《1.Introduction》
1.Introduction
Microwaves are electromagnetic waves with wavelengths that range from as long as 1 m to as short as 1 mm, and with frequencies between 300 MHz and 300 GHz. The microwave frequencies used in industrial applications are mainly 915 MHz and 2450 MHz [1–4]. At present, microwaves are considered to be a new energy utilization technology that has wide application prospects [3–6], such as communication, medical applications, material applications, chemical reactions, metallurgical engineering, and so forth. Among these possibilities, microwave heating technology is one of the main forms of microwave energy application; this heating technology possesses the advantages of being clean, highly efficient, energy saving, and environmentally friendly. In the field of metallurgical engineering, it has been demonstrated that some metal oxides and sulfides can be quickly heated by microwaves [7–9]. Materials such as ilmenite, magnetite, and galena can be heated to over 1000 °C within minutes using microwave irradiation. Microwave heating technology has the characteristics of selectivity, chemical catalysis, easily realized clean production, and automation [10]. The application of microwave heating to a metallurgical process is expected to render that process more efficient, energy saving, and environmentally friendly. In particular, the application of microwave heating to metal smelting and alloy production is likely to improve the traditional process, thereby improving the production economics. Important studies by researchers such as Rong et al. [11,12], Yang et al. [13], and Fan et al. [14] have examined the microwave-activated hot-pressing sintering of alloys. These researchers took advantage of microwave technology to change traditional hot-pressing sintering, and achieved very good application.
The present work attempts to apply microwave heating to tin smelting and the tin recycling industry. Powdered tin is mainly used in the production of solder paste, powdered metallurgy products, and so on. In the electronics industry in particular, solder paste has become a new type of welding material with better technology and added value [15]. At present, the industrial production of spherical tin powder adopts methods such as gas atomization, centrifugal atomization, and ultrasonic atomization [16]. The centrifugal method is the most widely adopted of these methods for the production of tin powder [17]. However, this process demands large-scale (75%–80%) tin powder recovery and re-melting. Furthermore, the small particle size, high surface energy, and easy oxidation of the powdered particles make it difficult to re-melt powdered tin using traditional methods. Hence, the present work attempts to apply microwave melting to achieve efficient recovery and utilization of tin.
《2.Experimental method》
2.Experimental method
《2.1. Materials》
2.1. Materials
Tin alloy powder was provided by Yunnan Tin Group (Holding) Company Limited, China. Its main components are tin (Sn), silver (Ag), and copper (Cu) in a Sn-3.0Ag-0.5Cu alloy. The powdered tin was prepared using centrifugal atomization at an atomization rate of 24 000–30 000 r·min–1. To produce a specific size of solder balls in the production of industrial tin powder, a large amount of raw material is re-melted and recycled after screening.
《2.2. Material characterization》
2.2. Material characterization
The morphology and particle size of the powdered tin were analyzed using scanning electron microscopy (JSM-5610LV, JEOL Limited, Tokyo, Japan). The heating rate of the tin powder was measured by thermocouple (Type-K). A platform for dielectric performance testing was established using the resonant-cavity method and dielectric property testing. The testing temperature ranged from room temperature to 1200 °C.
《3.Results and discussion》
3.Results and discussion
Fig. 1 shows the morphology and particle size of the powdered tin. This figure shows that the tin alloy powdered particles are all regularly spherical, with particle sizes ranging from 38 μm to 75 μm accounting for more than 90%. Different heating mechanisms occur during the microwave heating of metal powder [18], such as eddy currents, discharge, Joule heating, and so forth. Mishra et al. [19] reported that microwave interaction with metals is restricted to the surface only. The skin depth can be mathematically expressed as follows:

where f is the microwave frequency; μ is the magnetic permeability; σ is the electrical conductivity; ρ is the electrical resistivity; and λ0 is the incident wavelength. The skin depth of the microwave couples with the dimensions of particulate metals, as shown in Fig. 2.
《Fig. 1》

