
《1. 引言》
1. 引言
乙烯和丙烯是化学工业的基石,超过75%的化学产品是其下游衍生物,它们通常通过石脑油蒸汽裂解和流化催化裂化法生产。在上述工艺当中,石油是主要原料。然而,中国很大程度上依赖于原油进口,因此大连化学物理研究所(DICP)与中石化洛阳工程有限公司、新兴能源科技有限公司共同开发了甲醇制烯烃技术,即 DMTO,为甲醇合成低碳烯烃开辟了一条新途径。甲醇是一种很容易从煤矿中提取的平台化合物[1]。由于我国煤炭资源相对丰富,DMTO的成功对于平衡低碳烯烃的供需、减少中国对原油进口的依赖以及促进国家能源安全具有重大现实意义。本文概述了DMTO技术的催化剂、流化床反应器和相关工艺,重点介绍了其商业应用以及未来可持续发展中的关键技术。
《2. DMTO 技术概述》
2. DMTO 技术概述
DMTO装置是现代煤制烯烃(CTO)厂的核心。图 1(a)展示了神华集团包头CTO工厂的概况,图1(b)则说明了CTO工厂中主要装置的工作流程。通常,煤首先在CTO装置中经蒸汽气化生成合成气(CO和H2),随后通过甲醇合成装置转化为甲醇。经过DMTO装置之后,甲醇则可以进一步转化为乙烯和丙烯,如图1(c)所示。经过分离装置后,高纯度的乙烯和丙烯可用于聚合物以及其他下游衍生物的生产。包含煤的气化以及甲醇合成技术在内的煤制烯烃工艺已经相当成熟,且在传统的煤化工行业当中得到了广泛应用。烯烃分离和聚合也常用于石油化工行业。从这个意义上说,DMTO技术在本质上弥合了煤化工与石化工业之间的差距。
典型的DMTO装置包括6个系统[图1(d)]:热交换系统、流化床反应器-再生器系统、骤冷塔系统、酸水汽提系统,主空气供应系统和蒸汽系统。流化床反应器再生器系统是6个系统中最重要的一个,因为甲醇转化反应在该系统内进行。2006年,DICP团队在DMTO示范装置中完成了放大实验,甲醇的产能是16 kt∙a–1,在甲醇转化几乎完全完成的情况下,实现了约79%的低碳烯烃选择性[2]。示范实验完成后,DMTO技术首先被授权给神华集团,用于建造世界上第一座CTO工厂。该工厂旨在将1800 kt∙a–1的甲醇转化为600 kt∙a–1的聚乙烯(PE)和聚丙烯(PP)。该工厂在2010年8月8日成功投产,约10天后,世界上第一批由煤炭制成的PP和PE上市。根据连续72 h的性能测试,人们发现生产1 t低碳烯烃(乙烯和丙烯)需要消耗约2.97 t甲醇[2]。截至2019 年年底,共有26个DMTO装置获得许可(乙烯和丙烯的产能为14 000 kt∙a–1),启动了14个DMTO装置(乙烯和丙烯的产能为7670 kt∙a–1)并投入运行。图2展示了这14 个DMTO装置。
