


世界光纤通信技术正日新月异飞速发展, 其突出特点是传输速率从2.5 Gb/s, 10 Gb/s向20 Gb/s, 40 Gb/s甚至更快的方向发展, 传输带宽由C带1 530~1 565 nm拓展至L带1 565~1 620 nm, 系统传输容量从10 Gb/s×160, 20 Gb/s×80, 160 Gb/s×19甚至更大的方向发展, 这些需求, 极大地促进了光纤、光纤带和光纤带状光缆制造技术的研究和发展。
《1 光纤制造技术的研究进展》
1 光纤制造技术的研究进展
为满足建设超大容量光纤通信系统的需要, 密集波分复用 (DWDM) 技术因其经济有效而得到开发和应用。DWDM技术的迅速发展, 对新型光纤及制造技术提出了新的要求。世界各大公司都开展了积极的研究, 主要在新型色散补偿光纤 (DCF) , 非零色散位移光纤 (NZDSF) , 碳涂覆光纤和氮化硅涂覆光纤方面取得明显进展。
《1.1色散补偿光纤》
1.1色散补偿光纤
近年, DWDM技术主要是从二个方向发展, 一是增加单波长的传输速率, 从2.5 Gb/s, 10 Gb/s, 40 Gb/s向80 Gb/s发展, 二是增加复用的波长信道数目, 从4、8、16向100以上发展。这两个方面的发展都要依赖色散补偿技术和色散斜率补偿技术的突破。为满足和适应DWDM技术的发展, 世界各大公司都在积极研究和开发新型的色散补偿光纤。其中, 日本古河电器公司和丹麦朗讯公司走在前面。日本古河开发出了新型色散补偿光纤RDF (reverse dispersion fiber) 称为反色散光纤;丹麦朗讯开发的新型色散光纤称作全斜率补偿DCF。
《1.1.1 日本古河电器公司研发的RDF》
1.1.1 日本古河电器公司研发的RDF
最早报道RDF的时间是1997年。1999年该公司又再次在第48届国际线缆年会 (IWCS`99) 报道了新近的进展, 其特点是:在光纤通信适用的波长范围内, 其色散系数、色散斜率均为负值, 即与常规单模光纤 (SMF) 的色散系数、色散斜率的符号相反, 并且绝对值相当 (见表1) 。与一般DCF相比, RDF具有较小的非线性系数;值得注意的特点是RDF本身可作为传输光纤, 不象DCF那样作为一种器件或模块来使用, 因为RDF在1 550 nm波长的衰减系数只有0.25 dB/km。
RDF可与常规单模光纤 (SMF) 串接使用构成通信传输系统, 其优点是:
RDF的传输损耗比色散补偿模块或DCF的插入损耗低, 系统的总损耗低, 不需要另外的色散补偿模块或DCF;
RDF可在1 530~1 570 nm的宽波段内实现色散平坦, 有利于复用更多的波长进行高速率宽带传输;
表1 RDF与SMF的色散和衰减特性比较 Table 1 The dispersion attenuation character of RDF and SMF
《表1》
| 光纤 (RIP结构) | 1 550 nm波长 的色散系数/ ps· (nm·km) -1 | 1 550 nm波长 的色散斜率/ ps· (nm2·km) -1 | 1550nm波长 的衰减系数/ dB·km-1 | ϕ20 nm 弯曲损耗 /dB·m-1 |
| RDF (W型) | -15.6 | -0.046 | 0.25 | 5.1 |
| SMF (匹配 包层型) | 16.5 | 0.058 | 0.20 | 6.2 |
RDF用于系统, 系统的非线性效应低, 可允许使用大功率光源和大功率光纤放大器来提高系统性能。
