
《1. 引言》
1. 引言
智能制造是一个广义的大概念,涉及制造业的数字化网络化智能化技术[1–4]。近年来,新一代信息技术[如工业互联网、人工智能(AI)、大数据]的兴起,为制造业技术向智能制造升级带来了重要机遇[3,5–13]。智能制造贯穿制造业设计、生产、服务全价值链的每一个环节,以及相应系统的优化与集成[14,15]。这种转变将引发制造业的新一轮工业革命,这将显著提高企业的产品质量、性能和服务水平,同时减少资源消耗[16–20],推动制造业创新、绿色、协调、开放、共享发展。
智能制造是新一轮工业革命的核心技术,美国、德国、日本、中国等主要工业国家都把智能制造推动制造业的转型升级的主攻方向。西方发达国家正积极参与新一轮的智能制造浪潮[21],美国启动了“先进制造业伙伴关系”[22,23],德国制定了《工业4.0战略倡议》[24],英国提出了《国家工业2050战略》[25]。许多其他国家也推出了类似的计划,鼓励智能制造发展[26–28]。这些举措有时会给制造业企业带来困境——它们面临着制度上的同构压力。特别是,当龙头企业致力于推动最先进的智能制造,并在试点项目中取得了成功时,龙头企业推进智能制造的技术、管理优势,使得后发企业难以跟上龙头企业的升级步伐[29–31]。同时,由于推进智能制造的成效具有高度不确定性,且投资大,广大制造业企业对推进智能制造采取了谨慎的态度[32–35]。在现实中,西方发达国家许多制造企业在过去几十年里采用了“串联式”的升级战略,顺序推进智能制造的三个基本范式——从数字制造到“互联网+”制造,再到新一代智能制造。对于许多后来者来说,这种顺序路径已经成为常规或惯例,而且大多数人认为有必要串联地采用这些技术[36–39]。
然而,中国企业面临的情况却大不相同[40–43]。一方面,它们拥有不同的技术基础,从机械化电气化到先进的数字化网络化技术,因此可能不会遵循相同的升级途径[44–46];另一方面,新一轮科技革命和产业变革与我国加快转变经济发展方式形成历史性交汇,新一代智能制造正在引领和推动新一轮工业革命,发制造业发展理念、制造模式发生重大而深刻的变革,重塑制造业的技术体系、生产模式、发展要素及价值链,推动中国制造业获得竞争新优势,推动全球制造业发展步入新阶段,实现社会生产力的整体跃升,这为我国企业实现跨越式发展提供了巨大机遇[47–50]。
本研究将通过多个案例研究[51–53],讨论与西方发达国家采用的“串联式”智能制造技术升级路径相比,中国企业能否采用不同的方式推动智能制造发展[54,55] ?本研究的数据均来自中国工程院“面向2035推进制造强国建设战略研究”咨询项目,主要包括半结构化访谈和公开的档案数据,运用主题分析法[56]对访谈记录等文献进行分析,探索中国智能制造的升级路径。通过对比5家典型企业案例,我们发现中国制造企业在推进智能制造的过程中,根据自身能力和行业特点,充分考虑商业模式、制造基础,技术专用性、技术经济性、管理组织等多种因素,深度融合制造技术和新一代信息技术,制定适合自己的智能制造升级路径。三个基本范式在中国制造企业转型中存在多条升级路径,并不都是“串联式”的[57–59]。中国作为后发国家,其企业推进智能制造的技术路径,对其他正在追赶的经济体具有重要借鉴意义。本文为关注发展中经济体转型升级的制造企业、决策者和投资者提供了推进智能制造的技术升级路线,在指导企业实践中取得了良好的效果,为智能制造技术升级理论做出贡献,为未来政策制定提供理论依据,有力推动制造企业转型升级[60,61]。
《2. 智能制造的三个基本范式》
2. 智能制造的三个基本范式
智能制造——制造业的数字化网络化智能化[1],是先进制造技术和先进信息技术深度融合的产物[62]。
《2.1. 数字化网络化智能化技术是制造业的共性赋能技术》
2.1. 数字化网络化智能化技术是制造业的共性赋能技术
智能制造是一种通用的赋能技术,其数字化网络化智能化技术是贯穿制造业这一复杂系统的三个主要赋能技术[63]。数字化网络化智能化技术不同于制造业中的制造技术(本体技术),其通过和制造技术结合实现赋能,能够广泛应用于产品设计、生产、物流、服务等价值链的各环节,形成新技术、新模式和新生态,进而形成制造业的新技术范式[64],显著提高产品质量和生产效率[65]。
智能制造对现有制造业的影响主要体现在3个方面。第一,数字化技术为产品添加了“大脑”[66,67],通过对产品信息、工艺信息和资源信息进行数字化描述、集成、分析和决策,进而快速生产出满足用户要求的产品;第二,网络化技术允许设备和产品之间低成本且广泛的连接[68];第三,智能化技术(AI和大数据)使产品具有“感知和学习”的能力,从而引发产品功能和性能的根本性变化[64,69]。
基于这三个共性赋能技术,中国工程院将智能制造归纳总结提升为三个基本范式,包括数字化制造、“互联网+”制造(或称数字化网络化制造)和新一代智能制造(见图1)[1,64]。数字化制造包含数字化技术,如数控技术、企业资源规划(ERP)、制造执行系统(MES)、供应链管理(SCM)等,属于第三次工业革命范畴[66,70]。“互联网+”制造在数字化制造基础上,推动制造技术和网络化技术融合,如电子商务、物联网(IoT)、在线协作平台等[71,72]。新一代智能制造是制造技术和数字化网络化智能化技术的深度融合,产品、生产和服务等具备认知学习能力[73,74],如处理复杂性、不确定性的系统模型,具备认知学习能力的预测性维护、远程运维平台,和谐的人机协同制造等。这种制造形式代表了未来智能制造发展的前景[75]。
