


对焊接电弧测试与对一般环境的测试有很大不同, 首先, 电弧温度高, 很难进行直接测量, 一般只能进行间接测量。其次, 熔滴过渡、电源波动、气流变化等因素对电弧的扰动, 使电弧中各种被测量存在时变性, 这种时变速度往往很大, 具有随机性。第三, 电弧空间小但温度梯度大, 各种粒子成分在空间分布很不均匀。第四, 电弧所处的温度范围一般为5000~30000K, 是一种部分电离的低温等离子体, 它的粒子中不仅有电子、离子, 还有原子和分子, 而且常常是多种元素的离子、原子和分子同时存在, 粒子成分很复杂, 被认为是最难测的温度段。所有这些给焊接电弧测试带来很大的不便, 而光谱法对克服这些困难具有很大的优越性。
《1 电弧光谱信息的测控原理》
1 电弧光谱信息的测控原理
众所周知, 焊接电弧是一种气体放电现象, 光辐射是焊接电弧最明显又是最基本的一种物理现象。从光辐射理论可知, 电弧光辐射主要有以下过程:运动着的电子和离子相互碰撞时电子在库仑场中加速或减速产生一种最普遍的辐射, 称之为韧致辐射 (自由-自由, f-f跃迁) , 表现为连续光谱辐射;电子与离子碰撞时产生复合而产生的辐射称之为复合辐射 (自由-束缚, f-b跃迁) , 亦为连续光谱辐射, 产生这种辐射时, 除了释放自由电子的动能外, 还要释放电离能, 因此, 其光子能量大, 辐射波长短, 气体元素和许多金属元素的复合辐射分布在真空紫外区;原子中处于激发态的束缚电子跃迁到较低能态时产生的辐射, 称之为束缚辐射 (束缚-束缚, b-b跃迁) , 表现为线光谱辐射, 不同原子或离子所具有的线光谱是不同的, 同时线光谱还会受到粒子本身和其他粒子运动状态的影响而发生展宽或频移。此外还存在回旋辐射、切伦科夫辐射等