《1.1.2 丹麦朗讯公司的全斜率补偿型DCF DCF最早是在1999年给予报道。》
1.1.2 丹麦朗讯公司的全斜率补偿型DCF DCF最早是在1999年给予报道。
DCF采用MCVD工艺制造的石英预制棒, 下凹包层设计, 恰当改变芯经和下凹包层的宽度, 来调整其色散系数及相对色散斜率 (RDS) 。RDS对于同时进行色散和色散斜率补散的条件的确定是非常重要的参数, 即应使DCF的RDS等于被补偿光纤的RDS。
常规单模光纤的RDS约为3.4×10-3nm。该DCF的主要技术指标见表2。
表2 用于成缆试验的6根全斜率补偿型DCF的主要技术指标 Table 2 Main technology index of all-slop compensable DCF used in cable test
《表2》
| DCF 序号 | 1 550 nm 波长的衰减系数 /dB·km-1 | 1 580 nm 波长的衰减系数 /dB·km-1 | 1 550 nm 波长的色散系数 /ps· (nm·km) -1 | 1 550 nm 波长的色散斜率/ ps· (nm2·km) -1 | RDS/ % ·nm-1 | FOM*/ Ps· (nm·dB) -1 | 偏振模色散 (PMD) /PS·km-1/2 |
| 1 | 0.520 | 0.521 | -91.7 | -0.31 | 0.336 | 176 | 0.08 |
| 2 | 0.547 | 0.580 | -96.8 | -0.35 | 0.366 | 177 | 0.05 |
| 3 | 0.532 | 0.553 | -87.3 | -0.28 | 0.316 | 164 | 0.06 |
| 4 | 0.501 | 0.488 | -94.7 | -0.38 | 0.351 | 189 | 0.08 |
| 5 | 0.469 | 0.438 | -89.9 | -0.29 | 0.322 | 192 | 0.09 |
| 6 | 0.586 | 0.689 | -105.4 | -0.39 | 0.373 | 180 | 0.06 |
* FOM是DCF的品质因数, 其定义为DCF的色散系数与衰减系数之比。
《1.2非零色散位移光纤》
1.2非零色散位移光纤
密集波分复用 (DWDM) 技术是建设超大容量光纤通信系统的一种有效且非常经济的先进技术。非零色散位移光纤研究开发出来并得到成功应用, 使实现DWDM成为可能。这方面的研究和开发, 日本住友公司走在世界的前面, 它最先研制成功非零色散位移光纤——NZDSF (ITU-TG.655) , 其主要技术特性见表3。
表3 住友公司NZDSF的主要技术特性 Table 3 Main technology character of NIDSF from Sumitomo
《表3》
| 1 550 nm波长的模场直径/μm | 9.1±0.6 |
| 芯/包层同心度误差/μm | ≤0.5 |
| 包层直径/μm | 125±1 |
| 预涂覆材料, 预涂覆直径/μm | 紫外固化的丙烯酸酯, 245±10 |
| 光纤翘屈曲线率半径/m | ≥4 |
| 1 550 nm波长的衰减系数/dB·km-1 | ≤0.22 |
| 1 530~1 565 nm波长的色散系数/ ps· (nm·km) -1 | 1.0~6.0 |
| 零色散斜率/ps· (nm2·km) -1 | 标称值0.07 |
| 偏振模色散系数/ps· (km) -1/2 | ≤0.2 |
| 光缆截止波长/nm | ≤1 260 |