《图1》

图1. 四次工业革命和智能制造的三个基本范式。
可以看到:第一次工业革命和第二次工业革命都是由动力革命而引起的工业革命;而第三次工业革命和第四次工业革命则是在数字化制造的基础上,由信息技术革命引起的工业革命。数字化网络化智能化技术如同蒸汽技术和电力技术一样是典型的共性赋能技术,可以普遍应用于广泛的产品、生产和服务创新,引起产品的更新换代,具有大规模推广的可能性,推动制造业的根本性变革。
《2.2. 三个基本范式和三个共性赋能技术之间的关系》
2.2. 三个基本范式和三个共性赋能技术之间的关系
三个基本范式各有自身阶段的特点和需要重点解决的问题,体现了基本范式间的阶段性。数字化制造通过计算、通信、控制(3C)和其他数字化技术[76,77],使制造方式从模拟模式转为数字模式,准确可靠的提高制造质量、效率;“互联网+”制造实现制造业产品、生产、服务各环节的低成本连通,实现了设备和设备,设备和系统,以致万物互联(IoE),催生了PdM、个性化定制等新模式,德国工业4.0、美国工业互联网主要描述的是这个阶段[59,78,79];新一代智能制造在制造技术和大数据、云计算和AI等众多先进信息技术融合过程中,在感知、数据、计算、连接和IoT技术等很多方面相对于数字化制造和“互联网+”制造都有突破性提高,但根本上新一代智能制造使得制造系统具备“认知学习”的能力,制造业的知识的产生和传承方式都将发生转变,这一革命性的特征在这一基本范式最为突出[1,64,80,81]。
同时,在技术上,数字化网络化智能化技术作为共性赋能技术,同时存在于三个基本范式中,体现着智能制造发展的融合性特征。例如在数字化制造阶段,除了层出不穷的数字化技术,各种总线的连接、体现AI的专家系统,在不同的场合始终存在应用;在“互联网+”制造阶段,由于网络便捷推动数据量几何级数增加和获取成本的降低,数字化技术的采集和交互更加普遍,初步的大数据分析等智能技术也在持续发展;而在未来的新一代智能制造范式中,作为一种新的制造范式,新一代智能制造具备“认知学习”和基于AI技术的优化决策能力,将数字化网络化智能化技术和制造技术集成,显著提高制造系统的建模能力,提高处理不确定性问题、复杂性问题的能力,显著提升企业的效率和效益。新一代智能制造范式中,数字化网络化智能化技术共同作用,缺一不可[82–84]。
为分析企业推进智能制造的技术升级路线,我们在文献和专家讨论的基础上,总结了智能制造三个基本范式中数字化技术、网络化技术和智能化技术的特点,并对这三个共性赋能技术的不同水平进行简要的描述,如表1所示[1,4,6,38,45,62,64,67,68],并给出了在接下来的案例分析中用于描述各种智能制造技术水平的相应代码。
《图2》

图2. 智能制造的三个共性赋能技术及特征。
《表1》
表1 智能制造中数字化网络化智能化技术的编码

PLC: programmable logic controller; DCS: distributed control system; SCADA: supervisory control and data acquisition; WMS: warehouse management system; CRM: customer relationship management; CAD/E/X: computer aided design/engineering/all.
《2.3. 西方工业发达国家的智能制造技术升级路径》
2.3. 西方工业发达国家的智能制造技术升级路径
从20世纪50年代数字化技术诞生,计算机、数控(CNC)机床等典型数字化装备应用在制造业[57,66]。到21世纪初,在数字化制造持续发展的基础上,随着新一代信息技术(ICT)的应用,以互联网大规模普及应用为主要特征的数字化网络化制造范式兴起[5,9,68]。在推进数字化网络化制造时,美国、德国等工业发达国家的数字化制造经过近半个世纪的充分发展,在已经基本完成了数字化技术和制造技术的融合的基础上,开展网络化技术升级[2,13]。图3为发达国家智能制造升级路径,其中“D”为数字化技术,“N”为网络化技术,“I”为智能化技术。在这一演进过程中,我们可以识别出代表这三种技术范式的3个主要阶段:第一阶段,数字化制造范式由智能制造的三个共性赋能技术组成,但数字化技术占主导地位;在第二阶段,智能制造的数字化网络化范式特点是数字化和网络化技术深度融合,数字化网络化技术占据主导地位;在第三阶段,新一代智能制造范式的出现,融合了智能制造的三个共性赋能技术,智能化技术的作用显著增强,但这一范式仍处于萌芽状态,即使在西方工业发达国家,该范式的企业升级路径仍不清晰(图3虚线所示)。
《图3》

图3. 西方工业发达国家智能制造的技术升级路径。
