
《1 前言》
1 前言
现代化的高速数控加工中心具有主轴转速高、运行精度高、加工效率高的特点。转速和精度的提高是以高精度动平衡为前提的,但对于主轴而言,由于制造、安装误差以及材料的不均匀等因素,不平衡的存在是必然的。由于运转在高速下,主轴对不平衡控制的要求比通常转子更加严格,微小的不平衡都可能导致主轴回转精度的严重丧失乃至轴承支承系统的失稳。只有将主轴残余不平衡量控制在一定范围内,才能抑制主轴在高速运行过程中的失衡振动,保证零件的加工精度。
为减小主轴的不平衡,在设计之初应尽量避免不对称结构,在加工装配过程中尽量减小误差。即便如此,主轴不平衡也不可能被完全消除,因此,主轴出厂时会进行初始动平衡以减小主轴失衡量。然而,主轴刀具微小的不对中、磨损或粘刀仍会破坏原有的动平衡。另外,主轴刀具系统受切削力激励、热变形以及高速旋转离心力等复杂工况的干扰,也会破坏主轴的动平衡,从而使得高速机床主轴系统的稳定性被破坏。显然,若每次都采用传统离线停机动平衡的方式来消除微小失衡量,就意味着自动化环节的中断,破坏了高效加工的原则。因此,开展高速主轴动平衡与其在线控制技术的研究,能充分发挥高速主轴的效能,保障机床的长期稳定和高效运行,进而提高我国机床工业和机械制造业的整体水平。
《2 高速主轴动平衡及其在线控制技术现状及分析》
2 高速主轴动平衡及其在线控制技术现状及分析
《2.1 不平衡识别技术》
2.1 不平衡识别技术
经典的柔性转子动平衡方法可大致分为两种类型,即模态平衡法[1] 和影响系数法[2] 。这两种方法各有其局限性。对模态平衡法而言,其不平衡识别受支承特性的影响较大,用于轴系平衡时临界转速附近不易获得的单一振型。对影响系数法而言,在高速下平衡时启动次数多,高阶振型敏感性降低。因此,Parkison等[3] 提出了综合平衡的概念,即在影响系数法的基础上利用模态平衡法中的振型分离的特点选择平衡参数。这种方法一定程度上结合了二者优点,但仍需多次试重。
为提高平衡效率和精度,国内外学者近年来在低速动平衡和无试重动平衡等方面展开研究。传统平衡方法平衡柔性转子时必须在高速下进行,否则只能进行刚性转子的动平衡。低速动平衡技术[4~6] 正是在这种背景下发展起来的,其通过分析转子在临界转速前后振动特性的变化规律,通过信号处理等方式在低速下获取转子高阶振型信息,并根据一定策略将多阶振型不平衡量予以分解及校正,从而达到平衡的目的。无试重平衡技术是一种“不需要对转子添加试重就能得出转子不平衡幅值与相位” 的新方法,该技术可主要分为两大类:a. 通过建立动力学模型,结合失衡振动数据精确反求出不平衡质量,其本质上属于转子不平衡参数辨识过程。这类方法在平衡效率上有较大优势,得到国内外研究的重点关注[7~9] ;b. 建立转子不平衡与振动信号间的映射机制,通过优化算法使仿真不平衡响应与测量不平衡响应间的差异达到最小值,从而得到不平衡量。这类方法不受反问题病态程度的影响,但是由于大型转子不平衡未知数多以及相关平面的存在,成为制约这种方法的“瓶颈”[10, 11] 。
总体来说,不管动平衡技术如何发展,始终要遵循科技促进生产力这一宗旨。因此,如何提高平衡精度、效率是所有动平衡技术的核心所在。虽然无试重平衡方法还远未形成系统化的平衡理论,但无试重平衡技术所体现出来的高平衡效率使其成为国内外研究的热点。同样,现有的低速平衡法虽然还远没有成熟,但低速平衡法可以简化动平衡过程、提高动平衡安全性及效率。因此,如何在低速下更准确地平衡柔性转子也必将成为高速主轴动平衡技术的发展趋势。
《2.2 在线自动平衡技术现状及分析》
2.2 在线自动平衡技术现状及分析
转子在线自动平衡技术主要包括被动平衡技术和主动平衡技术。被动平衡技术的原理在于:当柔性转子工作在临界转速以上时,其原始不平衡与振动响应呈钝角,配重块会受离心力作用自动补偿原始不平衡。该技术精度有限,在工业现场较少应用。主动平衡技术采取由外部输入能量的控制方式主动实现转子自动平衡。通常分为两类:一类是直接主动振动控制,它直接在旋转物体上施加外力抵消不平衡导致的离心力,达到抑振的目的,外部力一般通过电磁力、液体冲击力等形式施加。另一类是质量重新分布控制,它利用随转子共同旋转的平衡终端对转子进行平衡,平衡终端内部可以通过调整质量分布改善不平衡状态。
国内外关于自动平衡技术方面的研究较多,加拿大学者Van de Vergte[12] 首先研究出一种通过位置可控的配重质量实现平衡调整的主动动平衡装置,质量块由电机驱动,可沿固定于平衡终端的运动路径移动。1998年,浙江大学曾胜等[13] 研制了基于电机原理的电磁式,其通过向定子线圈通直流电,驱动平衡盘转动,最高运行转速为3 000 r/min。1999年,美国学者 Dyer 等[14] 研制出一种由电磁力驱动的平衡装置,该装置中含有配重质量的动环随转子旋转,工作时由固定在主轴法兰位置的静环提供电磁力驱动动环上的质量块旋转,从而改变平衡终端中的质量分布。2006 年,韩国学者 Moon 等[15] 基于类似的原理,研制出一种电磁式平衡装置,并通过影响系数法在转速为14 400 r/min时实现了主轴平衡实验。2006年,北京化工大学高金吉等[16] 研究了通过持续喷液产生可控液体冲击力的平衡装置,并仿真验证了其可行性。2008 年,日本学者 Nakamoto 等[17] 设计了一种新型的采用磁流体作为平衡质量的平衡装置(见图1),其通过改变平衡终端外围磁场的分布达到改变终端内磁流体分布的目的,该装置在6 000 r/min时进行了验证。
《图1》

