

《1 Introduction》
1 Introduction
Metal matrix composites (MMCs) are prepared by adding inorganic nonmetal (or metal) reinforcement of different sizes and morphologies (fiber, whisker, particle, and nano-particle) into the metal matrix via artificial method [1]. Through reasonable design, MMCs can exhibit performance advantages of the reinforcement and the matrix, respectively. In addition, they can obtain the special properties such as specific strength, specific stiffness, low expansion, high thermal conductivity, and high temperature resistance, which lacks in the “alloy” material. However, MMCs have some loss in plasticity and other indicators. The National Aeronautics and Space Administration (NASA) first developed MMCs in 1963. Interface reaction control and preparation process are the key technologies of MMCs.
Because the traditional metal materials cannot meet the requirement of improving technological equipment, MMCs have become the irreplaceable strategic new materials. Their application breadth, development speed, and production scale have become one of the important indicators of measuring a country’s level of material science and technology [2]. Currently, the global market of MMCs is monopolized by the western developed countries; more than 2/3 of the total mass of MMCs is used by the United States, Europe, Japan, and other developed countries or regions.
In 1981, China began research on MMCs. First, it underwent the difficult start-up stage and the initial engineering verification stage, and then followed the stage of marketing and rapid development. Various MMCs have been successfully applied in the cutting-edge defense field, which has improved the accuracy and efficiency of major equipment significantly, as well as provided a solid guarantee for equipment renewal and technology upgrading. Owing to the implementation of the national integrated development of military and civilian technologies, MMCs industry is facing an important period of strategic opportunity. In the next 5 to 10 years, MMCs are expected to be expanded and be widely used in the daily livelihood. In the current industrial situation, in response to the rapidly growing real demand of the dual-use market, it is particularly urgent to analyze the deficiencies of MMCs technology and its industrial environment and discuss measures to coordinate the development speed and development quality.
《2 Development and application of MMCs worldwide》
2 Development and application of MMCs worldwide
According to the 2014 Global MMCs Market Report, MMCs have broad application prospects in the fields of spacecraft structure, electronic package thermal management, and vehicle brake disc used in automobile and rail transit [3]. It was estimated that from 2012 to 2019, the global demand of MMCs increased from 5496 t/a to approximately 8000 t/a. The material production increased linearly, and the annual sales increased from 230 million US dollars to approximately 400 million US dollars. In 2019, the investment of the U.S. Naval ManTech Project focused on six technological areas: composite materials processing and manufacturing, electronic processing and manufacturing, automation tools, metal welding and repair, equipment and industrial production, and defect detection, and the total investment was 25.14 million US dollars [4]. The representative industrial product applications of MMCs are summarized in Table 1 [5].
《Table 1》
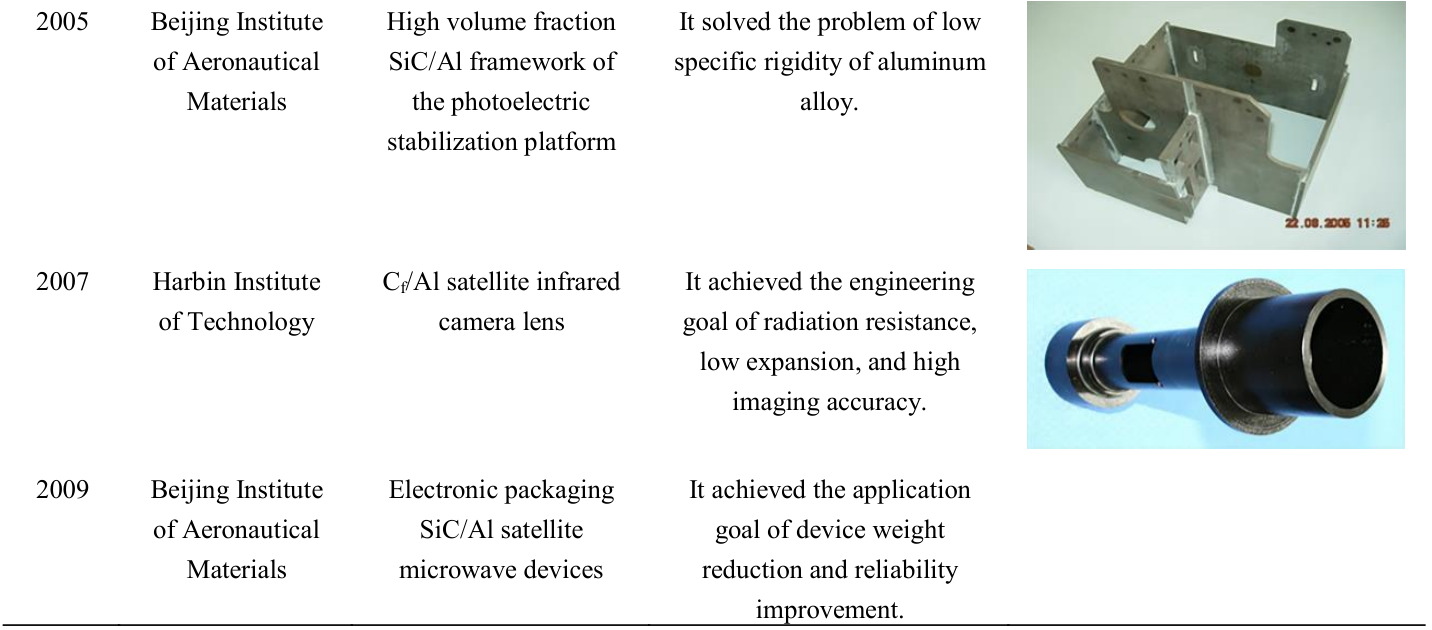
Table 1. Representative industrial product applications of MMCs.

《3 Development and application of MMCs in China》
3 Development and application of MMCs in China
The development progress of MMCs in China can be divided into three stages: rough start-up stage, engineering verification stage, and popularization stage.
