机的“纽带”,其采用纯水为工作介质,适应频繁带载起动,并具备过载保护和调速等功能,成为 800 kW(单驱动)以上大功率刮板输送机软启动设备的主导机型[1]。 每年仅用于大功率刮板输送机上的阀控偶合器就价值数亿元,全部依赖于进口。阀控偶合器是复杂的机、电、液(液压、液力)一体化系统,设计加工难度大,目前国内还没有此类产品,相关研究也很少,成为严重制约国内刮板输送机生产厂家技术和效益的瓶颈。
综放开采技术是一种适合于直接顶易冒落、中硬煤质以下的厚及特厚煤层开采的投资低、产量高、效益好、安全有保障的采煤方法。 大采高综放工作面年生产能力均在 1 000 万 t 以上,该目标的实现首先依赖于工作面装备,其中后部刮板输送机的性能对于实现高产、高效具有重要意义。 而软启动装置是大功率刮板输送机必备的部件,因此其研发即成为大功率后部刮板输送机开发过程中面临的首要问题。
文章以解决大采高综放工作面后部刮板输送机(2 ×1 000 kW)软启动问题为目标,围绕阀控偶合器的关键技术,理论分析和试验研究相结合,从工作腔流场分析和优化、工作轮结构力学特性分析、控制阀组开发、关键制造工艺等方面对阀控偶合器展开了研究。 所开发的阀控偶合器指标为:a. 额定传递功率: 1 000 kW;b. 电机(泵轮)转速:1 491 r/min;c. 工作介质: 清水;d.供水压力:0.4 ~1.5 MPa。
《2 负载特性分析及性能需求》
2 负载特性分析及性能需求
《2.1 负载特性分析》
2.1 负载特性分析
阀控偶合器安装在电动机与减速器之间,通过工作液体将泵轮和涡轮“柔性”联接起来,实现扭矩的传递,对于长运距、大功率刮板输送机的正常起动和平稳运行起着至关重要的作用。 因此,要求阀控偶合器必须能满足后部刮板输送机负载特性需求,各项参数要与原动机和工作机相匹配。
后部刮板输送机用于中厚煤层综采放顶煤工作面后部运煤任务,与前部工作面输送机、采煤机和放顶煤掩护支架以及顺槽布置的转载机、破碎机、胶带输送机配合,进行采煤、放煤、破碎和运输等综合机械化作业,实现放顶煤工作面综合机械化采煤。 刮板输送机在运行过程中,除了工作面不平产生的倾斜甚至起伏,还有支架移动带来的水平弯曲,受力十分复杂,需克服以下阻力:a. 物料及刮板链在中部槽上的移动阻力;b. 刮板链在无载侧上的移动阻力;c. 刮板链绕过机头和机尾链轮时的弯曲阻力;d. 输送机在工作面内弯曲时的附加阻力;e. 传动装置阻力;f. 对于倾斜运输工况,还应考虑物料及刮板链的重力分量。
影响链条阻力的主要因素有两个:运载量及当量摩擦系数。 后部刮板输送机受料为放顶煤支架的落煤,可控性差,较前部输送机更易受到煤量变化影响,落煤量和顶煤的冒放性能及放出与控制工艺有关,在空载、满载甚至超载间变化,且经常有机头、机尾附近载荷不一致的情况。
当量摩擦系数在起动(尤其是满载起动)过程中需克服大的惯性和较大静摩擦力,其取值较大;正常运行过程中阻力相对较小。 下链阻力系数主要是刮板链和底板间的摩擦,但在运行过程中底板和中板间会出现堆煤现象,使得输送机下链当量阻力系数增大(当堆煤过多时中部槽侧边受到煤的挤压,产生附加摩擦力)。
对于长运距大功率刮板输送机,考虑到链条的动态特性,载荷特性将更为复杂。 所以,如何适应后部刮板输送机的恶劣工况,实现频繁、平稳起动和可靠运行是大功率后部刮板输送机面临的关键问题,也是研制阀控偶合器的意义所在。
《2.2 参数匹配》
2.2 参数匹配
所开发阀控偶合器拟应用于 SGZ1200/2 ×1000 型后部刮板输送机,根据功率配置,机头和机尾驱动功率均为 1 000 kW。 偶合器需与电动机特性相匹配,充分利用电动机最大输出功率的同时对其有效保护,减缓对链条的冲击。 选用的电机工作电压为 3 300 V,过载系数接近 3.8,是专为刮板输送机开发的矿用防爆电机。
2.2.1 额定工况点
额定工况点是偶合器最长时间工作点,因此在兼顾各种因素条件下,应使偶合器具有较高工作效率。 泵轮力矩系数与涡轮和泵轮的转速比  有关,转速比小时效率低,泵轮力矩系数大;反之,转速比大时效率高,泵轮力矩系数小。 所以,选型时应综合考虑,在满足力矩系数前提下,力求有较高效率。