该公司的新型NZDSF是在色散位移光纤 (DSF) 的基础上研究开发成功的, 采用VAD工艺制造光纤和DSF的下凹包层双芯型折射率的分布结构, 具有有效面积大, 零色散波长在工作波长区以外, 色散斜率低, 偏振模色散系数低, 可连接性好等显著优点。
《1.3碳涂覆和氮化硅涂覆光纤》
1.3碳涂覆和氮化硅涂覆光纤
碳涂覆和氮化硅涂覆光纤是为了满足在海底、油田、天然气井、发电厂等存在大量的水、氢气、腐蚀、高温高压、高应力、强电磁场的场合, 实现用光纤传感和信号传输技术代替传统的电子传感技术, 对光纤的抗疲劳性、抗氢损、耐腐蚀、耐高温、耐高压等特性提出的要求而研制成功的新型光纤。
这些应用环境对光纤特性客观上比一般场合使用光纤有更高更苛刻的要求, 因此须开发出在性能上能满足这些要求的特殊涂覆光纤。世界上各大公司正沿着金属涂覆 (如铝、锡等) 和无机材料涂覆 (如碳、氮化硅等) 二个方向进行研究和开发。因金属涂覆造成微弯损耗大, 且费用高, 也难以制造, 非十分需要一般不采用;无机材料涂覆技术就成为主要研究开发的方向。在碳涂覆光纤方面, Spec Tran公司处于世界领先地位;在氮化硅涂覆光纤方面日本住友电器公司走在前面。
《1.3.1 Spec Tran公司碳涂覆工艺的研究》
1.3.1 Spec Tran公司碳涂覆工艺的研究
碳涂覆, 是在拉丝过程中, 在拉丝炉下方碳涂覆反应器中使输入反应器的碳氢化合物裂解, 裂解产生的碳原子沉积于刚刚拉出的并通过反应器的光纤表面上, 形成牢固的Si-C化学键。反应器的设计, 碳氢化合物原料种类, 反应温度等都对碳沉积速率和碳涂覆质量有重要影响。拉丝速度越高, 反应器离拉丝炉口越近, 越有利于碳沉积, 并且缩短了光纤新鲜表面在涂碳之前暴露于大气中的时间。涂碳后, 接着涂紫外光固化涂料对碳涂覆层加以保护。典型拉丝速度大于300 m/min。但是, 热固化涂料比光固化涂料的工作温度范围宽, 更耐高温, 不过, 其固化速度慢, 当涂碳光纤用热固化涂料做二次涂覆层时, 不得不放慢拉丝速度, 给碳涂覆带来不利影响。因此, Spec Tran公司研究了低拉丝速度下的碳涂覆工艺。试验中, 光纤包层直径125 μm, 涂碳之后用聚酰亚胺热固化涂料做二次涂覆层, 直径130 μm, 用欧姆表测碳涂覆层的电阻来确定碳涂覆层的厚度。试验中用了不同的碳氢化合物原料进行碳涂覆, 通过对涂覆结果的比较发现, 对于低拉丝速度下的碳涂覆工艺, 在裂解反应中, 在碳氢化合物原料中添加放热的碳氢化合物很关键。因为这样可以延长反应区, 从而得到较厚的碳涂覆层, 不过表面粗糙度增加了。理论上, 较厚的碳涂覆层更有利于阻止水分、氢气扩散进入光纤。按FOTP 28或TIA/EIA-455-28C标准方法进行的机械特性试验结果列于表4。结果证明, 用低拉丝速度下改进的碳涂覆工艺制出的光纤与改进前的相比, 平均断裂强度有了明显提高, 应力腐蚀因子 (疲劳常数) 提高了1倍。尽管碳涂覆光纤的平均断裂强度比未涂碳的光纤有所降低, 但因其疲劳常数的提高, 其长期工作应力可过筛选水平的80%;而未涂碳光纤的长期工作应力仅为筛选水平的20%~30%。
《1.3.2 SpecTran公司碳涂覆光纤的二次有机涂覆研究》
1.3.2 SpecTran公司碳涂覆光纤的二次有机涂覆研究
