

《1 前言》
1 前言
随着中国制造业的快速发展,汽车、飞机、船舶、军工等行业中大量采用大型复杂工件(几米~几十米)和各种新型复合材料,迫切需要适合生产现场使用、快速方便的三维外形尺寸检测方法[1~3] 。相对于大型工件的轮廓尺寸测量,其变形和应变的检测难度更高,需求更为迫切,与材料力学性能相关的变形和应变数据决定了大型工件的产品质量[4,5] 。目前对于中小型工件(长度小于1 m)的三维检测,现有检测方法和设备已基本满足要求。而对于大型工件(长度为几米~几十米),传统三维坐标和变形应变检测设备存在技术局限,检测速度慢,多存在繁琐的移站问题,无法进行全尺寸检测,只能测量工件关键点三维坐标,无法满足全场力学性能检测[6] 。本文在国家“863”计划项目(2007AA04Z124)和自然科学基金(50975219)支持下,采用工业摄影测量和数字图像相关法,通过多种工业相机拍摄的多幅二维序列图像,快速解算出被测物体的三维坐标、变形和应变数据,解决了三维全场全尺寸的外形、变形、应变检测难题。
《2 三维全场变形与应变快速检测新方法》
2 三维全场变形与应变快速检测新方法
《2.1 研究目标及内容》
2.1 研究目标及内容
工业摄影测量技术是大地摄影测量、机器视觉、机械测量的综合学科。该技术在国外发展较早,德国 Oldenburg 应用科技大学的 Thomas Luhmann等对该技术做了很多开拓性工作。国外推出的成熟商品化的系统也比较多,典型的有美国GSI 公司的 V- STARS 系统、德国 AICON 3D 公司的 DPA-Pro 系统、德国 GOM 公司的 Tritop 系统、挪威 Metronor公司的Metronor系统[7] 。国内高校和研究机构从事此项研究的有武汉大学和天津大学等,主要应用于建筑、航拍、大地量测等,基本停留在理论研究阶段,没有开发相应的商用系统。
本文基于工业近景摄影测量和数字图像相关法的三维全场变形与应变快速检测的主要研究内容包括工业三维摄影测量、数字图像相关法三维全场应变分析、相机自标定技术、复杂曲面轮廓点云获取、海量点云处理、点云与CAD数模比对检测、大尺寸静态变形测量、动态变形测量、板料成形网格应变检测。
2.1.1 工业近景摄影测量
工业近景摄影测量的原理是利用三角交会法的基本原理,如图1a所示,通过在不同的位置和方向获取同一物体的两幅以上的数字图像,经捆绑调整(见图1b)、图像处理匹配等相关数学计算后得到待测点精确的三维坐标[8] 。
《图1》

图1 摄影测量原理
Fig.1 Schematic diagram of photogrammetry
工业近景摄影测量技术的核心是基于共线方程的捆绑调整算法,是一种把控制点图像坐标、待定点图像坐标以及控制点物方坐标等作为观测值,以整体求解待定点物方坐标的解算方法[17] 。其求解原则是使各类观测值对应的改正数V 最小。基于共线方程列出的捆绑调整的误差方程为