Fig. 1. The (a) morphology and (b) particle size of the powdered tin.
《Fig. 2》

Fig. 2. Schematic of microwave penetration of particulate metals.
In general, skin depth is relatively small in metals (varying between 0.1 μm and 10 μm); however, most metallic powders have equivalent dimensions. For powdered tin with a particle size range of 38–75 μm, the electrical resistivity ρ is about 11.3 × 10–8 Ω·m at room temperature and the skin depth is 3.377 μm. Thus, the “effective skin” (the portion of metal powder that couples with microwaves) can reach 24.66%–44.40% of the volume. The surface area and hence the “effective skin” are large enough to contribute to the heating of the surface area. Therefore, tin powders undergo volumetric heating through microwave penetration.
In addition, when microwaves act on metal particles, electrons gather on the surface. Under the action of the microwave electromagnetic field, an induced eddy current will be produced on the surface of the tin particle (Fig. 3). This induced electrical field generates a surface current, which causes resistive Joule heating in metal powders and promotes the migration of matter on the surface of metal particles. Thus, absorption and transformation of the microwave energy can be realized.
《Fig. 3》
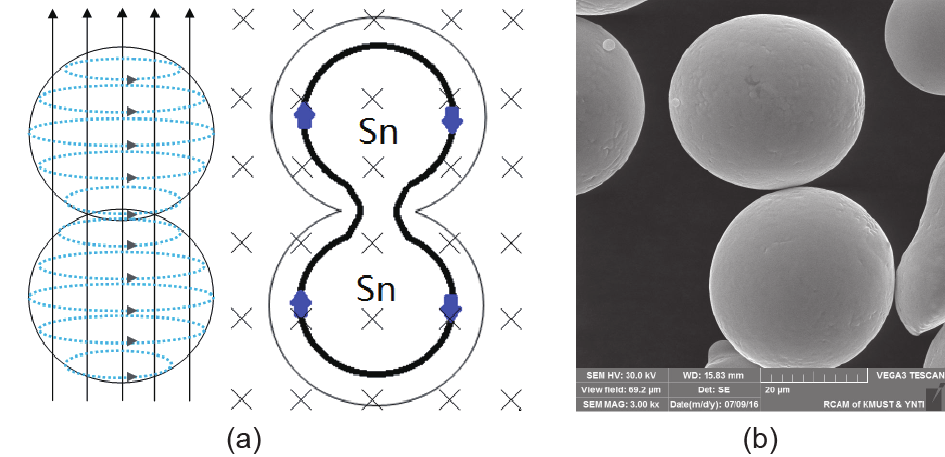
Fig. 3. (a) Schematic of the surface induced eddy current of tin particles in a microwave field; (b) scanning electron microscopy image of tin powder particles.
Furthermore, the mechanism of microwave heating of ceramic and dielectrically lossy materials has been widely investigated. Microwaves penetrate the dielectric material and generate an internal electric field within a specific volume, thus inducing polarization and the movement of charges. The internal, electric, and frictional forces attenuate the electric field to resist these induced motions. These losses result in volumetric heating [20]. Therefore, the dielectric parameter is an important index that reflects the ability of matter to absorb microwaves. In particular, the dielectric loss tangent is a measure of the ability of the material to convert electromagnetic waves into heat at a specific frequency and temperature [21].
There are two main loss mechanisms for non-magnetic materials: dipolar losses and conduction losses. Conduction losses dominate in metallic and high-conductivity materials, whereas dipolar losses dominate in dielectric insulators [10]. Metal powder can be considered as a composite material of metal and porosity.
We established a dielectric constant measurement system using the cylindrical resonant-cavity perturbation method (as shown in Fig. 4). During our experiments, we placed the sample in a cylindrical resonant cavity (TM0n0). The inner dimensions of the cavity were 1.9 cm (height) and 20 cm (diameter). The scattering parameters of the samples were measured by a vector network analyzer (E5071C, Agilent). High temperature was obtained by an eddy current heating. The dielectric constant εr′, loss factor εr′′, and loss tangent were measured at a frequency of 2450 MHz, and the temperature ranged from room temperature up to 1400 °C. We measured the change in dielectric parameters for tin powder in the heating process (Fig. 5). The results show the dielectric properties of powdered tin, with the dielectric constant increasing from 15 to 33 as the temperature increased from room temperature to 200 °C. However, the dielectric loss tangent is very low and decreases at temperatures above 100 °C. This result indicates that at temperatures above 100 °C, the effect of heating through dielectric loss will be reduced. Mondal et al. [2] also reported that powder compacts with a higher porosity and smaller particle sizes can interact more effectively with microwaves and are heated more rapidly. This finding shows that at higher porosity, the dipolar losses are higher. However, when the temperature is increased, the charge polarization is reduced due to the increase in thermal motion, resulting in a decrease in the dipolar loss. Therefore, conduction losses become the main heating pathway at high temperatures.
《Fig. 4》

Fig. 4. Dielectric constant measurement system: ① Cylindrical resonant cavity with cubic protector, ② cables, ③ the vector network analyzer, ④ data lines, ⑤ computer,⑥ heating system, and ⑦ lifting channel.
《Fig. 5》