《3.1 Rough start-up stage》
3.1 Rough start-up stage
Owing to the weak research foundation, research was quite difficult from 1980 to 1999. In the early 1980s, the domestic academia without experience or equipment was still unfamiliar with MMCs. In 1982, the Harbin Institute of Technology prepared tungsten wire reinforced copper composites via manual laying and adhesive bonding method, and studied the dependence between tensile strength and fiber direction of the composites [6]. In 1984, to produce SiC whisker reinforced aluminum composites (SiCw/Al), the Institute introduced pressure infiltration technology from Japan. In 1985, the Beijing Institute of Aeronautical Materials reported the results from the study on preparation of boron fiber/aluminum composites sheet prepared via hot diffusion [7]. Owing to complicated preparation technology, low production yield, and large diversity of performance of MMCs, the material preparation technology was the first obstacle in the development of MMCs.
《3.2 Engineering verification stage》
3.2 Engineering verification stage
From 2000 to 2010, China overcame several typical material preparation technologies, such as pressure infiltration within atmospheric environment and vacuum non-pressure infiltration. Additionally, MMCs began to be applied in aerospace and aviation equipment in a small range; some applications are summarized in Table 2 [8– 10].
The exploratory engineering application of MMCs solves various problems that cannot be solved by the traditional aluminum alloy, improves the confidence of the structural designers in material selection, and gains significant attention in the field of aerospace, aviation, ordnance, and other national defense military industries.
《Table 2》
Table 2. The applications of MMCs in engineering verification stage in China.

《3.3 Popularization and rapid development stage》
3.3 Popularization and rapid development stage
The Chinese MMCs field entered the popularization and rapid development stage in 2010. At this stage, the application scale of MMCs in the field of electronic packaging and aerospace expanded gradually. Additionally, a number of new MMCs high-tech enterprises emerged, and the capacity for small batch production was established.
Powder metallurgy, stirring casting, and non-pressure infiltration are the main technologies for large scale production in abroad. In China, more than ten technologies have been researched deeply (Fig. 1). Each technique has its scope of application and the produced materials have different characteristics and uses. The following four main techniques are outlined in order of volume fraction of MMCs reinforcement from low to high.
《Fig. 1》
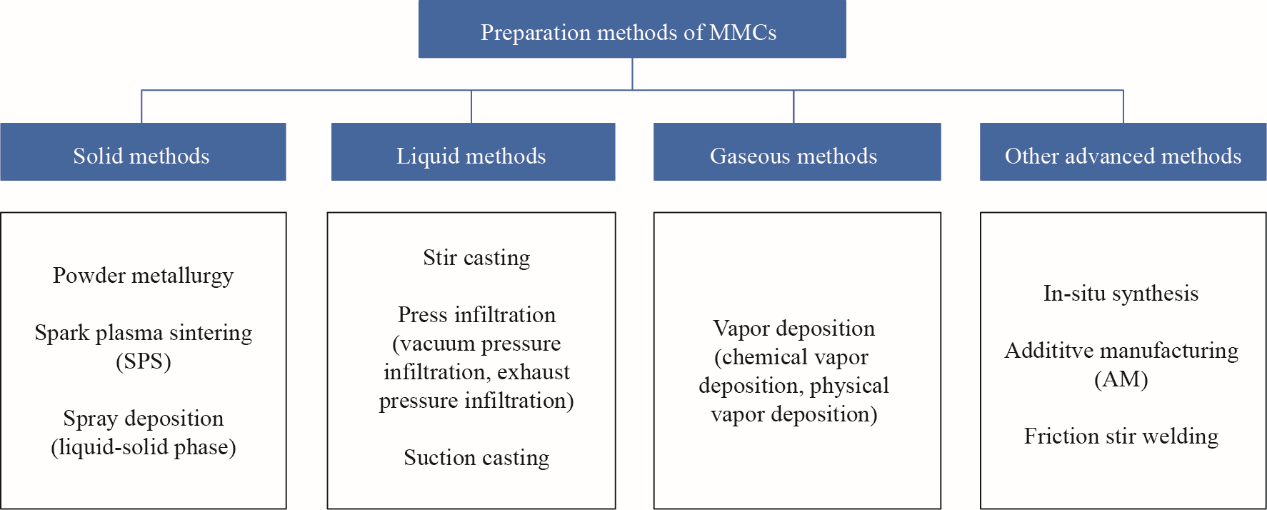
Fig. 1. Preparation methods of MMC researched in China.
3.3.1 In-situ synthesis
In-situ synthesis technology is the preparation method for in-situ production of specific ceramic reinforcement in MMCs through chemical reaction between metal salts and liquid metals at high temperature. The common matrix metals include aluminum alloy, magnesium alloy, titanium alloy, and ferroalloy [11,12]. The advantages of the in-situ synthesis method are that the interface bonding between ceramic phase and the matrix alloy is steady, and the size of the reinforcement can be controlled to the nanometer level, which leads to less plastic depletion and increased strength of the matrix alloy. The fabricated MMCs can be obtained via later rolling or remelting casting. The volume fraction of the reinforcement of an in-situ MMCs is relatively low, and they can have better cost performance when the volume fraction of the reinforcement is less than 10%. Therefore, they have great potential in the civil market.
Anhui XiangBang composites Co., Ltd. developed in-situ nano-ceramic particles reinforced aluminum matrix composites (i.e. new ceramic–aluminum materials) with various performance level materials, such as casting materials, extruded profiles, and additive manufacturing products. This composites have been applied in aviation, aerospace, engine, automobile, rail transit, etc. TiB2/Al in-situ synthesis composites developed by the Xi’an Technological University have been applied in pistons of automobile engines. In-situ NbC and V2C nano-ceramic particles reinforced iron-based spring steel developed by the Hebei Materials Research Center with an 18% increase in elastic limit and a tensile strength range of 2300–2400 MPa has been applied in Xingtai Iron & Steel Co., Ltd. since 2012.
