

《1 引言》
1 引言
板带材轧制已有几百年历史, 从美国1891年建成2 800 mm四辊中厚板轧机开始到现代化四辊轧机也有一百多年了。对板带材的要求主要有二个方面, 一是几何尺寸精确度, 二是物理性能。就几何尺寸而言, 为了能保证更换钢种、规格后第一卷钢材命中目标值, 20世纪60年代初美国采用了计算机设定控制, 达到了比人工经验更精确地设定各机架辊缝和速度。由于采用了静态设定参数方法, 当系统受到随机扰动时, 引起轧件沿长度方向的厚度波动。当时以压力作为输入信号的厚度控制方法已研究成功, 很快地应用在热连轧机上, 提高了产品尺寸精度。厚度自动控制系统 (AGC) 采用压力正反馈, 为保持厚度定值来调节辊缝时更加大了压力波动, 它直接损害了板横向精度和平直度 (出现波浪) , 所以板形控制问题引起了极大的重视。从60年代起, 轧制理论和技术主攻方向就放在如何提高板形质量上。
几十年来为提高板形质量的创新技术主要在装备方面, 如HC轧机, PC轧机, VC、CVC、UPC、DSR轧辊等。但是, 这些装备要大量投资, 而且使控制系统越来越复杂, 造成一次建设投资和生产费用增加。在这些装置发明前, 主要用配轧辊凸度和负荷分配方法控制板形质量。70年代欧洲和日本在计算机设定控制的条件下, 用此法能大幅度提高了板形控制质量。日本川崎水岛等厂数据
笔者提出的板形测控方法
《2 板形最佳轧制规程的设定计算方法》
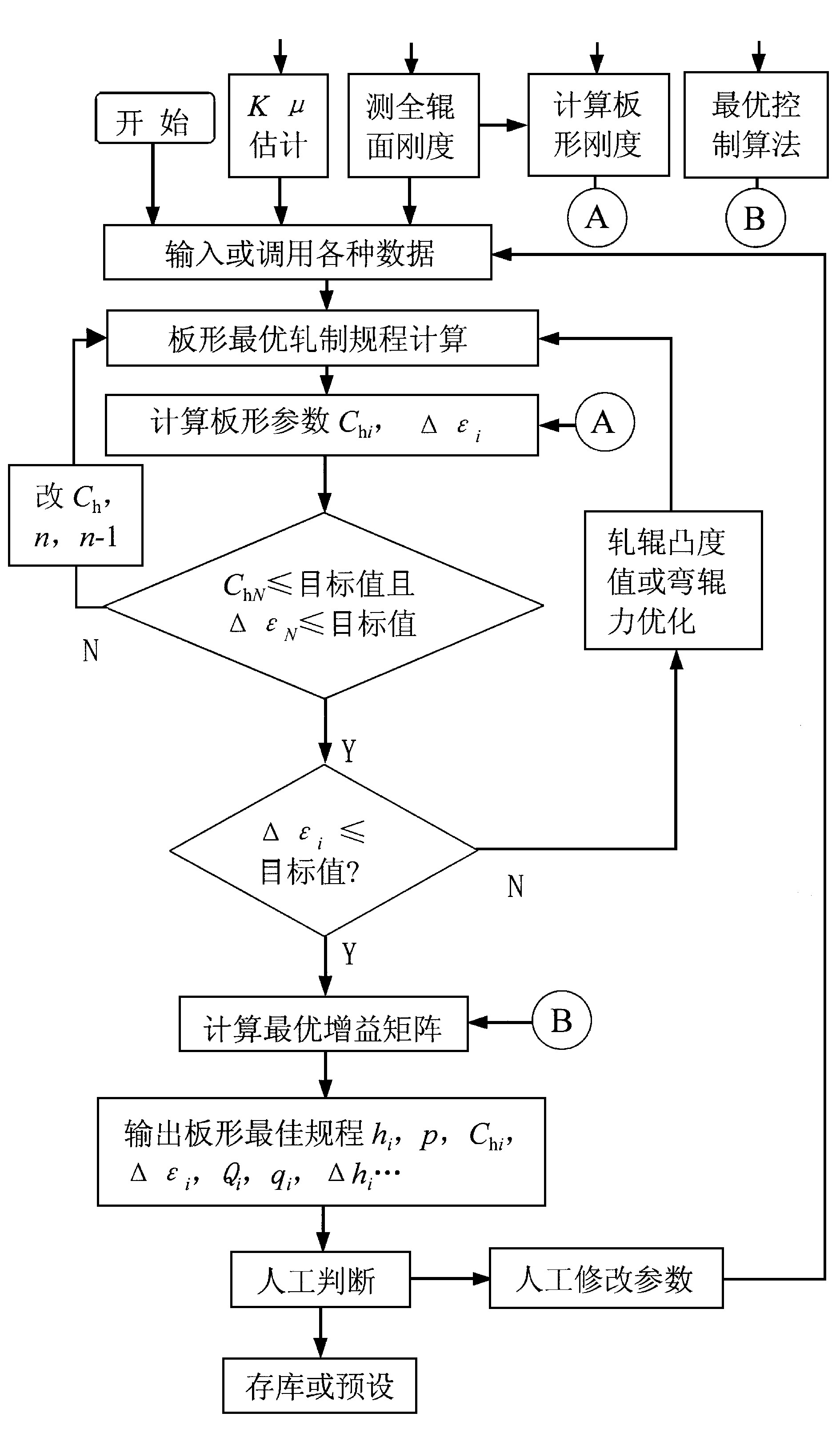
2 板形最佳轧制规程的设定计算方法
板形最佳轧制规程的设定计算方法, 是在已推广应用的综合等储备方法中增加控制板凸度参数Ch, 在规程计算的同时计算出各机架i (道次) 的板凸度Chi和平直度Δεi值。并判断ChN, ΔεN是否命中目标, 其它机架的Δεi是否在允许范围内, 如果合适, 就是板形最佳轧制规程, 否则, 自动或人工修改Ch, n, n-1参数, 直至达到板形技术指标要求, 从而确定为板形最佳轧制规程。n、n-1为调节平直度的参数。综合等储备方法和热连轧分层递阶智能控制结构见文献
《3 咬钢前辊缝和速度的精确设定》
3 咬钢前辊缝和速度的精确设定
精轧机在钢坯出炉后就计算板形最佳轧制规程, 规程计算时所用的板宽、板厚和温度等都是按经验参数设定的, 它与粗轧后的数值有偏差, 所以, 在粗轧后和精轧机咬钢前要对精轧机的辊缝和速度进行精确设定。该设定计算用影响系数矩阵 (雅可比阵) 和协调推理网络
Table 1 The optimal rolling schedule and main parameters
《表1》