聚酰亚胺热固化涂料做有机二次涂覆层, 比紫外光固化的丙烯酸酯涂层能承受更高的温度。但是, 与石英玻璃光纤和碳涂覆层相比, 有机二次涂层对环境因素更敏感, 因此, 是有机二次涂层的环境稳定性决定着在恶劣环境中的碳涂覆光纤的寿命和可靠性。为了了解在恶劣环境中涂碳光纤的聚酰亚胺有机二次涂层的稳定性, 在理论分析的基础上进行了一系列的试验观察, 其中包括按标准程度进行的机械性能试验, 高达300℃的热试验, -65℃至175℃的温度循环试验, 浸入压强为101×105 Pa以上的高压水中的试验等等。试验证实, 在恶劣环境中聚酰亚胺涂层性能的下降是碳涂覆光纤传输特性恶化的主要原因, 而聚酰亚胺涂层性能的下降是由于水的存在, 引起了聚酰亚胺涂层后期固化所造成的。为了使光纤成功地用于恶劣环境, 必须阻止水进入聚酰亚胺涂层。在有高压水的场合, 必需选择更耐水的涂层, 光纤的微弯特性改善, 将有利于扩大有机涂层的选择余地。
表4 Spec Tran公司的碳涂覆光纤的机械特性 Table 4 Mechanic properties of carbon-coated optical fiber from Spec Tran Company
《表4》
| 光 纤 样 品 | 平均断裂强度/GPa | 疲劳常数 |
| 用改进前的碳涂覆工艺制造的 | 3.5 | >100 |
| 用改进后的碳涂覆工艺制造的 | 4 | >200 |
| 未 涂 碳 的 | >5 | >20 |
《1.3.3 日本住友公司无金属耐热光纤的研制》
1.3.3 日本住友公司无金属耐热光纤的研制
20世纪90年代, 高温油气田开发技术进展迅速, 但在收集海底数千米深处的油、气矿井的成分、压力、流速等信息时, 传统的电子传感系统不适宜此类恶劣环境, 而光纤传感系统则是该领域的重要突破。这种光纤传感系统所用的光纤必须耐高温、耐高氢气分压、抗电磁干扰、抗腐蚀性液体。为此, 日本住友公司研制了新型的无金属耐热光纤, 其横截面结构包括:纯二氧化硅芯单模光纤, 直径125 μm;用聚酰亚胺做预涂覆层, 直径140 μm, 因为聚酰亚胺可耐400℃的高温;为了保持优良的机械特性, 采用了硅树脂和PFA树脂作第二和第三涂覆层, 其直径分别为400 μm和700 μm。PFA的分解温度较高, 在分解温度以下, 能抵抗各种酸性和腐蚀性液体。并且, 较厚的硅树脂和PFA涂层能对光纤提供机械保护, 这是加工成缆以及端接等操作所必需的。为了确保所研制的新型无金属耐热光纤的可靠性, 按IEC-60793和 IEC-60794标准进行了环境与机械性能试验。表5列出经过250℃热老化之后所进行的关键机械特性试验结果。
表5 经过250℃热老化之后所进行的关键机械特性试验结果 Table 5 The results of key mechanic character test after 250℃ aging
《表5》
| 试验项目 | 试验结果 | 试验程序 |
| 短段光纤抗 拉强度/N | ≥71 | IEC60793-I-B2A |
| 动态疲劳 | N0≥25.3 | IEC60793-I-B7A |
| 宏弯敏感性 | 在1 550 nm的附加衰减 ≤0.00dB | IEC60793-I-C11 |
| 挤压 | 在1550nm的附加衰减 ≤0.09dB | IEC60793-I-E3 |
| 反复弯曲 | 无光纤断裂 | IEC60793-I-E6 |
| 扭曲 | 在1 550 nm的附加衰减 ≤0.00dB | IEC60793-I-E7 |
1999年3月, 日本住友公司用所研制的光纤构成的布喇格光栅光纤传感系统安装于实用油井中, 迄今未有光损耗增加的迹象。
《2 光纤带制造技术的研究进展》
2 光纤带制造技术的研究进展