《图1》
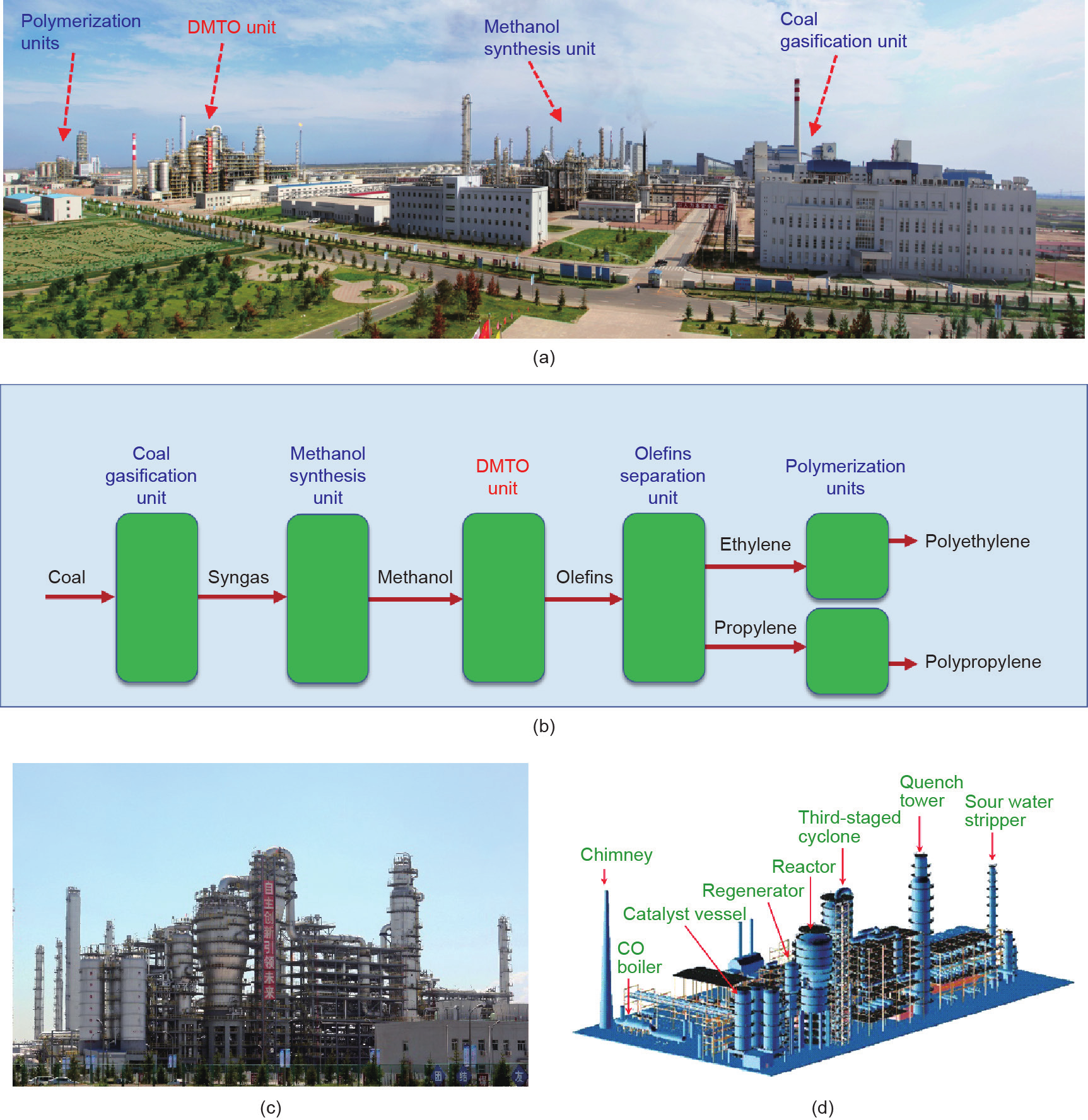
图1.(a)神华包头煤制烯烃厂的概况;(b)CTO工厂的主要单元;(c)DMTO流化床反应器单元的照片;(d)DMTO单元的3D模型。
《图2》

图2. 截至2019年11月,所有14个DMTO装置都已投入使用。
《3. DMTO 催化剂》
3. DMTO 催化剂
在DMTO技术发展中,一个关键的挑战是合成一种高效稳定的催化剂,从而能够将甲醇转化为乙烯和丙烯,使得反应具有较高的甲醇转化率以及优良的低碳烯烃选择性。20世纪80年代,DICP的科学家发现硅铝磷酸盐(SAPO)-34分子筛具有菱沸石(CHA)结构,该结构为圆柱状笼状,并具有小八元环开口,由于形状选择性,它表现出非常高的低碳烯烃选择性[3]。
《3.1. 合成 SAPO-34 分子筛》
3.1. 合成 SAPO-34 分子筛
考虑到工业生产中的恶劣条件,用于工业生产的 SAPO-34必须具有可控的酸度和高的热/水热稳定性。DICP团队专注于SAPO-34的结晶机制,并将硅(Si)配位环境(酸度)和硅分布与DMTO催化性能联系起来[1]。研究发现,具有较低硅(Si)含量,即存在单Si(4Al)构型的SAPO-34,会表现出较高的抗焦化性。氟介导的合成随后应用于结晶;这将导致氟-硅螯合物的形成并促进拟薄水铝石和二氧化硅颗粒的溶解,并最终实现相对均匀的硅释放[4]。DICP团队还显著改善了SAPO34的水热稳定性,在800 ℃进行100%蒸汽处理45 h后,其相对结晶度达到80%以上。
为了实现SAPO-34分子筛的大规模生产,制造一种经济的合成模板必不可少,因为模板会影响SAPO-34分子筛的形貌、微观结构和酸性,从而影响其催化性能。 DICP团队发现,在氨基热化学体系中,无机资源的溶解度较低,可以提高固体产品的生产率。因此,相对便宜的三乙胺(TEA)和二乙胺(DEA)可用于SAPO-34 结晶的引导,同时保持令人满意的催化性能[1,4]。
《3.2. 制造 DMTO 催化剂》
3.2. 制造 DMTO 催化剂