有关,转速比小时效率低,泵轮力矩系数大;反之,转速比大时效率高,泵轮力矩系数小。 所以,选型时应综合考虑,在满足力矩系数前提下,力求有较高效率。
额定转速比的选取,各国并无一致标准,从 =0.94 到 =0.97 不等[2],选择原则是保证偶合器有较高效率,不会因滑差产生的热量造成温升过高,影响正常使用。 大型偶合器若转速比低,功率损失大,且会造成经常性过热停机现象,因此要有较高的额定工况点,然而要提高额定工况点,一般需增大有效直径,造成偶合器体积增大和限矩难度的增大。 阀控偶合器采用外部循环冷却机制,正常工作状态基本不受热容量限制,因此,综合考虑,阀控偶合器效率仍定在 =0.94 ~0.97。
2.2.2 限矩性能
大型刮板输送机选用阀控偶合器,最主要仍是为解决起动困难和过载保护问题,因此首先要满足限矩性能要求。
由刮板输送机阻力特性分析可知,起动工况由于要克服惯量和大的摩擦,载荷较大,正常运行后载荷减小(图 1 中 ML ),所以偶合器满足限矩性能的同时应充分利用异步电动机的峰值扭矩启动负载,并保证电动机的稳定运行。 须使偶合器 =0 时泵轮输入特性交于电机峰值力矩右侧稳定工况区间,如图 1 中 MB ( =0) ,这样即使工作机被卡,电机仍能稳定运行,不至于像曲线 1 对应的泵轮输入特性造成电机的失速停车。
《图1》

图1 偶合器与电动机特性匹配
Fig.1 Characteristic curves matching between coupling and motor
2.2.3 运行品质
偶合器输出特性曲线的波动比应较小;当负载变化较大时,仍希望能在高效区间运行且转速波动不要过大,即在小滑差下有较硬的特性曲线;为充分利用电动机最大力矩,偶合器输出特性曲线在低速段(大滑差)应尽可能平直,在高速段(小滑差)应陡峭。 图 1 中 1 ~3 输出特性曲线中,2 为最符合以上品质的曲线,这种特性曲线被称为“长壁形”特性曲线。
2.2.4 启动调速性能
软启动调速性能主要通过控制进、排液阀的启闭,调节偶合器腔体内充液量实现。 启动和调速状况均对控制阀组的流量和响应特性有着较高要求。
《3 阀控偶合器及其关键技术》
3 阀控偶合器及其关键技术
《3.1 阀控偶合器结构原理》
3.1 阀控偶合器结构原理
阀控偶合器主要由三部分构成[3]:液力单元、支撑单元和液控单元,如图 2 所示。
《图2》
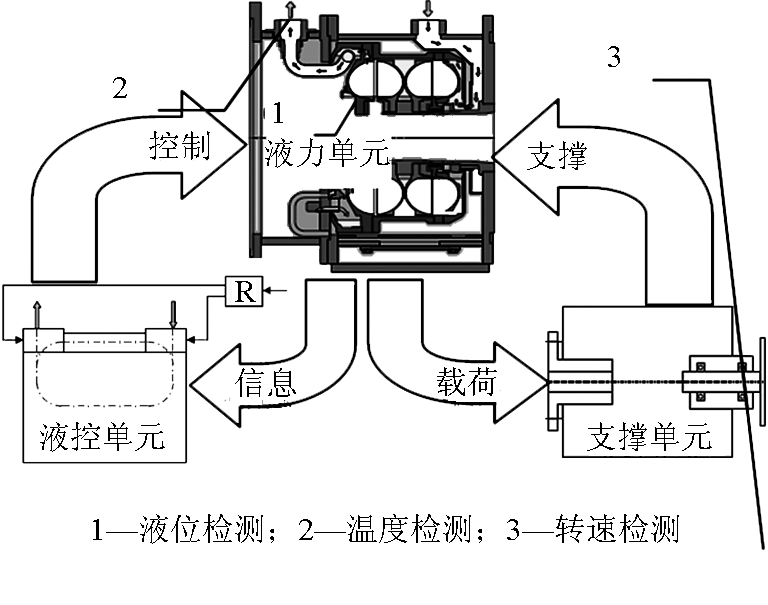
图2 阀控偶合器结构分解图
Fig.2 Structure decomposition chart of valve-control hydrodynamic coupling
液力单元由泵轮、涡轮及连接附件等组成,作为动力转换和传递装置,实现泵轮机械能—液体动能—涡轮机械能的转换,是阀控偶合器的核心;背靠背安装的双腔结构,能够成倍提高偶合器能容、减小工作轮直径并平衡大部分轴向力。
支撑单元是液力单元的承载部件,原动机的动力输入、输出,液力单元的支撑定位均由其决定,其稳定性是整个系统运行的基本保障。
阀控偶合器液控单元采用半开式工作回路,控制阀组需实现 3 个基本功能:充液、循环和排液。 如图 3 所示,工作液经过充液阀达到偶合器入口,完成充液过程;从偶合器出口排出的高温液体,经冷却器冷却后,从循环阀返回偶合器中;从冷却器流出的液体,若不经过循环阀,则直接从排液阀排出系统。 排液阀和循环阀工作于联动模式,即一个打开时,另一个关闭。 控制阀组中 3 个阀均为开关阀,阀间的不同工作状态组合对应着偶合器的不同工作模式。
《图3》
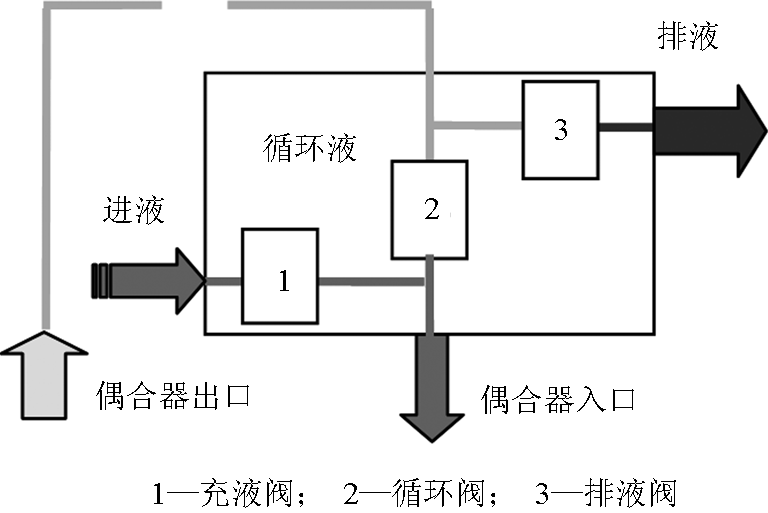
图3 工作介质循环模式
Fig.3 Cycle model of working medium
半开式回路在正常工作过程中,工作介质经冷却器和循环阀实现冷却和重复利用,可节省大量的水资源,避免工作面的大量积水;超温则由排液阀直接泄液,同时由充液阀补充冷水,以降低对冷却器的冷却能力需求,实现经济合理匹配。 大流量阀组作为工作介质调节元件,外部强制循环冷却,可平抑工作过程产生的大量的热,故适应功率更大,并可提供更好的调控性能。