语音、数字、图像等通信业务的迅猛发展, 光纤到户的要求推动了大芯数光缆的研究和开发。提高光缆中光纤的组装密度和缆中光纤的接续速度是要解决的主要问题。把若干根光纤组成光纤带的光纤带制造技术的研究和进展, 使光缆芯数最高可达数千芯。
《2.1 光纤带的结构》
2.1 光纤带的结构
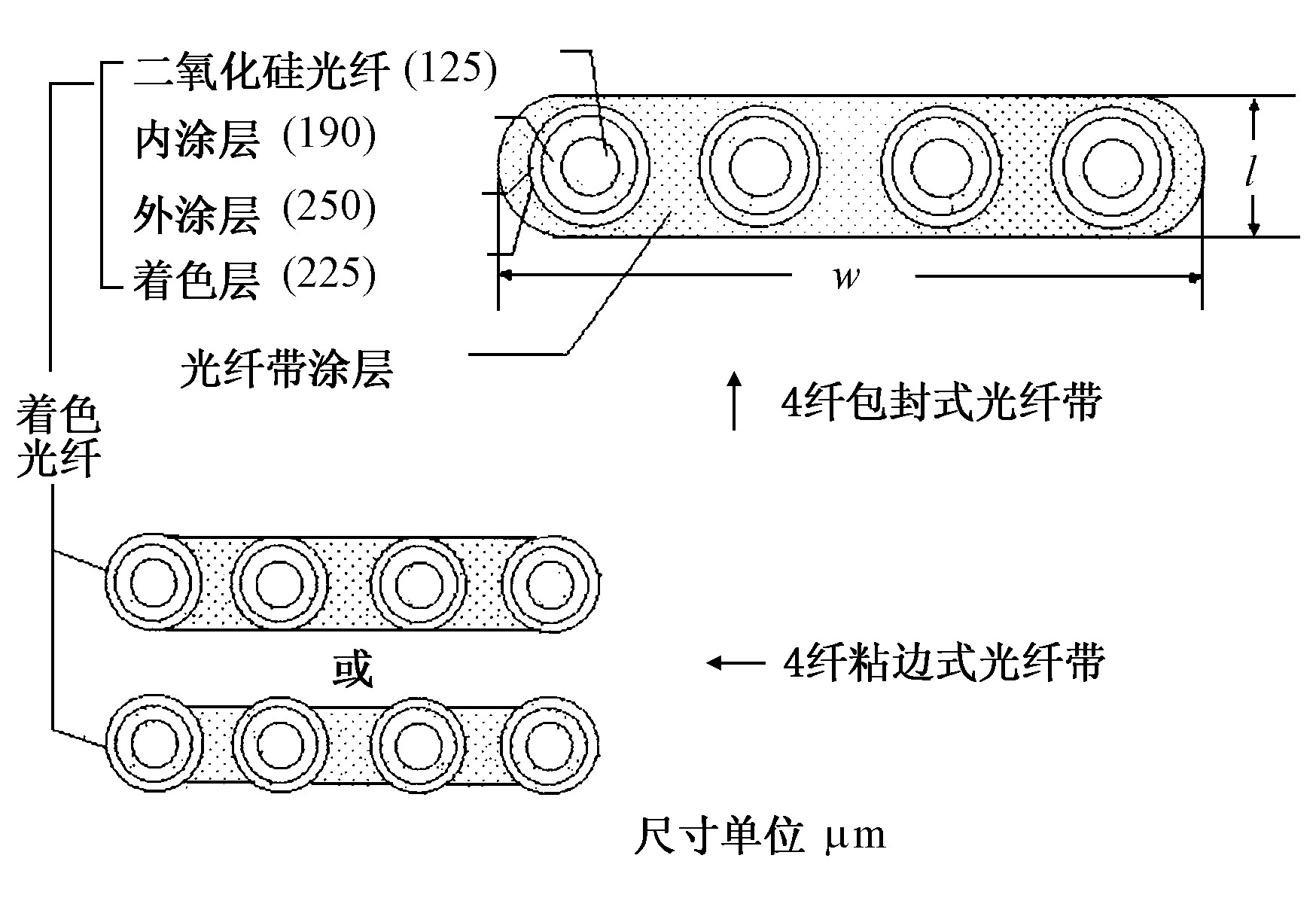
光纤带有两种基本结构, 即包封式和粘边式。图1示出它们的剖面。
在包封式光纤带内, 每根光纤的四周均被包封用的涂料所包围;在粘边式光纤带内, 只有光纤的相邻两侧有涂料粘结, 表6列出IEC 794-3中关于光纤带几何尺寸的规定。表中所用各种尺寸的符号在图2中说明。
表6 IEC794-3关于光纤带尺寸的规定 Table 1 The specification of IEC794-3 about optical fiber band size
《表6》
| 光纤带 中 | 宽度/μm | 厚度/μm | 光纤水平间隔/μm | 光纤平整度/μm | |
| 相邻 | 两侧 | ||||
| 光纤数 | w | t | d | b | P |
| 2 | 700 | 480 | 280 | 280 | — |
| 4 | 1220 | 480 | 280 | 835 | 50 |
| 6 | 1770 | 480 | 280 | 1385 | 50 |
| 8 | 2300 | 480 | 300 | 1920 | 50 |
| 10 | 2850 | 480 | 300 | 2450 | 50 |
| 12 | 3400 | 480 | 300 | 2950 | 50 |
注:暂定值
《图2》

图2 光纤带几何尺寸的剖面图 Fig.2 The geometric size section of optical fiber band
从表7中可见, IEC的规定比较宽松, 实际上各国生产光纤带的尺寸一般都小于IEC的规定, 表明有多包封层光纤的趋向。
《2.2 光纤带的涂层》
2.2 光纤带的涂层
光纤带的涂料及其固化为决定光纤带性能的主要因素。为了减少光纤带中的应力, 宜选用在常温和高温时有较高杨氏模量, 而在低温时杨氏模量和线膨胀系数都不太大的涂覆材料。固化后的涂层表面应光滑而不带粘性。最常用的光纤带涂料是UV固化的丙烯酸氨基甲酸酯, 当用紫外光照射时, 丙烯酸酯的交联反应会由于固化炉中的氧污染而受到阻碍, 使光纤表面带粘性。在光纤带涂料中适当加入一些光引发剂 (photo initiator) 可以减少氧对固化反应的阻碍作用。在涂料中加些释放剂也可以减少表面的粘性。日本一家人造橡胶公司开发出一种在紫外光照射下会起反应的聚二甲基硅氧烷, 在光纤带涂料中加入这种材料能大大降低固化好的光纤带涂层表面的粘性
表7 国外公司光纤带尺寸的例子 Table 7 The sample of foreign company optical fiber band size μm
《表7》
| 光纤 带内 光纤 数目 | 公 司 A | 公 司 B | ||||||||
| 包封式 | 粘边式 | 厚涂层包封式 | 薄涂层包封式 | 平整度 | ||||||
| 宽度 w | 厚度 t | 宽度 w | 厚度 t | 宽度 w | 厚度 t | 宽度 w | 厚度 t | p | ||
| 4 | 1120 | 380 | 1020 | 300 | ≤1220 | 400±40 | ≤1220 | 320±20 | ≤30 | |