电弧中的各种辐射都有各自的特性, 各有不同的应用。其中, 线光谱应用得最多, 连续谱和谱线展宽法也都有一定的应用。
当系统处于热力学平衡态时, 对于某种粒子 (如某种元素的原子) 从高能级m跃迁到低能级n时, 相应于某一波长的光谱发射率 (或称辐射密度) εmn为:
式 (1) 中:Amn为从高能级m向低能级n的跃迁几率, gm为m能级上的统计权重, Z (T) 为发射该谱线的原子的配分函数, Em为高能级m的激发能, nm为处于m能级激发态的原子数密度, n0为发射该谱线的原子数密度。K为玻尔兹曼常数, T为温度, h为普朗克常数, γmn为谱线频率。其中, Amn 、gm、Em对确定的原子谱线有一定的数值, 可在有关文献中查阅。Z (T) 可通过有关式子计算得到。
当系统处于热力学平衡状态时, 原子的各能态间的分布服从波耳兹曼分布;初态原子 (或离子) 与进一步电离时粒子间的分布服从沙哈分布;双原子分子分解为原子时粒子间的分布服从质量作用定律。
波耳兹曼分布:
式 (2) 中符号含义与式 (1) 相同。
沙哈分布为 :
式 (3) 中ne为 电子数密度;nr 、nr+1各为r, r+1次电离的离子数密度, Z (T) r、Z (T) r+1各为r次、r+1次电离离子的配分函数;me为电子质量;Er+1为从r次到r+1次电离的电离能。其余符号含义与式 (1) 相同。对于一次电离, 式 (3) 可写成:
对于双原子气体分子在电弧等离子体中的解离反应A2⇐⇒A+A, 由质量作用定律有:
式 (5) 中nA2、nA分别为分子和原子的数密度;ZA2、ZA分别为分子和原子的配分函数;mA为原子的质量, ED, A2为分子的解离能, 其余符号含义与式 (1) 相同。
由于电弧对外表现为电中性, 有准中性方程:
式 (6) 中:ni+ 、ni++ 、ni+++各为第i种原子一次、二次、三次电离的离子的数密度;ne为电子的数密度。
另外, 等离子体内的压力服从状态方程:
式 (7) 中:p为压力, nj为电弧中第j种粒子的数密度, 粒子种类包括电子、各元素的离子、原子以及分子; Δp为考虑到静电库仑力、电磁收缩力的压力修正值, 它们各有公式可查
由方程 (1) 可见, 光谱发射率εmn是温度T和原子数密度n0的函数, 因此, 若能同时测得某元素两条谱线的发射率ε1、ε2, 利用方程 (1) 就可求解出电弧等离子体内某点的温度T和该元素的原子数密度no, 对其它元素亦是如此, 可依次求得各元素的原子数密度n0, 不过, 这时对一种元素只取一条谱线就可以了。然后利用沙哈方程, 准中性方程, 解离方程可求出各元素的离子数密度ni、电子数密度ne以及分子数密度nA2。再利用状态方程可求出压力p。由此可见, 利用发射光谱可定量测得电弧等离子体内的各个状态参量, 成为电弧光谱诊断的理论基础。进行上述工作时应注意:电弧等离子体应处于热力学平衡态 (CET) 或局部热力学平衡态 (LET) ;各谱线强度必须是同时同点测得的, 谱线的冻结速度应足够快。