根据刮板输送机特点,制定阀控偶合器的控制策略并开发相应装置,刮板输送机用阀控偶合器可实现如下功能:
1) 电机可以在无负载状态下启动,利用其峰值扭矩启动设备,减小电机型号;
2) 通过调整偶合器充液时间实现驱动系统的顺序启动;
3) 载荷过大时实现限矩保护,防止电机在达到峰值扭矩时失速停车;
4) 链条可快速平稳地从零建立扭矩(充液过程),实现软启动功能;
5) 可运行在链条张紧和慢速运行之类的特殊工作模式;
6) 采用环境友好型水介质,可循环利用,防爆性能好。
《3.2 关键技术》
3.2 关键技术
对应结构组成,阀控偶合器的技术关键包括以下几个部分:
1) 泵轮和涡轮形成的工作腔。 内部流动决定了外部特性,因此腔型的设计从根本上决定了偶合器性能的优劣;放顶煤支架下狭小空间更是对工作轮体积提出了限制;
2) 大流量电磁换向阀组。 电磁阀组的通流能力及响应特性直接影响阀控偶合器调控性能,对转速调节和水温平抑起到重要作用;
3) 关键元件制造工艺技术。
《4 腔型设计》
4 腔型设计
《4.1 研究内容和方法》
4.1 研究内容和方法
阀控偶合器由于结构空间限制,本身不含辅助腔,需要流道自身具有良好的限矩性能,“长壁形”原始特性曲线是腔型设计的目标,而满充工况下流场特性是腔型设计和优化的依据。
传统设计方法是建立在大量的试验基础之上,通过对不同腔型反复试验,直至达到性能需求,成本高、周期长。 目前,CFD 技术在液力元件流场分析应用方面也得到了快速发展,与单纯的理论分析和试验测试相比,CFD 能够再现流动情景,获得更为完整的流场分布,具有明显的时间和成本优势。
液力偶合器的特性主要由叶轮工作腔(也称流道或循环圆)决定,因此工作腔是偶合器设计的关键。 设计偶合器时,通常先找到一个合适的原始腔型,然后按照相似原理放大或缩小,最后通过试验来验证。 积累的诸多腔型及其特性原始资料“数据库”,可作为新设计的参考,以提高设计效率,这些原始资料同样是偶合器现代设计方法的重要参考,可作为 CFD 研究的初始腔型。
图 4 为几种流道的扭矩系数  随转速比
随转速比  的变化关系[4],可较明显地表示出腔型几何形状对偶合器扭矩特性的影响,尤其是液流转向损失对限矩性能的影响。
的变化关系[4],可较明显地表示出腔型几何形状对偶合器扭矩特性的影响,尤其是液流转向损失对限矩性能的影响。
《图4》
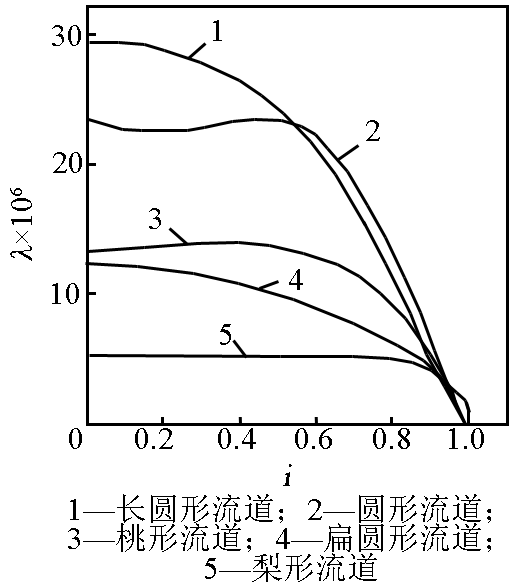
图4 不同流道原始特性曲线
Fig.4 Primary characteristic curves of different flow channels
阀控偶合器是在限矩型偶合器基础上,增加了调速功能,因此兼有限矩型偶合器和调速型偶合器的双重特点。 在腔型选择或设计上,需遵循的原则为:泵轮力矩系数值要高,限矩性能好,内径大(为连接轴提供足够空间,保证其强度),原始特性曲线平缓。 因此,文章选择了桃形腔流道作为基型。
构成偶合器工作腔的基本要素除循环圆形状外,还包括有效直径、叶片数目(泵轮和涡轮)等,对于特殊要求的偶合器还需要辅助腔等附加结构。 确定有效直径后,循环圆其他参数根据其与有效直径间的关系明确,这里参照功率图谱等,选择 562 系列,泵轮叶片数 48、涡轮叶片数 45,确定基本腔型。根据周期对称性,建立了流道的计算模型,如图 5 所示,主要有周期性边界条件、壁面边界条件和交互面。 叶片的两个表面,直接受液体冲击的面称为压力面(工作面),背面称为吸力面(非工作面)。
《图5》
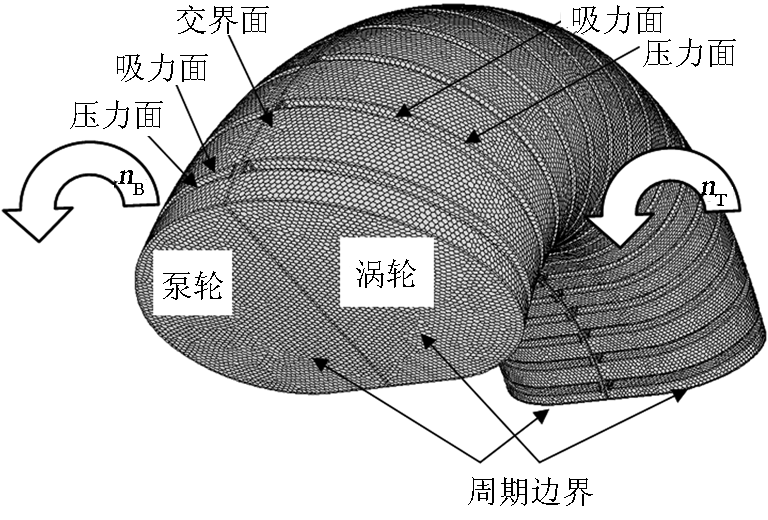
图5 流道计算模型
Fig.5 Calculation model of the flow channel
文章基于 CFD 仿真技术,以标准桃形腔为基型,研究流场分布和力矩传递规律。 将标准桃形腔力矩系数与文献中试验结果进行比较,检验 CFD 模型正确性,进一步对不同腔型结构(叶片形状和厚度、挡圈等)进行仿真,寻求满足限矩性能及整体特性要求的腔型。
《4.2 结果和讨论》
4.2 结果和讨论