Fig. 5. The (a) dielectric constant, (b) dielectric loss factor, and (c) dielectric loss tangent varies with different temperatures.
Experiments on the melting of powdered tin via microwaves were attempted, using 2.5 kW microwave power to melt 1.5 kg of Sn-3.0Ag-0.5Cu alloy. At a microwave melting duration of 11 min, the temperature rose to 524 °C (Fig. 6), with an average heating rate of 47.6 °C·min–1. This heating rate is at least 10 times higher than that of the conventional process. Chandrasekaran et al. [22] reported an experimental and theoretical investigation of the microwave melting of metals; they conducted experiments for the microwave melting of lead, tin, aluminum, and copper with the aid of SiC susceptors for auxiliary heating. Their results showed that microwave melting was twice as fast as conventional melting and more energy efficient, and that the conversion of microwaves to thermal energy was enhanced at higher temperatures. Luo et al. [23] reported the sintering of titanium in a vacuum by microwave radiation. Their results showed that microwave radiation is effective for heating titanium powder compacts with the assistance of microwave susceptors; it delivered an average heating rate of 34 K·min–1, compared with 4 K·min–1 using conventional vacuum heating in an alumina-tube furnace. Mondal et al. [2] reported the microwave heating of pure copper powder with varying particle size and porosity. Their experimental results indicated that the smaller the powder size, the higher the heating rate, and that compacts with higher porosity heat at faster rates.
《Fig. 6》

Fig. 6. Temperature rise curve for the melting of 1.5 kg of powdered tin by microwave heating (2.5 kW).
In addition, Mishra et al. [19] analyzed the heating behavior of metal powder in a microwave electromagnetic field. The power density (PEM) for microwave absorption by the metal particles can be expressed as follows:

where RS is the surface resistivity; E0 is the electric field strength at the surface; η0 is the impedance of free space (377 V); and r is the radius of the metal particles. Their results indicate that with an increase in microwave input power and a decrease in particle size, the microwave power density absorbed by the surface of metal particles increases. This finding is consistent with the results of the present work.
Fig. 7 shows the industrial-scale design of a microwave melting unit for the recovery of tin powder, with a 20 kW capacity. The device contains 20 microwave generators, each with a power of 1 kW and a frequency of 2450 MHz. The operating temperature of the device is maintained at 300–350 °C. The melting recovery of tin powder can reach about 270 kg·h–1, giving it an equivalent capacity of melting 2000 t of tin per year. The equipment is designed to melt tin powder in the presence of an inert medium such as nitrogen or argon, with a maximum operating pressure of 1.5 × 105 Pa. The design has the capacity to mix by stirring during the melting process. The temperature is measured using a thermocouple. Charging and discharging is carried out using a screw-lifting device at the bottom of the unit.
《Fig. 7》

Fig. 7. (a) The industrial-scale tin powder microwave melting unit; (b) the schematic of equipment structure.
The industrial-scale microwave melting unit is utilized to recycle tin powder. Fig. 8 shows the very fast heating rate for tin powder with particle sizes of 38–75 μm: The average heating rate reached 62 °C·min–1. Compared with conventional heating, the processing duration can be shortened by more than 10 times, coupled with at least a five-fold increase in heating efficiency. A recovery rate of 97.79%, a slag ratio of 1.65% (slag loss can be reduced by 4%), and other losses that are less than 0.56% can be achieved. The unit energy consumption is estimated to be 0.17 (kW·h)·kg–1, which is about 80% lower than that of conventional heating.
《Fig. 8》

Fig. 8. Temperature rise curve of tin powder melting by 20 kW microwave unit.
Fig. 9 shows tin ingots produced by microwave melting and casting using the semi-industrial-scale microwave melter, indicating a good performance. We have successfully applied this technology for commercial adoption with Yunnan Tin Group (Holding) Company Limited, thus contributing to far lower energy consumption than that of conventional technology. The success of this process also indicates that microwave melting technology can be applied to the preparation of alloys, metal smelting, alloy modulation, and so forth.
《Fig. 9》

Fig. 9. Tin ingots produced by (a) microwave melting and (b) casting.
《4.Conclusion》
4.Conclusion
In this study, we analyzed the morphology and particle size of tin powder prepared using the centrifugal atomization method. We studied the skin effect and dielectric properties of powdered tin, and carried out research on the microwave melting of tin powder. Our results showed that microwave heating greatly accelerated the heating rate and shortened the process time. The heating efficiency was improved and the energy consumption was greatly reduced. In addition, we designed and developed a new type of microwave melting equipment and applied it to industrial tin powder melting and recycling, thus improving the recovery rate of powdered tin and reducing the proportion of slag. The recovery of industrial tin powder by microwave melting achieved a very good application effect.
《Acknowledgements》
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (51204081), the China Scholarship Council (2011853521), the Yunnan Provincial Science and Technology Innovation Talents scheme—Technological Leading Talent of China (2013HA002), the Major Project of Applied Basic Research of Yunnan Province (2013FZ008), and the Scientific Research Fund of Yunnan Provincial Department of Education (2013Z118).
《Compliance with ethics guidelines》
Compliance with ethics guidelines
Lei Xu, Jinhui Peng, Hailong Bai, C. Srinivasakannan, Libo Zhang, Qingtian Wu, Zhaohui Han, Shenghui Guo, Shaohua Ju, and Li Yang declare that they have no conflict of interest or financial conflicts to disclose.











 京公网安备 11010502051620号
京公网安备 11010502051620号




