

《1 前言》
1 前言
近年来,各地陆续出现的雾霾天气使得人们越来越关注我们所赖以生存的环境。目前随着汽车工业的快速发展,中国已成为世界上最大的产销国。数据统计显示,2012年中国的汽车产销量达到1 900 万辆,汽车保有量超过1.2亿辆,其带给环境的压力使得节能减排迫在眉睫,轻量化工作迫在眉睫。
面对轻质材料的挑战,近年来,一些钢厂在传统高强度钢的基础上开发了多种能满足汽车工业发展要求具有高强度和良好成形性的新钢种。国际合作项目中的超轻型钢制车身(ULSAB)样车设计中,车身全部选用高强度钢,85 %为先进高强度钢,其中高达74 %的零件又采用了双相钢。由此可以看出先进高强度钢,尤其是双向钢是汽车用钢的发展趋势[1] 。
目前,瑞典SSAB(Swedish Steel AB)、日本新日铁和韩国POSCO(浦项制铁)等企业在超高强度双向钢的研究和生产中已取得很大成就。国内钢铁企业中,宝钢集团有限公司在 2009 年率先实现 1 000 MPa级双相钢的产业化。掌握双相钢的成形特性和成形极限,是开展应用的前提和基础。目前,一些学者已经针对双向钢进行了一些试验研究,但研究主要是针对600 MPa级别,对于 800 MPa 及 1 000 MPa级别的双相钢,数据相对缺乏。因此,系统研究不同强度级别双向钢的塑性变形行为,对实现其在汽车轻量化中的应用具有较大的参考价值[2,3] 。
本文针对某钢厂提供的不同级别的双向钢,进行了显微组织、力学性能、弯曲性能、杯突性能、成形极限等方面的系统的分析,为后续双相钢的广泛应用提供了可靠的技术参考。
《2 试验用钢和方法》
2 试验用钢和方法
《2.1 试验用钢》
2.1 试验用钢
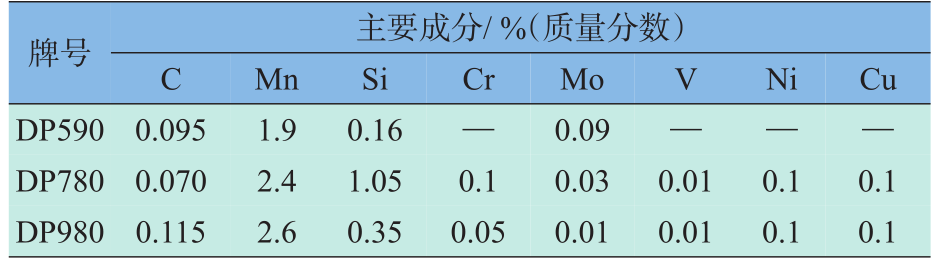
试验材料采用某钢厂提供的 DP590/1.4 mm、 DP590/1.8 mm、DP780/1.4 mm、DP980/1.6 mm四种钢板,化学成分见表1。
《表1》
表1 双相钢化学成分
Table 1 Chemical composition of dual-phase(DP)steel
《2.2 显微组织》
2.2 显微组织
任何结构材料的性能总是和它的显微组织是密切相关的,双相钢良好的强度和延性是由它的组织所决定的[4] 。图1为上述四种材料的显微组织,从图1a~图1d可以看到,双相钢组织主要包括铁素体和马氏体,随着材料强度级别的提高,马氏体的含量有不同程度的上升。
《图1》

图1 双向钢的显微组织
Fig.1 Microstructure of DP steel
《2.3 试验方法》
2.3 试验方法
1)拉伸试验。材料单向拉伸试验按照 GB/T 228(ISO 6892—1)在中国汽车工程研究院股份有限公司的SANS CMT5305D电子万能拉伸试验机上进行,采用A80试样,试样标距80 mm。
2)冷弯试验。冷弯试验是在中国汽车工程研究院股份有限公司的SANS CMT5305D电子万能拉伸试验机上进行。试验参照 GB/T 232(ISO 7438)进行。试样尺寸为160 mm×20 mm。
3)杯突试验。杯突试验依照GB/T 4156—2007 《金属杯突试验方法》进行。冲头球形部分半径10 mm,压模孔径27 mm,垫模孔径33 mm。试样宽度大于90 mm。
4)成形性极限试验。成形性极限试验按照国标 GB/T 15825.8—2008 进行。试验过程中,采用 Zwick/BUP600 成形试验机,试验冲头直径为 ϕ 100 mm,冲压速度为1.0 mm/s,润滑条件为:凡士林+软玻璃,应变测量系统为VALIUX/vario+compact,网格尺寸为2.5 mm。
《3 试验结果与讨论》
3 试验结果与讨论
《3.1 力学性能》
3.1 力学性能
DP590、DP780、DP980 双相钢的力学性能见表2。
《表2》
表2 双相钢的力学性能
Table 2 Mechanical property of DP steel sheet