4.2.1 标准桃形腔
叶片的扭矩差值求和并乘以 3 倍系数,得到单工作腔体传递扭矩,进一步可计算出力矩系数。
表 1 分别列出了仿真值及文献[5]对标准桃形腔偶合器进行的试验值。 文献中试验偶合器采用透平油作为工作介质,泵轮转速 1 200 r/min,有效直径 400 mm,和仿真参数略有不同。 由于试验偶合器和本研究的偶合器腔型均为标准桃形腔,根据相似理论,两者原始特性应基本一致。 通过结果的比较可以看出,仿真值较试验值偏大,最大误差 8.41 %,发生在涡轮零速状态;最小误差 2.43 %,发生在 =0.8 的中高速段;其余误差在 5 %上下,基本反映出力矩特性随转速的变化。 水的黏度远小于液压油,同时偶合器实际工作过程中不能达到完全的充满状态,故仿真值略高,力矩对比表明了所采用 CFD 仿真方法的正确性。
《表1》
表1 力矩系数对比
Table 1 Comparisons of torque coefficients

涡轮零速工况为扭矩最大点,相对  =0.97 时的过载系数 Tg0.97 分别为 6.79(仿)和 6.47(试),远高于电动机过载系数,即使将效率降为 =0.95,过载系数 Tg0.95 仍达到 4.47,大于电动机的最大输出力矩和额定力矩之比 3.8,起不到限矩作用,需要改进。
=0.97 时的过载系数 Tg0.97 分别为 6.79(仿)和 6.47(试),远高于电动机过载系数,即使将效率降为 =0.95,过载系数 Tg0.95 仍达到 4.47,大于电动机的最大输出力矩和额定力矩之比 3.8,起不到限矩作用,需要改进。
4.2.2 改变叶片形状
将涡轮分别采用低叶片结构和高低相间叶片结构,重新进行流场分析和力矩预测,结果如表 2 所示。 可以看出,采用低叶片可在一定程度上降低最大扭矩,不过低叶片结构对高速段力矩削弱更多,大大降低了偶合器效率。 高低叶片相间结构使得高速段扭矩有所降低,而中速段力矩值有所上升,其原因在于改善了内部流动,使得大滑差下损失减小,提高了低速段工作效率;在高速段运行比较平稳,对流动改善不显著,叶片高度的减小使有效作用面积减小,故力矩反而有所下降。
《表2》
表2 力矩系数对比(不同叶片结构)
Table 2 Comparison of torque coefficients (different blade structures)

4.2.3 带挡圈结构
低叶片结构或高低相间叶片结构,仍无法满足限矩性能要求。 选择高度 5 mm 和 10 mm 两种挡圈,对力矩特性进行预测,不同叶片结构与不同挡圈高度组合的力矩值如表 3 所示。
《表3》
表3 不同挡圈对力矩系数的影响
Table 3 Comparison of torque coefficients(different retainers)
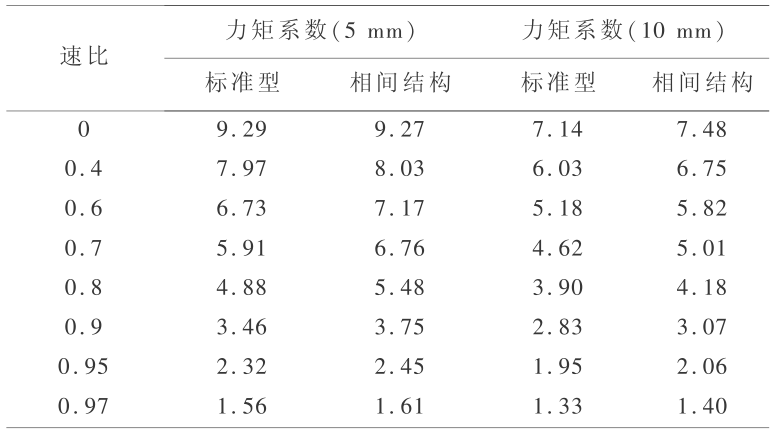
表 3 中,挡圈高度为 5 mm 时,除制动状态外,高低相间叶片在各工作点均具有比标准型高的力矩系数。 制动状态转矩偏小,高速状态偏高,更能保证较低的过载系数,故“高低相间叶片 +挡圈”结构为优选腔型。
由表 3 还可看出,挡圈是提高限矩性能的敏感参数,若电机功率降低或对限矩性有更高要求时,可通过加大挡圈高度实现降低其最大输出扭矩目的。因此,挡圈也可称作限矩环。
对于双腔结构,认为两个工作腔特性完全相同,高低相间叶片结构加 5 mm 高度挡圈,对应的转矩在 =0 时 为 22 590 N · m; =0.97 时为3 924 N· m; =0.95 时为 5 958 N· m。 最大转矩略小于电动机最大输出力矩 24 000 N· m,可在过载情况下保护电动机的同时充分利用最大起动力矩,满足限矩性能要求。
《5 工作轮应力分析》
5 工作轮应力分析
《5.1 结构和载荷特点》
5.1 结构和载荷特点
鉴于井下狭小空间,高能容成为刮板输送机用偶合器发展方向之一,即在结构体积一定条件下尽可能实现传递功率的最大化,该特点对工作轮的结构力学特性提出了较高的要求。