| 6 | 1630 | 380 | 1530 | 300 | ≤1760 | 400±40 | ≤1760 | 320±20 | ≤30 | |
| 8 | 2140 | 380 | 2040 | 300 | ≤2300 | 400±40 | ≤2300 | 320±20 | ≤30 | |
| 12 | 3160 | 380 | 3060 | 300 | ≤3320 | 320±20 | ≤30 | |||
《2.3光纤带的性能》
2.3光纤带的性能
到目前为止, 尚没有国际公司的光纤带规范。IEC79
《2.3.1 传输性能》
2.3.1 传输性能
光纤带内光纤传输性能基本上取决于成带前单根光纤的传输性能。做成光纤带后, 主要有以下几项性能可能改变而需要测定:
衰减——成带后附加损耗一般在1 550 nm波长上应≤0.01 dB/km;
衰减温度特性——在-40℃到+60℃ (除另有规定外) 范围内进行, 在温度循环期间, 衰减的变化应在±0.1 dB/km以内;
微弯损耗——在微弯试验中, 把光纤带放在两张p50级砂纸之间, 首先不加压力负载作为基准, 然后逐级加载并测量衰减 (图3示出试验结果) ;
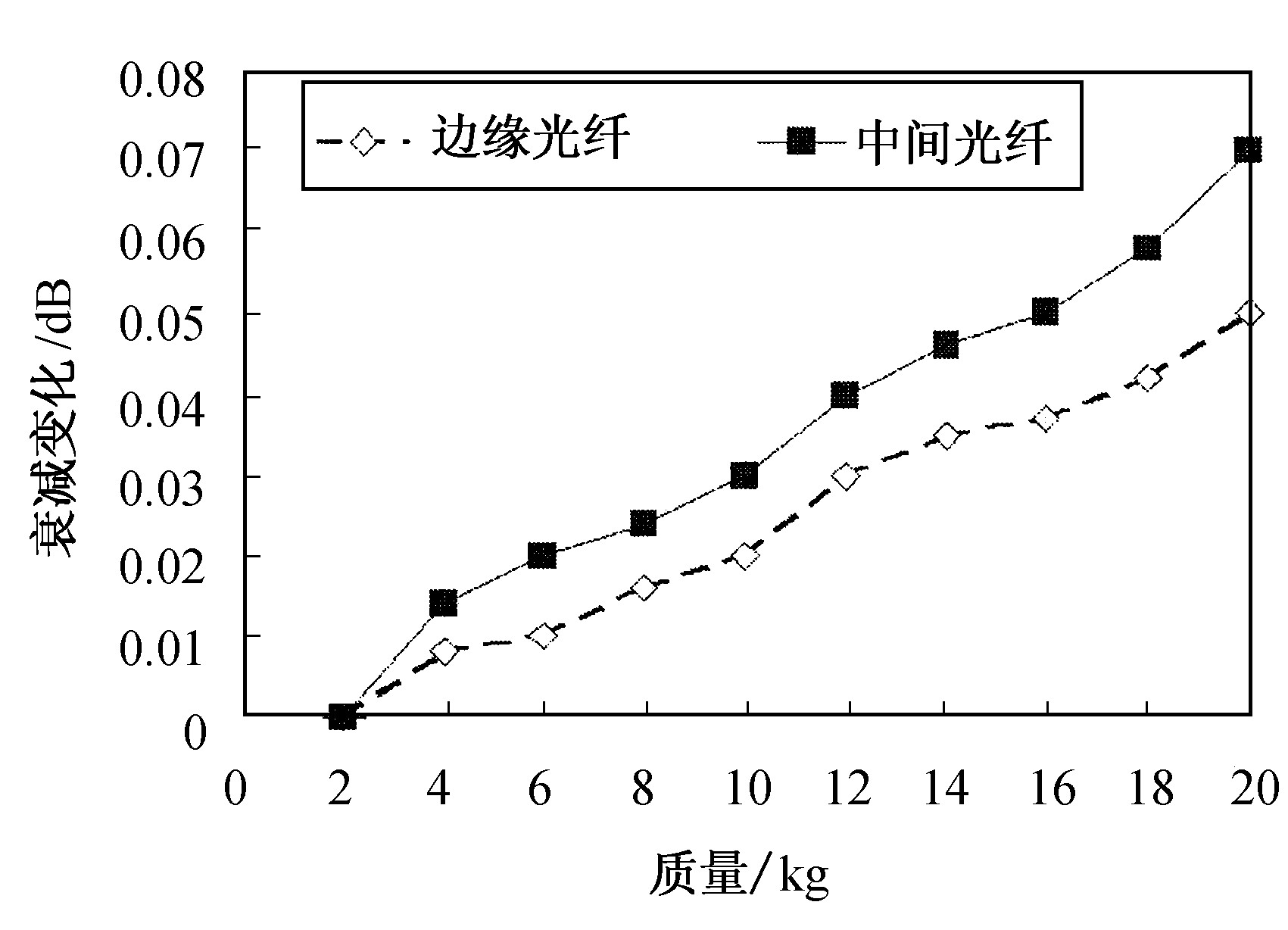
宏弯损耗——把光纤带绕芯轴360°, 芯轴的直径从35 mm变化到25 mm, 分别测定光纤的衰减, 当芯轴直径变化时光纤衰减变化如图4所示。
《2.3.2 机械性能和可操作性》
2.3.2 机械性能和可操作性
a.光纤带的可剥性——光纤带的涂层和光纤的涂层应能一次剥离而不损伤光纤。一般需用加热的剥头器用人工进行操作, 温度可控制于70~100℃。剥头的质量是用剥好的光纤上的清洁程度来衡量的。
b.光纤带的可分支性——光纤带内的各根光纤必须能够从光纤带上撕下来而没有任何光纤带的涂料残留于光纤上, 而且光纤的着色层应保持在光纤上。
c.光纤带的抗扭转性——把1 000 mm长的光纤带的两端固定, 将一只旋转夹子放在光纤带的中间而以360°的步级旋转, 每转360°测定一次光纤的衰减, 结果如图5所示。
《图5》

图5 扭转试验 (6芯光纤带) Fig.5 Distortion test (6 optical fiber band)
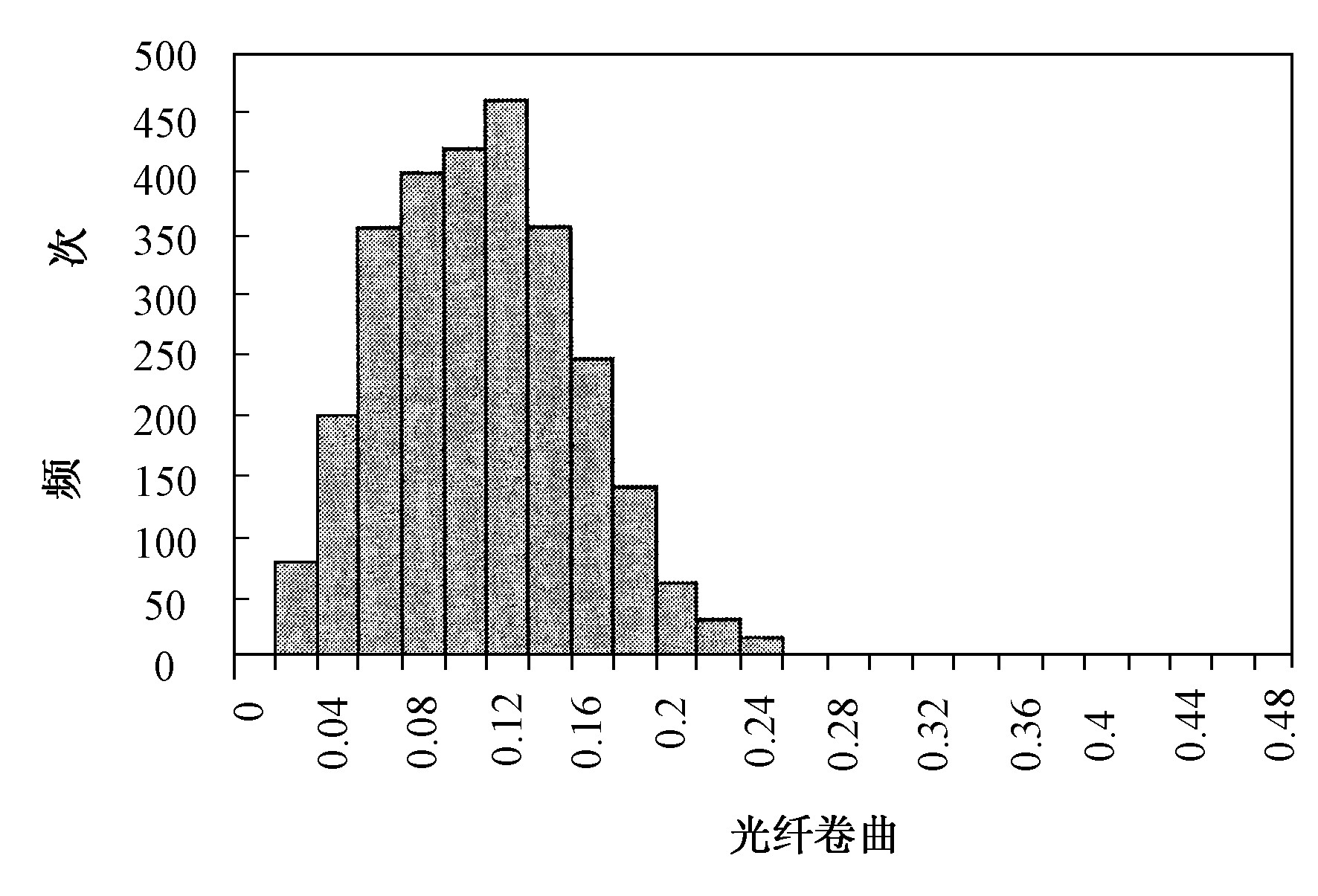
d.光纤带中光纤的卷曲 (fiber curl) ——剥去光纤带的涂层而把带内的全部光纤分离开来, 这些光纤往往因为光纤的卷曲而不能保持于一个平面内, 这会在光纤带的集体接续时增加接头损耗, 所以对于光纤的卷曲应加以适当的限制。光纤的卷曲通常用光纤的曲率半径的倒数来表示, 光纤带中光纤张力的不均匀往往是光纤卷曲的原因。图6示出光纤卷曲直方图。
《2.3.3 老化性能和相容性》
2.3.3 老化性能和相容性
在干燥和潮湿环境中的老化;在水中的老化;与填充油膏的相容性。
《2.4 光纤带的生产工艺》
2.4 光纤带的生产工艺
光纤带的生产是从已着色的光纤开始的, 图7为光纤带生产流程的示意图。首先把着色光纤从各只放线盘上平滑地放出, 在进行张力测量以后 (放线张力一般应控制于3~6 N) , 经过导轮和静电消除器而来到涂覆杯。在涂覆杯中, 多根光纤被平行地粘结在一起。当需要较厚的涂层时, 要经过一个双重湿—湿的涂覆过程, 这个机械部件是光纤带的生产流程中最精密的部分。涂覆杯中的模子给光纤带提供了正确的几何形状和尺寸, 涂覆了涂料的光纤然后通过紫外线灯, 在紫外光的照射下, 涂覆的树脂迅速固化, 固化后的光纤带通过牵引轮和X-Y测量装置, 最后成品光纤带被收到直径较大的收线盘上, 流到下一道成缆工序。