德国发布《工业4.0》《制造业2030计划》[85]引导企业转型升级,采用的智能制造的技术升级路线是“制造业+互联网”,本质上属于数字化网络化制造,充分应用德国强大的制造技术能力和制造业基础,在数字化制造的基础上增加了网络化技术。
美国提出工业互联网则体现的是“互联网+制造业”的技术升级路线,本质上也属于数字化网络化制造。美国依托其强大的互联网技术水平和信息产业基础,实现以互联网技术为主,通过网络化平台等提升改进制造业模式。
中国企业面临的情况则大不相同,中国企业希望以智能制造为主攻方向,推动企业智能升级跨越发展,尽快实现对领先者的追赶。因此,中国企业采用何种技术升级路线推动智能制造的发展,就成为迫切需要深入研究的重要问题。
《3. 案例研究 —— 中国智能制造升级路径》
3. 案例研究 —— 中国智能制造升级路径
经过新中国70年特别是改革开放40年的飞速发展,我国少数制造企业已经达到世界先进企业水平,同时,绝大多数企业还处于从第二次工业革命向数字化制造转型阶段,数字化制造水平差距很大。
智能制造的升级路径实际是三个基本范式的转变路径。数字化制造始于20世纪50年代,而新一代智能制造才刚刚起步,从数字化制造到新一代智能制造经历了长达几十年的技术演进,中国企业要在更短的周期内迎头赶上行业领先企业,在一些制造业领域逐渐从“跟跑”向“并跑”甚至“领跑”转变,必须尽快跨越这些范式。因此,中国企业不太可能按照发达经济体企业已经采用的技术升级路线推动级智能制造——像历史上一样一个技术范式完成,再推动下一个技术范式升级,就会错过和西方发达国家缩小差距的机会,无法实现跨越发展。
新世纪以来,我国工业界紧紧抓住互联网发展的机遇,大力推进“互联网+制造”,制造业、互联网龙头企业纷纷布局,将工业互联网、云计算等新技术应用于制造领域。部分企业快速把握住了“互联网+制造”这一技术变革的机遇,充分应用网络化技术赋能制造业,利用网络化技术和制造业的融合给企业的产品、生产、服务各环节解决了很多过去解决不了的质量、效率、响应和模式问题,显著提高了企业的制造水平,部分企业甚至从机械化水平(几乎无数字化)跨越到了先进制造企业的行列。需求是我国企业技术改造的原动力,中国企业在“互联网+制造”的实践里形成了推进智能制造的几种技术升级路线。
《3.1. 少数先进企业实现串联式升级过程》
3.1. 少数先进企业实现串联式升级过程
一批数字化制造基础较好的企业成功实现数字化网络化转型,成为了“互联网+制造”的示范,三一重工股份有限公司(以下简称三一重工)就是其中之一。
案例1:三一重工创建于1994年,产品包括混凝土机械、挖掘机械、起重机械等工程机械,其泵车产量居世界首位。三一重工是我国工程机械领域最早进行数字化转型的企业,当前,其自主部署基于设备全球互联的IoT、大数据平台,为用户提供包括PdM、IoT金融等新业务,显著提高了三一重工产品的质量、效益,推动三一重工发展成位居世界前列的工程机械制造企业。
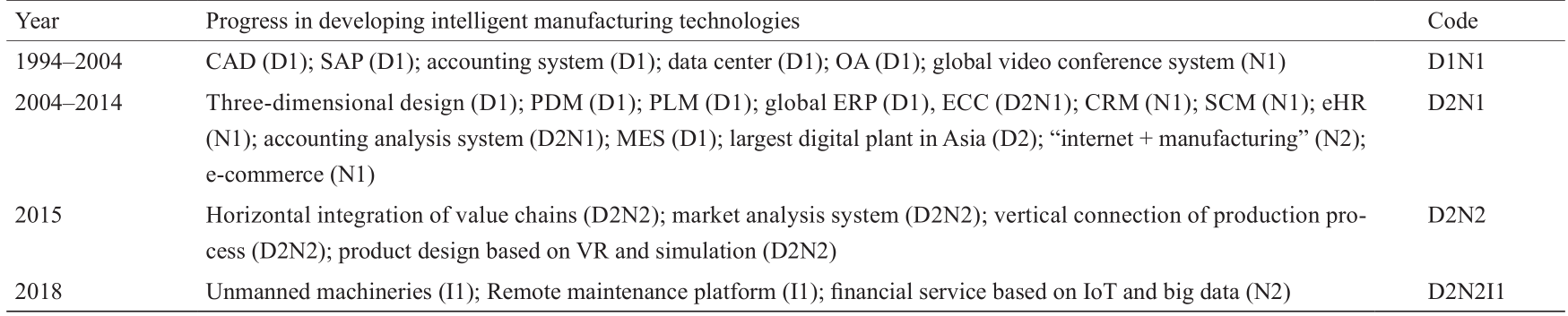
从建立伊始,三一重工就始终把数字化的建设作为公司行动战略和经营主线,坚持“总体规划、分步实施、重点突破、全面推进”的方针。1994—2004年,三一重工初步实现关键设计、管理业务数字化,将数据化管理逐步贯彻到公司的日常经营中。
有了较好的数字化基础,三一重工不再满足于单个模块单个系统的建设,在数字化网络化提升过程中,坚持问题导向、价值导向,解决多个系统造成的数字孤岛问题,打通企业各项业务,并不断修正、完善。2004—2014年,三一重工在设计、管理上实现数据共享与业务协同,有效促进通用化与标准化;建成全球统一架构的运营管理系统,实现各项系统优化和效益指标,开始了车联网(IoV)的应用,将数据化管理进一步向客户端延伸,建立起亚洲最大的数字化工厂,开启“制造物联”的全面应用探索,实现了生产人员的网络化。
2015年制造强国目标实施以来,智能制造作为主攻方向在企业获得了更大的重视。三一重工实现了价值网络的横向集成,在一个平台上管理集团国内、国际的业务单元、营销、后市场服务,通过营销、服务和客户平台的对接,建立市场洞察体系;实现了从客户订单到智能设备、工艺、制造过程的纵向打通。三一重工利用互联网的特性融合虚拟现实(VR)、仿真等技术,实现全球协同开发、验证,打通了设计、虚拟验证和生产。随着新一代人工智能技术的突破, 2018年,三一重工开始了智能化的探索,无人挖掘机、无人起重机等智能产品可以实现远程精准操控;基于IoV技术,通过自主研发的智能终端,实时进行远程监控与故障诊断,并利用大数据开展PdM和IoT金融服务,开启产品交付从以产品为中心向以客户为中心转变。
《表2》
表2 三一重工应用智能制造技术的时间表
Source: adapted based on public documents. SAP: system applications and products; PDM: product data management; PLM: product lifecycle management; ECC: ERP central component; eHR: e-human resource.