偶合器工作液和叶轮间存在着流体—结构耦合作用,属多场耦合的非线性动力学问题,迄今尚无有效手段来真实模拟流体和结构间相互作用的内在机理;流体和工作轮的耦合面为复杂的空间曲面结构,阀控偶合器的双腔结构更是给强度分析和动力学有限元分析带来了难度。
阀控偶合器采用双腔结构,可在提高功率传递能力同时减小占用空间,并保证轴向力整体基本平衡。 工作轮安装结构如图 6 所示,当挡圈高度为零时,偶合器传递扭矩能力最大。 泵轮在工作时,转速始终高于涡轮,而且涡轮内外侧所受工作液体对涡轮壁面压力可基本抵消,所受载荷小于泵轮。泵轮 2和输入轴直接相连,除传递给对面涡轮力矩外,还要承受来自泵轮 8 的转矩和轴向力,即承担全部载荷,是受力状况最恶劣的部件。 因此,在材质及结构尺寸基本相同条件下,只对输入端泵轮 2 进行强度分析。
《图6》

图6 双腔结构工作轮组件
Fig.6 Structure of a dual-chamber hydrodynamic coupling
泵轮 2 所受主要载荷可以简化为两部分,液体作用力和相连泵轮的作用力(轴向力和扭矩)。
《5.2 FSI 方法》
5.2 FSI 方法
对于液体的作用,可直接用 FSI(液固耦合)分析方法。 FSI 分析属于多物理场耦合问题研究之一,需考虑两个不同物理场间的相互作用,具体讲就是对于结构或热应力分析,应考虑相应流体的作用(CFD 分析结果)。 结构和流场间的耦合作用一般发生在模型边界上,该边界称为流固交互面,其中一个分析结果将作为载荷传递到另一个模型上。 根据载荷的传递路径不同,FSI 可分为单向流固耦合(one-way FSI) 和双向流固耦合(two-way FSI)[6]。前者将交互面上 CFD 分析结果(力、温度或对流)作为载荷应用到 FEA(有限元分析)模型中,FEA 边界位移不再反馈到 CFD 中,适用于变形后网格位移较小、变形结果对流场分析没有太大影响的情况;后者除了将 CFD 分析结果作为载荷传递到 FEA 分析中,相应的 FEA 结果也将作为边界条件反馈到 CFD 模型。
目前,Fluent 和 ANSYS 间还仅能实现单向 FSI,无法实现双向 FSI。 对于偶合器,由于设计中考虑强度等需要工作轮一般具有足够的刚度,微小的变形对流场影响较小,单向 FSI 可基本满足工程应用需要,同时采用单向 FSI 可简化分析流程,提高分析效率。
图 6 中输出端泵轮 8 的载荷与泵轮 2 完全相同,相应的扭矩和轴向力也根据仿真模型进行求取。因此,双腔结构的全部载荷均可通过 CFD 计算结果得到,实现载荷较为精确的施加,分析流程如图 7 所示。
《图7》
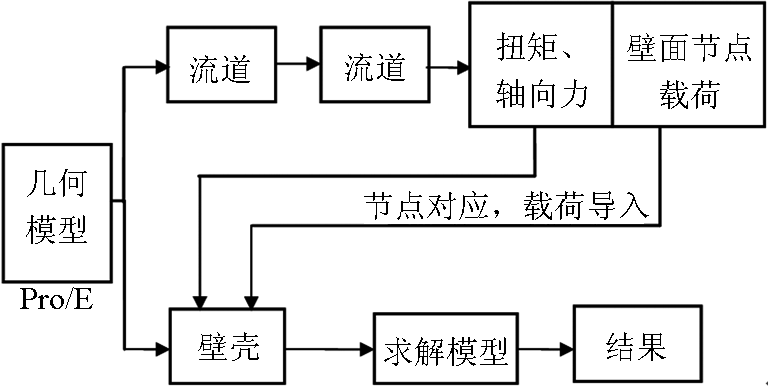
图7 单向 FSI 计算流程图
Fig.7 Flow charts of solution for one-way FSI
《5.3 分析结果》
5.3 分析结果
为降低网格数量,根据结构周期对称性,取泵轮1/16 模型进行分析(从载荷对称性考虑应取 1/3 模型,考虑计算规模过大而取近似状况)。 泵轮材料选择锡青铜。 如图 8 所示,在制动工况下,阀控偶合器达到其极限传递能力时,局部点应力超出材料的屈服强度为 130 MPa,另外还存在以下问题:a. 叶片根部平直段向圆弧段过渡处,存在应力集中现象;b. 入口采用平直过渡,轮毂较厚。
考虑上述因素,在叶轮根部过渡段附近加厚,并将直段改为倾斜,其中加厚部分为间隔分布。 为了对结构改进后的性能进行对比,并为有限元分析提供数据,将改进后模型进行了 CFD 分析,改进后由于具有倾斜过渡,减小了冲击损失,力矩系数略有增大,改进后的力矩特性仍与原结构基本一致,满足特性匹配条件。
为对改进前后的应力分布详细对比,选择了叶片根部节点(见图 8(b)),对其应力值进行比较,节点顺序为沿着根部按顺序自下而上。 如图 9 所示,改进后输入端泵轮最大应力降低到材料屈服点以下,并显著降低了应力集中区幅值,可保证力矩传递能力基本不变的同时,满足偶合器极限载荷下的使用要求。
《图8》

图8 结果云图
Fig.8 Contours of results
《图9》
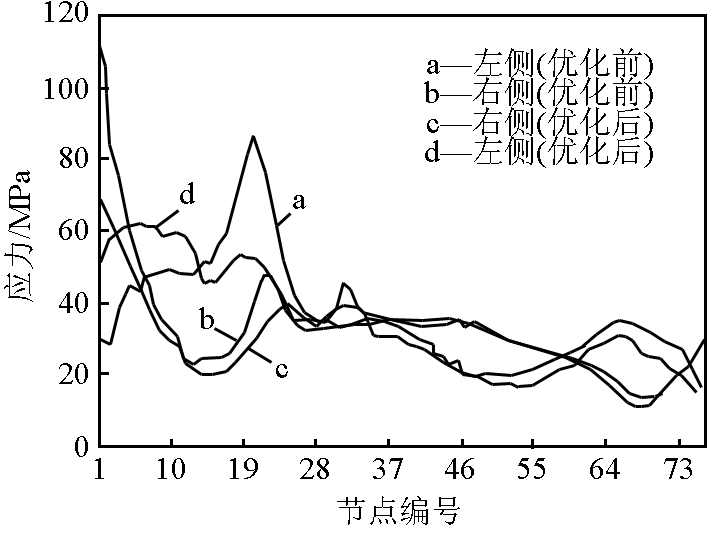