《图7》

图7 光纤带生产流程示意图 Fig.7 Schematic diagram of optical fiber band manufacture process
《3 光纤带状光缆制造技术的研究进展》
3 光纤带状光缆制造技术的研究进展
光纤带制造技术的进展, 为大芯数光纤带状光缆的制造创造了条件。光纤带状光缆的主要结构型式有层绞松管式带状光缆, 中心松管式带状光缆, 骨架式带状光缆和干缆芯带状光缆。
《3.1 层绞松管式带状光缆》
3.1 层绞松管式带状光缆
层绞松管式光缆曾是用得最为普遍的光缆形式。它可以使缆中的光纤始终不受应力的影响, 具有较高的传输信号衰减稳定性和可靠性, 大量在长途通信干线上应用。但由于缆中光纤的集装密度低, 在用户环路中要多占管道 (如图8所示) , 致使光缆的外径很大。目前松套管一般是用PBT做成的, PBT管硬且富有弹性, 在接头盒中操作时容易打小扣剥开时困难, 盘留时容易弹出盒外。为了改进上述不足, 研究开发出层绞松管式光纤带光缆。光纤带芯数增多, 为了均化光缆弯曲时光纤中所产生的应力, 松套管中的光纤带叠堆必须进行扭绞, 松套管采用螺旋绞或SZ绞的形式绞合于中心加强件四周。目前, 层绞松管式光纤带光缆的最大芯数约为1 000芯。
《图8》
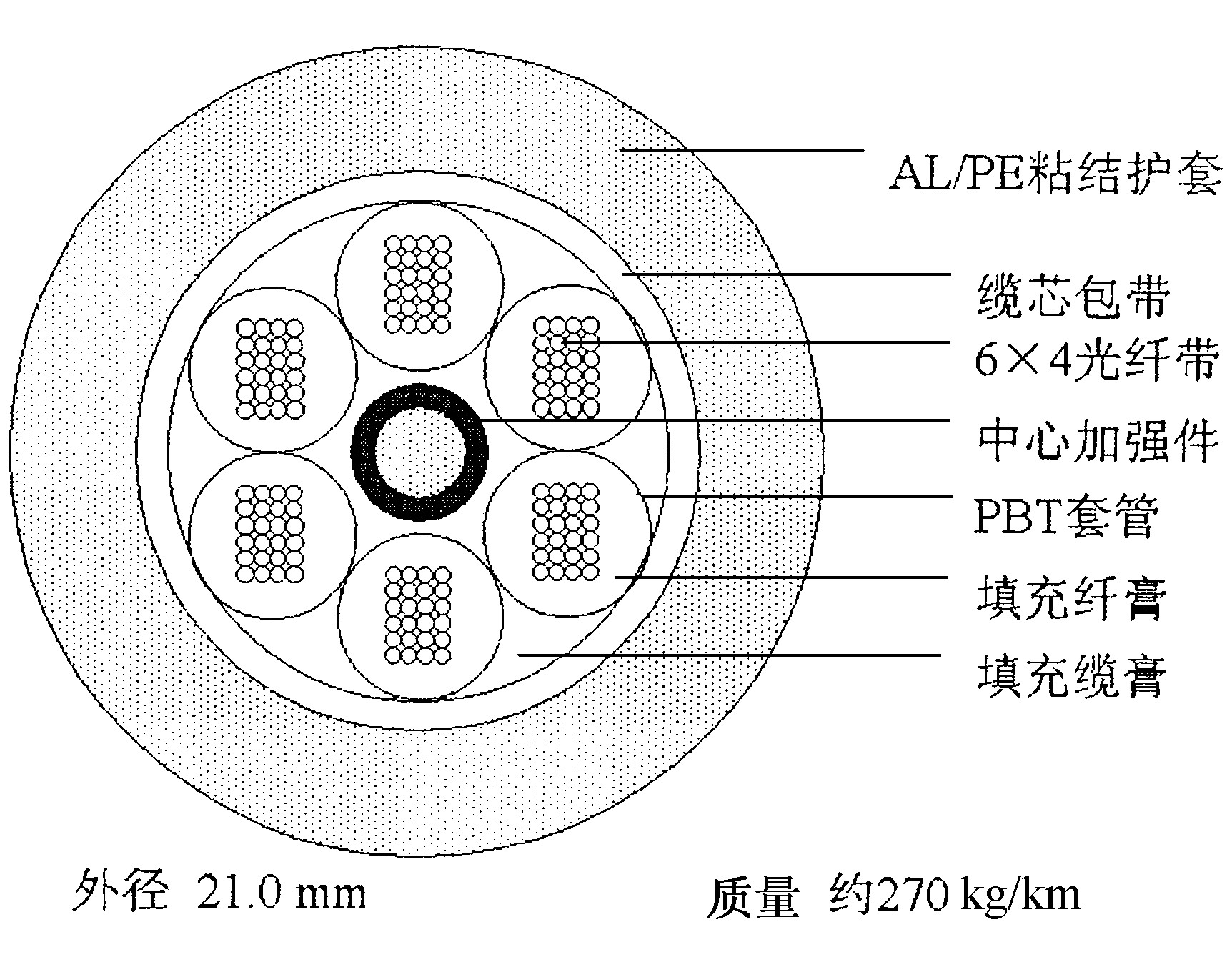
图8 144芯层绞松管式带状光缆 Fig.8 144 core twisted loose-tube band optical cable
《3.2 中心松管式带状光缆》
3.2 中心松管式带状光缆
中心松管式带状光缆由于其光纤密度高并方便光缆用户环路的光缆从中间接入而受到重视。最早是美国AT&T首先推出, 称为快速接入轻型光缆
《图9》
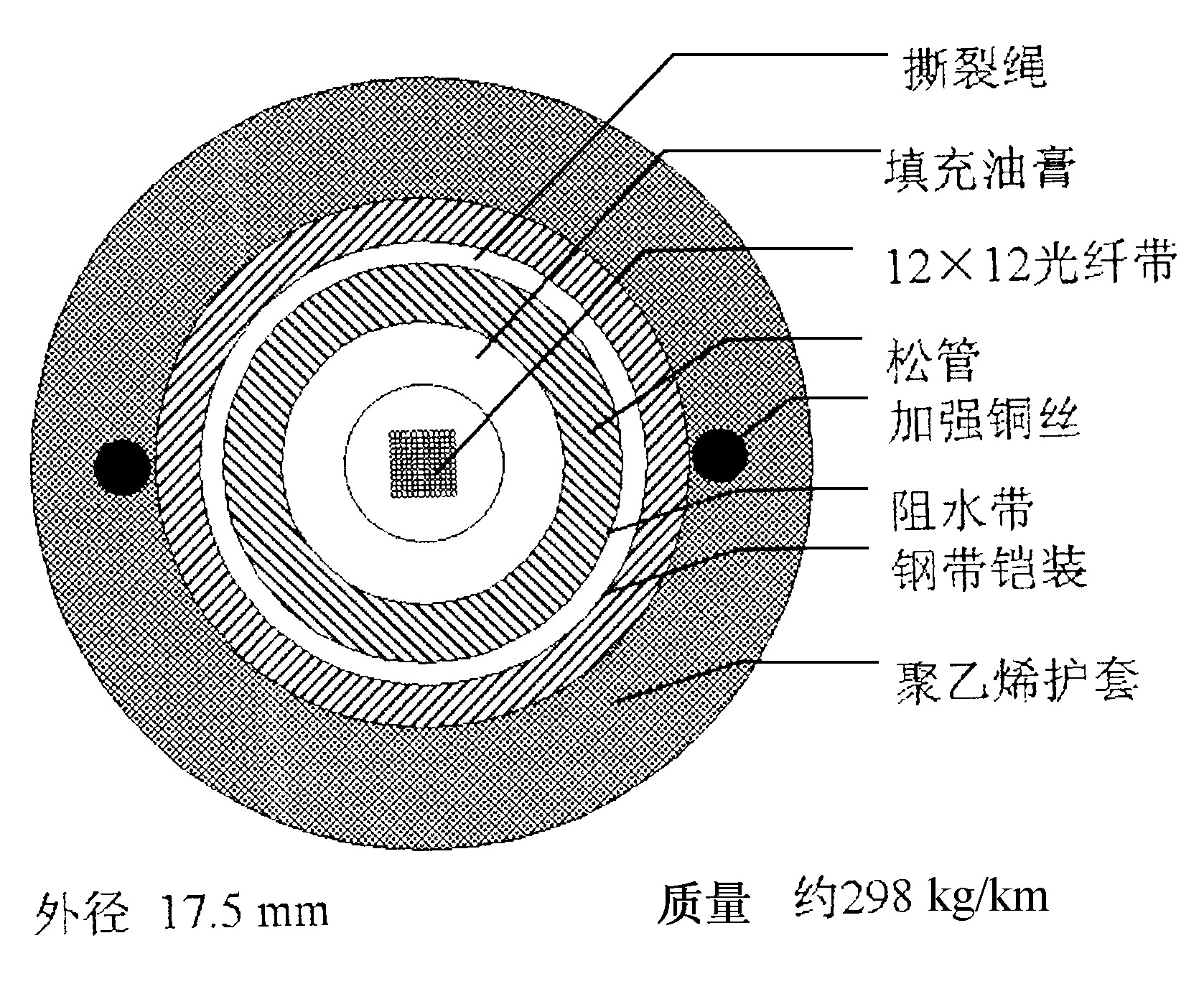
图9 144芯中心松管式带状光缆 Fig.9 144 core center loose-tube band optical cable
目前研究的重点是进一步提高芯数。为了扩展芯数, 已逐步发展成为24芯带和36芯带, 使光缆的芯数达到288芯
《图10》

图10 864芯中心松管式带状光缆 Fig.10 864 core center loose-tube band optical cable
《3.3 骨架式带状光缆》
3.3 骨架式带状光缆
骨架式带状光缆可以提供最大的集装密度, 为了尽量减小光纤带中光纤可能受到的压力, 对骨架上槽的节距, 骨架槽的宽度和深度进行适当选择
日本是采用骨架式带状光缆最多的国家。90年代初以来, 日本NTT大量使用骨架式带状光缆, 这是因为日本管道拥挤, 骨架式带状光缆的高光纤密度成为一个重要优势。骨架式光缆是全干式结构, 接续十分方便。在将螺旋式骨架带状结构的芯数发展到1 000芯以后, 自1997年开始, NTT和日本几家公司如住支、藤仓、古河等开始推出SZ骨架带状光缆, 最大的优点是中间下纤方便, 但直径比螺旋骨架带状光缆稍大。光缆的芯数为100~200, 采用4芯带。光缆结构为8字型, 直径为13~14 mm, 高度为23 mm。缆芯与吊索之间的护层间隔连接, 使得缆芯长度长于吊索, 从而得到了良好的拉伸性能和空气动力学性能 (见图11) 。这种光缆主要用作FTTH的架空分配光缆。