《图4》
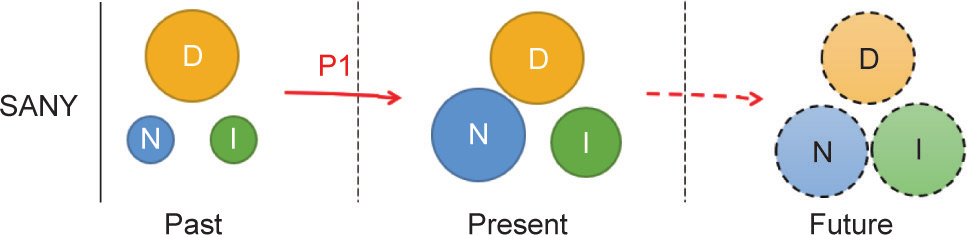
图4. 案例1:三一重工智能制造技术升级路径(P1)。SANY:三一重工。
《3.2. 我国大多数企业需要进行数字化补课》
3.2. 我国大多数企业需要进行数字化补课
在这三种技术范式中,数字化技术基础。然而,一些公司认识到这三种技术可以并行使用,而数字化技术不一定是使用另外两种技术的先决条件。尽管一些企业的数字化技术基础有限,但在特定的环境下,它们可能能够跨越式地进入智能制造范式。同时,广大企业在推进“互联网+”制造过程中数字化制造的课必须要补。
案例2:浙江春风动力股份有限公司(以下简称春风动力)始建于1989年,是以全地形车、摩托车大排量发动机研制、特种整车研制为核心技术的高端装备制造企业。目前已跻身国际一流竞争行列,特种车市场占有率连续12年稳居欧洲市场第一位,是特种车细分领域的世界隐形冠军企业。随着业务规模的不断扩大、品牌知名度的持续提升,消费者的需求对公司生产组织效率和品质控制能力提升提出迫切要求,春风动力从市场用户个性化、多样化、快速消费理念的迅速增强出发,主动推动公司向个性化定制、柔性化生产、网络化销售等先进生产方式和商业模式加快转型。
2012年前,春风动力作为国家级高新技术企业仅有少量单系统数字化基础,初步应用了ERP(D1)、OA (D1)和产品数据管理[PDM(D1)],这也代表了大多数中国企业当时的状况。
2012年,春风动力为降低企业运作的各种成本,满足客户订单小批量、多品种,及对交货期、价格、质量更高的要求,开始编制企业智能制造总体规划,在分析市场发展趋势和企业自身管理状况的基础上,研究确定建成“支持个性化定制的特种车辆智能制造模式”,并提出“基础建设—单项应用—系统集成—协同创新”的传统产业转型升级路径。2013年,公司开展了组织架构调整、流程优化、硬件技术改造(D1)等系列基础建设工程。春风动力坚持“以高打低”,应用先进适用的网络化技术带动企业数字化的完善。2014年,春风动力先后展开了IoT系统(D1N1)、SCM系统(N1)、PLM系统(D1N1)、ERP系统(D1N1)等多项单个信息系统的开发、升级和应用。其中,IoT系统的运用将企业信息化延伸到生产车间,直达底层的生产设备;通过计划管理、设备监控、质量控制、节拍监控等模块功能,打通从销售计划、生产计划、车间任务、机台任务的分解,实现整个生产过程中,各个车间的自动化生产管理。由于春风动力在总体规划阶段提前考虑了各个单项应用的标准、接口和数据格式,春风动力的系统集成得以快速实施。2015年,春风动力建设统一集成的管理信息平台(D2N1),整合各系统数据接口(D2)、实现无缝对接完成从客户端到供应端,从研发端到产品端的全信息链贯通。2016—2018年,春风动力推动建成“支持个性化定制的特种车辆智能制造模式”(D2N1),实现C2M(customer-to-manufactory)定制,并入选中华人民共和国工业和信息化部智能制造试点示范项目。
2018年至今,春风动力推动协同创新,将智能制造从工厂推向正在开展数据驱动的数字化设计平台(D2N1)、C2M市场云平台(D2N1)、精密智能制造平台(D2N2)、IoV(D2N1)、大数据运营平台(D2N2)等工业云平台,打造新型信息经济环境下公司可持续发展新型核心竞争力。
从CFMOTO实施智能制造技术的时间表(表3)可以看出,该公司在这三个技术范式下的升级并不是按顺序进行的(图5)。
《表3 》
表3 春风动力应用智能制造技术的时间表

Source: adapted based on public documents.
