由于张力在连轧过程中的重要性,国内外许多连轧工作者对它进行了研究。这方面的历史情况已在“评连轧张力公式” [1] ,“连轧张力变形微分方程的分析讨论” [2] 等文章中作了比较详尽的介绍。近年来,国内外由于连轧过程控制发展的需求,对连轧张力公式有进一步研究,日本新日铁由于连轧型钢的要求,推出了正确的两机架动态张力公式和多机架稳态张力公式[3] 。国内对连轧张力公式的研究更多,如文献[4 ~6] 。但是这些文章未给出多机架动态张力公式,其原因与对连轧动态过程的性质有关。由于连轧过程可认为是定常线性系统,所以早在 20 世纪 70 年代推出了多机架动态张力公式 [7] 。由于张力公式发表很早,一般读者难于找到,所以于 2007 年重新发表[8] ,以上文章都是用数学方法推导的,用实验来证明其公式的正确性是有必要的。这项工作一方面引用浅川基男的连轧机实验的实验数据 [9 ,10] 来证明,并得到日本学者的认可,而连轧动态过程由宝钢 2 050 mm 热连轧机上的实时记录数据得到定性验证。
《1 稳态张力公式的实验验证》
1 稳态张力公式的实验验证
1979 年住友金属浅川基男(简称浅川) 、美坂佳助等 [9 ,10] 为了研究棒、线材连轧过程中张力对孔型中变形的影响,设计了直接测量张力的装置,在模型轧机上实现了精确地检测张力值,得出了连轧速度不匹配下张力与Δn /n 之间的定量关系图、张力对前滑、宽展、压下量等的影响系数值或图线等实验结果;为了在棒、线材连轧过程中进行精确的无张力控制,推导了连轧张力公式,指出了精确控制张力和系统的稳定必须考虑各机架间张力的相互影响,画出了考虑或不考虑张力相互影响的控制系统框图,并进行了电子计算机模拟实验。
浅川的连轧张力实验研究,对连轧理论发展具有十分重要的意义,可用它来验证连轧张力公式的正确性,从而使连轧张力理论在连轧生产实践中起指导作用。
根据浅川等的实验结果对连轧张力公式进行验证分析和讨论。
《1.1 浅川张力公式与实测张力值的比较》
1.1 浅川张力公式与实测张力值的比较
浅川在文献[9] 中,引用秒流量相等条件等公式:

并将式(1)至式(3)按台劳级数展开,取一次项得


式中 Ai 为 i 机架间轧件截面积,
Fi , F0i 为 i 机架前滑及其初始值 ( 无动力前滑) ,
 为后(前)张力对前滑的影响系数,
为后(前)张力对前滑的影响系数,
σi 为 i 机架前张力,
VRi 为 i 机架轧辊表面线速度,
Vi 为 i 机架轧件出口平均速度,
M 为秒体积流量。
忽略轧件截面积变化,即ΔAi = 0,将式(4) 至式(6)整理,推导得浅川稳态张力公式的分式:

对于两机架连轧,式(7)可写成

假定张力初始值为零,则 σi =Δσi,可以得到两机架浅川张力计算公式

在文献[10]的图 1 中,取得ΔV =20 %时的张力值为 1.9 kg /mm2 。文献[10]给出的热轧钢时的  =0.013 4,
=0.013 4, =-0.033 5。把ΔV, 和 代入式 (9)得
=-0.033 5。把ΔV, 和 代入式 (9)得
σ =0.2 /(0.013 4 +0.033 5) =4.2 kg /mm2 。
4.2 远大于 1.9,计算值比实验值大一倍多,表明浅川张力公式是不够精确的。由于在推导张力公式时,忽略张力对截面积影响是造成浅川张力公式不准确的原因。因此,在推导张力公式时不应当假定ΔAi =0(原田在推导张力公式时,也有相同的假定 [3] ) 。应用文献[7] 中的连轧张力公式(理论公式)可以更好地与实验结果一致。
《1.2 连轧张力公式的验证》
1.2 连轧张力公式的验证
针对型钢、线材等两机架连轧,文献[7]中理论张力公式写成
式中 Ai 为轧件在无张力连轧时的截面积;
 为后张力对轧件宽展影响系数;
为后张力对轧件宽展影响系数;
 为后张力对轧件高度影响系数;
为后张力对轧件高度影响系数;
S 为前滑系数;
b1,b2 分别为前张力和后张力对前滑系数的影响系数。
根据文献[9,10]中的公式、曲线图,得出用式(10)计算张力值的各种数据。
1)前滑系数的计算。文献[5]中的前滑计算公式为