由方程 (1) ~ (7) 可见, 光谱发射率εm n不仅与温度T和原子数密度n0相联系, 而且通过各个方程与其它各种粒子数密度及压力p相联系, 即光谱强度与电弧这一热力学系统内的全部基本状态参量有关, 是它们的函数。因此, 将电弧光谱强度作为信息利用时, 则电弧内的各种状态变化都可通过这一信息得到反映, 使光谱信息成为反映电弧过程的最丰富的信息源。
利用光谱信息测控焊接电弧的技术基础是借助光谱仪将电弧光辐射分解为光谱, 选择出特征谱线, 再依靠光谱强度与电弧等离子体内部的温度、粒子浓度和成分等因素的关系来反映和测定电弧内部的物理状态和过程, 然后将所测的结果作为控制信号实时反馈到控制系统, 对电弧过程进行控制。前一步为测试 (或称诊断) , 后一步为自动控制。图1是光谱测控装置的原理图。与现有其他方法相比, 光谱法具有以下一系列优点:信息丰富, 灵敏度高、选择性好, 响应速度快, 无介入性、抗干扰能力强, 时空分辨率高等。
《图1》

Fig.1 Diagram of the experimental apparatus for arc spectral measurement and control
《2 电弧光谱的研究应用情况》
2 电弧光谱的研究应用情况
《2.1在电弧温度、成分、浓度等测试方面的应用》
2.1在电弧温度、成分、浓度等测试方面的应用