《图5》
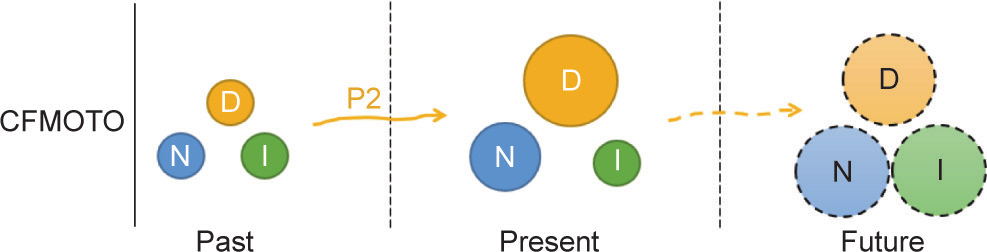
图5. 案例2:春风动力智能制造技术升级路径(P2)。CFMOTO:春风动力。
案例3:青岛红领集团有限公司(红领集团,2008年后简称酷特智能)红领集团成立于1995年,曾经是一家非常传统的服装企业。经过近十几年的发展,红领集团构建了较完善的服装行业“互联网+”制造理论体系,搭建了大规模个性化定制平台,平台根据客户需要,采用“互联网+”制造模式获取订单及相应产品参数,根据企业产品制造工艺需要,推动了设计、物流的数字化;酷特智能利用互联网技术实现消费者和工厂的“联接”,改变了传统消费品分层级营销的商业规则,真正建立起C (customer)端和M(manufactory)端直线交互的商业逻辑和商业模式,消除中间商的价格空间,使消费者得到最优性价比的产品和服务。
红领集团在推进智能制造过程中,充分考虑了技术经济性和技术先进性的平衡,这是智能制造走向成功的关键。2003年,红领集团前瞻性地判断出消费需求由大规模同质化需求向个性化、小批量需求的变化,企业进行战略调整,将个性化定制作为经营核心。为实现这一目标,提高服装制造效率,红领集团首先建设个性化定制工业流水线(自动化),打通个性化定制的基础设施建设,具备个性化定制的硬件条件。2004年,企业在服装行业内较早的引入电子商务系统(N1),具备了网络化的基础条件。之后十几年,企业根据自身需求,分阶段、分模块开展了智能制造的建设和改造。2005—2010年期间,企业建设工厂网络和各单模块的信息系统,实现了自主设计系统、数据库、订单管理系统互联互通,推动了企业运营的数字化、标准化,开展流程优化,初步形成C2M定制平台模式。
为提高衣服质量和降低损耗,企业于2010—2012年开始进行装备数字化建设和裁剪、缝制数字化车间(D1)建设,打通个性化定制基础端前端的数字化建设;联合研发成功首台数控裁床,提升裁剪效率300%以上;联合开发集成协同系统(D1N1),各个数据系统的集成应用,形成数据驱动的服装大规模个性化定制模式。有趣的是,根据技术经济性和行业特性,工人在缝纫等环节相对数字化装备柔性更大、成本更低,因此企业并没有替换制造环节的缝纫工人,而是以较高的工资稳定了生产队伍,对工人的组织架构进行了数字化重构。为了降低企业库存、物流、总销、分销等的所有不必要的成本,提升制造端的价值,2015年,酷特智能配合数据驱动,开展车间装备改造(D1),与数据系统紧密交互;C2M生态建设(D1N2)。2017年,企业推动智能物流、立体仓库建设(D1),精简80%以上物流人员,极大降低生产成本。2018年,企业以数字工厂为基础,开展IoT建设(N2),搭建智能工厂,实现对整个生产过程的时时监控,数据的实时采集,生产指标的自动生成,提升生产过程的可控性。
从酷特智能实施智能制造技术的时间表(表4)可以看出,该公司在这三个技术范式之间的升级是非线性的(图6)。
《表4》
表4 酷特智能应用智能制造技术的时间表

Source: adapted based on public documents. APS: advanced planning and scheduling; IMDS: international material data system; OMS: order management system; BPM/ESP: business process management.
《图6》
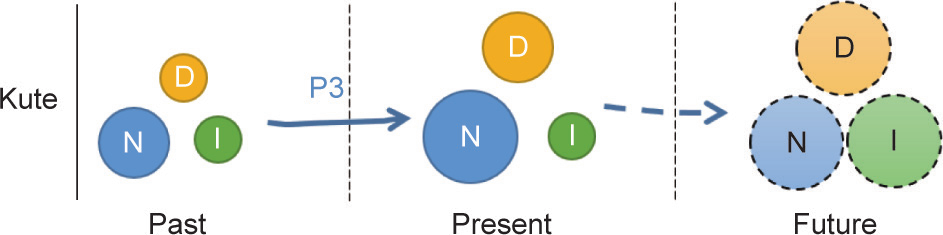
图6. 案例3:酷特智能智能制造技术升级路径(P3)。Kute Smart:酷特智能。
案例4:新疆金风科技股份有限公司(以下简称金风科技)成立于1998年,多次入选 “全球最具创新能力企业50强”,成立至今实现全球风电装机容量超过50 GW,在24个国家稳定运行,已经成为世界领先的风电企业。金风科技作为中国最早从事风电机组研发与制造的企业之一,其发展历程可以看作是中国风电事业发展的缩影。现在,金风科技已经成长为风电整体解决方案供应商,提供从风电装备到风电场设计、制造、建设、运维、金融全方位的服务,从制造型企业向制造服务型企业转型。
金风科技自建立伊始,就把数字化作为提高公司竞争力的重要工作,以创新引领发展。2001—2012年,为提升效率,金风科技实施了ERP(D1N1)、人力资源系统、PLM、CRM、各种办公辅助系统等,并多次迭代升级。截至2012年,金风科技数字化、网络化多策并举,开展了以研发为主线的研发协同平台(D1N1)、研发技术平台、PDM(D1);以生产物流为主线的ERP、供应链、电子商务的建设(D1N1);以销售服务为主线的CRM的建设;以人为本的人力资源系统(eHR)建设,有效地提升了流程的效率。它还建立了以知识管理为核心的知识管理信息系统,通过海量数据的挖掘、筛选,为公司决策层提供开展工作的依据。
2013年,金风科技充分应用企业数字化技术基础,进行了“风光储”一体的“智能微网示范项目”(D2N1)。金风科技利用大数据、互联网、AI技术和自身风电装备制造技术、多年的风场建设经验相结合,主动向下游靠拢,通过技术、管理创新,向生产性服务业寻求利润增长点。2016—2017年,金风科技在产品、设计数字化的基础上,建立先进的数字化网络化平台(D2N2),包括自主研发的可定制化智能直驱风机、New Freemeso、GoldFarm、SOAM、EFarm、Powermest、Resmart等系统和技术,为风电场的宏观选址、精细化测风、风资源评估、风电场规划与设计、建设管理、资产管理与优化、融入集中功率预测、智能故障诊断、健康状态预警、风机优化运行等提供一体化数字化网络化工具。
截至2019年,通过产品数字化和管理数字化协同发展(D2N2),金风科技现已构建了数字化风电场整体解决方案,并为12家发电企业、107个场站、16 000多台发电设备提供集控、功率预测、设备健康管理、风电场发电能力提升等服务,切实提升风电场运营效率达10%~15%,提高风资源工作效率50%~200%,最终提升收益率1%~3%。
从金风科技实施智能制造技术的时间表(表5)可以看出,金风科技在智能制造三个基本范式的演进的技术升级路径并不是连续的(图7)。
《表5》
表5 金风科技应用智能制造技术的时间表

Source: adapted based on public documents. MIS: management information system.
