

《1 前言》
1 前言
铝合金替代钢料作为汽车覆盖件材料可以有效降低覆盖件的质量,但可能引起覆盖件的“软化”[1] 。因此在进行材料替换之前,除了考虑材料的成形性能,还应考虑材料的抗凹性能。抗凹性是指一定形状的试样在一定外载荷的作用下,抵抗凹陷挠曲或者局部凹陷变形,保持其形状的能力[2,3] 。目前用于测试材料抗凹性能的试样主要有平板试样、胀形试样和模拟覆盖件试样,其中,模拟覆盖件试样最能反映材料制备成覆盖件后的抗凹性能[4~7] 。
铝合金作为汽车覆盖件轻量化材料,关于其抗凹性能的研究还较少。本文采用的6016铝合金具有烘烤硬化效应,这一效应在覆盖件烤漆过程中发挥着重要的二次强化作用[8,9] 。而一些文献测试材料的抗凹性能时,脱离了覆盖件的形状特征,忽略了成形后的烘烤硬化过程,使获得的材料的抗凹性能脱离了覆盖件的抗凹性能。本文研究了6016铝合金的基本力学性能、烘烤硬化性能和抗凹性能,并讨论了这些性能之间的内在联系。
《2 试验用材和方法》
2 试验用材和方法
《2.1 试验材料》
2.1 试验材料
试验材料是厚度为 0.9 mm 的 6016 铝合金板材,材料的化学成分如表1所示。材料交货状态为 T4态(固溶处理+自然时效)。
《表1》
表1 6016板材化学成分
Table 1 Chemical composition of 6016 sheet

《2.2 力学性能及烘烤硬化性能测试》
2.2 力学性能及烘烤硬化性能测试
按照 GB/T 228.1—2010《金属材料拉伸试验第1部分:室温试验方法》规定,沿板材轧制方向取样后制成 A80拉伸试样,在 SANS CMT5305 拉伸试验机上测试交货态及两年时效后的力学性能(见表 2)。按照 GB/T 5027—2007 和 GB/T 5028—2008 分别测试试样的加工硬化指数 n 和塑性应变比 r。从表2中可以看出,T4态6016铝合金板材经两年自然时效后,其强度略有增加,n 值和延伸率有所提高。
《表2》
表2 6016板材的力学性能
Table 2 Mechanical properties of 6016 sheet

随后将2 %预变形拉伸试样在不同温度条件下进行烘烤硬化试验,烘烤温度分别为170 ℃、180 ℃、 200 ℃和220 ℃,烘烤时间为30 min。烘烤后进行拉伸试验,按照 BS EN 10325—2006 测试板材在不同温度条件下的烘烤硬化性能。
《2.3 抗凹性能测试》
2.3 抗凹性能测试
通常使用具有一定形状和尺寸的压头以一定的方式和加载速度对特定试样的特定位置进行加载和卸载,以测试板材的准静态抗凹性能(见图1)。试样测试点在载荷的作用下发生弹性变形和塑性变形。弹性变形阶段,载荷-位移曲线的斜率代表试样抵抗局部弹性变形的能力,称为抗凹刚度;塑性变形阶段,试样在载荷作用下发生凹陷,卸载后试样表面残留局部永久变形,永久变形量用凹痕深度表示。
《图1》

图1 板材抗凹性能试验示意图
Fig.1 Schematic drawing of dent resistance test of sheet
按照美国机动工程师协会(SAE)规范[10] 测试 6016 板材的抗凹性能。抗凹性能测试采用边长为 305 mm的方形板材。汽车覆盖件的制备过程包括冲压变形和涂漆烘烤两个工艺过程,因而进行板材的抗凹性能测试时也将板材冲压成具有一定预变形和曲率的试样。试样预变形模具采用SAE J2575 中规定的模具,通过控制凸模行程获得具有2 %应变的浅凹试样。试样预变形后,进行 30 min 烘烤,烘烤温度分别为170 ℃、180 ℃、190 ℃和200 ℃。抗凹性能测试试样及模具如图2所示。试验采用直径为25.4 mm的钢制半球形压头,试验的凹凸模具根据SAE J2575—2004进行加工和安装。试验采用循环增量方式加载,加载及卸载速度为10 mm/min,加载及卸载程序为(单位为N):0、7、0、50、0、70、0、90、 0、110、0、130、0、150、0、170、0、190、0、210、0、7、0。
《图2》