图9 优化前后叶片根部应力对比
Fig.9 Comparison of Von Mises stress between original wheel and the optimized one
《6 阀组研制》
6 阀组研制
《6.1 性能需求》
6.1 性能需求
电磁控制阀组是阀控偶合器的核心部件之一,控制着工作腔的充、排液过程,其通流能力、响应特性对偶合器的调控性能有着直接影响。 要求工作阀组具有低压、大流量特性。
6.1.1 循环流量
循环流量对偶合器涡轮加速时间和散热能力有直接影响。 低温介质进入偶合器,在工作腔内循环后温度升高,高温液体经冷却器后继续循环或排出。偶合器的换热能力为:

式中, 为质量流量,kg/s; Ct 为水的比热容,约为4.2 ×103 J/kg • ℃; T、T0 分别为进、出偶合器介质温度,℃。
为质量流量,kg/s; Ct 为水的比热容,约为4.2 ×103 J/kg • ℃; T、T0 分别为进、出偶合器介质温度,℃。
水的比热容 Ct 为定值,供液介质温度一般亦为定值,若要提高偶合器换热能力,适应启动和过载工况,应从提高流量和减小入口水温(冷却器冷却能力)着手。
流量 240 L/min,温差为30 ℃时,按公式计算其换热能力约为 500 kW(起动过程热损值)。 因此,对于 1 000 kW 阀控偶合器,阀组的通流能力要大于240 L/min 方可满足正常启动。
6.1.2 压力
阀控偶合器介质经入口直接进入工作腔专门的通道中,背压近似为零,因此主要考虑导管的排液能力。
阀控偶合器的导管实质是一种旋喷泵,固定着的导管等同于旋喷泵的集流管,截取排液腔中的高动能液体,并将液体的动能转化成压能输出,按照旋喷泵计算公式,输入转速 1 491 r/min 时,提供的压力为 0.6 ~0.88 MPa。
6.1.3 响应时间
阀组的响应性是另一项重要指标。 当达到超温状态仍无法启动设备时,仅靠冷却器已无法满足限温目的,需迅速排出过热介质;为提高调控性能,也需要进、排液阀有较高的响应速度。
6.1.4 其他
1) 井下特殊环境,要求所采用的电磁先导阀必须能够满足防爆要求。
2) 纯水作为工作介质,阀组元件对水介质应具有良好适应性。
3) 偶合器的滑差工作方式,产生的能量损失必然同时带来介质温度的升高,造成水垢的产生,因此阀组应具有强的耐堵塞能力。
《6.2 外控式电液阀组研制》
6.2 外控式电液阀组研制
国外阀控偶合器控制阀采用压差先导原理进行工作,节流孔和先导阀的液阻是设计低压大流量电阀的敏感参数,要求节流孔能在满足主阀芯正常开启条件下具有较大孔径,以提高抗阻塞性能。 因此,压差式控制阀组存在以下弊端:
1) 压差式先导电磁阀组主阀和先导阀共用一路介质,且存在细长节流孔道,对工作介质要求较为苛刻;
2) 要求先导阀具有较大的通流能力,先导阀的选型较为困难;
3) 压差先导式结构,具有最小开启压力限制,供液液力小时主阀将无法打开。
针对上述问题,设计了一种外控式阀组,如图10 所示。 该阀的先导阀采用成熟的支架本安型电液阀,控制液引自工作面高压乳化液,无细长节流孔,工作可靠。
《图10》

图10 外控式电液控制阀组
Fig.10 External pilot controlled electro-hydraulic valve
外控式电液控制阀组具有以下特点:
1) 适应性强。 控制液不参与主循环,因此可仅对控制液过滤精度提出较高要求,对工作介质包容能力强;
2) 密封效果好。 常闭式将进液腔和弹簧腔沟通,由工作介质压力和弹簧力共同作用把密封面紧贴合,常开式则借助控制腔高压液推动活塞压紧密封面;
3) 弹簧只需克服阀芯摩擦力,所承受切应力小,关闭过程对电磁阀冲击小;
4) 通流能力大。 采用平面密封,开启过程达到满行程,开度大;
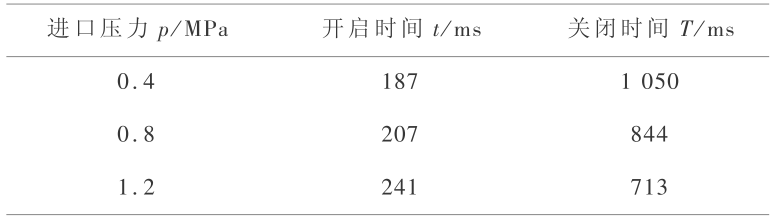
5) 液控组件和主阀分离,高压控低压,控制液排量小,响应速度快,表 4 给出了进液阀不同进液压力下的响应特性试验结果。
《表4》
表4 进液阀压力响应
Table 4 Pressure response of the inlet valve