《图7》
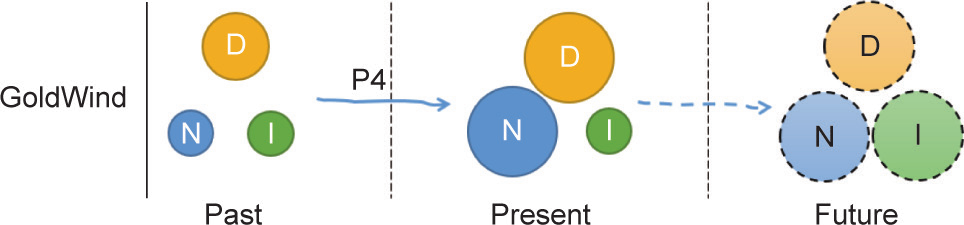
图7. 案例4:金风科技智能制造技术升级路径(P4)。GoldWind:金风科技。
《3.3. 因企制宜,系统集成商助推中小企业升级》
3.3. 因企制宜,系统集成商助推中小企业升级
智能制造推进过程中,由于资金和制造能力的限制,中小企业难于掌握共性赋能技术,完成企业在三个基本范式的转换。因此,由具备数字化网络化智能化共性赋能技术基础的第三方系统集成企业协同推进,将显著提高中小企业转型升级的成功概率。
案例5:浙江陀曼精密机械有限公司(以下简称陀曼科技)对新昌县一批轴承生产企业的改造,形成了很好的经验。陀曼科技成立于2006年,原本是浙江新昌县轴承行业的一个装备提供商。浙江新昌轴承行业轴承企业超过1500家,具备典型的块状经济特性。近年来,随着行业竞争加剧和各类资源成本大幅上升,产业淘汰整合,到2016年,仍有轴承行业企业600家左右,企业整体质量水平虽有较大幅度提升,但仍然主要处于机械化、自动化阶段(D0N0)。
近些年,随着竞争加剧和各类要素成本的上升,大部分企业利润率仅为3%~5%,不少企业处在亏损边缘,迫切需要从“低成本竞争”向“高品质、高效率、低能耗”发展转型。陀曼科技抓住这个机会,从装备制造商转型成为系统集成商,为轴承行业提供数字化网络化解决方案,带动了当地轴承行业的整体升级(D1N1)。
2006年,陀曼科技(D0N0)是浙江省第一批机器换人服务公司,主要制造从事轴承、齿轮、汽车零部件机械加工行业的自动化单机、自动生产线等,基于对当地轴承企业转型升级所面临的痛点和需求的深刻了解,陀曼科技作为装备制造商已服务超过1200家企业。
2013年,陀曼科技看准了智能制造“提质、增效、降本”的技术特征,进行企业产品、生产、服务的智能制造规划。2014年,陀曼科技除提供轴承装备外,定位于提供信息化、自动化技改工程承包服务,在轴承行业提供类似于工程承包的“交钥匙”工程,至今已作为系统集成商服务超过160家企业,完成改造及上云设备(D1N1)数量达12 753台。为提高新昌中小轴承企业转型升级的意愿,新昌县和陀曼科技共同设立引导基金,按不超过企业可升级设备台数的5%提供免费升级机会。小规模免费体验的方法打消了当地企业对智能升级效果的顾虑,破解了中小企业推行智能制造决策难的问题。
陀曼科技实施的数字化网络化改造是一个系统工程,一般中小企业不具备“方案制订、软硬件集成改造、操控培训及持续改善”等综合能力。陀曼科技作为总承包商,对中小轴承企业量身定制提供自主研发的系统解决方案,提供包括基于工业互联网平台的TM-e微型生产管理系统(D1)、TM-SPC数字测量及质量过程管理系统(D1)、TM-ACS机床自适应管理系统(D1)等;通过“智能数据采集终端(具备边缘计算和通讯模组)+云平台+工业APP”的方式,向行业提供全面的面向设备改造、管理提升、员工培训、工期安排、提质增效节本等整体解决方案,使得中小微轴承企业能够在原有设备上低成本的进行数字化改造,按照不同企业的需要提供从数字化设备单元/数字化生产线(D1),到生产或管理的其中某一环节的数字化(D1/N1)(如质量管理数字化、管理数字化、设备维护数字化等),到车间或工厂数字化(D1N1)的各种解决方案。从初期55家改造企业(更多企业的统计数据没有完成)情况看,平均每家改造成本约为23万元,企业通过设备使用效率提升、节能降耗和人工成本节省等,大部分企业一年内就能回收投入。
2017年陀曼科技发展为向轴承、紧固件、齿轮等行业的数字化技改工程总承包商与工业互联网平台(N2)。在浙江新昌轴承行业中小企业批量推广“数字化制造、平台化服务”基础上,实现向浙江慈溪、常山等轴承产业集聚区进行复制推广,实现跨区域发展。同时开始与海盐紧固件行业合作,实现跨行业的模式探索。
作为一个生产系统集成商,陀曼科技的案例展示了一个不同于之前研究的其他4个案例的智能制造升级路径——一个集成商促进中小企业跨越三个基本范式转型的路径。图8为新昌球轴承中小企业的升级路径,其中陀曼科技为P5升级路径下的3个圆圈。
《图8》

图8. 案例5:陀曼科技助力中小微企业智能制造技术升级路径(P5)。TOMAN:陀曼科技。
《4. 多案例比较分析》
4. 多案例比较分析
通过对这5种情况的比较(图9),我们发现企业在推动智能制造转型升级过程中,有多种不同的转型路径。三一重工开始应用网络化技术时,已经具备了良好的数字化技术基础,因此,它从数字化制造串行推进到数字化网络化制造。之后,三一重工又在数字化网络化制造的良好基础上,开始探索新一代智能制造,实现三个基本范式“串联式”发展。
《图9》

图9. 5个案例的智能制造升级路径。
然而,春风动力、酷特智能、金风科技和陀曼科技在网络化技术来临时,数字化技术上并没有如三一重工相同的优势,处于没有(春风动力、陀曼科技),或仅有少量数字化(金风科技)、网络化(酷特智能)技术基础的水平。因此,这些企业同时开发了数字化和网络化技术,利用网络技术推动企业的数字化发展。
春风动力采用“以高打低”的方式,用网络化技术应用驱动数字化技术水平提高,用客户个性化定制特种车、摩托车的数据,推动生产端、供应链的数字化升级。目前,该公司已进入智能制造范式的早期阶段。