图2 抗凹性能测试试样及模具
Fig.2 Sample and dies of dent resistance test
《3 试验结果与分析》
3 试验结果与分析
《3.1 板材的烘烤性能》
3.1 板材的烘烤性能
从表2可知,交货时板材的屈服强度为157 MPa,经两年自然时效后,板材的屈服强度为165 MPa,由此说明板材的抗时效稳定性好。经2 %预变形后,材料的屈服强度增加到183 MPa。板材的烘烤硬化值(BH2)为烘烤后板材的屈服强度与2 %预变形时材料的强度的差值。根据式(1)计算可获得各温度条件下6016板材的烘烤硬化性能

试样经2 %预变形后,其强度略有增加,随后在不同温度条件下 30 min 烘烤后板材的强度及烘烤硬化值如表 3 所示。在 170 ℃条件下烘烤后,试样的烘烤硬化值上升的幅度很小,当烘烤温度上升到220 ℃时,试样的烘烤硬化值显著增加。从图3可以看出,随着烘烤温度升高,试样的屈服强度和抗拉强度均随之增加,试样的烘烤硬化值也随之增加。这是由于随着温度升高,6016铝合金中的过饱和固溶体更加容易并快速地形成β″相,从而显著提高板材的强度和烘烤硬化性能。
《表3》
表3 板材烘烤后的力学性能及烘烤硬化值
Table 3 Mechanical properties and bake-hardening values of sheet after baking