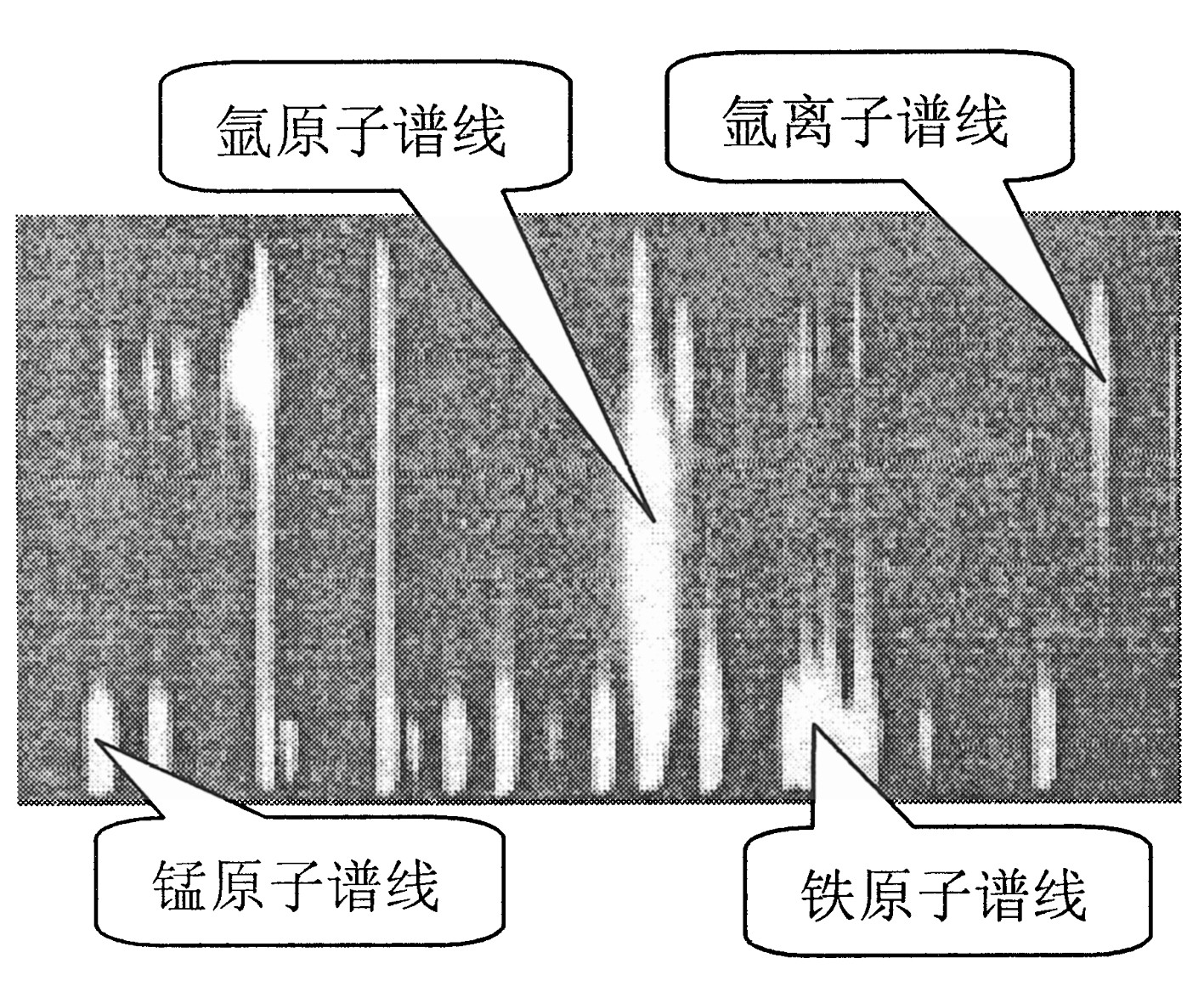
20世纪60年代, Griem等人从量子理论和统计力学的角度, 系统地阐述了定量光谱测试的理论
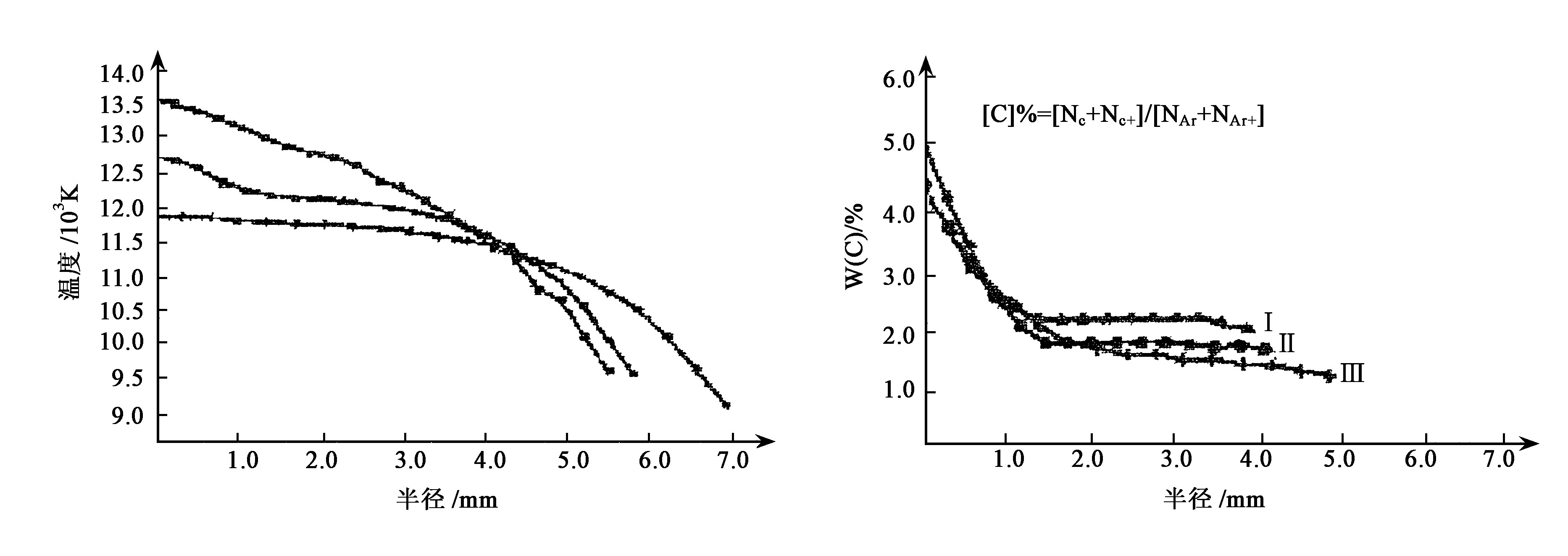
《图2》
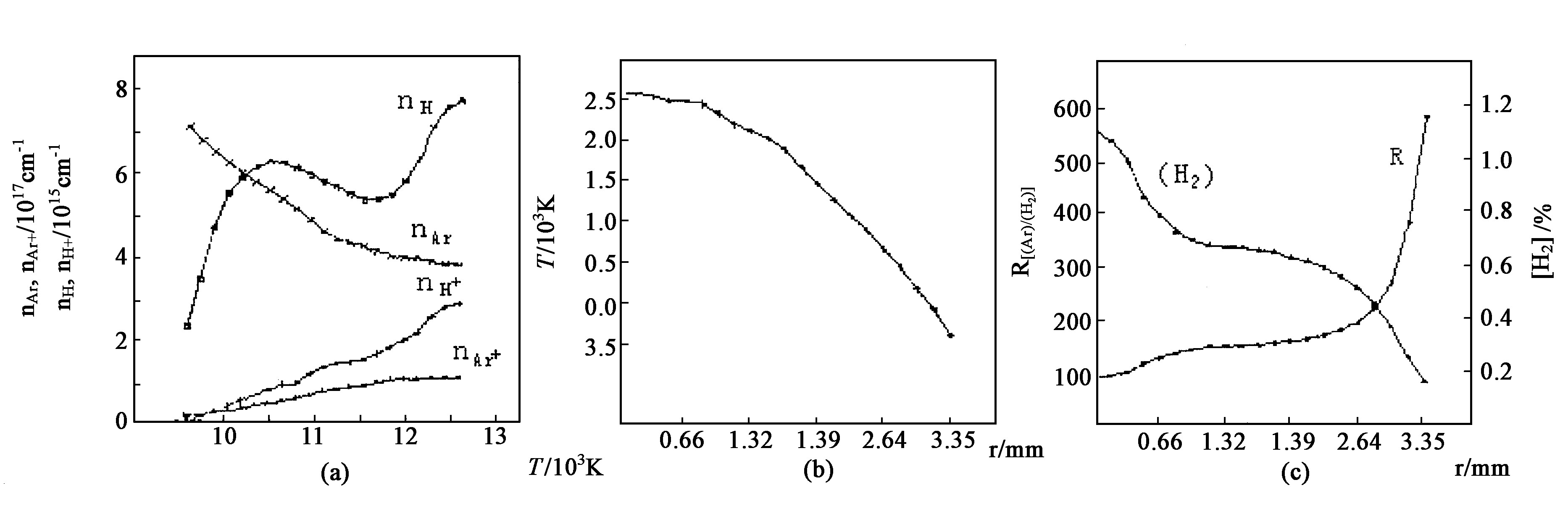
Fig.2 Temperature and component distribution for Ar+H2 welding arc
(a) -不同温度下各种粒子数密度n的分布; (b) -沿半径方向的温度T的分布; (c) -沿半径方向的氩氢浓度比值R和氢当量浓度[H2]%分布;
《2.2在焊接电弧气氛实时测控方面的应用》
2.2在焊接电弧气氛实时测控方面的应用
电弧气氛测控是电弧光谱测试技术最直接的应用。J.E.Shea等利用氢光谱实时监控焊接电弧中的氢污染以控制焊缝金属中的氢和氢气孔
文献
《3 焊接电弧光谱测控技术在弧焊视觉成像和焊缝跟踪上的应用》
3 焊接电弧光谱测控技术在弧焊视觉成像和焊缝跟踪上的应用
文献
《图3》
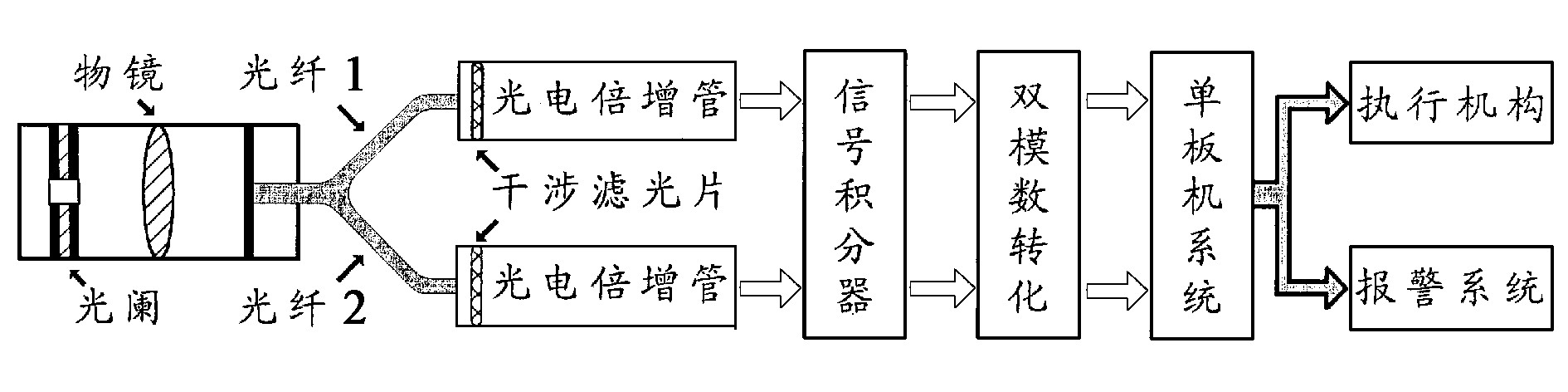
Fig.3 Principle of hydrogen pollution detection and control instrument of welding arc
《4 焊接电弧光谱测控技术在焊接熔滴过渡精确控制中的应用》
4 焊接电弧光谱测控技术在焊接熔滴过渡精确控制中的应用