| i | h/mm | p/MN | Q/MN·mm-1 | q/kN·mm-2 | Ch/mm | Δε/I |
1 | 21.51 | 25.068 | 2.182 | 2.59 | 0.1515 | 70.0 |
2 | 12.22 | 23.598 | 2.540 | 3.10 | 0.1423 | 25.3 |
3 | 8.53 | 22.119 | 5.994 | 8.13 | 0.1260 | 26.0 |
4 | 6.12 | 22.119 | 9.178 | 13.05 | 0.1194 | 61.9 |
5 | 4.45 | 22.119 | 13.245 | 19.60 | 0.0929 | 38.5 |
6 | 3.38 | 20.649 | 19.298 | 29.91 | 0.0735 | 34.1 |
7 | 2.92 | 11.789 | 25.628 | 43.12 | 0.0262 | 30.2 |
*来料厚度33 mm, 轧机板形刚度69.5 kN·mm-2, 宽度1 830 mm, 辊面长度2 050 mm, 压下螺丝间距3 150 mm, 工作辊直径800 mm, 支撑辊直径1 630 mm, p为轧制压力, h为板厚, Q为塑性系数, q为轧件板形刚度
《4 板形板厚在线闭环最优控制》
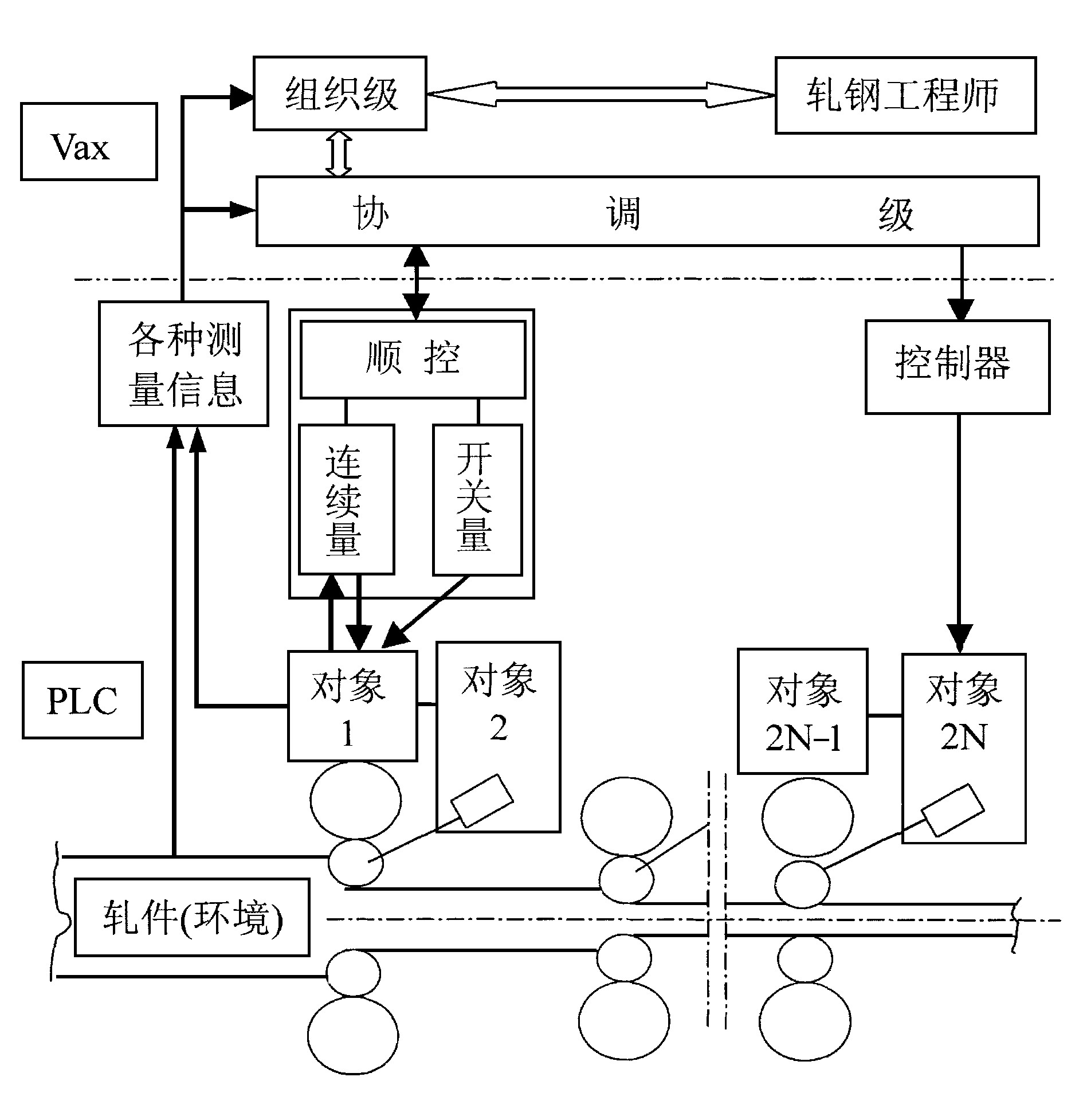
4 板形板厚在线闭环最优控制
中厚板分层递阶智能控制系统
热连轧中轧制一卷钢需要一分钟多, 轧件温度有明显的变化, 轧制过程是轧制加速的过程, 轧辊热凸度也在变化, 这种情况现行系统只采用了开环控制, 即设定合理的加速度来保证出口温度接近定值。厚度是由AGC来保证, 但轧件温度变化时, 由AGC来保证厚度定值时必然要影响板形质量, 这也就是在CVC、PC条件下板凸度控制水平不太高的原因, 仅与文献
《4.1热连轧穿带过程的板形板厚闭环最优控制》
4.1热连轧穿带过程的板形板厚闭环最优控制
从中厚板分层递阶智能控制的经验来看, 在轧机装备水平比较低的条件下, 通过协调推理精确设定辊缝值和绝对值方式动态设定AGC, 同板差和异板差的精度指标已高于国外先进水平。实施板形板厚双目标闭环最优控制时, 微小的厚度改变量不会对板厚控制精度有很大影响, 但这对热连轧就十分重要, 因为板带越薄板形问题越突出, 所以实施板形板厚双闭环控制是很有必要的。
穿带过程从第一机架咬钢开始, 咬入后可测得轧制压力及辊缝实际值, 由弹跳方程计算出板厚h1, 由板形方程计算出板凸度Ch1和平直度Δε1, 代入式 (1) 求得Δh1, ΔCh1, Δ2ε1。