3.3.2 Stirring casting
Stir casting is a method of adding ceramic particles to molten or semi-molten metal, dispersing the particles evenly via mechanical stirring or ultrasonic stirring and then consolidation forming. To ensure the fluidity of the melted metal, the volume fraction of the reinforcement should not exceed 20%. The stirring casting process is simple in equipment and low in cost. Therefore, it can be used to prepare large volume composite embryos, and stir-casting MMCs can be used in remelting and casting to shape.
The works of Shanghai Jiao Tong University, General Research Institute for Nonferrous Metals, and Harbin Institute of Technology on particle reinforced aluminum-based and magnesium-based composites are significant, and they have formed a series of products and approaches to industrialization [13].
3.3.3 Powder metallurgy
Powder metallurgy, as one of the most popular techniques in the world, is a method of mixing powder reinforcement with powder metal matrix in a certain proportion, and then the mixture undergoes cold pressing molding in a mold. Thereafter, vacuum degassing is done, and then hot pressing and sintering molding. To ensure matrix continuity in the microstructure of composites, the volume fraction of composites used in mass application is approximately 20%. After vacuum hot isostatic pressing, rolling, and hot extrusion, the prepared composites can obtain higher mechanical properties.
The 17% SiC/Al composite produced by the Institute of Metal Research, Chinese Academy of Sciences via powder metallurgy technology has been successfully listed in the procurement catalogue of aerospace materials, and they have been used in bulk for space vehicle structures. For the large-size B4C/Al composites, the key technologies such as roll forming and stir welding were addressed, and the batch application of nuclear reactor material was established. Si/Al composites prepared via spray deposition method by the Central South University have been used in the package shell of power electron device. The SiC/Al composites, B4C/Al composites, and Si/Al composites developed by the General Research Institute for Nonferrous Metals have been applied in helicopter, aircraft, phased array radar, nuclear reactor, and other equipment. SiC/Al composites developed by the Beijing Institute of Aeronautical Materials have been applied in helicopter splint. The aluminum-based and iron-based composites prepared via powder metallurgy by the South China University of Technology have been industrialized.
3.3.4 Pressure infiltration
The pressure infiltration method, as a kind of liquid preparation technology, was also known as squeeze casting method. First, the liquid metal was infiltrated into the preforms by breaking the surface tension under external pressure, which then solidified to form MMCs. The advantage of the method is that it is applicable to different kinds of reinforcement (such as fiber, whisker, powder, and nano particles) and matrix alloys, and the composites have good interface strength and outstanding designs. Generally, the volume fraction of particle reinforced composites ranges from 40% to 70%.
Pressure infiltration can be divided into vacuum pressure infiltration and atmospheric pressure infiltration according to the process environment. To overcome the infiltration resistance under low pressure, the vacuum pressure infiltration MMCs have large particle size (smaller specific surface area), and to ensure the necessary gap for capillary action, the volume fraction is high (approximately 60%). Through the vacuum pressure infiltration method, it is easy to obtain MMCs with high stiffness, high thermal conductivity, and low expansion. Additionally, this method can realize the no-processing and one-forming of complex components, which is widely used in heat sink of high-power electronic devices. Various domestic companies and institutions such as the North China University of technology, National University of Defense Technology, General Research Institute for Nonferrous Metals, Central South University, and Hunan Harvest Technology Development Co., Ltd. have adopted this method and achieved industrialization.
To solve the gas inclusion and defects during the preparation process under atmospheric environment, the Harbin Institute of Technology invented the self-exhaust pressure infiltration technology [14,15]. Exhaust vents were opened in the appropriate parts of the steel mold to control the infiltration direction of the liquid metal, and then the infiltration pressure of the liquid metal would squeeze out the gas in the preform. Finally, the MMCs solidified under the hydrostatic pressure ranging between 10–50 MPa. Compared with abroad vacuum infiltration, this method is simple in equipment, short in process flow, and flexible in process parameter control. In addition, it is suitable for manufacturing composite materials with larger volume and finer powder. Self-exhaust pressure infiltration technology has become a unique advanced technology in China. The optical-grade SiC/Al composites with a density of approximately 100% and the instrument-grade SiC/Al composites with super-large size (diameter larger than 900 mm, Fig. 2) have been obtained in the atmospheric environment and a series of products such as SiC/Al composites, carbon fiber reinforced composites, functional composites, and thermal management materials have been formed.
《Fig. 2》

Fig. 2. Φ900 mm instrument-grade SiC/Al composite embryo.
《4 Typical cases of MMCs promoting the development of equipment》
4 Typical cases of MMCs promoting the development of equipment
Different from the limited improvement by alloying, the performance of the matrix alloy of the MMC can be enhanced several or even ten times, which significantly improves the overall performance of the equipment. Through investigation, this study summarized nine typical cases of domestic MMCs research and development and their engineering application in recent years, thus to directly show the technical progress in related fields.
《4.1 Instrument-grade SiC/Al composites guaranteed the leap in precision of inertial devices and space optical equipment》
4.1 Instrument-grade SiC/Al composites guaranteed the leap in precision of inertial devices and space optical equipment
High precision inertial instrument parts are required to keep their size and shape changing within nanometers level under the long-term aging, temperature changes, vibration, and impact, which aluminum alloy and titanium alloy are difficult to meet. Based on the analysis results of the material response characteristics under the process environment of inertial devices, literature [16] proposed the design principles of MMCs stabilization, including the structure stability, phase stability, stress stability, and thermal stability of the structure.
The instrument-grade SiC/Al composites developed based on the above technical principles exhibit better performance compared to that of Beryllium in the key performance parameters such as under temperature disturbance, vibration shock, and long-term static load. In China, the composites were used in the prototype of liquid floating gyroscope, and they obtained the highest precision in the random drift precision. The space motion optical system made from the composites was used in satellite laser communication pointing system (Fig. 3), in which the weight of the entire machine reduced by 36.8%, the stiffness increased by 53.3%, and the fundamental frequency increased by 62%. This satisfied the requirement of design accuracy and ensured consistency of the precisions in the sky and the earth. Internationally, beryllium or beryllium aluminum alloy has been used in the relevant precision parts abroad, whereas China has explored a low-cost and high-performance technical way for high precision material parts.