注:Rp为屈服强度;Rm为抗拉强度;A80为延伸率;E 为弹性模量;r 为塑性应变比;μ 为泊松比
以双向钢为代表的高强度钢板,材料性能控制参数为屈服强度、抗拉强度、加工硬化指数n 和延伸率A [5] 。其中,加工硬化指数n 值是衡量材料抵抗局部变薄能力的关键参数,且直接影响成形极限曲线FLC的趋势[6] 。
试验结果表明,强度级别的升高使得材料的延伸率A 值及n 值发生明显的降低。同时,双相钢在拉伸试验中并无屈服点平台,这可能因为双相钢中马氏体形成时,与原来剩下的奥氏体相比体积增加较大且膨胀迅速,将周围的铁素体晶粒压迫变形,同时在变形的铁素体晶粒内,与马氏体相邻的围铁素体晶粒压迫变形,同时在变形的铁素体晶粒内,与马氏体相邻的晶界附近形成大量的可动位错,又称林位错。因此双相钢拉伸变形时,有足够的可动位错,无需通过位错“脱钉”过程来积累可动位错, 故拉伸曲线上没有屈服现象。但如果马氏体含量较少,则可能无法形成足够多的可动位错,拉伸曲线仍有屈服现象,且抗拉强度较低[7] 。
《3.2 冷弯性能》
3.2 冷弯性能
双相钢弯曲试验结果见表3。
《表3》
表3 双相钢弯曲试验结果
Table 3 The bending test result of DP steel
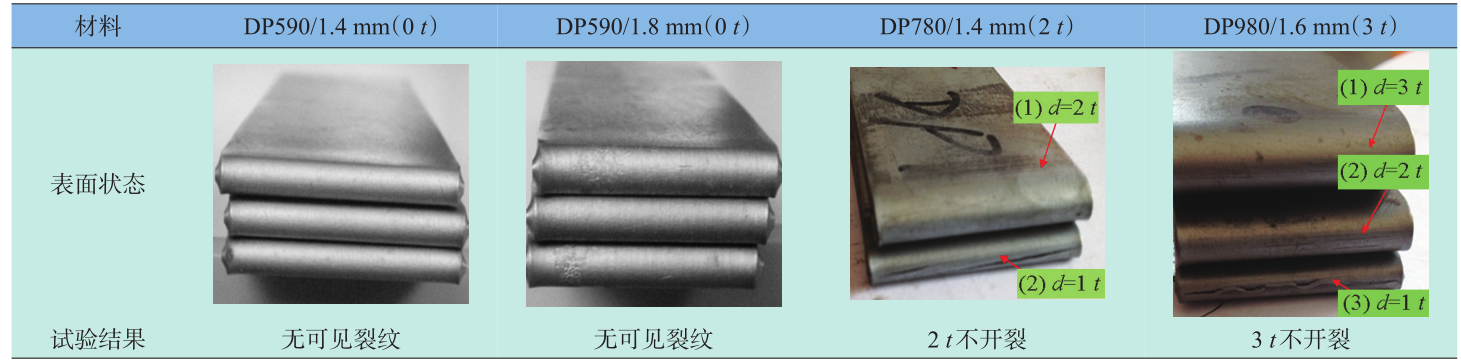
试验结果表明:双相钢冷弯性能随材料强度级别上升而下降,当t =0时,只有DP590通过试验,该双向钢的冷弯性能与钢种的硬质相的含量有密切关系。
《3.3 杯突试验》
3.3 杯突试验
杯突试验参照:GB/T 4156—2007《金属杯突试验方法》,试验照片见图2。
《图2》

图2 双相钢杯突试验照片
Fig.2 The cupping test photo of DP steel
双相钢杯突试验结果见表4。
《表4》
表4 双相钢杯突试验结果
Table 4 The cupping test result of DP steel