图1 磁流体主动平衡装置
Fig.1 Active balancing mechanism using magnetic fluid
2011年,西安交通大学梅雪松等[18] 提出一种基于压电驱动原理的平衡执行装置原理,通过无线感应变压器驱动压电陶瓷片产生面内驻波振动,进而驱使安装有配重质量块的动环旋转,改变主轴转子质心,该方案具有自锁功能,调整精度较高,适合高速高精度转子平衡,其结构如图2所示。同年,北京化工大学黄立权等[19] 研究了转子同频振动的在线抵消策略,对转子同频振动及电磁力可控特性进行了分析。2012年,西安交通大学马石磊等[20] 提出一种基于静磁场的新型电磁动平衡装置,并在5 000 r/min时在滑动轴承支承主轴中得到验证,该装置仅需在待平衡转子上加工特定形状凸台,即可产生用于抑制失衡振动的同频电磁力,其附加质量较小,在高速转子平衡方面有一定优势。
《图2》

图2 动平衡调整机构结构图
Fig.2 System structure of balancing adjustment mechanism
从平衡原理可知,直接主动振动控制方式响应迅速,便于实时控制,但其并没有从本质上消除导致振动的不平衡量,而是通过施加外力强行抵消失衡离心力,当主轴运行至超高速时,离心力急剧增大,系统往往难以产生足够大的外力来抑制振动。此外,这种平衡控制方式需要系统始终处于使能模式,对于重型转子而言,相对耗能较大。最为关键的是,若遭遇断电等意外情况,在高速旋转的转子将会瞬间丧失平衡状态,容易发生不可预估的风险。根据上述现状分析同样可知,质量重新分布控制方式相对应用较广,其主要可分为3种类型。
1)通过可控微型电机驱动质量块移动的电机驱动式。这类装置易于实现,平衡状态利于保持,但机械结构复杂,尺寸较大,限制了平衡转速的提高。
2)通过电磁力改变平衡质量块分布的电磁力驱动式。这类装置机械结构及控制系统都比较复杂,且温度过高时,永磁铁容易退磁,同时会受强磁场干扰。
3)通过外部填充质量材料以改变转子质量分布的外部喷液填充式。这类装置是唯一能实现定向质量补偿的控制技术,不用向平衡终端输送驱动控制信号,省略了配重块路径寻优过程,且其结构简单,易于轻量化。但其平衡精度受容腔形状和液束控制精度的共同影响,需要合理设计系统参数。