《Fig. 3》
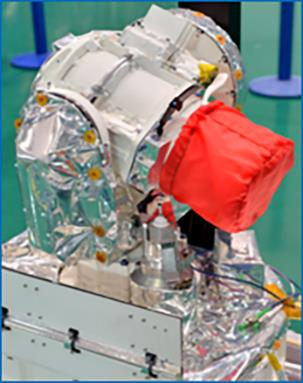
Fig. 3. Space motion optical system made of SiC/Al composites.
《4.2 Diamond /Cu (Al) composites became the cornerstone of the development of the third-generation semiconductor technology》
4.2 Diamond /Cu (Al) composites became the cornerstone of the development of the third-generation semiconductor technology
The power density and heat flux of the third-generation semiconductor GaN are 2–3 times higher than that of the second-generation GaAs, whereas the thermal conductivity of the current third-generation thermal management materials Sip/Al and SiCp/Al is 220 W·m-1·K-1 , which hardly reached the heat dissipation requirements of GaN. Therefore, thermal management materials have become the development bottleneck of GaN chips. In 2017, to support the research on the preparation and performance control technology of new and efficient heat-conducting materials, the National Key Research and Development Program set up the key special project of “Strategic Advanced Electronic Materials” [17]. The Harbin Institute of Technology adopted the pressure infiltration method and successfully solved the problem of interface reaction, prepared stable diamond/Al composites with thermal conductivity above 650 W·m-1·K-1 , which reduced the junction temperature of GaN chip by 18.6 K and increased the reliability by 50% when used for GaN chip heat sink. Currently, diamond/Al composites are being mass-produced and used for high-power devices, such as in satellite (Fig. 4). The research and applications of diamond/Cu composites have rapidly developed in China. Additionally, the University of Science and Technology Beijing [18], General Research Institute for Nonferrous Metals, Harbin Institute of Technology, and Hunan Harvest Technology Development Co., Ltd. have applied the composites at industrial capacity.
《Fig. 4》


Fig. 4. Diamond/Al composite electronic devices.
《4.3 Active anti-ablative structure-function integration composites broke through the performance limit of traditional heat protection material》
4.3 Active anti-ablative structure-function integration composites broke through the performance limit of traditional heat protection material
Solid rocket engine is the key equipment for a space launch vehicle; and the throat liner, as the key part of the solid rocket engine, should work under the conditions of high temperature of approximately 2700 K and a pressure above 10 MPa. However, material ablation will directly affect the performance index of the engine. C/C and other thermal protection materials are widely used globally, but the cost is high and the ablation problem is inevitable. The Harbin Institute of Technology proposed a material design scheme for active thermal protection [19]. The institute used a reductive metal with low melting point and low boiling point as a dispersing agent. Thereafter, the dispersing agent was infiltrated into porous graphite to prepare carbon matrix composites. This was a new and original technical solution of meeting the requirements of high-performance and low-cost material for the solid rocket engines.
The principle of the material scheme is as follows: first, the dispersing agent vaporizes to form steam film and then cools down during the process of high temperature ablation. Thereafter, the gaseous dispersing agent reacts with the oxygen element in the boundary layer, dissipating the oxygen, thereby eliminating the oxidation and ablative conditions of the carbon matrix. Additionally, to resist corrosion, an in-situ ceramic film was formed after oxidation. The ablation rate of the solid rocket engine nozzle and throat prepared (Fig. 5) was two orders of magnitude lower than that of C/C, whereas the cost was reduced by 50% and the preparation period was shortened by 90%.
《Fig. 5》


Fig. 5. Prototype of active anti-ablative structure-function integration composites.
《4.4 Self-lubricating composite material changed the design concept of transmission mechanism》
4.4 Self-lubricating composite material changed the design concept of transmission mechanism
Materials’ friction consumes approximately 1/2 to 1/3 of the world’s energy yearly. Moreover, up to 80% of parts are damaged owing to various forms of wear and tear [20]. High precision sliding friction pair requires high purity and no sputtering self-lubricating materials. However, the traditional self-lubricating materials (such as soft metal, graphite, MoS2, and PTFE) reduce the reliability owing to the sputtering of abrasion.
TiB2/Al self-lubricating composites were first developed by the Harbin Institute of Technology. During the process of material preparation, to generate B2O3 on the surface, the micro-nano-sized TiB2 particles are first pre-oxidized, and then the TiB2/Al composites with uniform interface distribution of B2O3 are prepared via pressure infiltration technology. B2O3 reacts with the water in the air to form H2BO3 during the friction and wear process. H2BO3 is an excellent lubricant superior to graphite and plays a role in reducing wear. The application of TiB2 /Al material to the plain bearing of sewing machine can break through the traditional design of the complex link gear with oil jet lubrication and the corresponding transmission system, and the sewing machine can be directly driven by the servo motor. The relevant products have passed the examination of application environment.
《4.5 The 10B/Al composites broke through the lightweight limit of traditional neutron shielding materials》
4.5 The 10B/Al composites broke through the lightweight limit of traditional neutron shielding materials
In 2020, China planned to install approximately 5.8×107 kW capacity of nuclear power [21]. Owing to the increasing number of nuclear power plants being built and used, transportation of large amounts of spent fuel and the safe disposal of nuclear waste has become an urgent issue. In traditional neutron shielding materials, boron-containing polyethylene is brittle under irradiation and cannot be used at a high temperature. The 10B in boron steel is easy to form brittle network boride, which reduces the toughness of the material.
The Harbin Institute of Technology developed super high shielding efficiency 10B/Al composites. Compared with the traditional boron steel, the 10B/Al composites could reduce the weight and the thickness by 30 and 10 times, respectively under similar shielding efficiency, which broke the performance limit of traditional neutron shielding materials. The successful application of 10B/Al composites in the experimental equipment of nuclear reactor provide a new material scheme for the design of a new generation of lightweight and miniaturized nuclear protection structure.