式中he1, Che1, Δεe1分别为板形最佳轧制规程设定厚度值、板凸度值和板平直度值。
将ΔCh1、Δ2ε1代入贝尔曼动规划得出的最优闭环板形控制方程式:
求得第二机架的压下量修正值。增益矩阵Kij是根据厚度为控制量的板形二维状态方程和二次型目标函数, 按贝尔曼动态规划方法得出
由式 (2) 求得动态负荷修正是Δh2。对于用绝对AGC方式, 第二机架的辊缝校正量按下式计算:
式中:Q2为轧件塑性系数;M2为轧机刚度;Δp2为轧制压力修正量;ΔS2为辊缝修正量。
同理, 可以求得其它各机架的动态压下量修正值。这种穿带校正方法与以往的头部补救方法不同点是它能保证板厚和板形最优地命中目标值。
《4.2热连轧过程中板形板厚闭环控制》
4.2热连轧过程中板形板厚闭环控制
目前具有板形控制装置的连轧机, 一卷钢轧制过程中CVC串动量和PC交角是不变的, 主要用弯辊装置实现板形控制, 并采用分割各机架独立的板形板厚解耦控制。以每一个机架为独立对象, 当压力变化时由压力AGC保持该机架厚度不变。AGC的压力采用了正反馈, 过大的压力变化会影响板形, 通过改变弯辊力来保证板形质量。由于热连轧过程的复杂性, 这种分割各机架的板形板厚解耦控制方法很难达到预期效果, 而且不断地改变弯辊力要消耗电能。本文提出的板形板厚协调闭环最优控制, 则将连轧机组作为一个控制对象, 实施互联控制, 当穿带完毕即正常连轧后, 成品机架后的测厚仪、板凸度仪、平直度仪等都测得了板卷头部板形、板厚值。通过自适应计算, 校正了辊缝零点和各机架厚度。由弯辊力和轧辊实时凸度为控制量的板形状态方程, 求得轧辊实时凸度。板形方程用校正后的参数, 计算出各机架板凸板Chi和平直度Δεi。将这些值都记录下来, 作为本卷钢的锁定值 (基准值) 。每5s左右计算一次压下量的修正值, 称第二类动态负荷分配。每次算完压下量修正值后, 通过式 (3) 计算出动态设定AGC的压力、辊缝锁定值的修正量并实施, 完成了一次第二类动态负荷分配。当达到稳态时, 重复上述操作, 再进行下一次第二类动态负荷分配, 直到本卷钢轧制结束。使成品厚度和板形达到目标值。
热连轧过程中自适应计算是很重要的一环。通过成品机架板凸度ChN和平直度ΔεN的预报值与实测值之差可以估计出轧辊的实时凸度值。计算出本块钢的轧辊实时凸度值后就可以对下一块钢进行参数自适应计算。轧辊的实时凸度值的计算方法是采用解析板形方程线性化后推导出的状态方程, 由贝尔曼动态规划或最小二乘法计算出。该方法与目前热轧厂所采用的方法是不同的, 其特点是在建立状态方程后, 采用现代控制论中的最优化方法求出轧辊的实时凸度值;而目前热轧厂采用的是通过实测轧辊凸度值或者用有限元计算方法建立轧辊的热凸度和磨损的静态模型, 这是一种静态建模方法, 模型很复杂, 且精度不高, 无法利用实测数据进行自适应计算。