综合来说,尽管自动平衡技术已取得了较大的进展,并且国外已有较为成熟的产品,但出于商业利益的考虑,这些公司的相关技术研究资料对我国垄断,仅能在相关网站查到产品简要介绍。我国从 20世纪80年代开始,对在线动平衡技术也进行了大量的研究,但平衡转速基本都在5 000 r/min以下,平衡精度也不太高,和世界上先进水平相比仍有较大差距。目前对于在线平衡装置主要还是依靠国外进口,并且价格十分昂贵,甚至与主轴价格持平。因此,有必要研究能满足高速高精度要求的在线自动平衡调整装置,提升我国高速主轴在线动平衡水平。
《3 喷液式在线动平衡技术》
3 喷液式在线动平衡技术
《3.1 工作原理》
3.1 工作原理
西安交通大学在喷液式在线动平衡技术方面开展了深入研究,构建了如图 3所示的在线喷液式动平衡系统的原理图。系统主要由平衡终端、液压系统、测控系统等几部分组成。平衡终端由内圈和外圈过盈配合构成,整个结构装配后可形成沿圆周均匀分布的4个容腔,可用于存放平衡液体,改变旋转部件的质量分布。液压系统包括液压泵、稳压阀、电磁阀及喷头等结构,主要用于产生一定压力的液体束,便于喷射入平衡终端径向位置上的液体槽中。测控系统中包括传感器和控制器两部分。传感器主要为振动传感器和速度传感器,用于采集转子振动信息及转速,为控制器提供数据支撑。控制器主要根据转子振动状态的变化,判断失衡方位,通过阀组件控制平衡液体喷射方位、时间。
《图3》
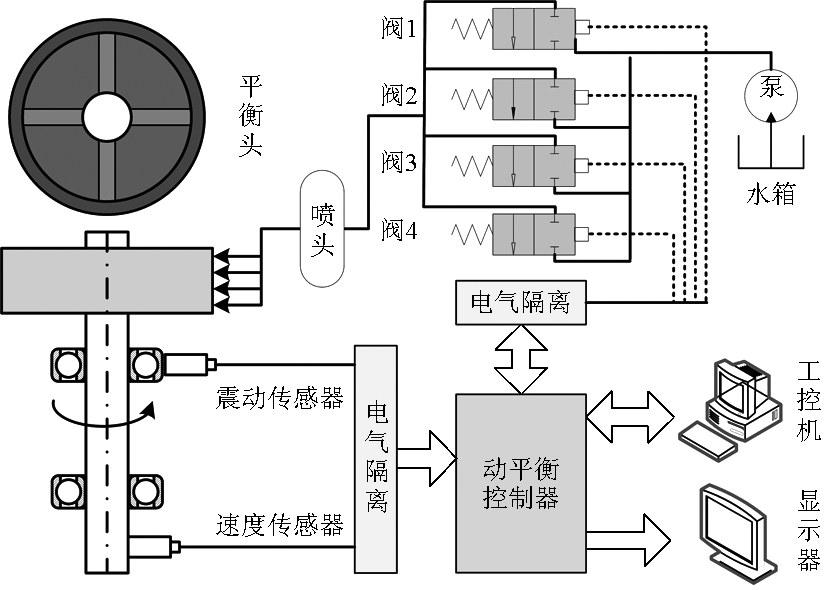
图3 系统工作原理图
Fig.3 Working principle diagram
系统工作过程中,首先由振动传感器拾取由于主轴转子的原始不平衡量导致的振动,并将该振动信号经控制器计算得出相应的喷液质量,再由阀组件控制电磁阀液体注入对应的平衡终端,平衡终端旋转的时候,腔内液体会因为离心力而附着在外侧腔壁上,通过这种方式来调节质量分布,进而进行动平衡,这就是喷液式平衡系统的工作原理。
平衡终端是喷液式动平衡系统中的核心部件,其随转子高速旋转,能否保证平衡液在高速下准确进入平衡液容腔是整个系统成败的关键。如图 4所示,平衡终端结构由两部分组成,包括依靠套筒实现轴向定位的平衡终端内圈,以及通过过盈配合固定在内圈外壁上的平衡终端外圈。整个终端结构的内圈和外圈通过过盈配合装配,整体通过锥面配合安装在主轴上同主轴一起旋转。当4个液体腔充满平衡液时,整个平衡终端重量约为350 g。相比较于工业现场常用的几千克甚至几十千克的平衡终端而言,其在同类产品中重量优势非常明显,有利于该平衡终端在高速下应用。
《图4》