酷特智能根据服装行业特点,以多品种小批量的服装定制需求为驱动,关注网络化模式创新,在数字化技术应用方面,根据经济性原则充分发挥人在制造过程中的柔性,采用缝纫工人接受数字化信息,操作设备的方式,采用适度数字化,避免了技术冗余。
金风科技坚持“创新引领”,用先进适用的数字化网络化技术持续改进优化迭代企业的全过程,推动企业从生产型企业向生产服务型企业转型。随着网络化技术的应用,数字化技术基础同步成长,金风科技得以从数字化制造转向“互联网+”制造。
陀曼科技的情况与其他4例有很大的不同。陀曼科技作为智能制造系统集成商,针对新昌县轴承行业,因企制宜,提供智能制造系统解决方案,推动中小企业迈向数字化网络化。其作用是帮助企业(主要是资源和能力有限的中小企业)采用适用的智能制造技术。中小型企业采用智能制造技术的方式在很大程度上取决于它们的战略和部门具体情况,具体路径既可以是串联式也可三个基本范式融合发展,陀曼科技起到的是助推器、加速器的作用。
综上所述,本文提出的5个案例描述了中国制造业中5条截然不同的智能制造升级路径。企业采用智能制造技术的方式在很大程度上取决于它们的战略和行业具体情况。基于这5个案例的研究结果,我们有理由提出,中国制造业的智能制造技术升级路径并不一定是按照西方工业发达国家“串联式”的技术升级路径。企业在数字化网络化技术和制造技术融合过程中应该采用“并行推进融合发展”的技术升级路线。
《5. 讨论和结论》
5. 讨论和结论
本文比较了中国企业智能制造升级的5个典型案例。在这些案例研究的基础上,总结了每个关键案例的升级路径,并通过多案例比较归纳出升级路径的模式。我们认为,在中国,制造企业的技术水平机械化、电气化、数字化、网络化、智能化并存。当前,新一代智能制造的发展刚刚起步,这给中国制造商制定升级路径带来了更多的复杂性。本文有以下主要发现。
(1)适合中国的发展路线:并行推进融合发展。5个企业在我国推进“互联网+”制造背景下,推动公司数字化网络化技术的起点不同,但是在应用数字化网络化技术追求提质量、降成本、增效率的过程中,5个企业都达到或接近了D2N2的水平,取得了良好的效果。当前技术迭代速度提升,大数据、云计算、IoT、AI集群突破,对比5个企业智能制造技术升级路径发现,因循西方发达国家技术升级路径串行发展不现实。在新技术方面,特别是新技术应用方面,中国和世界主要国家处于同一起跑线,我国虽然是后发国家,但我们不能等数字化补课完成再推动其他技术应用,这样就又造成新的落后,企业在推进智能制造时应采用务实的“并联式”升级。“并行推进融合发展”是适合中国国情的智能制造技术升级路径。
(2)企业在推动智能制造发展过程中要做到因企制宜。企业是实施智能制造的主体,推进智能制造发展要考虑自身的资源与产业特性、战略定位,制定总体规划,5个企业的一个共同点就是都制定了切实可行的总体规划。智能制造是个系统工程,企业按照制定的技术升级路径务实推进,分步实施,才有可能成功。因企制宜的推进智能制造还表现为,企业要重点突破,如酷特智能抓住C2M的个性化定制模式;春风动力早期建立设计、物流、管理等单个模块后,再整合集成。企业要抓住需要解决的问题,有重点的突破,最终带动企业的全面升级。总的来说,企业应坚持“总体规划、分步实施、重点突破、全面推进”十六字方针。同时,我国企业必须坚持“创新引领”,有条件的企业,如三一重工、金风科技等各行业的龙头企业,要积极拥抱互联网、大数据、AI等最先进的技术,瞄准高端方向,加快研究、开发、推广、应用新一代智能制造技术,推进先进信息技术和制造技术的深度融合,走出一条推进智能制造的新路。
(3)数字化技术为智能制造的升级奠定了基础。企业推进智能制造,数字化制造是基础,贯穿企业转型升级的全过程,并在和网络化技术、智能化技术融合的过程中,不断提升。中国企业应该认识到数字化技术的重要性,尽管这些技术有时并不被认为是最先进的。在这5个案例中,尽管处于不同的阶段,但被研究企业在整个升级过程中都建立了特定的数字化技术基础,并将数字化技术与网络化、智能化技术相结合。否则,企业将会遇到关键的技术障碍,阻碍它们进入下一个升级阶段。从这个意义上说,中国企业可能不需要在最开始就建立完善的数字化技术基础,而是需要在升级的过程中在需要的时候做好数字化技术“补课”,这样才能最终实现智能制造的技术升级跨域发展。
本文从两个方面对创新赶超和制造业升级的文献进行了贡献。首先,本研究将赶超路径理论扩展到智能制造升级领域,涉及复杂的系统技术(包括三个基本范式)和大规模的技术采用,并通过5个关键的赶超案例研究,总结中国制造企业的智能制造升级路径。我们认为,中国的制造业企业可能不会遵循传统的循序渐进的升级路径,而是会采取更加多样化的路径,以非线性的方式跨越数字化制造、“互联网+”制造和新一代智能制造,并根据企业的具体情况进行整合。其次,我们认为有必要制定智能制造标准,特别是在升级路径不规范的情况下。智能制造是一个复杂的系统技术概念,由三个基本范式组成,如果没有统一的制造技术标准,企业在制定升级路径时可能会感到困惑。例如,我们对三一重工、金风科技和酷特智能的案例研究中发现,各企业在部署ERP和PLM等单个的数字化模块时都走了弯路,其中一个重要原因就是,当需要应用新技术升级时,出现接口、格式等不兼容问题,形成信息孤岛。这些技术需要更多的资源和更长的时间,尤其是在早期阶段,当时这些公司几乎没有经验。这样,由于缺乏智能制造标准,这些公司不得不进行升级的试点和试错。当前,我国智能制造技术种类繁多,正在大量制造企业中扩散,制造标准的缺乏将可能严重影响到这些企业的升级效果,为资源和技术能力有限的中小企业制造巨大的技术壁垒。这是一个需要进一步注意的问题。