综述以上过程:用综合等储备负荷函数的方法计算优化轧制规程和影响系数矩阵, 是属于静态规划的问题, 同时, 在采用协调推理网络 (专家系统) 精确设定辊缝和速度之后, 并在穿带过程中通过动态负荷分配就可以达到板厚和板形的最佳目标值;为抑制扰动的影响采用了第二类动态负荷分配方法, 由修改动态设定AGC辊缝和压力锁定值来实现。总的目标是控制板形、板厚恒定, 主要特点是建立了厚度、板形状态方程, 并采用了自适应算法。
《4.3板形最优闭环控制的数学模型和算法》
4.3板形最优闭环控制的数学模型和算法
机械板凸度结构公式
Xi=AiXi-1+Biui (4)
X′i=A′iX′i-1+B′iu′i, (5)
式中:hi—板厚;Chi—板凸度;Δεi—平直度;qi—轧件板形刚度;mi—轧机板形刚度;Ci—机械板凸度;Fi—弯辊力;pi—轧制压力;b—钢板宽度;L—辊面宽度;ξi—板形干扰系数;Qi—轧件塑性系数;ΔCti—轧辊实时凸度;i—机架序号。
二次型目标函数:
式 (4) 和式 (6) 构成了最优控制的数学模型;式 (5) 和式 (6) 构成了估计轧辊实时凸度ΔCt和最佳弯辊力设定的数学模型。式 (6) 中半正定矩阵Fi和Qi取值不同, 可调节板厚与板形的精度比例, Ei为单位矩阵。根据系统的数学模型, 可以用动态规划或最小值原理或变分法求解, 如用最简便的贝尔曼动态规划求解动态负荷分配。这是一个典型的多阶段决策问题。
这里需要说明一点, 动态规划早已用于求解最优轧制规程, 但由于计算量大无法在生产中实时应用。这里动态规划用法与以前不同:用综合等准备负荷分配方法求出最佳板形轧制规程后, 对在线控制中各种扰动导致板形板厚偏离静态设定的最优轨道, 采用了动态规划求解动态负荷分配并设定之, 使其偏离达到最小值, 实例操作过程见发明专利
《5 讨论》
5 讨论
《5.1轧机结构发展趋向变化》
5.1轧机结构发展趋向变化
随着提高板带材尺寸精度要求不断增加轧机刚度, 特别是60年代以后, 提出高刚度高精度的论断, 并以刚度大小代表轧机的水平。在压力AGC为主体的厚度自动控制系统推广应用后, 原以为可以改变这种局面, 因为理论上液压AGC可使轧机刚度达到无限大。但是, 在板形理论发展一直跟不上厚控理论发展水平的情况下, 提高板形质量主要依靠装备创新, 而装备的作用也主要体现在增加轧机的横向刚度上, 如HC轧机和VCL轧辊。所以, 高刚度高精度的概念一直是支配轧机结构发展的主导思想。