在实际应用中,由于使用流化床反应器和再生器系统,DMTO催化剂应具有较高的机械强度和良好的流动性。DMTO催化剂通常采用喷雾干燥法制备成物理性能可控的微球,其中的活性组分为SAPO-34分子筛。在流化床反应器和再生器系统中,物理性质(尤其是颗粒密度和粒度分布)对于保持良好的流化性能至关重要[1,4]。在1993年,DICP团队首先进行催化剂合成的放大实验,他们于一个1.0 m3 的高压釜中完成了SAPO-34的合成工艺。在1995年,这一工艺被放大到两个2 m3 的高压釜中进行。DICP团队通过上述放大实验过程积累的经验和知识最终保证了产能为2000 t∙a−1 的DMTO催化剂工厂的成功建设与调试,该工厂同时包含SAPO-34分子筛合成装置与DMTO催化剂制造装置。
《4. DMTO 反应器和工艺》
4. DMTO 反应器和工艺
DMTO技术面临的另一个挑战是开发一种高效、最优的反应器,以提高相应催化剂的效率。通过SAPO-34 进行的甲醇转化过程是高度放热的,绝热温升可高达 250 ℃ [5]。此外,SAPO-34催化剂的特点是由于焦炭沉积而迅速失活。考虑到这些因素,人们认为流化床反应器-再生器结构在DMTO技术中优于固定床反应器,因为其催化剂上沉积的焦炭可以被连续烧掉。
《4.1. DMTO 流化床反应器放大实验》
4.1. DMTO 流化床反应器放大实验
2006年,DICP团队与合作者一起在陕西华县建立了DMTO示范装置。该装置由一个湍流流化床反应器和一个鼓泡流化床再生器组成。建设该示范装置的目的是研究湍流流化床反应器的流体力学性能与反应表现,为工业装置设计提供基础数据。DMTO示范装置中的流化床反应器直径约为1.0 m,甲醇进料速率为2.0 t∙h–1。实验装置连续运行1200 h,团队研究了操作参数(温度、重量时空速度、催化剂停留时间、气体-催化剂接触时间等)对甲醇转化率和低碳烯烃选择性的影响。结果表明,乙烯和丙烯的平均选择性为78.71%,甲醇转化率可达99%以上。
《4.2. DMTO 流化床反应器设计》
4.2. DMTO 流化床反应器设计
从示范装置的运行情况来看,为了避免副产物的产生,DMTO反应的最佳气体-催化剂接触时间为 2~3 min。为了使低碳烯烃的选择性最大化,最有利的催化剂停留时间约为60 min。接触时间短,催化剂停留时间长,这表明浅湍流流化床反应器是更好的选择,也就是说,床高与直径的比应当设计为0.3左右。中石化洛阳工程有限公司成功设计了DMTO流化床反应器,其密相层直径约为11.0 m(在型锻上方16 m),密相床层高度约为3.0 m。设计一个如此大尺寸的浅层流化床是一个重大工程挑战[5],因为在保持良好的固气两相分布的同时,在小于3.0 m的空间内布置气体分配器、旋风分离器料腿、催化剂提取仓和其他内部构件非常困难。