《图3》
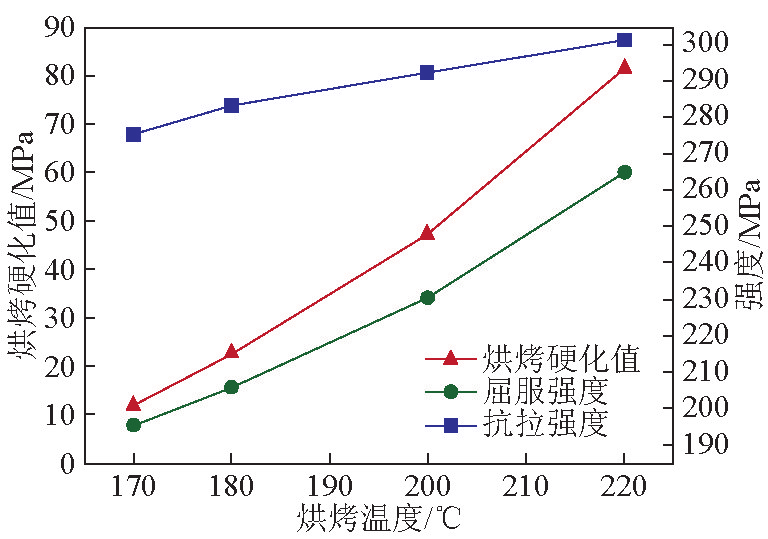
图3 不同温度条件下板材的强度及烘烤硬化值
Fig.3 Strength and bake-hardening values of sheet with different temperatures
《3.2 板材的抗凹性能》
3.2 板材的抗凹性能
测试板材在一定载荷条件下产生的凹痕深度主要有两种方式,即多点单次加载和循环增量加载(单点多次加载)。多点单次加载是指对一批相同状态的试样的相同部位施加不同的载荷,通过施加不同载荷获得不同的凹痕深度。循环增量加载是指对同一试样的相同部位逐次施加不同的载荷,这些载荷按一定增量递增。循环增量加载获得的结果与多点单次加载获得的结果基本一致,都能较为全面地反映试样的抗凹性能。但多点单次加载需要大量相同状态的试样,而且在试验过程中很难保证对不同试样的相同部位进行加载。因而本文选用循环增量加载方式进行加载,6016铝合金试样的循环增量加载曲线如图 4 所示。试样在载荷作用下,先后分别发生弹性变形和塑性变形,表现为随着压头位移增加,施加载荷不断增大。当载荷达到一定值时,载荷-位移曲线上出现载荷下降而位移继续增加的失稳凹陷现象 [10] ;当位移继续增加时,曲线发生回复,载荷随位移的增加而增大。在随后的多次循环加载和卸载过程中,载荷-位移曲线均出现失稳凹陷现象。该现象与试样的形状、受载方式、材料的厚度以及材料的性能等诸多因素相关。随着载荷的不断增加以及单点循环多次加载,可以获得不同载荷条件下的凹陷位移,凹痕深度即可根据各个载荷条件下凹陷位移与参考位移的差值计算获得。
《图4》
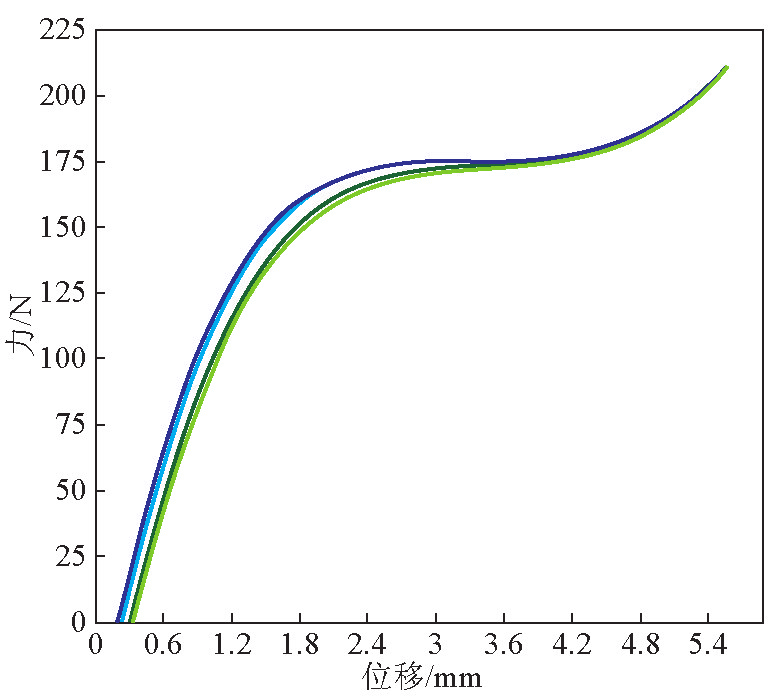
图4 循环增量加载时板材的载荷-位移曲线
Fig.4 Load-displacement curve of sheet when cycle incremental loading
不同状态的试样进行抗凹性能测试的载荷-凹痕深度曲线如图 5 所示。从图 5 中可以看出,在相同载荷作用下,未烘烤试样产生的凹痕深度最大,并随着载荷的增加而显著增大,因此未烘烤试样的抗凹性能最差。试样在不同温度条件下烘烤后,其抗凹性能提高,由此说明在测试材料的抗凹性能时,试样必须在一定温度下进行烘烤处理。且随着温度的升高,试样在相同载荷下产生的凹痕深度减小,即烘烤温度升高,材料的抗凹性能提高。
《图5》