本文提出的板形板厚设定控制方法, 改变从机械上提高轧机刚度思路, 而是降低轧机的刚度。新板形理论出现, 改变了轧机的设计思想, 并体现了新理论的意义和价值。例如, 轧机横向刚度由60 MN·mm-1减小到30 MN·mm-1:通过压下量改变1 MN的轧制力, 对于横向刚度为60 MN·mm-1的轧机, 板凸度调节量为16.7 μm, 而对横向刚度为30 MN·mm-1的轧机, 可改变板凸度33.3 μm。当然不是刚度越低越好, 应有一个合理值, 这个合理值采用50年代的轧机刚度较为合适, 如鞍钢1 700 热连轧机的刚度。由于刚度降低减小了牌坊立柱截面积和轧辊直径, 其它设备也随之轻型化, 这样使一次建设投资降低, 轧辊直径减小还使生产能耗降低, 所以, 轧机轻型化含有巨大的经济效益。
《5.2对多种板形控制装备的分析》
5.2对多种板形控制装备的分析
板形理论未突破前, 主要靠发明新型板形控制装备来提高板形质量, 其中采用弯辊法比较简单, 它是把平衡轧辊自重的液压改进为一个弯辊系统, 这是各国普遍采用的方法。HC轧机、PC轧机, CVC轧辊, VC、DSR等多种方法的出现是由知识产权原因引起的。这些方法各有千秋, 能否用好, 还在于板形理论水平和操作经验, 以PC, CVC为例, 它们实际控制板形的水平各公司间差别很大, 从国内目前引进这些设备的应用情况看, 比70年代日本川崎采用经验负荷分配方法控制板形的水平提高并不明显。
《5.3动态设定型板形板厚自动控制方法的使用范围》
5.3动态设定型板形板厚自动控制方法的使用范围
本文主要论述动态设定型板形板厚自动控制方法在无板形控制装置的板带轧机上的应用, 但它也完全适用于有各种先进板形控制装备的轧机。在这些轧机上应用会进一步提高板形板厚控制精度, 并大大简化设定计算。对于普通四辊热连轧机, 应用该方法和最佳配辊凸度及合理调度, 可使板凸度达到±20 μm水平, 在PC、CVC轧机上应用, 可达到±15 μm, 争取达到±10 μm水平。
《5.4解决我国板带轧机板形问题的可操作方案》
5.4解决我国板带轧机板形问题的可操作方案
由于板带轧机类型不同, 在策略上采取优化措施是十分重要的, 根据国内轧机的实际装备条件, 用板形板厚动态设定方法来提高板带板形精度和机械物理性能, 拟采取以下步骤。
第一步, 选取板形控制装置和测量仪表齐全的热连轧机, 利用其正常工况下的采样数据, 验证板形测控模型的正确性和论证应用新方法提高设定精度的可行性。
第二步, 在该连轧机上完成新方法的在线应用, 证明其确实效果。在上轧机实验前, 要进行计算机仿真实验, 并将新方法转化为现行控制系统的操作方法。在不改变在线程序的情况下进行新方法实验。