《4.3. DMTO 流化床反应器启动》
4.3. DMTO 流化床反应器启动
在工业实践中,流化床反应器的启动程序非常重要。在炼油厂中广泛使用的典型催化工艺,如流化催化裂化(FCC),必须首先通过燃烧流化床再生器中的割炬油来提供热量以加热催化剂。对于DMTO技术而言, DICP团队建议首先利用甲醇转化反应的热量来提高反应器中催化剂颗粒的温度。达到一定温度后,高温且焦炭沉积的催化剂会在反应器中散布,这将进一步加热再生器。这样就大大缩短了启动DMTO装置所需的时间。另外,在DMTO反应器的内部催化剂冷却器中,使用液态甲醇代替水作为流体可以带走多余的热量。如果甲醇泄漏,则它可以直接在反应器中转化,因此该装置非常有效且安全。
《4.4. DMTO 流化床催化剂损耗》
4.4. DMTO 流化床催化剂损耗
在流化床反应器中,催化剂颗粒的连续运动会引起频繁的颗粒-颗粒和颗粒-器壁碰撞,这可能严重降低颗粒强度,最终导致表面磨损和(或)颗粒破碎。流化床反应器中催化剂颗粒的磨损是复杂的机械、热与化学应力共同作用的结果。人们对高温下DMTO催化剂的磨损进行了详细的研究,其结果表明,DMTO催化剂具有极强的耐磨性,在500 ℃时主要受损方式为表面磨损[6]。因此,由于磨损所产生的粉末大多在1~3 μm的尺寸范围内,催化剂颗粒的尺寸仅略微减小[6]。而人们所面临的挑战是,由于不同来源的磨损,催化剂颗粒的粒度分布会随时间变化。研究人员建立了DMTO流化床反应器催化剂磨损模型,其所预测的催化剂磨损率在工业运行数据范围之内,这将会改善DMTO装置的催化剂磨损率问题。
《5. 可持续的 DMTO 技术》
5. 可持续的 DMTO 技术
DICP团队正在从催化剂和工艺两个方面追求 DMTO技术的可持续创新[7]。新型DMTO催化剂和两种更为先进的DMTO-II和DMTO-III技术已被成功开发并实现商业化。
《5.1. 创新的 DMTO 催化剂》
5.1. 创新的 DMTO 催化剂