《4.6 Cf/Al composites became a new material of high-stiffness and precision structural parts for aerospace craft》
4.6 Cf/Al composites became a new material of high-stiffness and precision structural parts for aerospace craft
The new aerospace craft has high speed and high control precision properties. Thus, it requires the main structure to have high stiffness to avoid vibration, high temperature resistance to bear aerodynamic heating, and high strength to withstand large overload. Cf/Al composites have the highest specific strength and specific stiffness in existence, but the interface reaction between C and Al is very vigorous, which has become a technical obstacle for preparation and mass production. Surface coating has been used to suppress the interface reaction abroad. However, the process is complicated, the cost is high, and easily causes environmental pollution.
Harbin Institute of Technology deeply investigated the fundamental problems of thermodynamics and dynamics reactions between C and Al, and further developed a simple process method to solve the interface reaction problem without pollution. The interface product is transformed from harmful Al4C3 to reinforceable Al3Mg2 by adjusting the composition on the matrix alloy, which solves the transverse strength problem of Cf/Al composites at a low cost [22]. Cf/Al composites have been used in complex thin-walled cabin structures, which show excellent static and dynamic mechanical properties (Table 2). Additionally, it solves the challenge of selecting materials for aerospace structural components that have strict requirements on comprehensive properties such as weight, strength, stiffness, and spatial weather ability.
《4.7 SiCf/Ti composites applied in aircraft engines》
4.7 SiCf/Ti composites applied in aircraft engines
SiCf/Ti composites are ideal materials for lightweight structures at temperatures ranging from 600 °C to 800 °C, which can significantly reduce the structural weight and exhibit broad application prospects in the aerospace field. Compared with titanium alloy, SiCf/Ti composites are good materials for new-generation aero engines with better performance at high temperature, anti-creep and anti-fatigue performance, and significant lightweight and strengthening effect.
In recent years, the Beijing Institute of Aeronautical Materials, the Northwest Polytechnical University, the AVIC Manufacturing Technology Institute, and the Institute of Metal Research, Chinese Academy of Sciences successively developed novel technology on SiCf/Ti composites research [23,24]. The Institute of Metal Research, Chinese Academy of Sciences proposed gas reduction cleaning technology and temperature control technology based on airflow control. The W-core SiC fibers had achieved mass production and had strength above 3800 MPa. Additionally, they maintain stability below 1000 °C, and the typical structural parts passed the strength assessment [25]. The maximum rotational speed of the prepared SiCf/Ti composite structural parts (such as the domestic first full-size TMC integrated blade rings, Fig. 6) at room temperature was 15 000 r/min, which achieved the desired effect.
《Fig. 6》

Fig. 6. SiCf/Ti composite structural parts.
《4.8 B4C/Al composites provide a new solution for armor protection materials》
4.8 B4C/Al composites provide a new solution for armor protection materials
Confronting the future land battlefield, the high mobility and strong defensive nature of armored vehicles presents the demanding requirements for armor protection to reduce the density and improve anti-penetration ability. Compared with the alloying method, the composite technology can obtain the comprehensive properties of high hardness, high strength, high impact toughness, and low density, which is the only feasible technical solution at present.
Through multi-scale and gradient structure design, the Harbin Institute of Technology prepared high anti-penetration gradient B4C/Al composites (Fig. 7), which exhibited low density, high penetration resistance of ceramic, and good toughness properties. Experiments showed that under the same bullet resistance, the surface density of the B4C/Al composites was reduced by over 50% compared with the metal armor in service, and the composites can withstand multiple bounces. The high anti-penetration gradient B4C/Al composites solve the weakness of the traditional ceramic armor, which is easily broken and cannot resist multiple impacts. Additionally, it provides a new material technology solution for improving the combat mobility and rapid reaction ability of armored vehicles.
《Fig. 7》
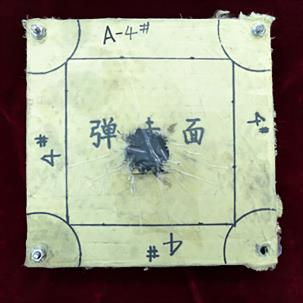

Fig. 7. Target plate and the steel back plate of the gradient B4C/Al composite after the projectile.
《4.9 Cf/Mg composites became potential candidates for high specific strength components》
4.9 Cf/Mg composites became potential candidates for high specific strength components
Magnesium matrix composites are expected to improve the specific modulus, specific strength and wear resistance, vibration reduction, and high temperature resistance of magnesium alloy matrix, which have always been a research hotspot in the field of high-performance materials. There has been accumulated research data in the research of particle and fiber reinforced magnesium matrix composites in domestic. The casting of complex castings was realized in the aspect of forming technology, and the samples of particle reinforced magnesium matrix composites, such as aircraft hydraulic oil parting cover, lens body, and lens box of satellite remote sensing lens were made. There was some progress on the research on application of nozzle actuator for rocket engine [26].
The bottleneck of magnesium alloy has low plasticity and poor corrosion resistance as structural materials. Moreover, these properties are reduced further after the addition of ceramic particles; hence, the progress of magnesium matrix composites engineering application is slow. If the long fiber is used as reinforcement, the composites may become high specific strength materials adapted to some special requirements. To study the two-dimensional tensile strength of materials, the Harbin Institute of Technology used the design scheme of Cf/Mg composites, which realized the uniform strength design under service conditions by optimizing the fiber preparation method. To improve the interface strength, the Mg-Y solid solution interface was formed on the C-Mg surface via matrix alloying, then the interface shear strength increased from 8 to 107 MPa, the unidirectional tensile strength was 1.3 GPa, and the elastic modulus was 230 GPa [27]. The edge linear velocity of the disc sample (Fig. 8) used for high-speed centrifugal test was nearly twice as high as that of the highest strength aluminum alloy sample. It provides a promising technical path for the research and development of new magnesium matrix composites and the design of new structure with high specific strength.
《Fig. 8》


Fig. 8. Cf/Mg composite disc samples (after high speed centrifugal test).