第三步, 推广应用分两种情况:一种情况为具有CVC, PC等板形控制技术的热连轧机, 实现超级钢工业化生产, 按性能要求制定的压下规程, 要求后面道次压下量为一定值, 造成非常规轧制压力分布, 并用CVC或PC装置和模型设定方法仍然可达到板形目标要求, 充分发挥CVC, PC等板形控制装置的功能;另一种情况为无板形控制装备的热连轧机, 以及冷连轧机、可逆式轧机和有色金属轧机。
第一步的任务已经于2000年4月5日完成了初步实验, 效果十分明显, 所选的热连轧机是国内最先进的, 7个机架都具有CVC、弯辊、液压压下等执行机构, 成品机架有平直度和板凸度测量仪表, 有成熟的轧辊热凸度和磨损数学模型。所以在该轧机上最容易验证新方法的正确性和实用性。表2为实测数据, 表3为用式 (5) 模型的计算值与实测值和CVC设定值对比。实验数据表明新方法是正确的。
Table 2 The record data of rolled strip
《表2》
机架号i | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
出口厚度/mm | 23.62 | 13.46 | 8.67 | 5.86 | 4.35 | 3.59 | 3.04 |
轧制力/MN | 20.187 | 18.003 | 18.013 | 15.703 | 11.020 | 8.877 | 7.180 |
CVC位置/mm | -94 | -64 | -15 | 44 | 22 | 6 | 33 |
弯辊力/kN | 275 | 575 | 632 | 614 | 526 | 541 | 456 |
热凸度设定值/μm | 160 | 176 | 150 | 164 | 151 | 132 | 113 |
轧辊磨损值/μm | 92 | 93 | 138 | 529 | 357 | 368 | 345 |
凸度设定值/μm | 319 | 191 | 123 | 83 | 61 | 51 | 40 |
平直度设定值/I | 35 | 12 | 7 | 13 | 14 | 11 | 3 |
*来料厚度43.99 mm, 来料凸度352 μm, 成品凸度测量值40 μm (8 s测一次, 5次平均值) , 成品平直度测量值为-7 I (1 s测一次, 7次平均值)
Table 3 The comparison of setting, calculation value of old schedule
《表3》
机架号i | 板凸度值/μm | 板平直度/I | ||
CVC设定 | 模型计算 | CVC设定 | 模型计算 | |