过去MIG和MAG焊中主要是控制焊接电流和电压这两个工艺参数, 熔滴过渡状态只是间接地粗略确定, 为实现对熔化极脉冲气体保护焊熔滴过渡的精确控制 (如1脉1滴等) , 焊接研究者相继开发了协同控制法、电弧音频控制法, 电弧弧光光强控制法等, 但由于焊接电弧的复杂性, 都难以得到精确的控制。文献
光谱法控制熔滴过渡这一思想最先见于文献
文献
《图7》

Fig.7 Characteristic spectrum waveform of MIG/MAG welding arc under different welding condition
37V, 220A, Ar:16L/min, 焊丝H08:直径1.0mm 28V, 160A, Ar+CO2:20L/min, 焊丝H08:直径1.0mm (a) 射流过渡 (b) 射滴过渡
《图9》

Fig.9 Experiment waveform of one droplet per pulse transfer controled by spectrum in P-MIG welding
《5 电弧光谱测控技术在等离子技术上的应用》
5 电弧光谱测控技术在等离子技术上的应用
在信息材料工业中, 为了得到高纯度的高熔点物质, 如硅、铌晶体等, 先通过一般冶金方法冶炼得到一定纯度, 然后再采用等离子弧重熔方法得到纯度更高的这些物质, 称为等离子提纯法。由于无法在重熔时实时知道其纯度, 以至要通过多次重熔, 多次检测, 才能达到预期的质量要求, 生产率很低。文献