为了进一步提高轻烯烃的选择性和甲醇转化率, DICP团队使用专门设计的纳米级SAPO-34分子筛以及更有效的合成工艺开发了一种新型DMTO催化剂。大连长兴岛新建了DMTO催化剂厂以用于该新型DMTO催化剂的工业生产。这款DMTO催化剂的首批生产已于2018 年11月实现。到目前为止,新型DMTO催化剂已经至少投入使用于4个DMTO装置。结果表明,新型DMTO催化剂可以显著提高低碳烯烃的选择性并降低焦炭-原料比。新型DMTO催化剂使得DMTO装置的实际重量时空速度从5 h–1提升到了8 h–1,从而使甲醇进料速率提高 50%。上述新型催化剂已成功用于宁夏宝丰能源集团的二期CTO工厂,这是一座新建成的CTO工厂,于2018 年投产(图3)。结果表明,生产1 t低碳烯烃时,DMTO 装置中的甲醇消耗量可以从2.97 t减少到2.85 t。
《图3》

图3. 宁夏宝丰二期CTO工厂,于2018年开工。采用新型DMTO催化剂,使该装置生产每吨低碳烯烃对应的甲醇消耗量降至2.85 t。
《5.2. DMTO-II 技术》
5.2. DMTO-II 技术
为了获得更高的低碳烯烃产出率,DICP团队开发了一种双功能催化剂,它既能催化甲醇制烯烃,又能催化C4+烃类裂解反应。基于这种催化剂,该团队开发了 DMTO技术的更新版本DMTO-II技术。在DMTO-II装置中,原本在DMTO装置中被视为副产品的C4+碳氢化合物可再循环到额外的流化床C4+裂解反应器中,以增加乙烯和丙烯产量,如图4所示。由于使用单一催化剂,因此甲醇制烯烃和C4+裂解反应器可共用一个流化床再生器,从而极大地简化了工艺流程并提高使用效率。2009年9月,DICP团队与相关合作者一起对DMTO示范装置进行了改造,并将其升级为DMTO-II示范装置。 2010年5月,DMTO-II技术的示范实验成功完成。2014年年底,蒲城清洁能源化工有限责任公司投产了首台甲醇进料速率1800 kt∙a–1的商用DMTO-II装置,该装置将乙烯和丙烯的产能提高到670 kt∙a–1。
《图4》
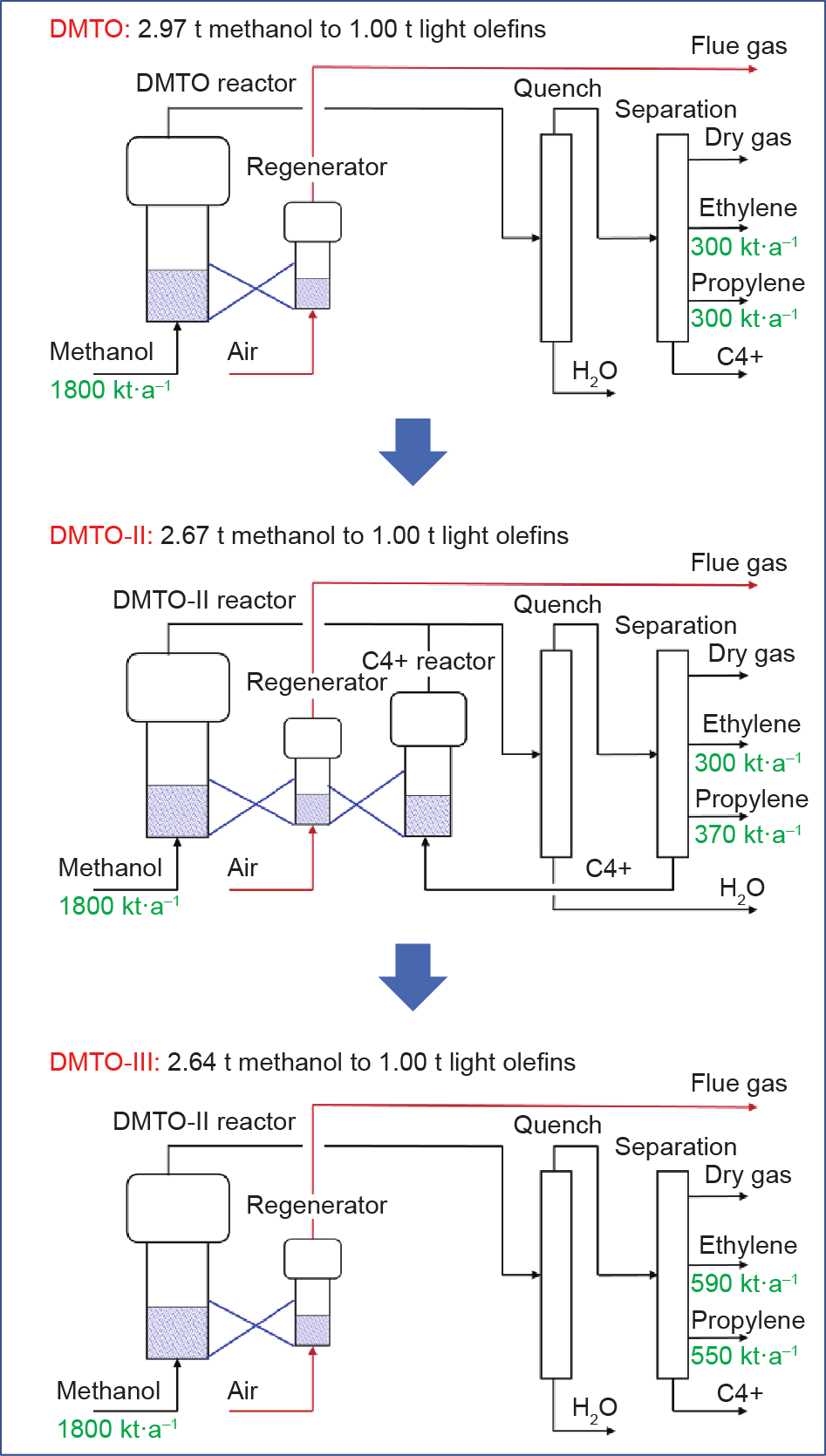
图4. DMTO技术的可持续发展。
《5.3. DMTO-III 技术》
5.3. DMTO-III 技术