图4 平衡终端结构设计
Fig.4 Structural design of balancing terminal
液压系统是给动平衡装置提供精确喷液的装置,在符合产品精度的要求下确定参数,然后根据参数完成部件选型。液压系统主要由液压泵、稳压阀、电磁阀和喷头等组成。其中,液压泵是液压系统的动力元件,其作用是将泵体的机械能转换成液体的压力能,它向整个液压系统提供动力(见图 5a);稳压阀作用在于使系统保持一个稳定并且可调节的压力,保证特定时间内喷嘴所喷射的液量可控(见图5b);电磁阀用于控制液体通断,其响应时间和响应频率直接影响平衡装置的效率和精度(见图5c)。
《图5》

图5 液压系统构成
Fig.5 Hydraulic system
系统动平衡测控系统主要完成三部分功能。首先,实现振动数据的滤波、转频提取等处理,得到精确表征失衡量的振动信息;其次,根据内置动平衡控制策略,判断失衡量所在方位、大小;最后,控制器发出控制指令、驱动电磁阀机构,实现平衡液喷射操作。动平衡测控系统如图6所示。
《图6》

图6 动平衡测控系统
Fig.6 Measure and control system
《3.2 实验及分析》
3.2 实验及分析
为验证喷液式自动平衡装置在高速下的平衡效果,西安交通大学基于150SD40Q7型的电主轴构建高速主轴动平衡实验平台,图 7为实验现场。其中,电主轴采用两端伸出设计,电机位于主轴中央,两侧分布支承轴承,主轴两端伸出可用于安装喷液式自动平衡装置终端。该主轴采用油气润滑方式,内部采用高速陶瓷球轴承支承,振动传感器安装在对应轴承位置的主轴外壳顶端。考虑到高速实验的危险性,主轴外围安装了防护罩。
《图7》

图7 高速电主轴动平衡实验现场
Fig.7 Balancing test platform of high-speed spindle
实验过程中,高转速的动平衡从低速到高速逐步进行。由于转速的增加,在低转速下的不平衡量振动会随着增加,因此对于初始的不平衡量要进行校正,在16 500 r/min时进行低速粗平衡,在20 700 r/min 时进行高速精细平衡,然后将主轴升速至工作转速运行,观察主轴振动状态,最后降速至停机。两次自动平衡效果分别如图 8和图9所示。
《图8》

图8 16 500 r/min平衡前后效果
Fig.8 Balancing effect at 16 500 r/min
《图9》

图9 20 700 r/min平衡前后效果
Fig.9 Balancing effect at 20 700 r/min
从图 8可以看出,主轴升速至16 500 r/min时进行第一次动平衡,平衡后振动值由 2.41 mm/s 降至 0.05 mm/s,之后继续增速,同时检测不平衡量振动值,当转速达到20 700 r/min的时候,失衡振动随着转速升高而增大,此时进行第二次动平衡。从图 9 可以看出,二次自动平衡后,不平衡量振动值由 1.60 mm/s 降至 0.34 mm/s。且随着平衡过程的进行,主轴噪音显著降低,基座振动下降亦非常明显。此外,对比图8与图9可以看出,16 500 r/min时的平衡效果比20 700 r/min时要好,这主要是由于高转速下,非失衡故障导致的转频振动也会有一定量的增加,这影响了最终振动抑制的效果。总体而言,喷液式自动平衡装置对于机床主轴平衡效果明显,有助于提高主轴运行稳定性,保证主轴回转精度。
《4 结语》
4 结语
尽管国内外对在线自动平衡技术进行了深入研究,但现有的在线动平衡装置多数应用在磨床砂轮主轴、风机、航空发动机等大型集中量式旋转机械动平衡中,对用于超高速加工中心主轴的平衡装置研究较少。显然,待平衡转子质量越小,对在线动平衡装置的轻量化要求就越高;待平衡转子转速越高,对在线动平衡装置的平衡精度就越高。实验结果表明,西安交通大学研制的高速主轴喷液式在线自动平衡装置能在 20 700 r/min 时完成自动平衡 操作,并将不平衡量振动值由 1.60 mm/s 降至 0.34 mm/s,有效完成了高速主轴的失衡振动在线抑制,提升了主轴的动态性能。
受复杂支承形式、加工状态、主轴转子结构布局等诸多因素影响,动平衡技术仍有许多值得探索的问题,随着现代加工技术标准的不断提高,在线自动动平衡技术也必须朝低附加质量、高精度、快速响应以及智能化方向发展。总体而言,本文所论述的主轴自动平衡技术能有效保障机床主轴的平稳、精确运行,对于提高国家装备制造业的水平具有一定的理论意义与实用价值。











 京公网安备 11010502051620号
京公网安备 11010502051620号