式中 h 为轧件高度,Dp 为轧辊直径, 为截面压缩率。
为截面压缩率。
从文献[10] 中取 h1 ≈h2 = 50 mm (由于菱方孔型系统,故假定 2 个机架轧件高度相同) ,Dp2 = Dp1 =230 mm, =
= =0.2,代入式(11)得
=0.2,代入式(11)得
S1 =S2 =-0.102 3
2) 轧辊线速度计算。令机架 1 轧辊初始线速度 VR01 =1,平衡状态下的速度为

第一机架速度不变,第二机架增加 20 %,则

3) 系数的确定。从文献[5] 的图 2 中取得σ/k =0.3 时,Δb /b =8.5 %,k =143 kN,则张力变化 10 kN 时的宽度变化量可以算出 = 0.019 81。
系数的确定。从文献[5] 的图 2 中取得σ/k =0.3 时,Δb /b =8.5 %,k =143 kN,则张力变化 10 kN 时的宽度变化量可以算出 = 0.019 81。
4)  系数的确定。从文献[10]看出,张力对轧件厚度的影响与宽度的影响相比较,不很明显,取 10∶1,则 =0.001 98。
系数的确定。从文献[10]看出,张力对轧件厚度的影响与宽度的影响相比较,不很明显,取 10∶1,则 =0.001 98。
5 ) b1,b2 的确定。 S1b1 = 0.013 4;S2b2 = 0.033 5。
除前滑系数外,按原公式推导时定义全取正号。把  等代入式(10)得
等代入式(10)得
σ = 2.176 kg/mm2
由式(10)计算出的张力值为 2.176 kg /mm2 ,与实测值 1.9 kg/mm2 是比较接近的,相差 0.276 kg/ mm2 ,由此证明式(10)是比较符合实际的,基本上反映了连轧规律。
由于引用了浅川基男等的实验数据,引用该数据有些要经过变换方能代入连轧张力公式中,为了达到正确引用数据,于 1980 年 6 月把该文寄给浅川基男先生等,以求得他们的指正。 1980 年 10 月,浅川基男,近藤胜也先生来函讨论问题。 1980 年 10 月冈本丰彦先生来中国讲学,进行了两次张力公式的讨论。 1981 年 5 月 24 日,冈本丰彦先生寄来有关张力公式的意见书,给出了张力公式计算值与实测结果的对比图(见图 1) 。
《图 1》
图 1 机架间张力随速度差变化的实测值与计算值
Fig.1 Actual data and calculated data of tension change following speed difference between stands