文献
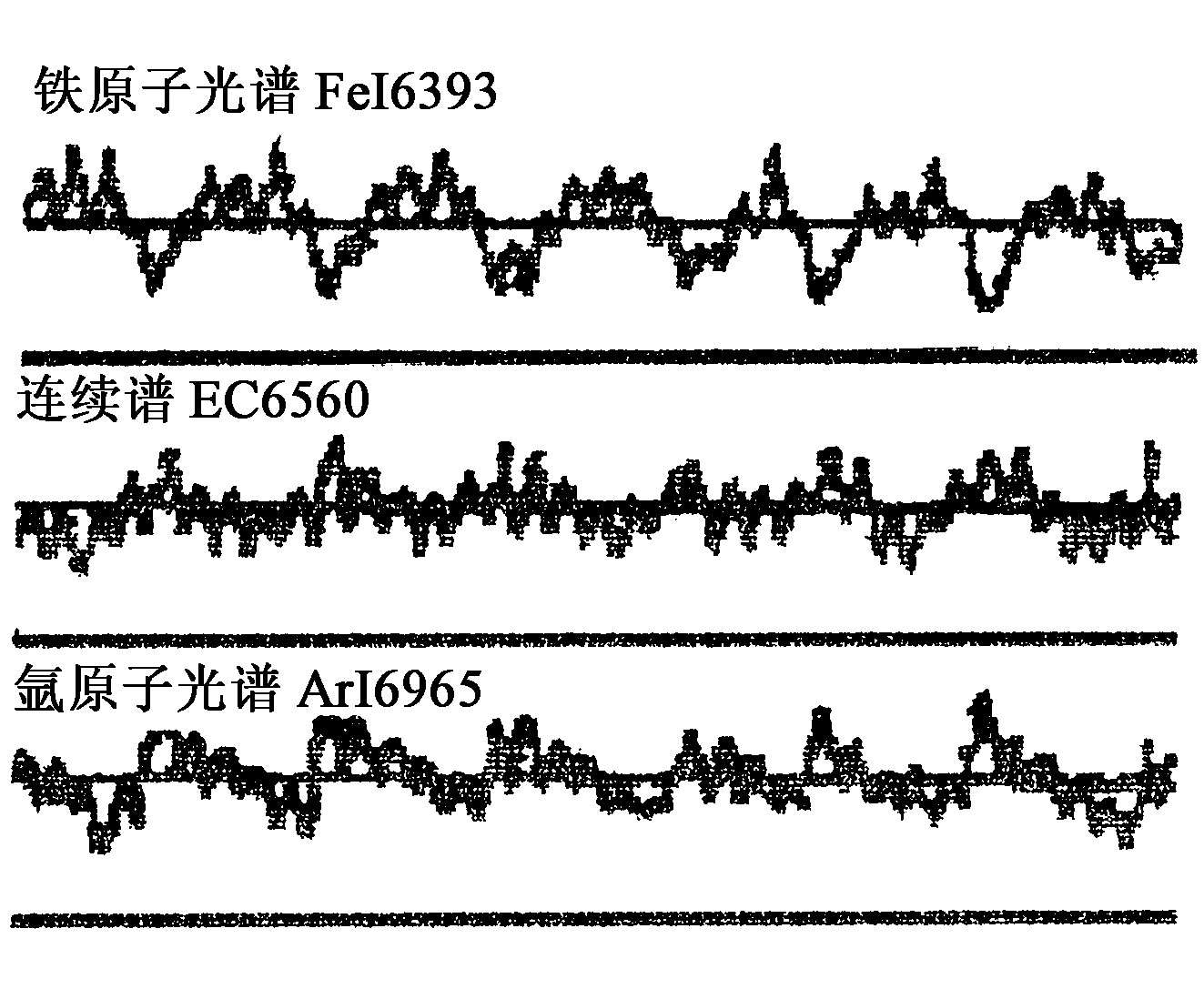
《图11》
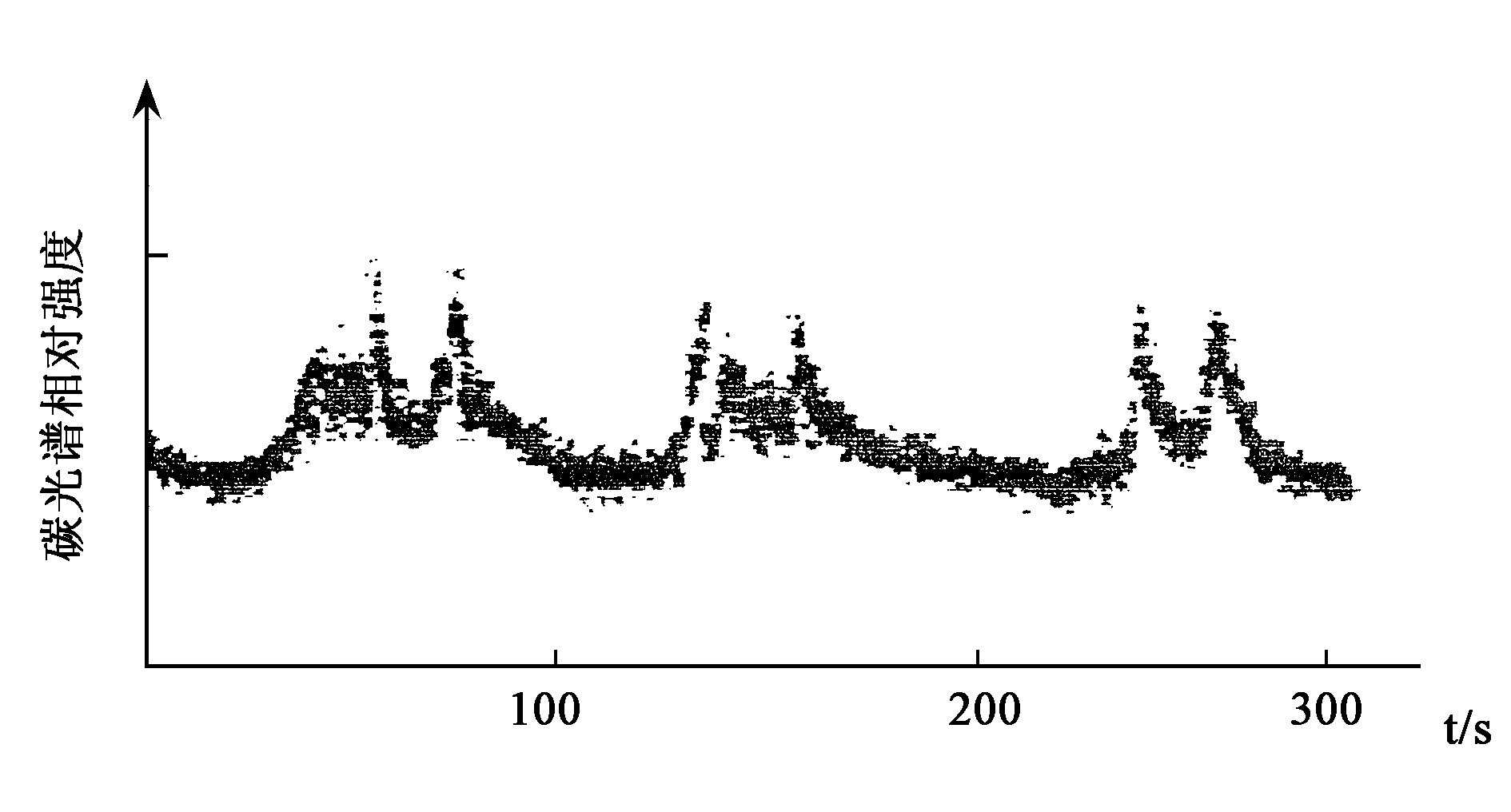
Fig.11 Distribution of carbon spectrum intensity with time in carbon electrode plasma arc
文献
以上几个例子说明, 电弧光谱信息测控技术已在等离子技术和在激光加工等离子体中获得应用。随着等离子技术和激光技术的发展, 相信今后会得到更多的应用。
《6 结论》
6 结论
电弧光谱信息技术以光谱学和等离子体物理学为基础, 综合两者中相关的物理方程, 形成了它可进行定量计算的用光谱法诊断焊接电弧等离子的理论基础。
表1 利用Stark谱线展宽法测量水下等离子弧电子密度的结果
Table 1 Electron density of the underwater plasma arc measured by Stark spectrum widening method
《表1》
截面位置 | 测量位置 /mm | 250 A | 200 A | 150 A | |||
Stark展宽 Δλ/nm | 电子密度 ne/m-3 | Stark展宽 Δλ/nm | 电子密度 ne/m-3 | Stark展宽 Δλ/nm | 电子密度 ne/m-3 | ||