在DMTO-II技术成功之后,DICP团队进一步开发了第三代DMTO(DMTO-III)技术,其中,甲醇制烯烃反应显著增强,甲醇可有效转化为乙烯和丙烯,产物烯烃选择性为85%~90%,无需回收C4+烃类进一步裂解。上述成果是通过改进反应器设计以及使用新型DMTO催化剂来优化沉积在催化剂上的焦炭分布而实现的。在 DMTO-III装置中(图4),即使在不回收C4+副产品的情况下,生产1 t乙烯和丙烯的甲醇消耗量仅为2.6~2.7 t,而在密相直径约为11.0 m的DMTO-III流化床反应器中,甲醇的进料速率可以达到3000 kt∙a−1 。这意味着单个 DMTO-III装置在不增加资本支出(CAPEX)的情况下,可以达到的低碳烯烃产能为1150 kt∙a−1 。2019年,DICP 团队在一个产能为1000 t∙a−1的DMTO-III 试点工厂完成实验。到目前为止,DMTO-III技术已经获批建造5个商业点。
《5.4. 甲醇制丙烯工艺》
5.4. 甲醇制丙烯工艺
对于丙烯需求的快速增长促进了丙烯专用生产技术的发展。DICP团队开发了一种多功能催化剂,它可以将甲醇转化为低碳烯烃(包括乙烯和丙烯),而后将乙烯转化为丙烯,并将C4+碳氢化合物裂解为丙烯 [7]。通过这种方式,DICP团队开发了一种甲醇制丙烯(DMTP)技术。其中,由于甲醇转化和乙烯转化需要不同的操作条件,同时结合DMTO反应器放大实验所积累的经验,他们设计了一个分级流化床反应器,以最大限度地提高催化剂的性能。此外,研究人员还采用分离式流化床C4+裂解反应器将C4+副产物转化为丙烯。该技术的中试(规模为300 t∙a−1 甲醇进料)于2015年年底完成,结果表明,丙烯总选择性可达到75%~80%。该技术目前可以获准进入市场。
《6. 结语》
6. 结语
随着14台DMTO装置的投产,DMTO技术在中国得到了很好的发展与证明。DMTO技术的应用正在改变我国低碳烯烃供应的战略和结构框架。这项技术也可以在其他煤炭、天然气和生物质资源丰富的国家发挥重要作用,因为这些资源可以很容易地用于甲醇生产。然而, DMTO技术一直在进步。在已成功实现商业化的DMTO 和DMTO-II技术的基础上,催化剂和反应器的开发进一步取得突破。这推动了高效的DMTO-III技术的发展,该技术可在单个流化床反应器中实现1150 kt∙a–1低碳烯烃产能。该项新技术无疑可以节省大量的资本支出(CAPEX),提高DMTO技术的经济性。同时,DMTP 技术也为丙烯的定点生产提供了一种更为灵活的方法,以适应市场短期波动。











 京公网安备 11010502051620号
京公网安备 11010502051620号