图 1 表明,笔者推出的连轧张力理论公式是符合实际的,轧辊速度差在大范围内变化与浅川基男实测结果接近。
《1.3 连轧张力公式在 2 050 mm 热连轧中应用验证》
1.3 连轧张力公式在 2 050 mm 热连轧中应用验证
20 世纪 70 年代末 80 年代初由于能源危机,在日本和德国开展了无活套支撑器的热连轧工业实践,增大入精轧机坯厚和降低加热温度,实现节能的目标。宝钢 2050 热连轧采用了该套支撑器的技术, 德国与日本无活技术的主要差别是张力观测器的不同(5 个参数与一个参数) ,西门子有 5 个参数,而新日铁、日本钢管只有一个参数,无活套支撑器应用最成功的日本钢管直接指明 5 参数的不足。目前 2050 热连轧机的张力观测器已改成一个参数,为实现模型参数自适应和提高张力控制精度提供了有利条件。由于采用单参数张力观测器,大大提高了张力控制精度,文献[12]报导了改用单参数模型的效果。据统计,2002 年热轧微张力起套或拉钢一年中共发生 27 次,在新模型投入运行一年中共发生 3 次,且起套或拉钢程度明显减轻。
2002 年 6 月份在宝钢 2050 热连轧上测量了如图 1 所示规格的新日铁和连轧张力公式的张力预报值,其中两张张力预报曲线见图 2a 和图 2b。
图 2a 中西门子预报张力值很平稳,是由张力闭环控制的一种表观现象,实际张力值应当是曲线 1、曲线 2。图 2b 中有人工干预的张力变化,这时西门子模型预报值就出现了较大差异。
图 2a、图 2b 纵模坐标定性表示单位张力值 (N /mm2) ,其平均张力值为 6.3 N /mm2 。在大型热连轧机上实验有较大难度,所以用计算机仿真实验方法进一步验证连轧张力公式的正确性。其内容见文献[11] 。
《图 2》
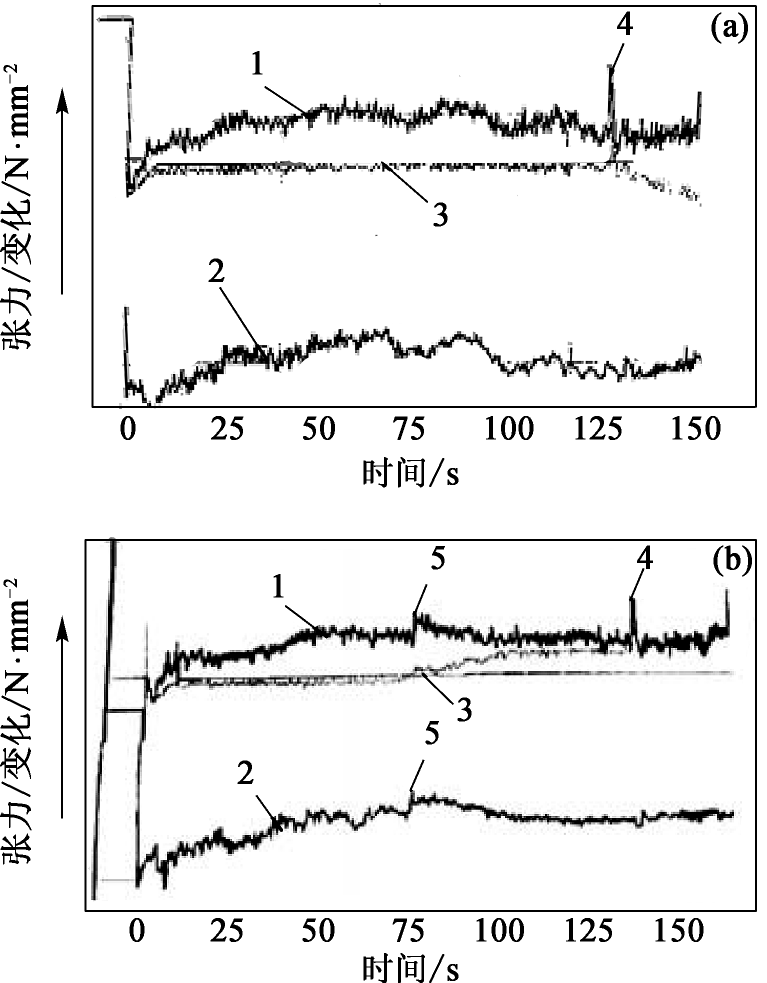
1—新日铁模型张力预报值;2—连轧张力公式张力预报值; 3—西门子张力预报值;4—飞剪尾冲选成; 5—人工干预
图 2 规格 38.78 ×1180 ⇒ 1.57 ×1180 实际张力预报图
Fig.2 Standard 38.78 ×1180 ⇒ 1.57 ×1180 forecast chart of actual tension
《1.4 实用张力公式》
1.4 实用张力公式
文献[7]中推导了实用连轧张力公式,在求解张力微分方程时,把张力对厚度、宽度、前滑以及轧辊速度等影响关系代入式(10 ) ;而后又把其逆关系代入,得到实用连轧张力公式。对于两机架轧机可写成