1 | 319 | 163 | 35 | -1 |
2 | 191 | 110 | 12 | -1 |
3 | 123 | 85 | 7 | 2 |
4 | 83 | 63 | 13 | -37 |
5 | 61 | 52 | 14 | 74 |
6 | 51 | 55 | 11 | 48 |
7 | 40 | 40 | 3 | -25 |
*成品凸度的目标值为40 μm;实际测量值为40 μm;成品平直度的目标值为0 I, 实际测量值为-7 I
表3表明, 成品板凸度与实测值一致, 平直度有些误差, 如果适当改变一下弯辊力就和实测值一致了。其他机架无实测值。机架F1~F3板凸度的模型计算值与CVC设定值相差较大, 这对实际板凸度控制影响不大。初步分析认为模型计算是正确的, 因为全部机架用同一种模型, 而CVC设定分F1~F3和F4~F7两种。此外, 模型计算未加任何修正。因此, 在实际控制应用时, 应考虑采用自学习、自适应优化算法, 以提高模型预报精度。
表4数据表明, CVC设定时是以等比例凸度和平直度等于零为条件的, 但实际设定出的规程有差异, 而用模型方法可实现此目标值, 从而证明该模型可代替原CVC设定方法。
Table 4 The calculation value of Crown and flatnessafter regulating roll setting crown
《表4》
i | CVC设定 | 改变轧辊 凸度值/mm | 改变轧辊凸度后模型计算值 | ||
板凸度/μm | 平直度/I | 板凸度/μm | 平直度/I | ||
1 | 292 | 32 | -0.580 | 187 | 0 |
2 | 191 | 15 | -0.260 | 106 | 0 |
3 | 123 | 6 | -0.075 | 68 | 0 |
4 | 83 | 11 | 0.1023 | 46 | 0 |
5 | 62 | 15 | 0.0690 | 34 | 0 |
6 | 51 | 11 | 0.0368 | 28 | 0 |
7 | 39 | 3 | 0.0148 | 24 | 0 |
《6 结束语》
6 结束语
以综合等储备负荷分配方法、动态设定AGC和解析板形方程为基础, 应用贝尔曼动态规划求得最佳命中目标的板形板厚的动态厚度分配, 并通过修改动态设定AGC压力、辊缝锁定值实现。该方法能代替复杂的板形控制装备, 从而由高投入, 高消耗的板形控制方法转向少投入, 不增加消耗的利用信息流的板形控制方法。











 京公网安备 11010502051620号
京公网安备 11010502051620号