式(1)中,X1为摄像机内参数变化量;X2为摄像机外参数变化量;X3为物方坐标的改正数向量;L 为观察量也即图像点坐标;A、B、C 分别是相应的变化量偏导矩阵。
2.1.2 数字图像相关法
数字图像相关法(DIC)由 Sutton M 等人在20世纪80年代初提出[9] ,通过跟踪和匹配变形前后所采集图像的灰度信息,来测量物体在各种载荷作用下表面整体的瞬时位移场和应变场。最初,对于DIC的研究和应用多集中在二维变形的测量,称为二维DIC。Luo P在1993年提出了基于双摄像机的三维 DIC[10] 。2000年以来,DIC技术出现了爆炸性的研究和发展。该方法的工作过程如下:采用两个高速电荷耦合器件(CCD)摄像机,实时采集物体各个变形阶段的散斑图像,利用图像相关算法进行物体表面变形点的立体匹配,并重建出匹配点的三维空间坐标。对位移场数据进行平滑处理和变形信息的可视化分析,从而实现快速、高精度、实时、非接触式的三维应变测量。
数字图像相关法的核心是两幅图像上对应点的立体匹配。基本原理如图2所示,其中一幅作为参考图像,另外一幅作为待匹配图像,在参考图像中,取以待匹配点 (x ,y ) 为中心的(2M+1)×(2M+1)大小的矩形子图像(M 为大于零的自然数,通常 M 取值在[7,10]内),在待匹配图像中,通过一定的搜索方法,并按照某一相关函数如式(2)进行相关计算,寻找与选定的子图像相关系数最大的以(x′ ,y′)为中心的子图像,则点(x′ ,y′)即为点 (x ,y ) 在待匹配图像中的对应点。相关函数计算公式如下

式(2)中, 为点
为点  的灰度值;
的灰度值; 为点
为点 的灰度值;
的灰度值; 表示噪声部分;r0 和 r1 用于补偿由于光照引起的灰度差异。
表示噪声部分;r0 和 r1 用于补偿由于光照引起的灰度差异。
《图2》
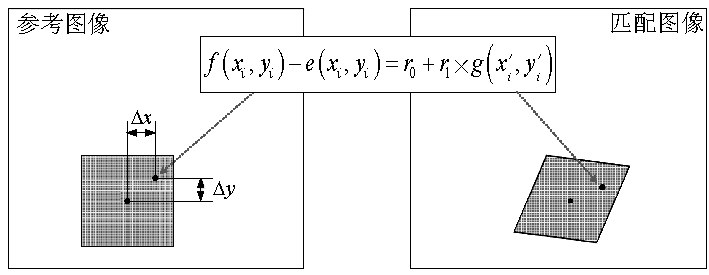
图2 图像相关法原理图
Fig.2 Schematic diagram of image correlation
《2.2 研究创新性及成果》
2.2 研究创新性及成果
本文研究内容有效地解决了大型复杂工件生产现场快速检测难题,并可用于中小型工件和微纳米尺度的相关检测,以及材料性能详细分析,也可满足低速到高速的振动冲击和模态分析要求。具有适用面广、三维全场检测、快速灵活方便的优点,主要创新如下。
1)针对摄影测量不同视场的三维重建和现场使用的难题,提出了一种内外参数整体捆绑调整的自标定方法,建立了具有10个参数的畸变校正模型,全面补偿各种误差,实现了成像系统不同测量视场的高精度标定和快捷方便使用的目的[11] 。
2)针对大型复杂曲面轮廓全尺寸快速检测难题,提出了全部关键点坐标一次解算、整体与局部测量自动拼接的方法,建立了全局坐标和局部点云数据精确匹配的算法和模型,实现了全局测量精度的控制[12] 。
3)针对静态和动态变形的三维测量难题,提出了变形点三维重建、坐标拼合的方法,建立了相同变形点自动匹配和跟踪算法及模型,实现了大到几十米工件的三维全尺寸静态变形测量,以及大视场关键点三维动态变形的高速测量[13] 。
4)针对各向异性材料的全场应变检测难题,提出了一种数字散斑相关性快速计算和大变形跟踪的方法,建立了三维全场应变的计算分析模型,实现了应变快速检测[14] 。本文研制的系列化三维变形检测装置如图3所示,其中图3a为三维数字散斑动态应变测量分析系统(XJTUDIC);图3b为板料成形应变测量分析系统(XJTUSM);图3c为板料成形极限检测系统(XJTUFLC);图 3d 为三维光学动态变形测量系统(XJTUDA);图3e 为体积内三维全场应变测量系统(XJTUDVC);图 3f 为三维光学面扫描系统(XJTUOM);图 3g 为三维光学摄影测量系统(XJTUDP);图3h为三维光学静态变形测量分析系统(XJTUSD)。其技术原理、性能及应用如表1所示。
《图3》