A-A | 1.0 2.5 3.5 | 11.828 10.202 6.373 | 4.02×1023 3.22×1023 1.59×1023 | 9.360 8.572 4.772 | 2.83×1023 2.48×1023 1.03×1023 | 5.743 5.515 3.779 | 1.36×1023 1.28×1023 0.73×1023 |
B-B | 1.0 2.5 3.5 | 6.664 7.050 4.152 | 1.70×1023 1.85×1023 0.83×1023 | 6.533 6.453 3.848 | 1.65×1023 1.62×1023 0.75×1023 | 4.641 6.048 3.639 | 0.99×1023 1.47×1023 0.69×1023 |
光谱强度与电弧这一热力学系统的全部基本状态参量有关, 是它们的函数, 因此, 从热力学角度说明, 电弧内的各种状态变化都可通过光谱信息得到反映, 使光谱信息成为最丰富的信息源。
电弧光谱信息技术已在焊接过程的研究和控制中得到了多方面的应用, 现在正向着设备小型化和焊接在线应用方向发展。
焊接电弧是一种非常复杂多变的低温等离子体, 有广泛的代表性, 有关它的光谱测控技术对其它学科有较大的参考价值, 目前在等离子体技术和激光加工技术中已得到一定的应用, 未来在其他领域 (如新材料制取和航空航天技术等) 也会有用, 有广阔的发展前景。











 京公网安备 11010502051620号
京公网安备 11010502051620号