图5 不同温度烘烤后板材的载荷-凹痕深度曲线
Fig.5 Load-dent depth curves of sheet after baking at different temperatures
表4为材料经不同温度烘烤后的凹痕深度和凹痕载荷,产生一定凹痕深度所需的载荷称为凹痕抗力。从表 4 可以看出,在凹痕深度较小时(小于 0.06 mm),未烘烤试样与170 ℃烘烤试样产生相同凹痕深度的凹痕抗力相当;当凹痕深度大于0.06 mm 时,170 ℃烘烤试样的凹痕抗力大于未烘烤试样。其他3个温度烘烤的材料的凹痕抗力随着烘烤温度增加而增大;其相同凹痕深度条件下的凹痕抗力均大于未烘烤试样,且随着凹痕深度增加,烘烤试样与未烘烤试样间的凹痕抗力差值增大。
《表4》
表4 试样在不同状态条件下的凹痕抗力
Table 4 Dent force of sheets under different conditions
N

一般而言,当汽车覆盖件表面产生的凹痕深度达到一定程度时,人的肉眼即可观察到,该凹痕深度又称为可见凹痕深度。人们普遍接受的可见凹痕深度为 0.06 mm 和 0.1 mm。可见凹痕深度对应的载荷称为临界凹痕载荷。在相同凹痕深度条件下,临界凹痕载荷越大,则表示试样的抗凹性能越好。图6所示为凹痕深度分别为0.06 mm、0.08 mm 和0.1 mm的临界凹痕载荷与板材的屈服强度(试样经2 %预变形后分别在170 ℃、180 ℃和200 ℃下烘烤30 min后测试的屈服强度)之间的关系。
《图6》
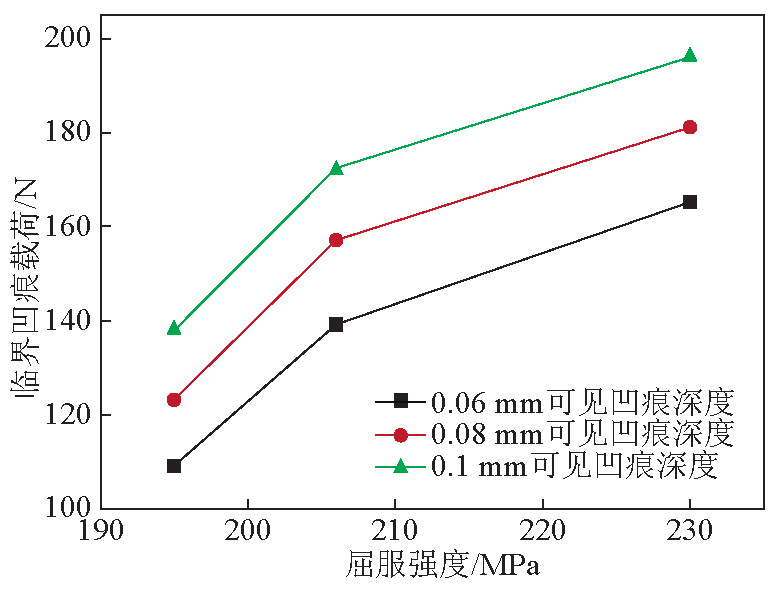
图6 抗凹性能与屈服强度关系
Fig.6 Relationship between yield strength and dent resistance property
从图6可以看出,在同一可见凹痕条件下,各个凹痕深度对应的临界凹痕载荷随屈服强度变化的规律一致,材料的屈服强度增加,试样的临界凹痕载荷也随之增加,即试样的抗凹性能提高。由此可见,板材冲压成形后,在烘烤时发生二次强化,板材的屈服强度提高,从而使板材的抗凹性能显著增加。6016铝合金板材用于汽车覆盖件时,冲压成形后的烤漆过程有利于提高覆盖件的抗凹性能。
《4 结语》
4 结语
1)6016铝合金板材经两年自然时效后,其强度略有增加,n 值和延伸率增大。
2)板材在不同温度条件下经30 min烘烤后强度增加,烘烤硬化值随着温度升高而显著增加,表现出良好的烘烤硬化性能。
3)板材的抗凹性能与烘烤工艺有关,烘烤温度越高,烘烤后材料的屈服强度越高,板材的抗凹性能越好。











 京公网安备 11010502051620号
京公网安备 11010502051620号