《5 Development trends of MMCs in the next five to ten years》
5 Development trends of MMCs in the next five to ten years
《5.1 Application of nano-scale reinforcement and dedicated matrix alloy》
5.1 Application of nano-scale reinforcement and dedicated matrix alloy
Different from the micron-scale reinforcement, the surface effect, size effect, and atomic diffusion behavior of the nano-scale reinforcement will bring new manifestations to the strengthening behavior of MMCs and create new theories and technologies. Graphene is a typical representative of nano-scale materials. Currently, it is the reinforcement with the highest strength, stiffness, thermal conductivity, electrical conductivity, and low expansion among all types of nanocarbon reinforcements [28]. The interface reaction between graphene and aluminum and the uniform dispersion of graphene is the main technical barrier. The use of big data technology, simulation technology, developing novel preparation technology, as well as designing a new dedicated matrix alloy composition is expected to improve the above problems, thereby acquiring excellent properties of strength, plasticity, heat conduction, electricity conduction, and damping in the two-dimensional direction of composites, so as to obtain graphene reinforced MMCs for different purposes [29].
《5.2 Maturity of the performance design theory and technology of MMCs》
5.2 Maturity of the performance design theory and technology of MMCs
In the early stage, to improve the physical and mechanical properties of the matrix alloy, MMCs technology simply added ceramic reinforcement to the existing alloy. In the future, the MMCs will achieve the expected performance based on the analysis results of the enabling performance of parts and be designed from the nanoscale, microscopic, mesoscopic, and macroscopic scales of materials. China has gained many experiences in MMCs material design theory and technology. Some successful cases are listed as follows:
5.2.1 Dimensional stability design
After more than 20 years of research, domestic relevant units have established the design theory and method of MMCs dimensional stability. Practical applications of instrument-grade and optical-grade SiC/Al composites have shown the effects of elaborated design of the material. For instance, instrument-grade SiC/Al composites that are specifically designed for the service conditions of precision instruments, overcome the performance defects of aluminum alloy, titanium alloy, and beryllium, and comprehensively meet the requirements of various indicators, have become an example of “design for application” material design concept.
5.2.2 Bionic designs
As only the fittest can survive from natural selection, organisms that have survived billions of years of evolution have the most rational microstructures and macrostructures. Bionic design from the microstructure and morphology level is one of the innovative ideas of MMCs performance and function design. The biomimetic structures developed rapidly include layered structures, reticular structures, microporous structures, and gradient structures.
Inspired by the bamboo structure in nature, the Institute of Metal Research, Chinese Academy of Sciences successfully prepared the gradient structure MMCs by the gradient composite of various metal materials, which broke the inverted relationship between “strength and plasticity” to some extent and obtained excellent strength and plasticity (Fig. 9) [30].
《Fig. 9》
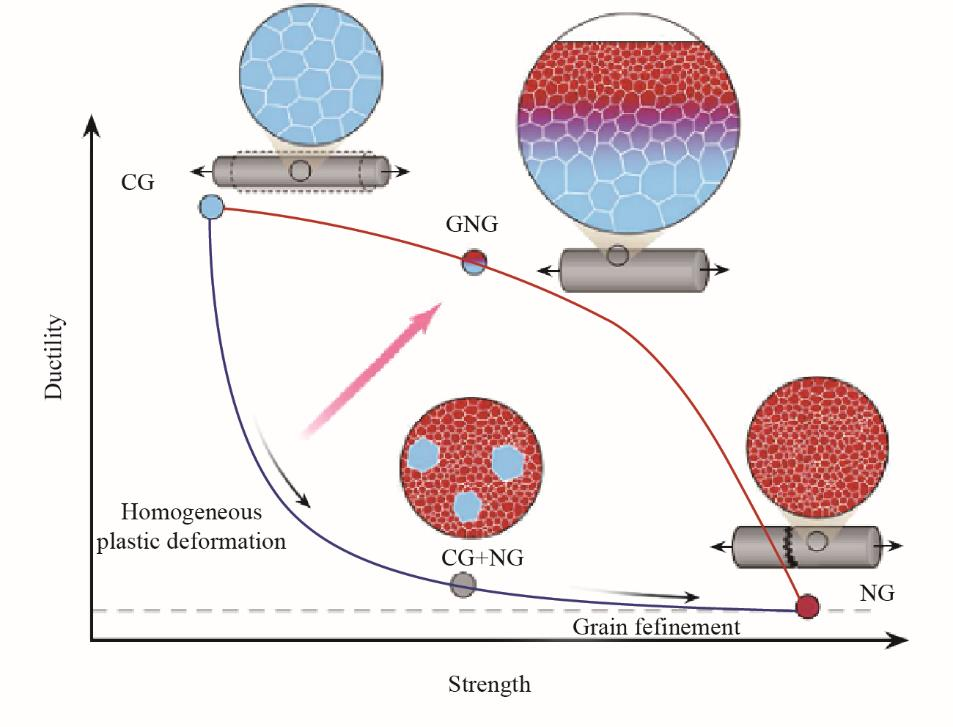
Fig. 9. Strength-ductility synergy among coarse grain (CG), nanograin (NG), and gradient nanograin (GNG).
During the study of morph-genetic materials in Shanghai Jiao Tong University, a new functional material with biological fine hierarchical structure was prepared by directly taking the biological structure as the template, and then selecting the appropriate physical and chemical methods to transform the natural biological components into the target material while maintaining the modular fine hierarchical structure. Based on the idea of biomimetic lamination of shells, graphene-reinforced copper matrix composites were prepared via flake powder metallurgy method (Fig. 10) [31], which provided a feasible technical scheme to strengthen and toughen the design of composites.