从1998年开始, 日本NTT和几家大公司纷纷推出芯数高达2 000的SZ绞带状光缆。这种光缆是双层绞合结构, 内层为SZ骨架槽, 外层为SZ绞U型槽, 该结构采用8芯光纤带 (如图12所示) , 经测试其光学、机械和环境性能良好。但这种光缆因双层绞合且为全干式, 阻水性能较差, 一般渗水距离为10 m。
《图12》

图12 双层绞合骨架式带状光缆 Fig.12 Two-story twisted frame band optical cable
1999年以来, 骨架式带状光缆的最新发展为:一是将G655光纤用于骨架式带状光缆, 其衰减和偏振模色散均控制得较好;二是使用非金属加强芯或小直径绞合钢丝, 将骨架部分发泡以及减少骨架尺寸, 从而减轻骨架式带状光缆的重量, 减少敷设困难;三是改进骨架槽的柔软性, 通过将骨架横向切槽, 光缆的曲挠刚性可降低30%;四是日本古河公司推出一种特殊的双层骨架式光缆, 内层为螺旋骨架, 采用4芯带, 共100芯, 用于长途干线, 外层挤上SZ骨架槽, 用2芯带、共128芯, 主要用于接入。光缆的外径为20 mm, 其剖面结构如图13所示;五是韩国大宇公司提出用折叠法在成缆时做成U型槽, 可以加长U型槽的制造长度, 改进大芯数U型槽带状光缆的制造工艺。
《3.4 干缆芯带状光缆》
3.4 干缆芯带状光缆
早年, 为阻止水和潮气进入光缆并沿光缆纵向渗透, 一般都采用在缆芯间隙中填充油膏的方法。虽然这种方法很有效, 但存在油膏增加了光缆重量给安装带来了困难;与光缆中的光纤涂料、松套管和护套等材料发生相容性问题;油膏滴入接头会导致附加损耗, 并在接续时要花大量时间抹去光纤、光缆部件及工具上的油膏;油膏使光缆中心外层非金属加强件与护套粘结不牢, 用牵引夹头安装光缆时容易使护套撕裂等缺点。因而, 干缆芯光缆应运而生
干缆芯光缆是用一种亲水性的不含油脂的遇水膨胀材料代替油膏, 这种材料是超吸水性聚合物 (SAP) , 其吸水能力可达自重的100倍, 遇水膨胀呈膏状, 把光纤带四周的空隙堵住, 阻止水及潮气进一步渗入。在缆芯中不填充油膏增加了缆芯中不同元件之间的摩擦力。由于光缆缆芯中各种元件的线膨胀系数各不相同, 当环境温度变化时, 各个元件之间会有相对移动, 这种移动常称为“活塞效应”。所以光缆的标准终端方法要求在光缆的端头上把中心加强件和护套固定在一起。缆芯中没有油膏, 元件之间磨擦系数增加, 使各个元件与加强件之间的耦合增加。研究试验证明, 其耦合要大5倍
干缆芯光缆技术首先是在单骨架光纤带光缆上应用, 在骨架外面包上一层敷有聚丙烯酸酯的阻水带, 制成的光缆通过了Bellcore GR-20规范的水密试验
由于干缆芯光缆克服了油膏填充光缆的主要缺点而又具备了一些油膏填充不具备的优点, 是光缆制造技术的研究和发展方向, 预计将会广泛应用。
《4 结语》
4 结语
21世纪, 世界已进入了信息时代, 各国纷纷建立自己的信息高速公路, 提出了光纤到小区 (FTTZ) , 光纤到街边 (FTTC) , 光纤到大楼 (FTTB) 和光纤到户 (FTTH) 的目标。新型的色散补偿光纤, 非零色散位移光纤、光纤带和光纤带状光缆制造技术近年的进展, 使这一目标在不远的将来即可逐步实现。
《图13》
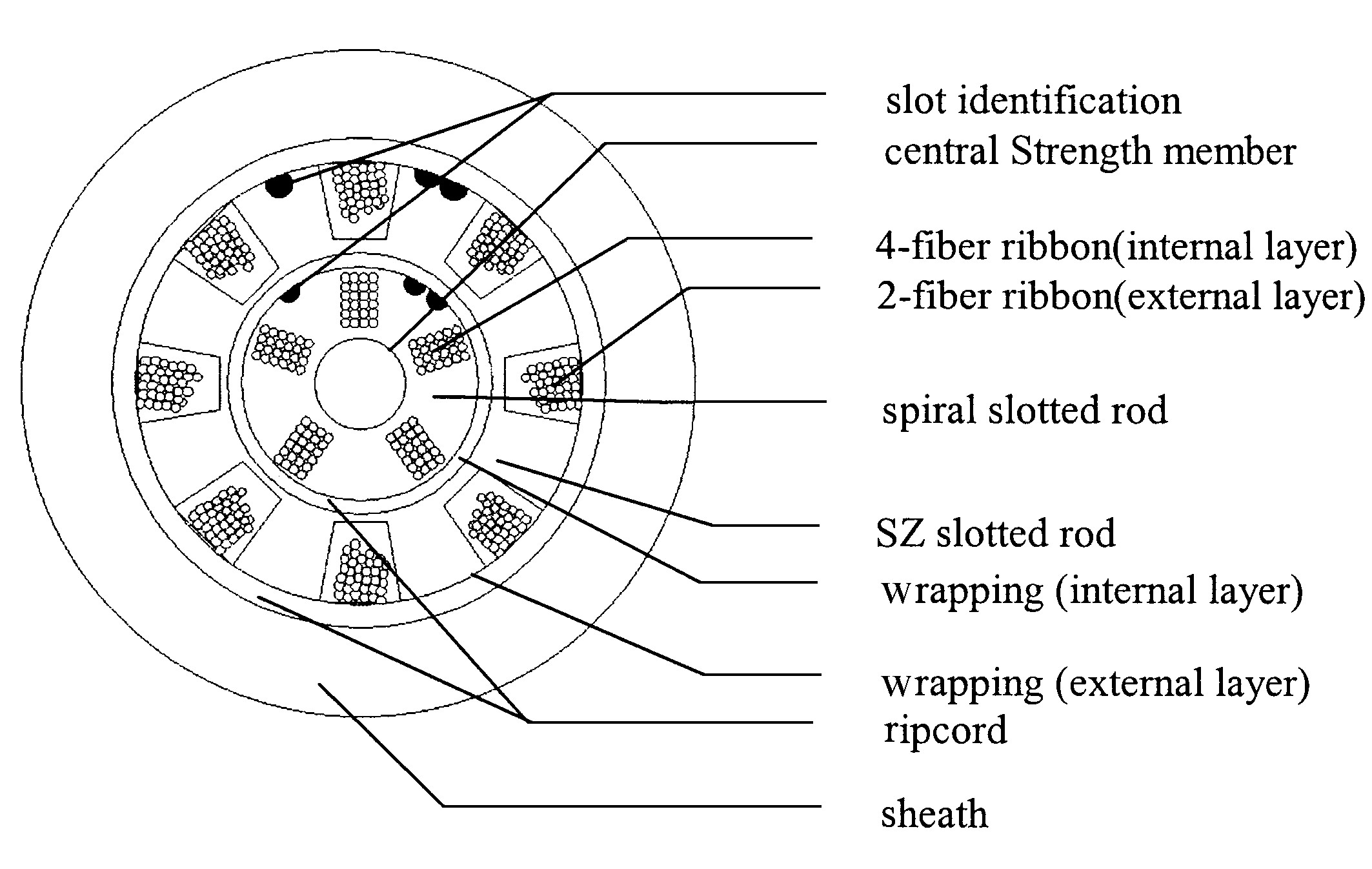
图13 特殊双层骨架式带状光缆 Fig.13 Special two-story frame band optical cable











 京公网安备 11010502051620号
京公网安备 11010502051620号