《7 生产制造工艺关键技术》
7 生产制造工艺关键技术
《7.1 解决的工艺难点》
7.1 解决的工艺难点
阀控偶合器属大型旋转类机械,传递大的扭矩受到工作液的复杂作用,因此无论从材料的选取,还是加工的工艺,均有较高的要求。 生产制造中,针对整机装配工艺、各零部件的加工和组装等,都制定了严格的工艺方案。 所解决的关键制造及工艺技术问题包括:a. 不锈钢箱体焊接、压力试验、时效处理、加工;b. 涡轮组与传动轴采用无键联接,加工精度、装配精度的保障工艺;c.锡青铜合金、铝合金铸件铸造,铸件及组件加工及旋转平衡精度;d. 各种主要不锈钢零部件的加工;e.盘根密封的工艺试验;f. 偶合器的总体装配。
《7.2 无键联接主轴超高压拆装》
7.2 无键联接主轴超高压拆装
阀控充液型液力偶合器传动轴由于叶轮结构限制,轴径小、强度要求高,因此采用无键联接结构。没有可参照的实际经验,必须通过试验来验证设计的可靠与否。 根据设计要求共加工三对传动轴与轴套进行三坐标测量、分析计算、高压装配、台架试验、高压拆卸、测量分析,调整尺寸参数,再试验等过程,最终确定了传动轴与套的过盈尺寸和加工工艺。 攻克了无键联接与高压装拆这一重大技术难关,为偶合器传递大功率的转矩提供了可靠数据。 通过多次中间试验和研究,目前已创造国内 265 MPa 超高压拆装纪录。 图 11 是高压拆装装置工作原理。
《图11》

图11 超高压装配
Fig.11 Extra high-pressure assembly
《7.3 盘根动密封技术》
7.3 盘根动密封技术
盘根静密封应用十分广泛,但在动密封上国内还少有应用。 阀控充液型液力偶合器盘根动密封的使用技术要求如下:
密封处线速度 V >23 m/s;
耐受温度 -40 ~150 ℃;
动态进水压力 0.3 ~1.2 MPa;
允许混入微量的酸、碱,钙化合物氯化物含量(Cl)≤50 mg/L;
导热性好,自润滑性好,耐磨性好;
泄漏量 <5 mL/min。
根据上述的使用技术要求条件,选用了碳素纤维编制填料根。 盘根沟槽的尺寸没有相应标准,又要密封,还不能增加太大的摩擦阻力,故确定沟槽的最佳尺寸成为中间试验的关键参数。 为此,设计了盘根动密封试验装置,经多次试验,最终确定了密封槽的尺寸。 经台架试验表明密封性能良好,它的试验成功也给线速度较高的动密封选型拓宽了道路。
《7.4 铜合金铸造技术》
7.4 铜合金铸造技术
叶轮采用锡青铜合金,径向尺寸大、叶片薄且形状复杂,强度要求高,精度要求苛刻。 采用腹膜砂芯铸造工艺,经过了多次试验和改进,按期提供了泵轮铸造试件,铸件毛坯尺寸基本达到了设计要求。 通过粗加工,其表面质量和铸件致密度基本达到要求,铸铜试棒性能测试达到国家标准。
《8 试验研究》
8 试验研究
《8.1 试验意义和方法》
8.1 试验意义和方法
对于偶合器台架来讲,尽管数值仿真在其设计中占据了越来越重要的地位,准确性也在不断提高,但仍在不断完善之中,尚无法完全取代试验。 一方面,偶合器腔型设计的合理与否,整机性能是否满足外特性、振动、密封等各种性能需求,最终需要试验
来检验;另一方面,偶合器仿真理论模型本身需要试验来验证。 故无论是作为产品开发的环节,还是作为新理论方法的检验手段,试验研究都起着不可或缺的作用。 偶合器的外部特性是检验相关参数性能是否能和原动机及负载相匹配的直接指标,且是腔体内部流动特性的宏观体现,可用来间接验证仿真模型。
阀控偶合器由于功率太大,且要研究其过载系数,一般试验台很难满足其功率要求。 对于1 000 kW 机型而言,根据仿真结果其峰值功率将达到 3 700 kW 左右,一般试验台很难满足要求。 为此,整机的台架试验在 2 000 kW 交流传动试验台上进行,其过载能力为 1.5 倍。 该试验台主要根据《MT/T101 -2000 刮板输送机用减速器检验规范》和《MT/T100 -1995 刮板输送机用液力偶合器检验规》进行减速器和偶合器传动特性检验,同时能够满足《摩擦限矩器性能试验标准》的要求,可用于减速器、偶合器、摩擦限矩器等机电传动装置的台架试验。