式中 A′1 为在张力影响下的轧件截面积。
如果在实验过程中把各张力水平的截面积 A1,A2 测量出来,也可以计算出与理论张力公式(10)相近似的结果。文献[9]在开始推导公式时,假定ΔAi =0,故不能在公式中引入 A′2 ,A′1 项。理论公式与实用公式的相应关系和意义见文献[1] 。
理论和实用张力公式都有实用价值,当截面积 (或厚度) 、轧辊线速度都用无张力时的值时,就应当用文献[7] 中的理论张力公式;当这些量是在张力作用下的实测值时,就用实用张力公式(12) ,轧辊速度是张力作用下的实际值,而截面积是无张力作用下的值,用式(10) 。与文献[7] 中的理论张力公式差别在于式(10 ) 中没有张力对轧辊速度影响的 D 系数。
《2 动态张力公式的分析》
2 动态张力公式的分析
多机架稳态张力公式,在文献[3,9] 中都给出来了。文献[3,9] 中均未给出多机架动态张力公式,只给出两机架动态张力公式;文献[7]中给出了多机架动态张力公式。下面写出板带连轧的实用多机架动态张力公式

式中: 为连轧时间常数对角矩阵,
为连轧时间常数对角矩阵, ,
,
W 为连轧刚性系数对角矩阵,
 +
+  ;A 为张力系统状态矩阵。
;A 为张力系统状态矩阵。
A =
φi =  ,
,
θi =  ,
,
ΔV 为张力系统扰动(输入)列向量,
 ,
,
E 为轧件弹性模数,
 为机架间距离,
为机架间距离,
h(H)为出口(入口)轧件厚度。
式(13)是假定宽展为零的板带连轧条件下推出的,对于需要考虑宽展的型钢、棒、线材和钢管等连轧机,把厚度换成截面积就可以了。
对于两机架连轧,张力微分方程是一阶线性微分方程

式中的  系数是时间函数或常数均有标准解法,容易得出两机架连轧动态张力公式。但是,多机架张力微分公式是一个向量微分方程:
系数是时间函数或常数均有标准解法,容易得出两机架连轧动态张力公式。但是,多机架张力微分公式是一个向量微分方程:

要找到式(14)的解析解,矩阵 A 必须是对角矩阵或者是定常矩阵。矩阵 A 不是对角矩阵,是否是定常的呢? 从表面上看,A 不是定常的,因为它是连轧过程基本变量速度和厚度(或截面积) 的函数。但是,由于连轧张力微分方程中的 A, B 之间的特殊关系,文献[11]中证明了在标称点附近扰动作用的情况下,A 可当作定常矩阵,这样获得了多机架动态张力公式(13) 。
《3 结语》
3 结语
1)由于浅川等连轧实验数据和张力计算公式的计算值对比相差很大,证明了在推导张力公式时, 忽略张力对压下量,宽展等的影响是不允许的;
2)用浅川等的连轧实验数据,证明了理论张力公式是比较符合实际的;
3)分析方法和计算机模拟方法证明,在标称点附近扰动作用下,连轧张力系统可当作定常系统,因此可以得到多机架动态张力公式的解析表达式。











 京公网安备 11010502051620号
京公网安备 11010502051620号