注:IE值为杯突值
杯突试验结果表明,随双相钢强度级别的上升,材料的拉胀成形性能下降;相同强度级别的双向钢,厚板的拉胀性能明显好于薄板。
《3.4 双相钢成形性极限》
3.4 双相钢成形性极限
成形极限曲线 FLC 试验是材料成形性的最直观和简单的评价手段,它能准确反映材料在成形过程中的安全裕度。本次试验试样及试验后样品照片见图3,材料的成形极限试验结果见图4、图5。
《图3》

图3 试样及试验后样品照片
Fig.3 Test and tested sample
《图4 》
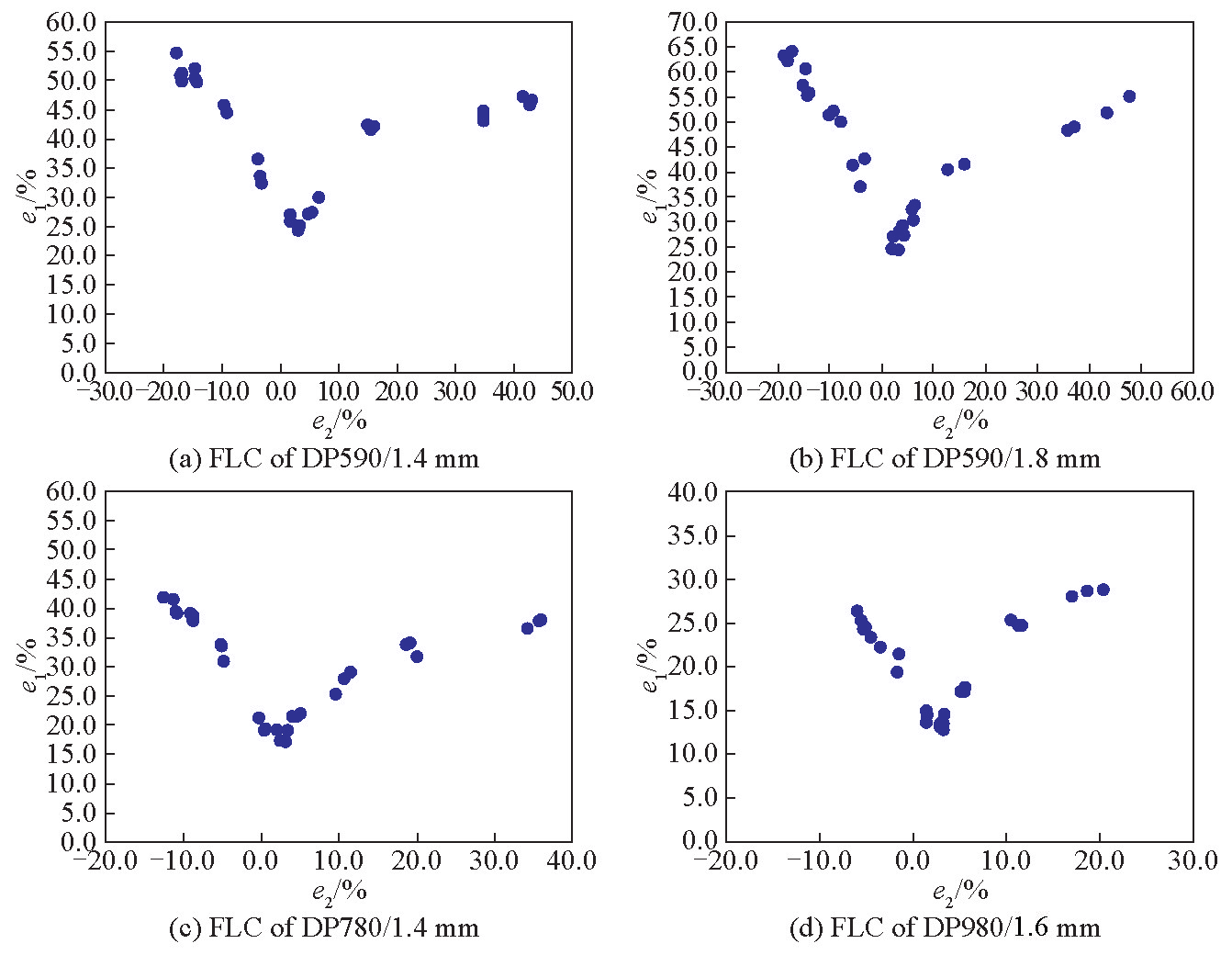
图4 不同强度级别双相钢的成形极限曲线
Fig.4 Experimental result of FLD of different DP steel
注:e1表示面内主应变;e2表示面内次应变
《图5》
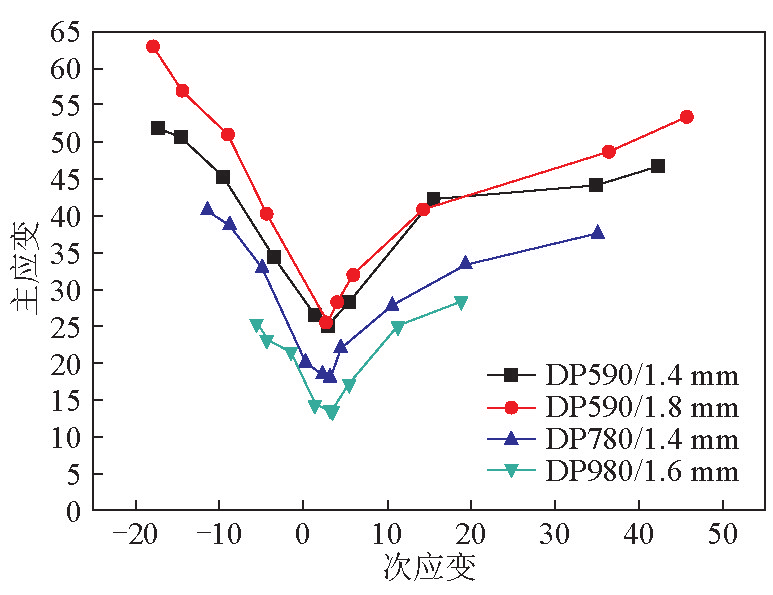
图5 不同强度级别双相钢的成形极限曲线对比
Fig.5 The comparison of FLD experimental result of different DP steels
现有的研究对软钢的FLC已相当成熟,目前研究结果通过加工硬化指数n、材料的厚度(t mm),代入经验公式可以得到材料的FLC曲线,其中材料的平面应变状态点成形极限为[4,8,9] :