《Fig. 10》
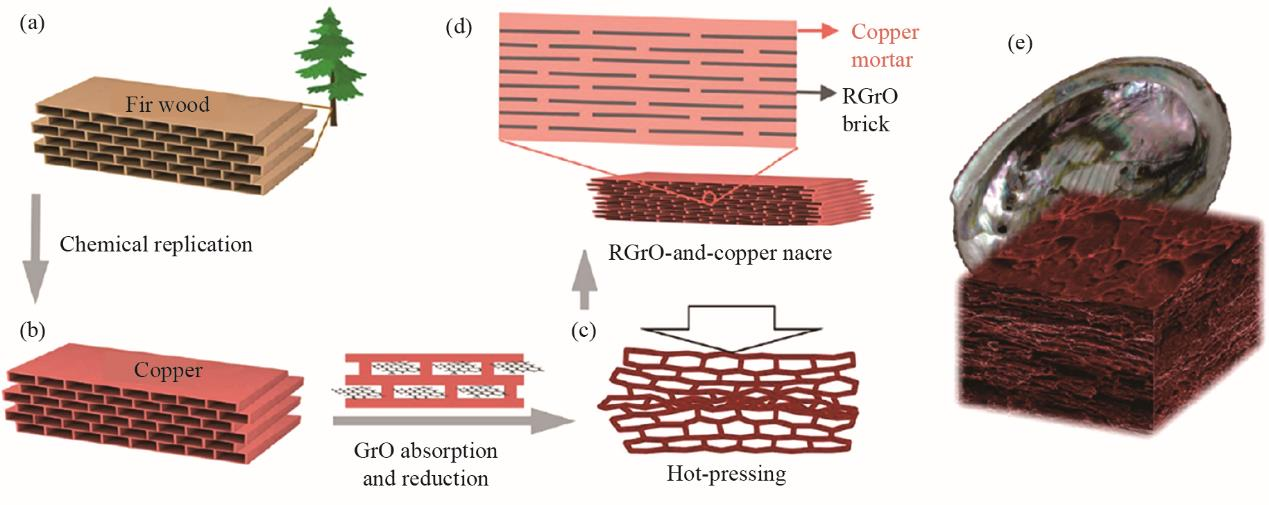
Fig. 10. Schematic representation of preparation of RGrO and copper artificial nacre.
Woodpecker skull is a type of microporous structural material with high strength, shock resistance, and shock absorption performance. Microporous structural materials have special effects in shock absorption, sound absorption, and energy absorption. For instance, porous foam metal composites are widely used in the anti-impact load components of industrial equipment in the field of transportation, engineering structure, mechanical equipment, aerospace, and ordnance industry.
5.2.3 Grain boundary toughening design
To solve the problem of grain boundary strength of powder metallurgy titanium alloy, a method of grain boundary toughening design was proposed in the Harbin Institute of Technology. First, mix TiB2 powder with TC4 titanium alloy powder. Thereafter, control the sintering process and tactfully utilize the interface reaction. Net TiB whiskers were formed in situ at the grain boundary and then they were interwoven evenly among the grains. The titanium alloy had three-dimensional reticular microstructure, its tensile strength was increased by 30% at room temperature, and the upper limit of heat resistance increased by 200 ℃ [32].
《5.3 New composites preparation technology》
5.3 New composites preparation technology
Preparation technology is the basis of MMCs application and the key link of cost chain. Low cost, high efficiency, and low consumption are the development direction of MMCs. Additive manufacturing is the process of building 3D objects in layers based on computer-aided design data, it starts from creating basic models or rapid prototypes to near-net forming processes, which can partly replace the traditional machining method in the production of complex shape objects [33]. Related technologies rapidly developed include electron beam fusion deposition (EBM), laser selective fusion molding (SLM), photocurable deposition (SLA), melt deposition molding (FDM), and selective laser sintering (SLS).
MMCs materials are difficult to process. Therefore, for the manufacture of space optical structure parts, the material remove rate via traditional machining method is above 90%. Additive manufacturing provides a feasible technical approach for the efficient production of MMCs parts with complex geometry in a small or medium batch. However, problems such as interface reaction and material defect control become technical challenges.
《5.4 MMCs with supernormal performance》
5.4 MMCs with supernormal performance
“Supernormal performance” materials are those whose key performance indicators exceed the limits of traditional materials [34]. According to the research status in China and abroad, MMCs with supernormal performance will proliferate. (1) High toughness nanocomposites can bring various unknown properties to the composites while improving the strength and plasticity of composites when the size of reinforcement is in the nanometer scale, (the reinforcement takes MAX phase [35] as an example, MAX phase is ternary carbides or nitrides with nano layered crystal structure, such as Ti3SiC2, Ti2AlC, and SiBC). This provides a design idea for MMCs to get out of the “magic spell” of strength and plasticity inversion. (2) For the reinforcement and interface to exhibit a better damping function, high-damping composites introduce the reinforcement and interface with high damping property to the metal matrix, such as hollow ball, shape memory alloy (TiNi, Cu-Al-Ni), ferromagnetic alloy, and piezoelectric ceramics. (3) To make the composites obtain ultra-low thermal expansion coefficient, ultra-low thermal expansion composites are obtained by adding reinforcement with low or even negative expansion coefficient to the metal matrix, such as ZrW2O8 [36], HfW2O8, PbTiO3, Mn-Cu-Sn-N. Thus, they can maintain very small size change during temperature change. The ultra-low expansion composites have an important application value in the engineering field of space precise mechanism, high-precision measuring instrument, and optical device.
The realization of “supernormal performance” through the choice of ceramic reinforcement and the control of the content is not enough. In future, the database of physical properties, chemical properties, crystal structure, and surface energy of reinforcement such as metallic oxide, metallic carbide, metal nitride, metal boride, and carbon materials should be established based on the concept of genetic engineering. Additionally, to elaborately design and prepare MMCs with supernormal performance, simulating calculation on the matrix component, interface structure, and the distribution configuration of the reinforcement should be carried out. This will be a development direction of higher technology level.