本文对智能制造升级的决策也有一定的借鉴意义。政策制定者习惯于自上而下地设计和实施产业政策,然而,我们认为自下而上的方法更适合于智能制造升级计划,因为自上而下的政策通常忽略了中国企业升级路径的异质性。因此,决策者在为处理与公共产品和外部性相关的一般问题(如通用技术、技术标准、校企合作等)提供援助时,应通过考虑企业自身的技术能力、资源基础和行业具体情况,让企业在制定自己的升级路径时具有更大的灵活性。从产业技术层面,对于政策的制定者来说,政府在制定鼓励智能制造、鼓励企业转型升级的产业政策时,要坚持实事求是,按照企业需求推进。充分利用我国大力推进“互联网+”制造的成功实践给我们提供的重要启示和宝贵经验,鼓励企业根据自身发展的实际需要,采取先进的数字化网络化技术解决传统制造问题,不断加入AI、大数据等新技术,提高企业数字化网络化制造水平,扎扎实实地完成数字化“补课”,同时,迈向更高的智能制造水平。
在新一代智能制造来临的今天,“并行推进、融合发展”的技术升级路线适应于全球制造业。在世界范围内的智能制造技术浪潮中,并行而非串联的制造技术升级战略可以推广到其他发展中经济体。传统的研究是在发达经济体的背景下讨论智能制造的升级,这些国家的企业花费了几十年的时间来升级他们的制造技术,这些企业大多采用了智能制造三个基本范式顺序发展的路径。当前,发展中国家和发达国家同时面临着智能化技术的冲击,这为发展中经济体提供了一个快速追赶甚至超越发达经济体的机会。当前,对于中国和世界来说,尽管起点不同,但不论是中国还是欧美工业强国的制造业都没有完成数字化网络化范式,随着新一代AI突破和与制造业的融合,新一代智能制造范式已开始探索发展,中国和西方都面临新一代智能制造范式和数字化网络化范式并行的阶段,对于全球制造业而言,不论是数字化、网络化、智能化的何种新技术,作为共性赋能技术,探索其适合制造业应用的,把新技术应用到制造业中去,都将推动全球制造业的转型升级。
《Acknowledgement》
Acknowledgement
This research is supported by the National Natural Science Foundation of China (91646102, L1824039, L1724034, L1624045, and L1524015), the project of China’s Ministry of Education “Humanities and Social Sciences (Engineering and Technology Talent Cultivation)” (16JDGC011), CAE Advisory Project “Research on the strategy of Manufacturing Power towards 2035” (2019-ZD-9), the National Science and Technology Major Project “High-end Numerical Control and Fundamental Manufacturing Equipment”(2016ZX04005002), Beijing Natural Science Foundation Project (9182013), the Chinese Academy of Engineering’s China Knowledge Center for Engineering Sciences an Technology Project (CKCEST-2019-2-13, CKCEST-2018-1-13, CKCEST-2017-1-10, and CKCEST-2015-4-2), the UK–China Industry Academia Partnership Programme (UK-CIAPP\260), as well as the Volvo-supported Green Economy and Sustainable Development Tsinghua University (20153000181) and Tsinghua Initiative Research Project (2016THZW).
《Compliance with ethics guidelines》
Compliance with ethics guidelines
Yuan Zhou, Jiyuan Zang, Zhongzhen Miao, Tim Minshall declare that they have no conflict of interest or financial conflicts to disclose.











 京公网安备 11010502051620号
京公网安备 11010502051620号