但对于双相钢而言,没有比较成熟的研究结果。本文下面将着重针对双相钢的 FLC 试验进行研究和探讨。试验结果见图4。
双相钢 FLD0的理论计算与试验结果比较见表5。
《表5 》
表5 双相钢FLD0理论计算与试验结果比较
Table 5 FLD0 comparisons of DP steels between theory calculation result and test result

由试验结果可知。
1)DP980 的塑性较差,较低。DP590/1.4 mm、 DP590/1.8 mm、DP780/1.4 mm、DP980/1.6 mm 的平面应变点分别为25 %、25 %、17 %、13 %,DP590两种厚度的相近。
2)DP980 的成形范围较窄。如图 4 所示,从 DP590/1.4 mm 、DP590/1.8 mm 、DP780/1.4 mm 、 DP980/1.6 mm 的成形极限图左半部分区域可以看出,材料的最大量分别为-21%、-22%、-15%、-10%。
3)DP980 的胀形性能较差。如图 4 所示,从 DP590/1.4 mm 、DP590/1.8 mm 、DP780/1.4 mm 、 DP980/1.6 mm 的成形极限图右半部分区域可以看出,材料的最大量分别为45%、50%、38%、25%。
4)从表5可知,试验与理论计算的偏差相对值均大于30 %,这表明基于软钢的经验公式并不适用于双相钢,对于双相钢的经验公式后续需要大量的试验验证。
《4 结语》
4 结语
1)几种双向钢组织主要是铁素体和马氏体,无明显的屈服现象,随着强度级别的升高,马氏体的含量有不同程度的上升,这与材料的延伸率A 值及 n 值逐渐降低结果一致。
2)杯突试验结果表明,杯突的高度随双相钢强度级别上升而下降,随材料厚度升高而升高。
3)双相钢冷弯性能随材料强度级别上升而下降。
4)双轴应变下的胀形试验表明双向钢具有良好的成形性,随双相钢强度级别的上升,材料的拉胀成形性能下降;相同强度级别的双向钢,厚板的拉胀性能明显好于薄板。
5)与软钢经验公式计算值相比,双向钢的微观组织和宏观力学性能都有了很大的变化,几种双向钢的 FLD0 试验与经验值的偏差相对值均大于 30 %,这表明基于软钢的经验公式并不能直接套用在双向钢上。











 京公网安备 11010502051620号
京公网安备 11010502051620号