图3 系列化三维变形检测装置
Fig.3 Serial products of 3D full-field deformation and strain measurement system
《表1》
表1 系列化三维变形检测装置技术原理、性能及应用
Table 1 Technicial principles,performances and applications of serial 3D deformation&strain measurement system

《3 研究成果工程应用》
3 研究成果工程应用
《3.1 航空行业》
3.1 航空行业
3.1.1 飞机空中变形和姿态检测
为了准确获得飞机在飞行状态下的运动数据,与中国飞行试验研究院合作,基于近景摄影测量理论、立体视觉技术,提出并实现了一种针对机身结构件轨迹、姿态、位移、变形等多种运动特性的动态视觉测量方法[15] 。在模拟飞行环境下的实验结果表明,该方法的运动轨迹姿态测量精度可达0.01 mm/0.25 m,关键点位移变形测量精度可达0.01 mm/0.25 m。
3.1.2 风洞试验变形
风洞试验是大型飞机设计的最主要依据,传统的风洞模型测量方法(如贴应变片测量应变)既令模型加工困难,测量精度又低,且只能推算估计出飞机模型变形的大概数值,无法满足大飞机风洞模型的大变形测量的要求。与中国空气动力研究与发展中心合作,基于三维视频动态变形测量方法,在风洞试验时使用多组相机(两个相机为一组)高速拍摄模型多个部位的视频图像,计算飞机模型关键点各个时刻的三维坐标,从而计算出模型关键点的位移变化和变形数据。
3.1.3 飞机整机检测
对于像飞机这样尺寸大、曲面复杂物体的外形测量,目前基本上采用比较传统的样板采样法,存在效率低下、精度不高的问题,且只能采集飞机某些截线数据,不能从全局进行数据采集。与中航工业成都飞机工业(集团)有限责任公司、西安飞机工业(集团)有限责任公司、上海飞机制造有限公司等合作,基于近景摄影测量理论和海量点云建模技术,成功完成了多架大型飞机(长度为20~50 m)的三维全尺寸检测[1] 。
《3.2 汽车行业》
3.2 汽车行业
3.2.1 汽车模具检测
目前,对于长度小于1 m工件的三维尺寸检测,多采用三坐标测量机、关节臂、激光扫描等完成。而对于1~30 m的工件,如风力发电叶片、汽车模具、汽车覆盖件、飞机部件等,传统测量设备存在繁琐的移站问题,且只能测量关键点尺寸,无法实现三维全尺寸检测。与天津汽车模具有限公司、陕西汽车集团有限责任公司、长城汽车股份有限公司等合作,将三维光学测量技术广泛应用到汽车企业的设计、生产、测试等环节,实现了汽车及模具的泡沫实型(如图4a和4b所示)、铸件、夹具、检具、装焊[16](如图4c和4d所示)等生产环节的关键尺寸的快速测量。基于在大型复杂产品三维快速检测方面积累的雄厚实力,课题组被国家标准委授权主持制订国家标准“锻压制件及其模具光学三维几何量检测规范(GB/T 25134—2010)”。
《图4》

图4 汽车和模具行业三维光学检测实例
Fig.4 Application examples of 3D optical measurement and inspection in auto&mold industry
3.2.2 覆盖件板料成形全场应变检测
覆盖件在成形过程中经常会由于应力集中、材料变薄出现板料撕裂、起皱等现象。传统解决方法为多次试验试错法,导致生产成本大增,同时也拖延了新模具产品的开发。与天津汽车模具有限公司合作,提出了采用近景工业摄影测量与坐标网格分析法相结合的应变检测方法,并开发出相应的板料成形三维全场应变摄影测量快速检测系统XJTUSM[17] ,如图 3b 所示,实现了板料表面应变的快速精确测量,如图5所示。
《图5》