《6 Assessment of important strategic opportunity period in the MMCs industry》
6 Assessment of important strategic opportunity period in the MMCs industry
《6.1 Development opportunities》
6.1 Development opportunities
China’s equipment technology has gone through four stages: introduction, imitation development, upgrading, and independent innovation. During the development of new generation equipment, the most challenging problem is a fundamental problem presented by materials. In recent years, research progress on domestic material shows that owing to the development of metal powder, fiber and nano powder technology, and the adoption of genomic research methods for materials, the improvement in material performance has exceeded the expected upper limit of 25%. Compared to the polymer matrix composites, the MMC dosage is less and the industrialization scale is small. However, MMCs is the key factor to determine whether the indicators of equipment such as precision, efficiency, function, life, reliability, and an irreplaceable and indispensable function can be achieved. Thus, MMCs technology is an important symbol of a country’s material technology level.
Additionally, MMCs promote the strategic development opportunity period in civil field. The cosmopolitan energy dilemma triggers the lightweight demand in rail transit, electric vehicles, and other fields. Therefore, MMCs have become the only alternative material in some parts. For instance, the heat dissipation problem of high-power electronic devices used in high-speed rail and key modules for 5G communication stations cannot be solved using traditional materials, only composites can be competent. More high-speed reciprocating motion parts are required to have characteristics such as low density, high wear resistance, high stiffness, and low cost with the increasing intelligent manufacturing, and only MMCs can meet their needs.
In the next five to ten years, with the accelerating pace of equipment upgrading, the market demand of MMCs in China will be a “blowout” trend. It is expected that the domestic market is mainly distributed in: high-precision mechanical and electrical products, space optical instruments, inertial navigation instruments, rail transit and ground transportation equipment, electronic devices, communications facilities, new light source, and microwave devices. Specifically, the third-generation semiconductor devices, 5G communications, electric vehicles, high-speed rail brake disc, commercial aerospace, and other products will have a huge market demand of 100 billion.
In a word, MMCs are strategic new materials. After approximately 40 years of research in China, the material design technology tends to mature gradually, and some manufacturing technologies have reached the international advanced or even leading level. The demand for upgrading dual-use equipment is increasing, and the rigid demand for MMCs on the technical level has been strengthened. In this study, MMCs that were mainly used for national defense applications are expected to rapidly transform and enter the civilian equipment market. Moreover, a new period of strategic opportunity for the development of MMCs industry is coming.
《6.2 Challenges》
6.2 Challenges
Some domestic MMCs technologies, such as exhaust pressure infiltration technology in atmospheric environment are in the leading level. Powder metallurgy technology and stirring casting technology are on a par with foreign countries. However, in general, China’s MMCs technology still lags behind the United States, Japan, Canada, the United Kingdom, and other traditional material powers. The gap in industrialization environment is more significant in the following aspects:
(1) The MMCs industrial chain, including reinforcement preparation, special alloy design for metal matrix, material manufacturing equipment, precision machining, precision forming, and connection technology is not complete. Among them, the domestic dedicated matrix alloy is still blank, the consistency quality of domestic reinforcement powder and matrix alloy powder is low, the failure rate of domestic manufacturing equipment is high, and the research on welding technology and precision machining is insufficient.
(2) MMCs manufacturing is a special technology. Currently, there is no special equipment for automation in China, which directly leads to instability of performance of materials of different batches and high production cost.
(3) Research and production are scattered, disordered, disjointed, and lack substantial cooperation among industry, universities, research institutes, and application joint and.
(4) The problem that engineering designers cannot use and they are unable to use MMCs still exists. Additionally, MMCs do not work well and their misuse is evident.
(5) Incomplete basic MMCs database, imperfect national standard system, and unclear subdivision of the material category lead to poor selection of materials by the user, which can cause great losses.
《7 Countermeasures and suggestions》
7 Countermeasures and suggestions
《7.1 Strengthen national industrialization platform, engineering laboratory, and talent training base》
7.1 Strengthen national industrialization platform, engineering laboratory, and talent training base
The scientific and engineering issues of MMCs are interdisciplinary. Its application area coverage is wide, indicating that the platform should not consist of researchers only in materials science. Moreover, it is suggested that domestic universities cooperate and users (enterprises) with strong technical force should establish interdisciplinary research and development platform. Additionally, the platform should layout in product design/special processing/mechanics/material science, inertial technology/mechanics/precision processing/material science, and other composites direction.
《7.2 Immediate increase of the national investment to enhance the strength of China’s MMCs industrial system》
7.2 Immediate increase of the national investment to enhance the strength of China’s MMCs industrial system
The development route of material power indicates that the early development of new materials is mainly reflected in government behavior, which should be guided, supported, and coordinated by the state. In addition, the support direction should be based on the application products rather than the material itself. Regarding products that have strong representativeness, significant values, and relatively mature composites technology, a co-engineering model that is led by enterprises and driven by users should be established. National industrialization technology research should be done, and five to ten years should be taken to focus on tackling the bottleneck of mass production and applications of MMCs.
《7.3 Accelerate the construction of MMCs related standards and database system》
7.3 Accelerate the construction of MMCs related standards and database system
The national laboratories and both the national and local joint engineering laboratories should be prioritized to take the lead in researching and establishing national and industrial standards. Additionally, construct the basic and universal database of MMCs subdivision materials.
《7.4 Material preparation technology is the core competitiveness of MMCs industry》
7.4 Material preparation technology is the core competitiveness of MMCs industry
The process of breaking through the MMCs preparation technology is time-consuming, laborious, risky, and slow. Therefore, the state should formulate positive and correct policy guidance, and encourage experts, scholars, and engineers to devote themselves to the research on the challenges of process foundation, equipment foundation technology, and intersecting foundation.
《Acknowledgement》
Acknowledgement
We would like to show our sincere gratitude to the following professors for their support in this article: Professor Bai Shuxin from the National University of Defense Technology, Professor Geng Lin from the Harbin Institute of Technology, Professor Ma Zongyi from the Institute of Metal Research, Chinese Academy of Sciences, Professor Fan Jianzhong from the General Research Institute for Nonferrous Metals, Professor Wang Haowei from the Shanghai Jiaotong University, Professor Cui Chunxiang from the Hebei Materials Research Center, and other experts during the writing.











 京公网安备 11010502051620号
京公网安备 11010502051620号