阀控偶合器台架试验原理如图 12 所示,试验台由驱动装置、加载装置、连接装置、信号采集及处理装置系统等组成。
《图12》
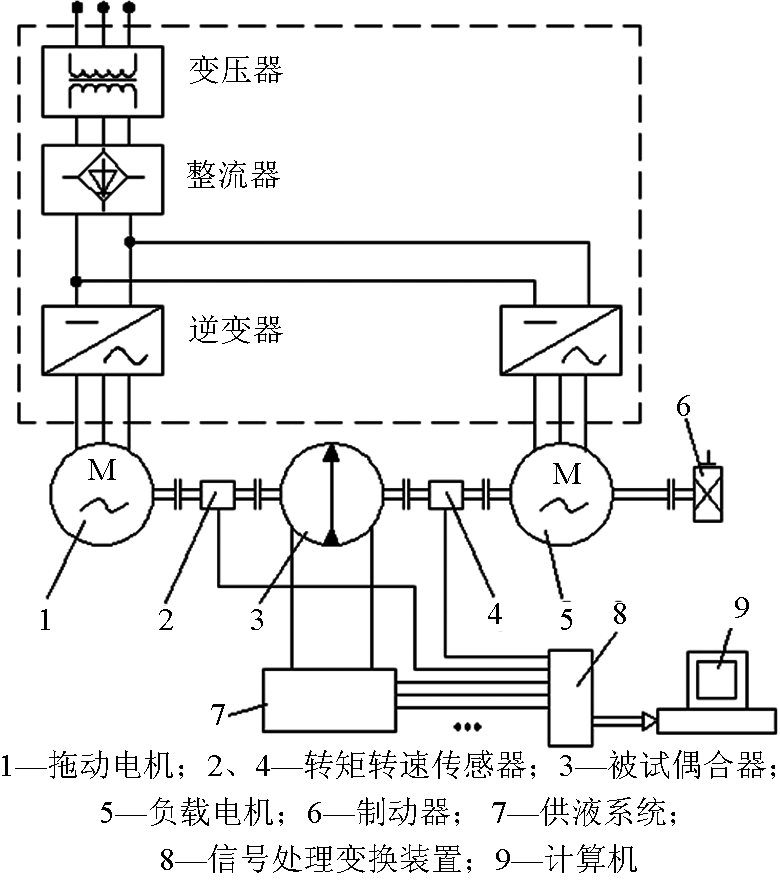
图12 阀控偶合器台架试验原理
Fig.12 Experimental principle of the stand test for valve-control coupling
《8.2 试验内容和结果》
8.2 试验内容和结果
8.2.1 外特性试验
液力偶合器的外特性曲线是表示转矩与转速比关系的曲线,通常是指最大充液量时的输出特性曲线,即表明液力偶合器最大传递转矩能力的曲线,一般通过试验测试数据绘制而得。 按照图 12 中试验原理得到了不同转速比下的泵轮转矩,将其进行处理后得到满充情况下的原始特性曲线,和仿真数据一并绘出,如图 13 所示。 因进一步加载到零速工况可能会对试验台造成一定破坏,出于对试验台的保护,试验过程力矩最大加载到 18 850 N· m。
由图 13 曲线(单腔)对比可以看出,在高速段( >0.8),仿真值较试验值偏小,而在中低速段( <0.8),仿真值高于试验值。 图中误差线为 5 %,可见在试验区段内误差较小,仿真结果比较理想,对于阀控偶合器实际力矩传递特性预测具有较高的参考价值。 根据试验曲线的趋势预测,最大力矩将小于仿真值,因此实际过载系数将小于仿真值,所研制偶合器将有更好的限矩性能。 高速段由于环流运动剧烈,内部混有气泡等,实际充液量将会降低,故实际值小于仿真值。
>0.8),仿真值较试验值偏小,而在中低速段( <0.8),仿真值高于试验值。 图中误差线为 5 %,可见在试验区段内误差较小,仿真结果比较理想,对于阀控偶合器实际力矩传递特性预测具有较高的参考价值。 根据试验曲线的趋势预测,最大力矩将小于仿真值,因此实际过载系数将小于仿真值,所研制偶合器将有更好的限矩性能。 高速段由于环流运动剧烈,内部混有气泡等,实际充液量将会降低,故实际值小于仿真值。
《图13》
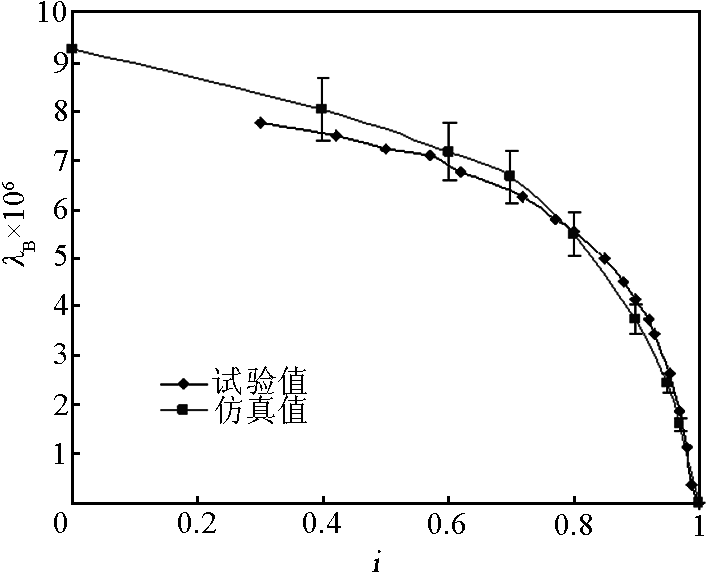
图13 试验结果与仿真值对比
Fig.13 Comparison of test result and the simulation one
试验所得原始特性基本符合了“长壁形”特性曲线的特征,所开发的阀控偶合器性能曲线满足设计要求。
8.2.2 充液时间的测定
这个速度就是通常所说的软启动时间,软启动时间过长,由于滑差使得腔内液体温度上升很快超过设定的温度上限而排液,造成不能启动;软启动时间过短,会造成启动时冲击较大,不能缓慢平稳启动,对传动系统产生损坏。
在泵轮转速为 1 491 r/min 时开始充液,直至充到最大充液量,充液累计的时间为 20 ~30 s,涡轮的转速由零到额定转速。
8.2.3 排液时间的测定
合适的排液时间可保证设备在突发状况下能够快速停车,以免因长时间的过载而造成设备损坏。偶合器在最大液位时、泵轮转速为1 491 r/min 时开始排液,直至涡轮停止转动,累计的时间为 36 s。
8.2.4 带载启动时间的测定
分别给发电机端带载 100、300、600 kW 和1 000 kW时,涡轮达到额定转速的时间为 25 ~26 s,在载荷内,试验证明载荷的大小对偶合器最终的输出转速影响不大。
《9 结语》
9 结语
1) 结合后部刮板输送机负载特性,以关键技术和工艺为突破,开发出了阀控偶合器产品,解决了大功率后部刮板输送机软启动问题。
2) 运用现代设计工具和方法(CFD、FSI 等)对偶合器流场和力学特性进行研究,尤其是力矩预测结果与试验具有高度的相似性,为偶合器的现代设计方法奠定了较好的基础。
3) 开发出高压外控型电液控制阀组,其工作液和控制液相分离,从根本上解决了工作介质污染导致阀组堵塞而造成工作面设备频繁停机问题。
4) 研制过程中所攻克的高压拆装、铜合金铸造、盘根动密封等技术,除为阀控偶合器的品种提供保障外,还一定程度促进煤机装备技术水平的提升。











 京公网安备 11010502051620号
京公网安备 11010502051620号