图5 某型号汽车覆盖件全场应变测量实例
Fig.5 The full field 3D strain measurement of an auto mobile panel
《3.3 材料分析》
3.3 材料分析
3.3.1 航空材料高速冲击和振动
材料及结构件的抗冲击性能对航空飞行器飞行安全性有至关重要的影响,传统测量方法是在试件表面粘贴电阻应变片,只能逐点测量,不能得到全场数据,且测量范围有限(一般只有10 %),不能测量大应变。与西安飞机强度研究所合作,提出并实现了一种基于视觉传感器的三维动态变形全场测量方法(XJTUDA),如图 3d 所示,能在瞬间测出大量测点的三维变形,满足航空材料高速冲击和振动的需要。图 6 为测量板件在敲击时 X 方向的应变,实验高速相机的采集频率设定在2 000帧/s,分辨率为1 024×1 024。
《图6》

图6 某板件敲击后不同时刻应变场分布
Fig.6 The strain field distribution of a panel at different time after it was struck
3.3.2 板料成形极限
板料成形极限(FLC)曲线是板料成形的重要指标数据,传统试验方法获取 FLC 极其麻烦,如在板料腐蚀网格,成形后再采用工具显微镜进行测量,存在定位各种应变曲线难、数据处理过程繁杂等缺点。研制的杯凸和板料成形试验系统XJTUFLC[18] ,如图3c所示,自动采集杯凸试验时板料变形的序列视频图像,基于数字图像相关法,自动计算板料成形的三维全场应变,从而生成成形极限曲线 FLC,如图7所示,其优点是精度高、测量快速。
《图7》

图7 使用XJTUFLC系统生成的某型号材料的FLC曲线
Fig.7 The FLC curve generated by using the XJTUFLC system
3.3.3 高温变形
发动机喷口在飞机发动机工作时承受着高温高压高速气体的冲蚀,要求喷口材料能承受高温高压变形。传统高温应变测量是在试件表面粘贴电阻应变片,存在着使用温度低、因视应变而导致的低精度等问题。与中国航天四院四十三所合作,提出一种用于高温物体表面全场应变测量的高温数字图像相关方法,并测量了 2 800 ℃下的碳棒全场热变形,结果显示该方法测量原理简单,抗干扰能力强,测量精度高。
3.3.4 体积DVC变形
现有的 2D(或 3D)数字图像相关法都是依靠 1 个(或2个)摄像机拍摄的不同状态下的物体表面图像来提取物体表面的变形信息,而在通常情况下材料受载后其内部变形信息与其表面的变形信息有很大不同。因此,获得材料内部的真实变形情况成为力学和材料研究领域中许多学者都非常关心的问题。研制的体积内三维全场应变测量系统XJTUDVC(如图3e所示)通过体成像设备如显微计算机断层扫描(CT),激光扫描共焦显微镜等所获得的同一物体内部在变形前后的两幅体层图像,结合数字体图像相关(DVC)方法,通过分析变形前后的 3D体图像获得变形信息,实现变形前后物体内部的三维坐标、位移、应变的测量,具有便携,速度快,精度高,易操作等特点。
《4 结语》
4 结语
基于工业摄影测量和数字图像相关法的三维全场变形与应变快速检测方法在航空航天军工、汽车、模具等行业的100多个单位得到推广应用,并出口欧美发达国家10多所大学用于复合材料、生物力学、土木工程等学科研究,为机械、材料、力学等多个行业和多个学科的发展提供了快速方便的三维全尺寸测量方法和材料力学性能评价手段,取得了显著的经济、社会效益。在检测系统的系列化、专用化、可定制性等方面取得了多项创新成果,具有重要的理论意义和实际应用价值。研制的系列化检测装置填补国内空白,达到国际先进水平。在多视场三维快速重建和全场测量集成控制技术的研究取得了突破性进展,测量幅面和测量精度等部分指标优于国外系统,处于国际领先水平,获得了 2011年度陕西省科技进步一等奖。











 京公网安备 11010502051620号
京公网安备 11010502051620号




